Сварка тонкого металла электродом: технология и методы
Содержание
- Какие сложности бывают при сваривании тонкого металла
- Какую технологию и сварочный аппарат выбрать для работы с тонким металлом
- Как подобрать подходящие электроды и проволоку
- Как настроить инвертор и полуавтомат
- Техника и практические рекомендации для сварки тонких деталей
Сварка тонких листов металла и тонкостенных изделий толщиной 0,5-2,5 мм требует от сварщика практических навыков, аккуратности и правильной настройки аппарата. Конечно, для точных и тонких работ лучше подходят TIG и MIG. С их помощью можно быстро, удобно и качественно сваривать кузовные детали и элементы выхлопной системы, профиль, листовую сталь, трубы из разных сталей и сплавов. Но и располагая только инвертором можно работать с тонколистовым металлом с минимальной доработкой — рихтовкой для выпрямления, зачисткой и шлифовкой.
Рассматриваем, как и какой сваркой сваривать тонкий металл, какие важные моменты учитывать, выбирать аппараты, электроды или проволоку.
Какие сложности бывают при сваривании тонкого металла
Основные сложности связаны с неправильным выбором силы сварочного тока, скорости ведения электрода и перегревом заготовки.
В результате ошибок и недостатка опыта:
- Металл прожигается. Это частая ситуация при сварке на излишне больших токах и малой скорости. Достаточно чуть задержать электрод на месте, как заготовка прогорает насквозь. Чтобы избежать этого, нужно правильно выбрать ток и «набить руку».
- Деталь деформируется, а шов коробится. Такие проблемы возможны из-за большого тока, перегревания и линейного расширения металла. При медленной работе заготовку ведет, слишком быстрое движение электродом приводит к плохому провару.
- Возникают непровары шва или шов получается выпуклым с плохими механическими свойствами. Эти дефекты характерны при сварке на слишком маленьком токе, быстром ведении электрода, излишней длине дуги. В таких случаях снижается глубина провара.
- Появляются наплывы.
 Они могут быть на внешней стороне шва и на внутренней, как местное превышение проплава. Избыток наплавленного металла образуется из-за низкой скорости и ухудшает работу детали при нагрузках.
Они могут быть на внешней стороне шва и на внутренней, как местное превышение проплава. Избыток наплавленного металла образуется из-за низкой скорости и ухудшает работу детали при нагрузках.
 Они могут быть на внешней стороне шва и на внутренней, как местное превышение проплава. Избыток наплавленного металла образуется из-за низкой скорости и ухудшает работу детали при нагрузках.
Они могут быть на внешней стороне шва и на внутренней, как местное превышение проплава. Избыток наплавленного металла образуется из-за низкой скорости и ухудшает работу детали при нагрузках.Чтобы не допускать таких дефектов необходимо правильно подобрать диаметр электрода или проволоки, выставить сварочный ток и скорость работы. Не забывайте обязательно очищать шлак, если его много из-за толстой обмазки, а шов случайно прервался.
Какую технологию и сварочный аппарат выбрать для работы с тонким металлом
Для тонкого металла используют все технологии: TIG, MIG и ММА. Выбор зависит от требований к качеству и внешнему виду шва, толщины заготовки, экономической целесообразности.
TIG сварка
Нижняя граница использования TIG — 0,3 мм для углеродистой и нержавеющей стали, 0,5 мм для алюминия и алюминиевых сплавов, меди. Сварку выполняют на подложке. Для качественного результата важно хорошо очистить бока кромок и поверхность в области соединения.
MIG сварка
Сварку полуавтоматом тонколистового металла ведут на короткой дуге — нижний предел для стали 0,7-1 мм и для алюминия и алюминиевых сплавов 2 мм. Она выполняется на низких сварочных токах, поэтому тепловложение в заготовку и размер ванны невелики. Однако для этого метода характерен крупнокапельный перенос, вне зависимости от используемой проволоки. Готовое изделие нужно зачищать.
Она выполняется на низких сварочных токах, поэтому тепловложение в заготовку и размер ванны невелики. Однако для этого метода характерен крупнокапельный перенос, вне зависимости от используемой проволоки. Готовое изделие нужно зачищать.
Второй метод — импульсная сварка. Она тоже минимизирует тепловложение, поэтому заготовки не деформируются и коробятся. При этом расплавленный металл переносится мелкими каплями, что позволяет избежать зачистки.
