Обозначение сварки на чертежах по ГОСТ: примеры и расшифровка таблицы
Если вы скажете, что – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям , обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям , обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Содержание
- Виды сварочных швов
- Разбираем квадраты №2 и 3, виды швов по ГОСТам
- Квадрат №4, способы сварки
- Квадрат №5, размеры шва
Виды сварочных швов
Виды сварных соединений.Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах».


Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения на чертеже:
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок — одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения.
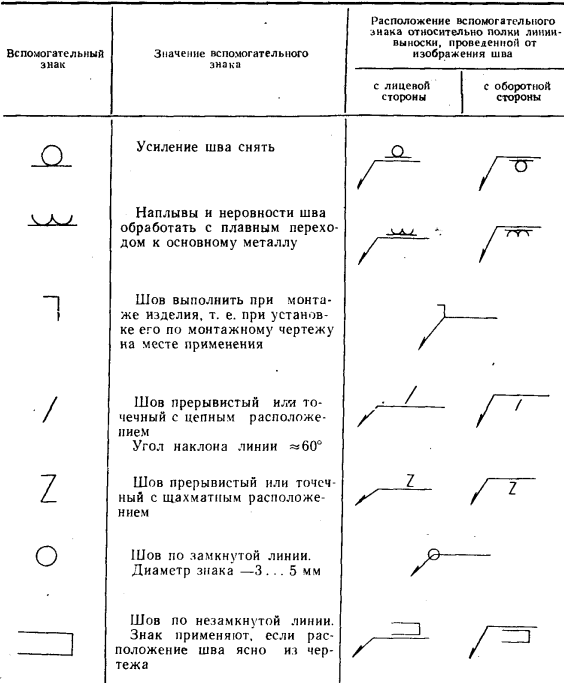
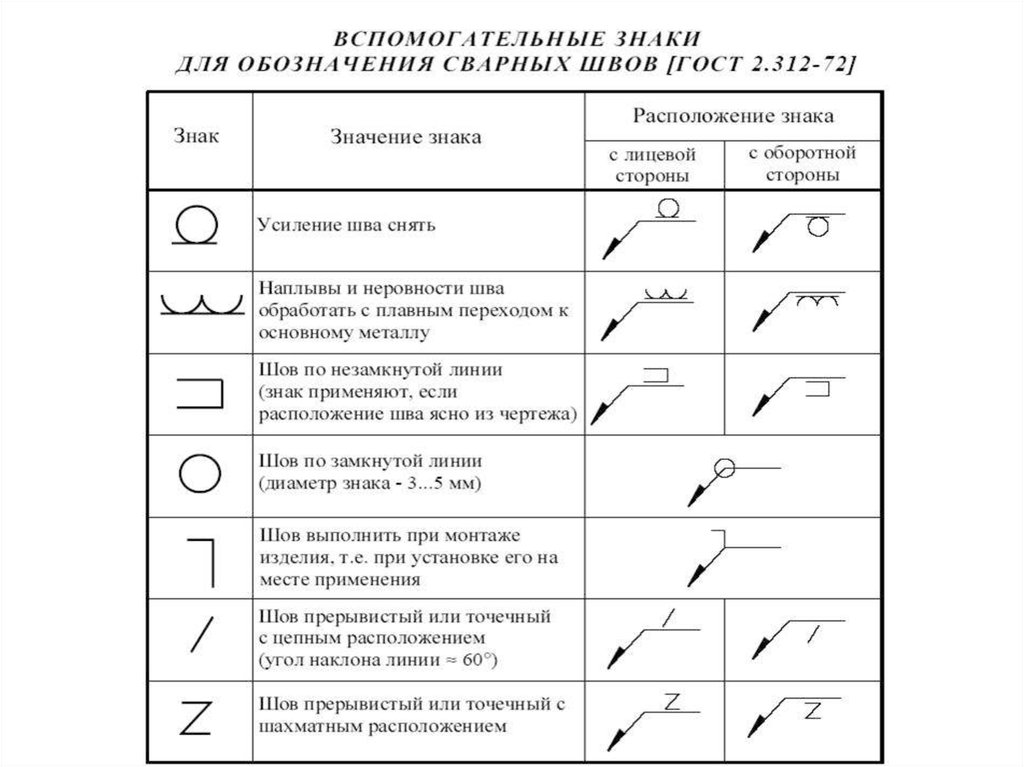
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о .
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.
