Основные характеристики сварочного инвертора | Блог компании Кувалда.ру
Максимальный диаметр электрода
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.
Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.
Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.
Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.
На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.
Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами»
.
Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.
Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.
Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации
Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Автор текста: Ю.Шкляревский.
Технические характеристики — инверторный сварочный аппарат Ресанта САИ-190К (MMA)
Mma сварочные аппараты дуговой сварки электродами
Характеристики инверторный сварочный аппарат Ресанта САИ-190К (MMA)
Арт. X131102296
X131102296
Арт. X131102296
Характеристики
Производитель | |
Макс. мощность, кВт | 7.15 |
Макс. сварочный ток MMA, А | 190 |
Напряжение сети, В | 220, 230 |
Мин. сварочный ток MMA, А | 10 |
Напряжение холостого хода MMA, В | 80 |
Вес, кг | 3.55 |
Все характеристики
С этим товаром смотрят
4 266 ₽
4 740 ₽
Угловая шлифмашина Stanley STGS9125D + 5 отрезных кругов
-474 ₽
1 150 ₽
Электроды Esab ОК 46.00 3.0мм (2.5кг)
Сварочная маска Ресанта МС-6 65/60, смотровое окно 90х35 мм
Смазка для буров Gazpromneft, 100 г.
Маска сварщика Start Black Mask 51ST301, смотровое окно 90х35 мм
Отрезной круг (125x1x22 мм)
Отрезной круг (125×1,2×22 мм)
Спилковые краги РосМарка, пятипалые, без подкладки (пара)
Краги спилковые с подкладкой красные РосМрака 004 КЕ1470 (пара)
Нет в наличии
Угловая шлифмашина DeWalt DWE4151D4 + Набор дисков
Смотреть
Нет в наличии
Электроды PlasmaTec Арсенал МР-3, 3 мм
Смотреть
Нет в наличии
Многофункциональная смазка WD-40 200мл
Смотреть
Описание Характеристики и комплектация Документы Рейтинги и отзывы Где купить Статьи и обзоры
Производитель
Антизалипание
Да Форсаж дуги
Да Горячий старт
Да Дисплей
Нет Класс товара
бытовой Макс.
 мощность, кВт
мощность, кВт7.15 Макс. сварочный ток MMA, А
190 Нет TIG сварка
Нет Напряжение сети, В
220, 230 Наличие сетевой вилки
Да Мин. диаметр электрода MMA, мм
1.6 Макс. диаметр электрода MMA, мм
5 ПВ на максимальном токе, %
70 Степень защиты
IP 21 Длина силовых кабелей, м
1.2, 1.8 Частота, Гц
50 Сертификат Накс
Нет Сварка алюминия
Нет Защита от перегрева
Да Пульт ДУ
Нет Мин.
температура эксплуатации, °С-20 Макс. температура эксплуатации, °С
50 Габариты, мм
310х135х250 Сварочный провод
DX25 Класс изоляции
H инвертор Мин. сварочный ток MMA, А
10 Макс. потребляемая мощность, кВА
6.5 Напряжение холостого хода MMA, В
80 Коэффициент мощности
0.7 Мин. рабочее напряжение ММА, В
20.4 Макс. рабочее напряжение ММА, В
27.6 Тип охлаждения
принудительное Вес, кг
3. 55Страна производства
Китай Родина бренда
Латвия Нашли неточность в описании?
В комплекте
Инвертор
1 шт. Кабель с электрододержателем
1 шт. Кабель с клеммой заземления
1 шт. Паспорт изделия
1 шт. Упаковка
1 шт.