ММА сварка
Сварку тонкого металла инвертором выполняют в условиях, когда переносить газовые баллоны, шланги, катушки проволоки тяжело и нерационально. Используют её и для разовых работ, когда невыгодно приобретать полуавтомат и не важна производительность. Нижняя граница для стали — 1-1,5 мм, но многое зависит от навыков.
Инверторы точно настраиваются, обеспечивают мягкую стабильную дугу на малых токах и умеренное тепловое вложение. Antistick и Arc Force помогают сваривать без залипания и прожигания детали. Для работы можно брать основные и рутиловые электроды, например УОНИИ, АНО-21, ОЗС-12, ОК 46. 00. У каждого типа есть свои нюансы — основные электроды отличаются крупнокапельным переносом, при сварке рутиловыми больше шлака.
00. У каждого типа есть свои нюансы — основные электроды отличаются крупнокапельным переносом, при сварке рутиловыми больше шлака.
Как подобрать электроды и проволоку, подходящие для тонкого металла
Сварку тонколистового металла ведут на малых токах и используют электроды или проволоку небольшого диаметра. Для выбора можно ориентироваться на таблицы.
Для TIG
|
Толщина заготовки, мм |
0,8 |
1 |
1,5-2 |
|---|---|---|---|
|
Диаметр электрода, мм |
1 |
1-1,6 |
1,6 |
|
|
1-1,6 |
1,6 |
2 |
|
Сила тока, А |
10-20 |
40-60 |
80-100 |
Для MIG
|
Толщина стали, мм |
1 |
1,5 |
2 |
|---|---|---|---|
|
Диаметр прутка, мм |
0,6 |
0,8 |
0,8 |
|
Скорость подачи, м/мин |
7 |
6 |
6,8 |
|
Сила тока, А |
60 |
90 |
110 |
Для ММА
|
Толщина заготовки, мм |
0,5-0,8 |
1 |
1,5 |
2 |
2,5 |
|---|---|---|---|---|---|
|
Диаметр электрода, мм |
1 |
1,6-2 |
2 |
2-2,5 |
3 |
|
Сила тока, А |
10-20 |
30-35 |
35-45 |
50-65 |
65-100 |
Как настроить инвертор и полуавтомат
По сути, при сварке тонколистовых заготовок покрытым электродом можно выбирать любую полярность. Надо только учитывать нюансы.
Надо только учитывать нюансы.
Если работать на обратной полярности, при которой «минус» будет на массе, а «плюс» на электрододержателе, кромки металла будут нагреваться меньше. Если работать на прямой полярности, при которой на «минус» будет на электроде, то нужно немного уменьшить силу тока, так металл не будет перегреваться.
Подбирать режимы сварки — скорость ведения электрода, силу тока для ММА, напряжение или длину дуги, скорость подачи проволоки, индуктивность MIG лучше опытным путем. При это надо понимать, как влияет каждый параметр на сварной шов, и уметь их правильно регулировать.
Техника и практические рекомендации для сварки тонких деталей
Для того, чтобы получить требуемое качество и внешний вид шва при сварке тонкого металла нужно не только тренироваться, но и помнить несколько простых правил, о которых поговорим ниже.
Подготовка кромок
Кромки и поверхность металла рядом с зоной сварки хорошо зачищают от окислов, ржавчины, грязи, которые могут стать причиной дефектов шва. Заготовки небольшой толщины можно сваривать без разделки кромок — это справедливо и для ММА, и для MIG.
Заготовки небольшой толщины можно сваривать без разделки кромок — это справедливо и для ММА, и для MIG.
Поджиг
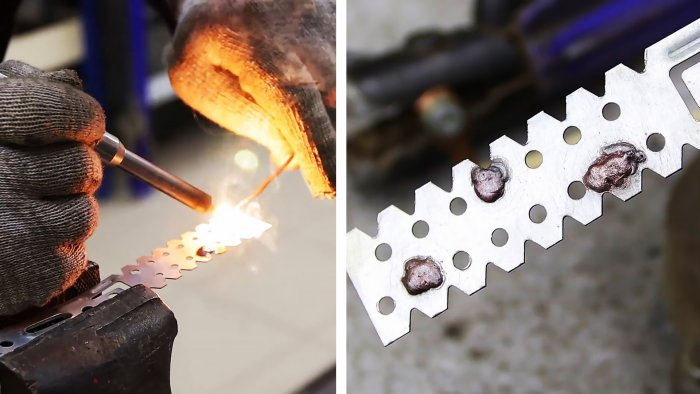
При сварке ММА дуга поджигается контактным способом постукиванием или чирканьем электродом по заготовке. Чтобы не оставлять следов, можно сделать это на черновой детали.