Пример чертежа сварных швов по ГОСТ.Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки.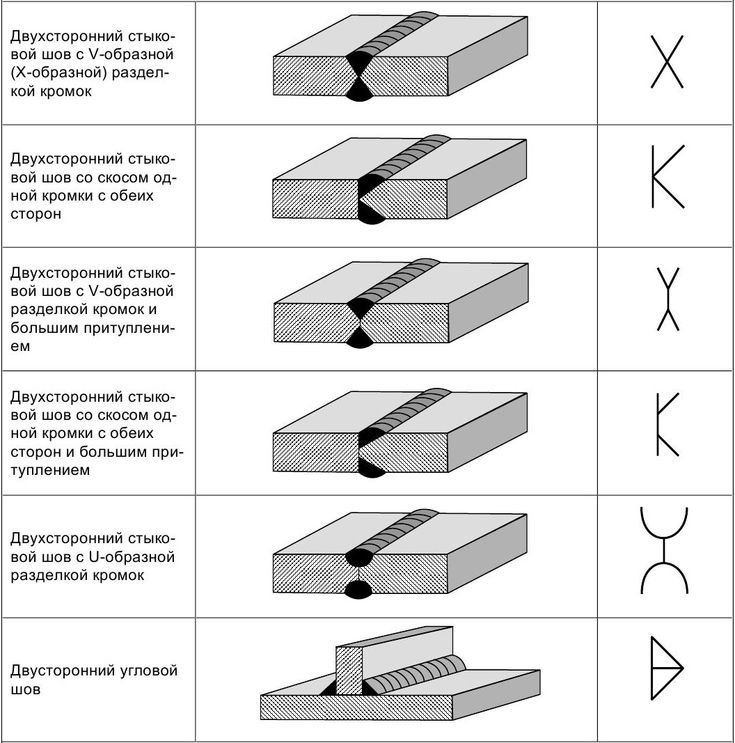 Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Варианты изображения сварных швов на чертежах.Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки
Как обозначаются различные виды швов.Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
 312-72 ЕСКД» src=»https://www.youtube.com/embed/ifzBBzH0PsU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
312-72 ЕСКД» src=»https://www.youtube.com/embed/ifzBBzH0PsU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Классификация сварных швов.Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
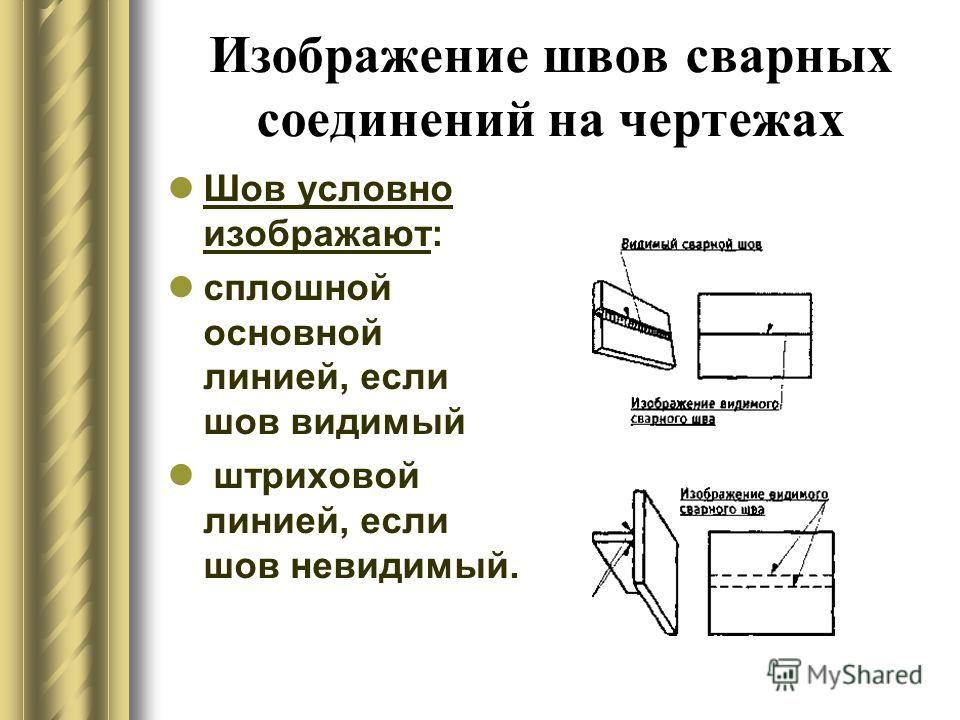
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Условное обозначение сварного шва на чертежах по гост
Сварка, как технологический процесс известна с давних времен, точнее с того момента, как наши предки научились работать с железом. На сегодня можно насчитать порядка 150 видов сварочных процессов. Но все они объединены одним – обозначением.