 мощность, кВт
мощность, кВт температура эксплуатации, °С
температура эксплуатации, °С 55
55Технические характеристики — сварочный инвертор Ресанта САИ 220 ПН
Mma сварочные аппараты дуговой сварки электродами
Характеристики сварочный инвертор Ресанта САИ 220 ПН
Арт. X131102236
- -375 ₽
Арт. X131102236
Характеристики
Производитель | |
Макс. | 6.6 |
Макс. сварочный ток MMA, А | 220 |
Напряжение сети, В | 220 |
Мин. сварочный ток MMA, А | 10 |
Напряжение холостого хода MMA, В | 80 |
Вес, кг | 8.2 |
 мощность, кВт
мощность, кВтВсе характеристики
- -375 ₽
С этим товаром смотрят
869 ₽
1 130 ₽
Порошковый огнетушитель Ярпожинвест ОП-8 (з) ABCE
-261 ₽
1 150 ₽
Электроды Esab ОК 46.00 3.0мм (2.5кг)
Сварочная маска Ресанта МС-6 65/60, смотровое окно 90х35 мм
1 309 ₽
1 350 ₽
Сварочная маска Ресанта МС-1, смотровое окно 90х40 мм
Струбцина G-образная Sparta 206625 (150 мм)
Набор G-образных струбцин Sparta 206755 25-50-75 мм
Отрезной круг (125×1,2×22 мм)
Спилковые краги РосМарка, пятипалые, без подкладки (пара)
Нет в наличии
Шнек для мотобура Ada Drill 200/1000 A00234 (1000 мм)
Смотреть
Нет в наличии
Шнек для мотобура Ada Drill 100 A00236 (800 мм)
Смотреть
Нет в наличии
Электроды PlasmaTec Арсенал МР-3, 3 мм
Смотреть
Описание Характеристики и комплектация Документы Рейтинги и отзывы Где купить Статьи и обзоры
Производитель
Антизалипание
Да Форсаж дуги
Да Горячий старт
Да Дисплей
Да Класс товара
полупрофессиональный Макс.
мощность, кВт6.6 Макс. сварочный ток MMA, А
220 Нет TIG сварка
Да Напряжение сети, В
220 Наличие сетевой вилки
Да Мин. диаметр электрода MMA, мм
1 Макс. диаметр электрода MMA, мм
5 ПВ на максимальном токе, %
70 Степень защиты
IP 21 Длина силовых кабелей, м
2.5, 3 Частота, Гц
50 Сертификат Накс
Нет Сварка алюминия
Нет Защита от перегрева
Да Пульт ДУ
Нет Мин.
температура эксплуатации, °С-20 Макс. температура эксплуатации, °С
50 Габариты, мм
300x160x430 Сварочный провод
DX25 Класс изоляции
H инвертор Мин. сварочный ток MMA, А
10 Мин. сварочный ток TIG, А
10 Макс. сварочный ток TIG, А 220 Напряжение холостого хода MMA, В
80 Коэффициент мощности
0.7 Макс. рабочее напряжение ММА, В
28.8 Тип охлаждения
принудительное Вес, кг
8. 2Страна производства
Китай Родина бренда
Латвия Нашли неточность в описании?
В комплекте
Сварочный инвертор
1 шт. Кабель с электрододержателем
1 шт. Кабель с клеммой заземления
1 шт. Паспорт
1 шт. Упаковка
1 шт.
 мощность, кВт
мощность, кВт температура эксплуатации, °С
температура эксплуатации, °С 2
2Сварочный аппарат Ресанта САИ 250 технические характеристики
Наиболее популярным видом сварочного оборудования являются инверторы дуговой ручной сварки. Их выбирают в основном любители для работы на даче, студенты, новички, желающие получить опыт; домашние умельцы для подработки и решения собственных задач. Инверторы идеально подходят для выездного ремонта невысокого уровня сложности. Именно для таких целей производители выпускают десятки недорогих моделей, среди которых несложно выбрать наиболее приемлемый вариант.
Именно для таких целей производители выпускают десятки недорогих моделей, среди которых несложно выбрать наиболее приемлемый вариант.