Техника сварки
Для сварки можно применять различные способы: внахлест, встык с отрывом или прихватками, если приходиться работать в сложных положениях, и сплошным швом.
Угол наклона электрода или сварочной горелки — примерно 70-800, подбирают его опытным путем и с учетом положения сварки. Вести электрод и горелку можно разными способами. При сварке тонкостенных изделий чаще работают углом вперед. Это связано с тем, что при сварке углом назад тепловложение в сварочную ванну выше, а глубина проплавления больше. Электрод или горелку ведут углом назад, когда сваривают по вертикали сверху вниз.
При сварке сплошным швом электрод перемещают зигзагом или крутят «восьмерки», следя за сварочной ванной и не останавливаясь на одном месте. Это позволяет прогревать заготовку, но не перекаливать её, избегать прожогов металла и застывания шлака.
Это позволяет прогревать заготовку, но не перекаливать её, избегать прожогов металла и застывания шлака.
При MIG сварке нужно контролировать соотношение между напряжением и скоростью подачи прутка. При слишком высоком напряжении, но маленькой скорости много брызг, а на кромках могут появляться подрезы. При высокой скорости и напряжении повышается и тепловложение, что чревато прожигом тонкого металла. При слишком низком напряжении и большой скорости тепловыделение мало, а глубина проплавления недостаточна.
Отдельно нужно упомянуть индуктивность. При сварке тонких деталей нужно устанавливать низкие значения. Это уменьшает тепловложение, снижая риск прожигания, и увеличивает вязкость сварочной ванны.
После работы с готовой детали сбивают шлак и оценивают качество шва. При необходимости её зачищают от брызг, следов побежалости и аккуратно рихтуют при деформациях.
Сварка инвертором тонкого металла
Содержание страницы
- 1 Особенности работы с листовым железом
- 2 Используемые электроды
- 3 Режимы аппарата и параметры сварки
- 4 Техника сварки
- 5 Альтернативные методы
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение. Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение. Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.

 На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 0.5 | 10 | 1 |
| 1 | 25-35 | 1.6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | 2 |
| 2.5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А. Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы. Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков. Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.

Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
https://www.youtube. com/watch?v=P2CzIuF_VhQ
com/watch?v=P2CzIuF_VhQ
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным.
После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Как сварить тонкий металл
Пьер Янг
Работать с более тонкими металлическими листами сложно. Если вы используете слишком много тепла, вы можете получить ожог. Слишком малое количество может привести к недостаточному проплавлению сварного шва и приведет к хрупкости соединений.
Выбранный вами процесс сварки играет решающую роль в успехе процедуры. Если вы хотите узнать , как сварить тонкий металл , продолжайте читать.
Чтобы обеспечить успешное соединение при работе с тонким материалом, необходимо помнить о нескольких вещах.
Минимизация прожога
Прожог происходит, когда расплавленная сварочная ванна разрушается, отделяя себя от заготовки. В результате получается большая дыра вместо идеального соединения. Дефект возникает из-за высокотемпературных входов и не поддается устранению. Затем сварщику придется снова начинать сварку с новой заготовки.
Внешний вид сварного шва
Поскольку тонколистовые металлы требуют меньшего подвода тепла, внешний вид сварного шва может давать большее количество брызг. Сварщики обычно сталкиваются с этой проблемой при работе с присадочными металлами из нержавеющей стали.
Сварщики обычно сталкиваются с этой проблемой при работе с присадочными металлами из нержавеющей стали.
Угол горелки
Расположение горелки существенно влияет на количество передаваемой энергии. При выборе рабочего угла и скорости перемещения необходимо учитывать свойства металла и его температуру плавления. Все эти факторы влияют на количество энергии, которой металл подвергается за один раз. Это может как увеличить, так и уменьшить риск прогорания.