На сегодня можно насчитать порядка 150 видов сварочных процессов. Но все они объединены одним – обозначением.
Инженер-конструктор, занимаясь разработкой изделия, использует в своей работе множество справочной и нормативной документации. Но при оформлении результатов своей работы он должен руководствоваться требованиями ЕСКД (единая система конструкторской документации). Это набор нормативов, регламентирующий оформление документов – чертежей, спецификаций, технических условий и пр. Если все рабочие документы выполнены в соответствии с требованиями нормативной документации, будут указаны все обозначения резьбы, сварки и пр., то допустить брак при изготовлении детали будет сложно.
Содержание
- 1 Общие принципы
- 2 Принцип выбора типа шва и способа сварки
- 3 Полное обозначение шва на чертежах
- 4 Использование САПР в работе конструктора
Общие принципы
В состав ЕСКД входит ГОСТ 2.312-72, «Условные изображения и обозначения швов сварных соединений».
На его страницах инженер-конструктор найдет всю необходимую информацию и показать условное обозначение сварки в рабочей документации не составят труда.
Действительно, в обозначении швов на чертежах нет ничего сложного, особенно если следовать требованиям, которые описаны в указанном ГОСТ.
Для детального обозначения швов на чертеже применяют линию выноску с полкой, на которой указывают параметры шва, условия дополнительной обработки и пр.
Видимую часть сварочного стыка на чертеже условно изображают с использованием основной линии, невидимую показывают штриховой линией.
Если стык выполняют за несколько проходов, то в сечении допустимо показывать каждый слой отдельным контуром. Более того, каждому из них необходимо присвоить буквенное обозначение. Таким образом , при чтении чертежа станет понятно, что слой А наносят первым, слой Б вторым и так далее.
Принцип выбора типа шва и способа сварки
В основе любой разработки лежит набор определённых расчетов, определенные в техническом задании на разработку.
В результате расчетов, будет определен и способ сварки, например, дуговая сварка под защитными газами или традиционная ручная сварка с использованием электродов. В зависимости от этого, конструктор должен обратиться к ГОСТ, в которых содержится вся необходимая информация.
Виды сварных соединений
Каждый конструктор знает, что отечественными ГОСТ определено пять типов швов:
стыковые – С;
нахлесточные – Н;
тавровые – Т;
угловые – У;
торцовые.
Каждый из указанных стыков может быть применен в зависимости от требований к конструкции получаемого узла. Подробнее о типах и видах сварных швов и соединений читайте здесь.
Кроме, указанных в скобках буквенных обозначений, существуют дополнительные (вспомогательные) знаки, которые призваны обеспечить полноту информации о сварном шве.
Дополнительные( вспомогательные) знаки
В ГОСТ 5264-80 и ГОСТ 14771-76 показаны основные виды сварных соединений, их обозначение и допустимые размеры. К примеру, тавровый сварной шов, выполняемый из листовой стали толщиной от 8 – 100 мм имеет обозначение сварного шва на чертеже – Т8.
Форма подготовленных кромок | Форма поперечного сечения | Толщина свариваемых деталей, мм | Условное обозначение сварного соединения | |
Подготовленных кромок | Выполненного шва | |||
С криволинейным скосом одной кромки | 15 – 100 | Т2 | ||
С двумя симметричными скосами одной кромки | 8 – 100 | Т8 | ||
| 12 – 100 | Т9 | |||
В этих же документах указаны обязательные к исполнению размеры, например катета шва. Его ра выбирают исходя их размера предела текучести. Так, если предел текучести недостиг 400 МПа, то при толщине свариваемых деталей от 22 до 32 мм, катет шва должен быть 8 мм. При использовании стандартных размеров сварных швов, на чертежах нет необходимости указывать его размеры.
Его ра выбирают исходя их размера предела текучести. Так, если предел текучести недостиг 400 МПа, то при толщине свариваемых деталей от 22 до 32 мм, катет шва должен быть 8 мм. При использовании стандартных размеров сварных швов, на чертежах нет необходимости указывать его размеры.