Бренд «Ресанта» не стал исключением и представил на потребительском рынке свои сварочные аппараты бытового уровня. В каталоге производителя представлен достаточно широкий ассортимент бюджетных инверторов серии САИ. Среди моделей встречаются и отдельные модификации, которые выделяются техническими характеристиками, комплектацией и габаритами.
СОДЕРЖАНИЕ
- Технические характеристики инвертора Ресанта САИ-250 (Ресанта 250А)
- Сварочный аппарат Ресанта САИ 250ПРОФ
- Сварочный инвертор Ресанта САИ 250ПН
- Инверторный сварочный аппарат Ресанта САИ 250К
Технические характеристики инвертора Ресанта САИ-250 (Ресанта 250А)
Модель является одной из наиболее дорогих среди линейки САИ. На рынке она позиционируется как оборудование, предназначенное для бытового использования. Действительно, функционал дает возможность выполнять задачи среднего уровня. Это отличный выбор для дома или как учебное пособие для прохождения практики на производственном участке.
Это отличный выбор для дома или как учебное пособие для прохождения практики на производственном участке.
Максимально доступная сила сварочного тока составляет 250А. Для того, чтобы подготовить инверторный сварочный аппарат Ресанта САИ 250, достаточно подключить его к однофазной сети. Вес оборудования небольшой. Поэтому можно к корпусу прикрепить ремень и переносить его.
Из функционала аппарата важно отметить систему охлаждения и предварительного контроля температуры. Если сварка перегреется, то автоматика оповестит об этом пользователя. Металлический корпус достаточно прочный, а все детали хорошо подогнаны. Комплектация минимальна: с аппаратом идет инструкция и два питающих кабеля. Остальную оснастку придется покупать дополнительно.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Технические характеристики:
| Диапазон регулирования сварочного тока | 10…250 А |
| Максимальный диаметр электрода | 6,0 мм |
| Максимальный потребляемый ток | 35 А |
| Эффективный потребляемый ток | 29 А |
| Диапазон входных напряжений | 140…260 В |
| Напряжение холостого хода | 85 В |
| Защита от залипания | функция «ANTI STICK» |
| Функция горячий старт | есть |
| Длина кабеля держателя и массы | 2 м |
| Защита от перегрева | автоматическая |
| Продолжительность нагружения | 70% при сварочном токе 250 А |
| Напряжение дуги | 30 В |
| Охлаждение | принудительное |
| Максимальная потребляемая мощность | 7,7 кВт |
| Габаритные размеры, Д×Ш×В | 310х130х185 мм |
| Температура окружающей среды | -10…+40 °С |
| Масса, не более | 5 кг |
| Гарантийный срок эксплуатации | 24 месяца |
| Класс защиты | IP21 |
| Длина упаковки, мм | 365 |
| Ширина упаковки, мм | 155 |
| Вес, кг | 6,5 |
| Высота упаковки, мм | 285 |
| Объем упаковки, м³ | 0,0161 |
Из особенностей модели следует подчеркнуть возможность быстрого соединения кабелей, удобную регулировку рабочих параметров, простоту использования. Основные достоинства инвертора:
Основные достоинства инвертора:
- хорошо работает от бытовой сети. Не нуждается в подключении через дополнительный трансформатор;
- инверторная система, собранная на транзисторах, в сочетании с другими техническими особенностями обеспечили небольшие размеры сварочного аппарата;
- плюс небольшой вес, что дает возможность пользоваться оборудованием на выездных работах;
- полная безопасность в эксплуатации;
- эффективная система принудительной вентиляции позволяет работать более продолжительное время без перерыва и выполнить сложную задачу;
- модель имеет в активе функции, облегчающие работу сварщика: антизалипание и горячий старт;
- прочный металлический корпус хорошо защищает узлы от возможных повреждений;
- имеет возможность преобразования тока высокой частоты и большой диапазон рабочих регулировок;
- позволяет использовать электроды как для постоянного, так и для переменного тока;
- аппарат не требует от сварщика специальных знаний. Его могут эксплуатировать даже новички.