Защитный газ
Выбор газа существенно влияет на производительность процесса. Если он не передает энергию так эффективно, как должен, это может привести к некачественным суставам. Если он имеет невероятно высокую скорость передачи энергии, он создаст значительное количество брызг, и вы также рискуете продуть материал.
Для этих типов соединений можно использовать сварку вольфрамовым электродом в среде инертного газа (TIG) или металлическим инертным газом (MIG).
Металлический инертный газ для тонких листов
Газовая дуговая сварка металлом или металлическая сварка в среде инертного газа является наиболее часто используемой процедурой сварки металлических листов. В зависимости от типа сварного шва и размера листа вы можете использовать либо обычную технику сварки MIG, либо комбинировать ее с импульсным методом, чтобы избежать сквозного пробоя.
В зависимости от типа сварного шва и размера листа вы можете использовать либо обычную технику сварки MIG, либо комбинировать ее с импульсным методом, чтобы избежать сквозного пробоя.
Импульсный
В этом методе вы нагреваете небольшой сегмент пластин, которые должны быть соединены, а затем позволяете сварочной ванне полностью остыть. Вы не должны пытаться заполнить соединение сразу, так как вместо этого может образоваться отверстие в заготовке.
Процесс обеспечивает высокую скорость проникновения материала и осаждения металла. Интенсивное энергетическое воздействие в этой технике требует особой осторожности при работе с хрупким материалом. Чтобы контролировать степень риска, всегда используйте в процессе проводку наименьшего диаметра. Для плавления требуется меньше энергии, что ограничивает количество тепла, передаваемого основному металлу.
Важной причиной, по которой этот метод так широко используется при работе с листовыми материалами, является возможность контроля за подводимой энергией. Это также позволяет лучше контролировать внешний вид валика сварного шва, что упрощает исправление ошибок, которые могут возникнуть из-за более низкой скорости наплавки.
Это также позволяет лучше контролировать внешний вид валика сварного шва, что упрощает исправление ошибок, которые могут возникнуть из-за более низкой скорости наплавки.
Советы и рекомендации:
- Никогда не используйте присадочную проволоку, диаметр которой превышает толщину основного материала.
- Для низкоуглеродистой стали используйте трос ER70S-6 в соответствии с классификацией Американской ассоциации сварщиков. Он имеет более широкое смачивающее покрытие и максимально увеличивает площадь контакта.
- Используйте защитный газ с высоким содержанием аргона – он передает меньше тепла, чем чистый углекислый газ.
- Используйте электрод постоянного тока положительной полярности. Он выделяет больше тепла на металлическую проволоку и меньше на основной металл.
- Использование отрицательного электрода постоянного тока может быть опасным и контрпродуктивным. Она передает меньше тепла на присадочную проволоку и больше на основной материал. Вы можете в конечном итоге перегреть заготовку и не получить достаточного количества наполнителя для формирования соединения.
 Вы можете в конечном итоге перегреть заготовку и не получить достаточного количества наполнителя для формирования соединения.
Вы можете в конечном итоге перегреть заготовку и не получить достаточного количества наполнителя для формирования соединения.ВИГ для тонких листов
ВИГ обеспечивает дополнительный контроль подвода энергии. Вы можете регулировать его с помощью размера используемого электрода, а также с помощью пульсирующей техники. Это также позволяет лучше сфокусировать дугу на определенной области.
Советы и рекомендации
- Используйте электрод меньше 1/8 дюйма — его легче запустить и лучше работать при более низких настройках температуры.
- Используйте проволоку тоньше, чем основной материал
- Используйте источник питания на основе инвертора для использования с более тонкими алюминиевыми листами
- Используйте заостренный электрод для большей стабильности дуги, так как он сводит к минимуму искажения
- TIG можно использовать для различных материалов и работает исключительно хорошо почти во всем. Комбинируйте любой из них с одним из следующих методов в соответствии с суставом и его требованиями
Пропускная сварка
Вы можете свести к минимуму деформацию и неравномерный внешний вид валика, выполнив меньшие прерывистые швы. В этой технике вы делите сустав на равные части и направляете энергию только на чередующиеся участки. С помощью техники пропуска вы уменьшаете количество энергии, которой подвергается каждая секция за один раз, снижая риск выхода сустава из строя. В результате получается аккуратное соединение, которое также является прочным.