В случае если конструктор принял решение об использовании нестандартного шва, то его размеры необходимо указать полностью
Полное обозначение шва на чертежах
Структура обозначения стандартного шва
В пронумерованных ячейках разработчик должен указать главные характеристики шва.
Так, в первой ячейке необходимо показать дополнительные знаки, изображенные на рисунке. Во второй конструктор прописывает ГОСТ на метод сварки. В третьей, должно быть, записано обозначение шва, например, Т4. Далее, должен быть обозначен размер катета шва. В этом обозначении указываются параметры прерывистого шва и другие вспомогательные знаки.
Данными размещенные на чертежах служат основанием для контроля готовой продукции. То есть работник отдела технического контроля, руководствуясь требованиями рабочей документации и технических условий, должен выполнить соответствующие замеры. Допустим, размер катета он может проверить с использованием традиционного мерительного инструмента. Качество сварки можно проверить с использованием средств технического контроля, например, УЗИ.
То есть работник отдела технического контроля, руководствуясь требованиями рабочей документации и технических условий, должен выполнить соответствующие замеры. Допустим, размер катета он может проверить с использованием традиционного мерительного инструмента. Качество сварки можно проверить с использованием средств технического контроля, например, УЗИ.
Если в изделии используется множество однотипных стыков, то конструктор вправе составить таблицу соединений деталей с указанием параметров сварки и номера шва.
Использование САПР в работе конструктора
В наши дни, большая часть конструкторских работ выполняется с использованием программных комплексов. Эти программные продукты (AutoCad, SolidWorks, Kompas и пр.). Каждый из них обладает своими преимуществами и недостатками, но речь не об этом.
Их использование позволяет сократить сроки разработки деталей, сборочных единиц и готовых изделий в целом, например, первые автомобили ГАЗель, проектировались с применением САПР, и вместо расчетных 5 – 8 лет, которые ранее затрачивались на проектирование и подготовку производства, использование систем проектирования позволило его сократить до 2 – 3 лет.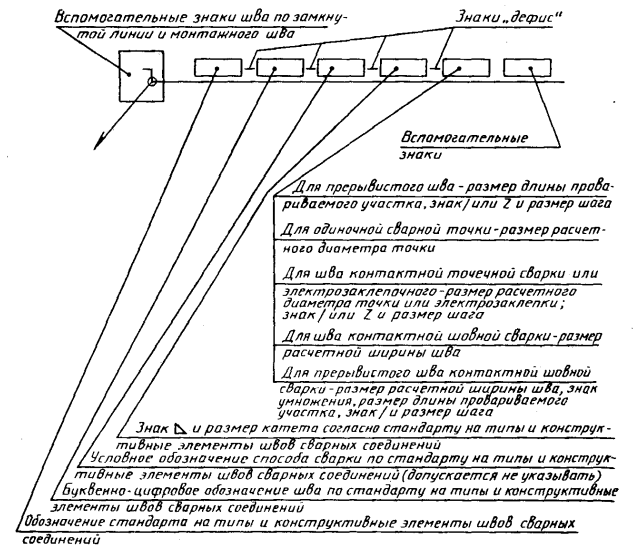
Кроме того, некоторые из систем автоматизированного проектирования позволяют смоделировать поведение детали под воздействием определенных нагрузок. Это позволяет конструктору выбирать оптимальные инженерные решения и сразу вносить их в чертежи.
Практически все программы, применяемые при проектировании деталей, оснащаются библиотеками, в которых собраны различные данные. Например, в системе Компас (САПР отечественного производства) можно в течение считанных секунд выбрать тип сварочного соединения, его обозначение и показать его в рабочей документации.
Надо отметить, то что все САПР, используемые в отечественной промышленности, позволяют разрабатывать документацию в соответствии с требованиями ЕСКД.
Символы точечной, шовной и шпильочной сварки – интерпретация чертежей металлических изделий
Точечная сварка
Символ точечной сварки представляет собой просто круг, который может располагаться выше, ниже или по центру опорной линии. Когда символ находится в центре опорной линии, это указывает на отсутствие побочного значения. Когда нет побочного значения, это обычно можно применять с помощью аппарата контактной точечной сварки, который широко используется при работе с листовым металлом.
Когда символ находится в центре опорной линии, это указывает на отсутствие побочного значения. Когда нет побочного значения, это обычно можно применять с помощью аппарата контактной точечной сварки, который широко используется при работе с листовым металлом.