 Его могут эксплуатировать даже новички.
Его могут эксплуатировать даже новички.Сварочный аппарат Ресанта САИ 250ПРОФ
Прочитав название модели, многие решат, что она предназначена для профессионалов. Это ошибка. Аппарат рассчитан на практикующих специалистов, освоивших азы мастерства и желающих развиваться дальше.
Технические характеристики 250ПРОФ мало чем отличаются от других устройств серии САИ. Максимальна сила тока составляет 250А, а выполнять работы можно электродами с покрытием диаметром до шести миллиметров. Предусмотрены функции, препятствующие залипанию электрода и упрощающие выполнение работы. Но в отличие от большинства других аналогов здесь предусмотрена функция форсажа дуги.
Благодаря тому, что схема выполнена на транзисторах аппарат обладает небольшими размерами. Но по весу он не очень подходит для частой транспортировки. Поэтому назвать его «походным» будет несправедливо, учитывая, что в «довесок» идет еще и маска с кабелями и комплектующими. Впрочем, если 9 кг кому-то покажется очень скромным весом, то устройство можно рассматривать как вариант для работ передвижного характера.
Среди достоинств аппарата – большой дисплей, информация на котором хорошо видна даже при очень ярком солнце. Панель управления защищена прозрачным щитком из пластика. Есть эффективная система охлаждения. Но нужно принять во внимание, что она стартует только в принудительном порядке. То есть, об автоматическом контроле температуры речь не идет. Если следить за показаниями датчика температуры, то выполнять сложные работы с такой сваркой можно.
Относительно панели управления и требований безопасности, то здесь нет ничего сложного. Интерфейс интуитивно понятен даже новичку, а силовые устройства под напряжением хорошо защищены. Модель можно рекомендовать даже новичкам, которые хотят обучиться сварному делу и приобрести сварочный инвертор с перспективой роста профессиональных навыков.
Сварочный инвертор Ресанта САИ 250ПН
Модель заинтересует дачников и домашних умельцев. Она обладает достаточным запасом мощности, чтобы выполнять даже очень сложные работы на частном подворье. Небольшие габариты являются залогом мобильности, что очень важно при выездном характере работ. Важное преимущество САИ 250ПН – возможность работы даже при пониженном напряжении сети, что не редкость в сельской местности. Индекс «ПН» так и расшифровывается – пониженное напряжение.
Она обладает достаточным запасом мощности, чтобы выполнять даже очень сложные работы на частном подворье. Небольшие габариты являются залогом мобильности, что очень важно при выездном характере работ. Важное преимущество САИ 250ПН – возможность работы даже при пониженном напряжении сети, что не редкость в сельской местности. Индекс «ПН» так и расшифровывается – пониженное напряжение.
Для начала работы аппарат подключается к однофазной сети. На панели есть кнопка включения (выключения) питания. Нет потребности подключаться через стабилизаторы или другие аналогичные устройства. Все максимально упрощено для удобства использования техники.
У пользователей может сложиться мнение, что если аппарат работает на пониженном сетевом напряжении, то и сформировать сварной шов хорошего качества при таких условиях не составит проблем. Это совсем не так. Достойного качества соединение возможно только при оптимальных условиях сварки: хорошее напряжение, сила тока, правильно подобранные и качественные комплектующие. И конечно же, нужен достаточный уровень подготовки специалиста.
И конечно же, нужен достаточный уровень подготовки специалиста.
В активе оборудования удобная цифровая панель с защитным пластиковым щитком. Простые регулировки и подписи большим шрифтом на панели. Настроить аппарат на нужные параметры не составит труда даже человеку с плохим зрением. Функционал идентичен модели ПРОФ – полный набор функций, упрощающих работу сварщика.