В этой технике вы делите сустав на равные части и направляете энергию только на чередующиеся участки. С помощью техники пропуска вы уменьшаете количество энергии, которой подвергается каждая секция за один раз, снижая риск выхода сустава из строя. В результате получается аккуратное соединение, которое также является прочным.
Опорные стержни
Чтобы уменьшить риск прогорания листа, вы можете прикрепить заготовку к охлаждающим стержням. В то время как вы нагреваете их спереди, стержни охлаждают их сзади, что снижает риск разрушения сварного соединения за счет регулирования подачи тепла.
Сборка и проектирование соединений
Соединения в более тонких листах сложны. Вы должны убедиться, что они плотно прилегают друг к другу, так как даже мельчайшие отверстия считаются прожогами и создают слабое соединение. Чтобы избежать этого, перед началом сварки убедитесь, что оба металла идеально подходят друг другу.
С более тонкими листами у вас нет права на ошибку, так как не так много материала, который вы можете перенаправить на место. Правило – дважды отмерь и один раз отрежь. Если вы справитесь с этим, вы не рискуете испортить соединение.
Правило – дважды отмерь и один раз отрежь. Если вы справитесь с этим, вы не рискуете испортить соединение.
Как соединить тонкий лист с толстым листом
При соединении более толстого листа, скажем, с листом 22-го калибра, вы не будете просто использовать технику плетения или технику сварки с пропуском. Они не окажутся полезными, так как с их помощью вы не добьетесь высоких уровней проникновения.
Вместо этого вам сначала следует разместить все кнопки и удерживать их на месте. Затем вам нужно направить энергию на более толстый лист металла. Убедитесь, что вы хорошо работаете по краю сустава. Это гарантирует, что сварочная ванна достигнет более тонкого металлического листа, что обеспечит проплавление сварного шва.
Чтобы это работало, вы должны установить уровни силы тока и температуры в соответствии с требованиями более тяжелого листа, что означает, что они будут относительно высокими. Держите источник энергии подальше от более тонкого листа, иначе вы прожжете в нем дыру. Это требует немного практики, но как только вы освоитесь, процесс станет относительно более простым.
Это требует немного практики, но как только вы освоитесь, процесс станет относительно более простым.
Используя правильный метод сварки, присадочную проволоку и контролируемое потребление энергии, вы можете создать идеальный сварной шов.
Связанные вопросы
Какую толщину можно сваривать с помощью сварки MIG?
Если вы можете контролировать количество тепла, вы можете даже сваривать практически любой лист толщиной менее 0,8 мм с помощью MIG. Однако мы рекомендуем использовать MIG для металлов толщиной более 0,6 мм. В идеале следует использовать TIG для листов толщиной 0,6 мм или тоньше.
Что лучше – сварка MIG или TIG?
TIG обеспечивает более качественные и чистые сварные швы, чем MIG. Полученный продукт намного точнее, долговечнее и аккуратнее, чем MIG или другие процедуры дуговой сварки. Однако для разных сварных швов требуются разные методы, и вам необходимо знать требования и свойства металла, прежде чем вы решите, какой метод или процесс использовать. Если для повышения производительности вам требуется высокая скорость наплавки металла и проплавление сварного шва, MIG может подойти вам.
Если для повышения производительности вам требуется высокая скорость наплавки металла и проплавление сварного шва, MIG может подойти вам.
Как лучше сваривать тонкий металл?
TIG и MIG идеально подходят для сварки тонких листов металла. Оба работают особенно хорошо практически для всех типов материалов. Однако для чрезвычайно тонкого листа из нержавеющей стали и алюминия мы рекомендуем вам использовать метод TIG, поскольку он позволяет лучше контролировать подвод тепла. Вы даже можете гарантировать, что не проткнете материал.
MIG значительно удобнее в использовании, и многие используют для выполнения этой задачи автоматических роботов. Однако он не подходит для использования на хрупких листах. Мы предлагаем вам использовать его для более толстых материалов, таких как конструкционная сталь. Благодаря высокой производительности и скорости наплавки металла MIG обеспечивает лучшее проплавление и качество соединения для чуть более толстых листов.