Точечная сварка — это простой сварной шов, нанесенный на поверхность одного элемента, который имеет достаточно тепла, чтобы расплавить материал, образующий поверхность обшивки. Это делается без предварительной подготовки деталей.
Пример точечной сварки со стороны стрелки и контактной точечной сварки без значения стороны ниже.
Размер точечной сварки указывается слева от символа сварки. Это число указывает диаметр указанного точечного сварного шва на поверхности обшивки. Поверхность обшивки — это место, где две части располагаются друг над другом в непосредственной близости.
Необходимое количество точечных сварных швов будет добавлено в скобках над или под символом в зависимости от расположения символа. Если он находится в центре опорной линии, размещение требуемых сварных швов может быть расположено выше или ниже символа.
Если он находится в центре опорной линии, размещение требуемых сварных швов может быть расположено выше или ниже символа.
Шаг также может быть добавлен к символу точечной сварки. Это будет представлено справа от символа.
Когда используется шаг, это означает, что он будет продолжаться по всей длине детали. Например, если длина детали составляет 20 дюймов, вы будете применять сварные швы через каждые 2 дюйма, используя указанный выше символ для длины этой 20-дюймовой детали. Если точечная сварка не будет охватывать всю длину детали, это необходимо показать размерными линиями на распечатке, чтобы правильно передать эту информацию.
Полная длина:
Частичная длина детали:
Иногда вместо диаметра указывается прочность на сдвиг. Вот насколько что-то устойчиво к сдвигу. Это может быть выражено в фунтах-силах (lbf) или, если проект указан в метрической системе, он потребует Ньютона (N).
Для этого требуется точечный сварной шов с усилием на сдвиг 500 фунтов.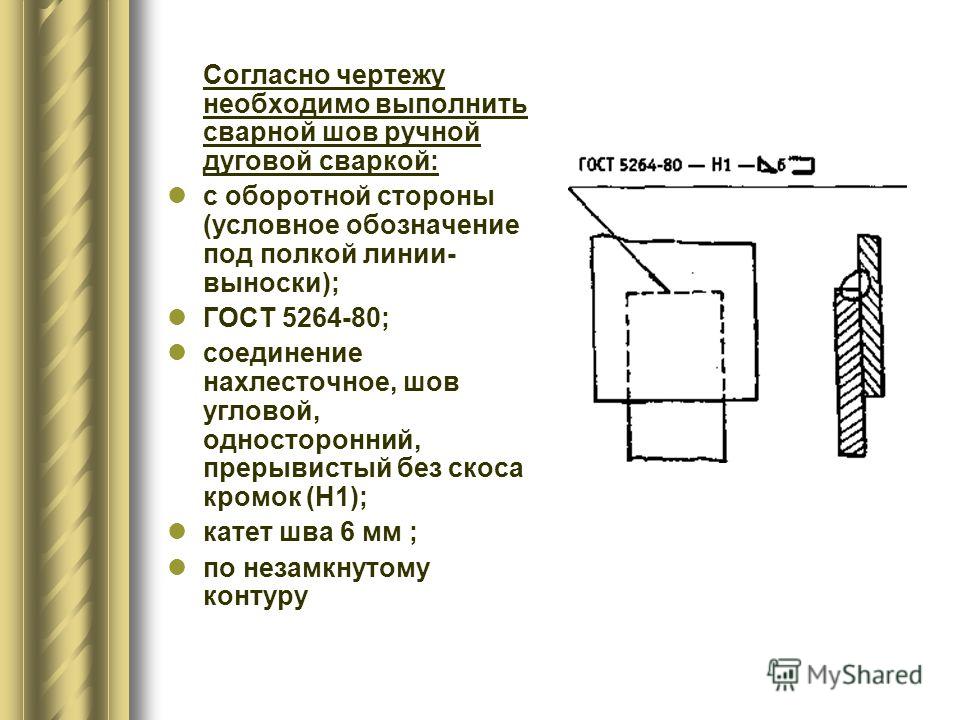
(500 фунтов силы указывает, что деталь будет способна сопротивляться сдвигу минимум до 500 фунтов силы.
Можно указать, какой процесс будет использоваться для получения сварного шва, и это будет помещено в конец. Обычными процессами для этого будут контактная точечная сварка и дуговая сварка вольфрамовым электродом. Причина этого в том, что в сварной шов не может быть добавлен наполнитель, поэтому вероятность непровара будет меньше. Можно использовать многие другие процессы, если последствия сварки известны и все еще приемлемы для результата сварки.