Инверторный сварочный аппарат Ресанта САИ 250К
Среди других вариантов линейки САИ данная модель отличается самыми меньшими габаритами. Именно об этом информирует индекс «К» (компактный) в названии. По техническим характеристикам модель полностью идентична базовой САИ 250, а вот размерами значительно меньше. еще один несомненный плюс к компактности – небольшой вес. Всего лишь 5 кг, что дает возможность перевозить аппарат даже в общественном транспорте, переносить на ремне или в руках.
Эта модель предназначена именно для тех специалистов, работа которых носит исключительно разъездной характер. Нужно поехать в электричке на дачу или на маршрутке в училище – нет никаких преград, аппарат всегда можно взять с собой.
Читайте также: Лучшие инверторные сварочные аппараты для дома
Сварочный аппарат Ресанта САИ 250 и его модификации
Оцените, пожалуйста, статью
12345
Всего оценок: 15, Средняя: 3
| Применяемые волокна | Количество волокон | Одиночное |
| Типы волокна | SM (ITU-T G.652/G.657), MM (ITU-T G.651), DS (ITU-T G.653), NZDS (ITU-T G.655) | |
| Размеры волокна | Диаметр кварцевой оболочки 80 … 150 мкм Диаметр покрытия 100 … 3000 мкм |
|
| Длина скола | 5…16 мм | |
| Установка волокна | Держатель волокна FH-70-250 (опция) | Диаметр покрытия 250 мкм (длина скола 5…13 мм) |
| Держатель волокна FH-70-900 (опция) | Диаметр покрытия 900 мкм (длина скола 5…13 мм) | |
| Держатель волокна FH-70-160 (опция) | Диаметр покрытия 160 мкм (длина скола 5…13 мм) | |
| Держатель волокна FH-60-DC250 (опция) | Диаметр покрытия 250 мкм (длина скола 5…13 мм) Для Drop-кабеля |
|
| Держатель волокна FH-60-IDC250 (опция) | Диаметр покрытия 250 мкм (длина скола 5…13 мм) Для Indoor-кабеля |
|
| Держатель волокна FH-60-LT900 (опция) | Диаметр покрытия 900 мкм (длина скола 5…13 мм) Для свободного буфера |
|
| Держатель волокна FH-FC-20 (опция) | Диаметр покрытия 2 мм (длина скола 5…13 мм) Для патчкорда 2 мм |
|
| Держатель волокна FH-FC-30 (опция) | Диаметр покрытия 3 мм (длина скола 5…13 мм) Для патчкорда 3 мм |
|
| Юстировка волокна | Активная юстировка по сердцевине волокна | |
| Режимы сварки | Количество режимов | 100 |
| AUTO | Автоматическое распознавание волокна (SM/MM/DS/NZDS) Независимая калибровка дуги Авто фокусировка |
|
| SM-AUTO | Для SM-волокон (ITU-T G. 652) 652)Независимая калибровка дуги |
|
| MM-AUTO | Для MM-волокон (ITU-T G.651) Независимая калибровка дуги |
|
| DS-AUTO | Для волокон со смещенной дисперсией (ITU-T G.653) Независимая калибровка дуги Авто фокусировка |
|
| NZ-AUTO | Для волокон с ненулевой смещенной дисперсией (ITU-T G.655) Независимая калибровка дуги Авто фокусировка |
|
| SM-FAST | Для SM-волокон (ITU-T G.652) Быстрая сварка с минимумом функций |
|
| Другие | Режимы обычной сварки Режимы сварки вручную Режимы внесения потерь в месте сварки Режим, программируемый пользователем |
|
| SM (ITU-T G.652) | 0,02 дБ | |
| MM (ITU-T G.651) | 0,01 дБ | |
DS (ITU-T G. 653) 653) |
0,04 дБ | |
| NZDS (ITU-T G.655) | 0,04 дБ | |
| Возвратные потери | 60 дБ и выше | |
| Время сварки | Режим FAST | 7 сек для стандартного SM-волокна |
| Оценка потерь на сварном соединении | Для точной оценки потерь принимаются во внимание несколько типов деформации сердцевины, а также смещение оси сердцевины | |