О Пьере Янге
Здравствуйте, я Пьер Янг, квалифицированный сертифицированный сварщик AWS. Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
Насадки для сварки MIG тонкого металла
MIG ( Металлическая дуга в среде инертного газа ) — это тип сварки непрерывной проволокой , подходящий для высокой производительности, гибкий и универсальный. Благодаря оборудованию последнего поколения Minifaber может сваривать любой металл, даже самый тонкий.
Риск при сварке очень тонких листов (0,6–5 мм) заключается в образовании пузырей и пористости на поверхности линии сварки. Чтобы этого избежать, можно предпринять ряд мер.
Посмотрим:
- Что такое сварка MIG для тонкого металла?
- Методы сварки MIG тонкого металла
- Какой провод выбрать?
- Какую толщину можно сваривать с помощью сварки MIG?
- Как сваривать тонкую нержавеющую сталь MIG
- Можно ли сваривать тонкий металл с толстым?
Что такое сварка MIG для тонкого металла?
Сначала давайте посмотрим, что такое сварка МИГ.
Сварка МИГ представляет собой тип дуговой сварки. Чтобы нагреть металлы и обеспечить возможность сварки, используется мощность, выделяемая электрической дугой , которая проходит между электродом (называемым присадочным материалом) и свариваемым металлом. Это также тип сварки непрерывной проволокой. Электрод представляет собой бесконечную проволоку; в процессе она сплавляется с кромками свариваемого металла.
В конце концов, это тип сварки, в котором используется действие определенных газов. Как? Для защиты сварочной ванны. Газы вводятся в сварочную ванну баллоном для защиты дуги и зоны сварки от воздействия окружающей атмосферы.
Сварка MIG тонкого металла, например Сварка MIG алюминия , сегодня полностью автоматизирована благодаря использованию антропоморфных роботов , которые направляют горелку на сварной шов свариваемой детали.
Техника сварки МИГ тонкого металла
Дуговая сварка МИГ может выполняться:
- С газовой защитой (G. M.A.W. газовая дуговая сварка металлом)
- Без защиты от газа (флюс или самозащитная проволока)
 M.A.W. газовая дуговая сварка металлом)
M.A.W. газовая дуговая сварка металлом) Эти два процесса отличаются газом, используемым для защиты сварочной ванны. В случае сварки тонких металлов не следует использовать Co2, так как он слишком горячий, и следует предпочесть газ аргон вместо этого.
Чтобы приступить к MIG-сварке тонких металлов, необходимо знать больше о сварочной проволоке.
Сварка тонкого металла методом MIG требует опыта и высокой точности. Мы поможем вам с индивидуальной сметой. Свяжитесь с нами
Безгазовая сварка MIG тонкого металла: какую проволоку выбрать?
Как вы знаете, при сварке непрерывной проволокой используется проволока, которая вставляется в горелку сварочного аппарата. Какую проволоку следует предпочесть для сварки MIG тонких металлов? Морфология сечения проволоки может быть двух типов:
- Сплошная проволока : секция, состоящая только из металлической порошковой проволоки. Сплошную проволоку выбирают из того же свариваемого вещества; он должен иметь такой же химический состав, чтобы быть эффективным. В проволоке есть элементы, помогающие в очистке свариваемого материала.
 Сплошную проволоку выбирают из того же свариваемого вещества; он должен иметь такой же химический состав, чтобы быть эффективным. В проволоке есть элементы, помогающие в очистке свариваемого материала.
Сплошную проволоку выбирают из того же свариваемого вещества; он должен иметь такой же химический состав, чтобы быть эффективным. В проволоке есть элементы, помогающие в очистке свариваемого материала.- Порошковая проволока , содержащая гранулы. Порошковая проволока выполняет ту же функцию, что и электрод с покрытием. Порошковая проволока имеет газозащиту, центр проволоки заполнен гранулированным порошком — флюсом. Так как он работает как электрод с покрытием, он может быть рутиловым, основным или специальным типом.
Для сварки тонкого металла лучше всего подходит порошковая проволока из-за меньшей силы тока.
Насколько тонкий слой можно сваривать с помощью сварки MIG?
Машины Minifaber могут регулировать количество тепла, сваривать любой лист толщиной менее 0,8 мм с использованием процесса MIG. Однако в идеале мы используем сварку TIG ( Tungsten Inert Gas ) для листов толщиной 0,6 мм или тоньше.