К точечному символу можно добавить контур, чтобы поверхность была ровной, как будто сварки не было. Это будет более подробно описано в дополнительных символах сварки.
В качестве примера ниже показан сварной шов со стороны стрелки с ровным контуром путем шлифовки.
Шовная сварка
Шовная сварка выполняется аналогично точечной сварке, но имеет удлиненную форму. Здесь нет подготовки, такой как пробочный или щелевой сварной шов, скорее сварной шов выступает через верхнюю поверхность и вплавляется в другой элемент посредством подвода тепла. Символ похож, но через него проходят две параллельные линии.
Здесь нет подготовки, такой как пробочный или щелевой сварной шов, скорее сварной шов выступает через верхнюю поверхность и вплавляется в другой элемент посредством подвода тепла. Символ похож, но через него проходят две параллельные линии.
Пример сварного шва:
Сварные швы будут иметь размер или прочность на сдвиг, обычно связанные с символом сварки. Этот номер будет располагаться слева от символа сварки. Размер – это показатель ширины бусины. Прочность на сдвиг такая же, как у точечной сварки, и представляет собой количество фунтов силы, которое сварка может выдержать минимум на 1 дюйм сварного шва.
Справа от символа можно добавить длину, чтобы указать длину сварного шва.
Дополнительным элементом может быть шаг, если он необходим для наложения нескольких швов. Это будет добавлено справа от символа сварного шва после длины с дефисом.
Шовные сварные швы также могут иметь элементы, как и точечные сварные швы, такие как процесс, связанный с хвостовой частью, а также контур. Контур отображается над или под символом в зависимости от того, как символ расположен на опорной линии.
Контур отображается над или под символом в зависимости от того, как символ расположен на опорной линии.
На следующем изображении показано обозначение сварного шва для сварного шва со стороны стрелки. Ширина ½ дюйма с сегментами 2,5 дюйма и шагом 5,5 дюйма. Все прерывистые швы (с шагом) выполняются по продольной схеме, если на распечатке нет детали, которая говорит об обратном.
Приварные шпильки
Приварные шпильки являются обычной практикой во многих магазинах. В этом процессе часто используется сварочный аппарат для шпилек, который иногда является автономным или портативным устройством. Эти сварные швы требуют, чтобы символ был только на стороне стрелки соединения. Элементы размера, шага и количества сварных швов размещаются в тех же местах, что и точечные и шовные сварные швы.
Символ
Добавленные элементы
Приведенный выше сварной шов требует шести приварных шпилек диаметром ½ дюйма, расположенных на расстоянии 4 дюйма от центра к центру.
Шпильки бывают самых разных размеров, форм и разновидностей. Например, есть шпильки для бетонных анкеров, резьбовые шпильки, шпильки с резьбой для использования в качестве болта, подвески для изоляции и даже шпильки с твердым покрытием для замены твердого покрытия детали.
Контрольная точка, шпилька, шов
В поле ниже нарисуйте символ для следующего:
Точечный сварной шов 3/16 дюйма со стороны стрелки, заподлицо, шаг 2 дюйма, всего 8 сварных швов.
Приварные шпильки 1 дюйм со стороны стрелки, шаг 2 дюйма, всего 20 шпилек.
Сварной шов сопротивлением без бокового значения, шаг 8 дюймов, длина 16 дюймов.
Приварные шпильки 1/4 дюйма со стороны стрелки с шагом 2 дюйма. Если деталь имеет длину 20 дюймов, а первая стойка находится на расстоянии 1 дюйм от края, сколько потребуется гвоздей?
виды швов и соединений
В процессе выполнения сварочных работ получают различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Стыковочные элементы в цельном узле представляют собой соединение, которое можно разграничить на несколько участков.
Стыковочные элементы в цельном узле представляют собой соединение, которое можно разграничить на несколько участков.
Зоны сварного соединения
Соединение, полученное в процессе сварки, делится на следующие зоны:
- Место сплавления — граница между основным металлом и металлом полученного шва. В этой зоне находятся зерна, отличающиеся по своей структуре от состояния основного металла. Это связано с частичным расплавлением в процессе сварки.
- Зона термического влияния – это зона основного металла, не подвергшегося оплавлению, хотя при нагреве металла его структура изменилась.
- Сварочный шов — участок, образовавшийся при кристаллизации при остывании металла.
Виды сварных соединений
В зависимости от расположения соединяемых изделий по отношению друг к другу соединения подразделяются на следующие виды:
- Встык. Склеивание элементов конструкции осуществляется в одной плоскости торцами, обращенными друг к другу. В зависимости от толщины соединяемых деталей торцы могут быть смещены по вертикали друг относительно друга.
- Косынка. В этом случае концы выравниваются под углом. Процесс сварки осуществляется на смежных кромках деталей.
- Перекрытие. Сварочные детали располагаются параллельно с частичным перекрытием.
- Концевое соединение. Свариваемые элементы выравниваются параллельно друг другу и состыковываются по концам.
- Тройник. При этом конец одного куска примыкает к боковой части другого под углом.
 В зависимости от толщины соединяемых деталей торцы могут быть смещены по вертикали друг относительно друга.
В зависимости от толщины соединяемых деталей торцы могут быть смещены по вертикали друг относительно друга.Сварные соединения также характеризуют виды сварных швов, которые можно классифицировать по некоторым признакам.
Индексы сварки
Существует несколько параметров, по которым можно охарактеризовать все полученные сварочные швы:
- Ширина — размер между границами шва, по которым проведены видимые линии сплавления;
- Корень шва — обратная его сторона, расположенная на максимальном расстоянии от лицевой;
- Выпуклость — определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
- Вогнутость – данный показатель актуален, если она имеет место в сварном шве, т. к., по сути, является дефектом; Этот параметр определяют в том месте, где шов имеет наибольший прогиб – от него до плоскости основного металла измеряют величину вогнутости;
- Шов — выполняется только в угловом и Т-образном стыке; Это измеряется наименьшим расстоянием от боковой поверхности одной свариваемой детали до граничной линии шва на поверхности второй.
 к., по сути, является дефектом; Этот параметр определяют в том месте, где шов имеет наибольший прогиб – от него до плоскости основного металла измеряют величину вогнутости;
к., по сути, является дефектом; Этот параметр определяют в том месте, где шов имеет наибольший прогиб – от него до плоскости основного металла измеряют величину вогнутости;Виды швов по способу выполнения
- Односторонние сварочные швы. Их выполняют с полным проваром металла по всей длине.
- Двустороннее исполнение. По технологии после выполнения односторонней сварки корень шва удаляют, и только потом производят сварку с другой стороны.
- Однослойные швы. Выполнена однопроходная сварка одним плавящимся валиком.
- Многослойные швы. Их применение целесообразно при большой толщине металла, то есть когда сварка за один проход невозможна по технологии. Шовный слой будет состоять из нескольких валиков (проходов). Это позволит ограничить распространение зоны термического воздействия и получить прочный и качественный сварной шов.

Виды сварных швов по их пространственному положению и протяженности
Различают такие положения сварки:
- Снизу, когда сварной шов находится в нижней горизонтальной плоскости, т.е. под углом 0° по отношению к земле;
- Горизонтальный, направление сварки горизонтальное, а деталь может находиться под углом от 0º до 60º;
- Вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, а сварка ведется в вертикальном направлении;
- Потолочный, когда работы ведутся под углом 120-180º, то есть сварочные швы располагаются над мастером;
- «В лодке» это касается только угловых или тавровых соединений, деталь устанавливается под углом, а сварка выполняется «в угол».
Разбивка по длине:
- Непрерывные, поэтому почти все швы выполняются, но есть исключения;
- Прерывистые швы, встречаются только в угловых соединениях; Двусторонние швы этого типа могут выполняться как в шахматном, так и в цепочном порядке.

Обрезка кромок
Эта конструктивная особенность используется, когда толщина металла, используемого для сварки, превышает 7 мм. Обрезка кромок – это снятие металла с кромок в определенной форме. Этот процесс выполняется при сварке однопроходных стыковых швов. Это необходимо для того, чтобы получить правильный сварной шов. Что касается толстого материала, то резка необходима для того, чтобы расплавить первоначальный корневой проход и затем наварить следующие валки, равномерно заполняя полость, чтобы сварить металл по всей толщине.
Обрезку кромок можно выполнять при толщине металла не менее 3 мм. Потому что его более низкое значение приведет к ожогам. Резка характеризуется такими конструктивными параметрами: зазор — R; Угол режущих кромок — α; Притупление — с. Расположение этих параметров показывает чертеж сварочного шва.
Режущие кромки увеличивает количество расходных материалов. Поэтому эту сумму стараются всячески минимизировать. Делится на несколько типов конструктивного исполнения:
- V-образный;
- Х-образный;
- Y-образный;
- U-образный;
- Расщелина.

Особенности разделки кромок
Для малых толщин свариваемого материала от 3 до 25 мм обычно применяют одностороннюю V-образную резку. Скос может быть выполнен на обоих концах или на одном из них. Металл толщиной 12-60 мм целесообразно сваривать двусторонней Х-образной разделкой. Угол α для резки в форме X, V равен 60°, если скос выполнять только на одной кромке, то значение α будет равно 50°. Для толщины 20-60 мм наиболее экономичен расход металла шва при П-образной разделке. Скос также может быть выполнен по одному или с обоих концов. Притупление составит 1-2 мм, а величина зазора 2 мм. При большой толщине металла (свыше 60 мм) наиболее эффективным способом является продольная кромочная резка. Для сварного соединения эта процедура очень важна, она влияет на несколько факторов шва:
- Исправность соединения;
- Прочность и качество сварного шва;
- Эконом.
Стандарты и ГОСТы
- Ручная дуговая сварка. Сварные швы и стыки по ГОСТ 5264-80 включают виды, расчетные размеры для сварки, покрываемые электродами во всех пространственных положениях. Сюда не входят только стальные трубопроводы.
- Сварка стальных трубопроводов. ГОСТ 16037-80 — определяет основные виды, разделку кромок, конструктивные размеры при механизированном способе сварки.
- Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80.
- Дуговая сварка алюминия. Сварные швы. ГОСТ 14806-80 — Форма, размеры, подготовка кромок под ручную и механизированную сварку алюминия и его сплавов, процесс проводят в защитной среде.
- Под флюсом. ГОСТ 8713-79 — сварку швов и стыков выполняют автоматической или механизированной сваркой на весу, на флюсовой подушке. Он распространяется на металл толщиной от 1,5 до 160 мм.
- Сварка алюминия в инертных газах. ГОСТ 27580-88 — стандарт на ручную, полуавтоматическую и автоматическую сварку. Выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на алюминий толщиной от 0,8 до 60 мм.
 Сюда не входят только стальные трубопроводы.
Сюда не входят только стальные трубопроводы.Обозначение сварного шва
Согласно нормативным документам наличие сварных швов показывают на сборочных чертежах или в общем виде. Сварные швы показаны сплошными линиями, если они видны. А если наоборот — то пунктиром. От этих линий назначаются выноски с односторонними стрелками. Обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полочкой, если шов с лицевой стороны. В обратном варианте обозначение будет под полкой. Сюда включается информация о шве в следующей последовательности:
Сварные швы показаны сплошными линиями, если они видны. А если наоборот — то пунктиром. От этих линий назначаются выноски с односторонними стрелками. Обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полочкой, если шов с лицевой стороны. В обратном варианте обозначение будет под полкой. Сюда включается информация о шве в следующей последовательности:
- Вспомогательные знаки. На пересечении выноски с полкой может быть значок:
○ — закрытый шов;
┐ — сварка шва производится при монтаже.
- Обозначение сварных швов, их конструктивных элементов и соединений ГОСТ.
- Наименование шва по стандарту.
- Метод сварки в соответствии с нормативными стандартами.
- Указан катет, этот пункт относится только к угловым соединениям.
- Прерывистость шва, если таковой имеется. Здесь вы указываете шаг и расположение сегментов сварки.
- Дополнительные значки вспомогательных значений. Считайте их отдельным пунктом.
Вспомогательные обозначения
Эти знаки также наносят сверху полки, если на чертеже виден сварочный шов, и под ним, когда невидим:
- Снятие арматуры;
- Обработка поверхности, обеспечивающая плавный переход к основному металлу, устранение задиров и неровностей;
- Шов выполняется по открытой линии; Этот знак относится только к видимым на чертеже сварным швам;
- Чистота обработки поверхности сварного соединения.
Для простоты, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые кромки и размеры, обозначение и норма сварки указываются в технических требованиях. В дизайне может быть не все, а большое количество одинаковых швов. Затем их делят на группы и присваивают им порядковые номера в каждой группе отдельно. На одном шве указывают полное обозначение. На остальных ставятся только порядковые номера. Количество групп и количество швов в каждой из них должны быть указаны в нормативной документации.