| Функция внесения потерь в месте сварки | Создание фиксированного аттенюатора, 0,1 … 15 дБ с шагом 0,1 дБ | |
| Печка для термоусадки | Количество режимов | 30 |
| Режимы термоусадки | Slim (60 мм) | Для КДЗС Fujikura Slim (60 мм) |
| FP-03 (60 мм) | Для КДЗС Fujikura FP-03 (60 мм) | |
| FP-03 (40 мм) | Для КДЗС Fujikura FP-03 (40 мм) | |
| FPS01-400-20/25/34/40 | Для КДЗС Fujikura FPS01-400-20/25/34/40 | |
| FPS01-900-25/34/45 | Для КДЗС Fujikura FPS01-900-25/34/45 | |
| FP-04T/FP-05 | Для КДЗС Fujikura FP-04T/FP-05 | |
| Время термоусадки | Slim (60 мм) | 9 сек |
| FP-03 (60 мм) | 13 сек | |
| FP-03 (40 мм) | 17 сек | |
| Микрогильзы Fujikura | 5…16 сек | |
| FP-04T | 25 сек | |
| FP-05 | 30 сек | |
| Автоматическая печка для термоусадки | Автоматическое закрытие крышки и автостарт печки при размещении в печке сварного соединения Автостарт печки возможен также при закрытии крышки |
|
| Хранение результатов сварки | Количество сварок | 20 000 |
| Количество изображений | 100 | |
| Данные сварки | Дата, режим сварки, сообщение об ошибке, потери на сварке, угол скола, смещение осей, порог угла скола, порог потерей на сварке, мощность дуги, время дуги | |
| Калибровка дуги | В режиме реального времени | Мощность и время дуги автоматически калибруются в режиме реального времени по свечению оболочки в течение разряда Применяется во всех режимах сварки AUTO |
| Автоматическая | Мощность и время дуги автоматически калибруются на основании предыдущего разряда Применяется во всех режимах сварки AUTO |
|
| Вручную | Ручная функция калибровки дуги по измерению величины плавления волона | |
| Тестер | Работает с прижимами и держателями волокна | |
| Нагрузка | 1,96…2,25 Н | |
| Ресурс электродов | 5000 сварок | |
| Ветрозащитная крышка | Автоматическое открытие и закрытие ветрозащитной крышки Автостарт сварки при закрытии ветрозащитной крышки |
|
| Условия эксплуатации | Высота | 0…5000 м над уровнем моря |
| Влажность | 0…95% без конденсации | |
| Температура | -10…+50?C | |
| Скорость ветра | 0. ..15 м/с ..15 м/с |
|
| Условия хранения | Влажность | 0…95% без конденсации |
| Температура | -40…+80?C | |
| Температура длительного хранения с батареей | -20 … +30?C | |
| Размеры и вес | Размеры | 170х173х150 мм без учета защитного бампера |
| Вес | 2,8 кг с батареей BTR-15 | |
| Отображение изображения волокна | Способ просмотра | 2 CMOS камеры для перекрестного просмотра волокна |
| Монитор | Цветной сенсорный ЖК-экран 5 дюймов | |
| Переворот изображения | Ориентация экрана регулируется автоматически в соответствии с положением монитора Изображение волокна автоматически переворачивается в соответствии с положением монитора |
|
| Увеличение просмотра волокна | 320х для просмотра по осям X или Y 200х для одновременного просмотра по осям X и Y |
|
| Электропитание: Сетевой адаптер | Модель | ADC-20, внешний |
| Вход переменного тока | Напряжение: 100…240 В Ток: Максимум 1,5 А Шнур питания: шнур 3-pin с заземлением, ACC-15 |
|
| Выход постоянного тока | Напряжение: 12 В Ток: Максимум 7 А |
|
| Электропитание: Адаптер постоянного тока | Модель | DCA-03 (опция) |
| Вход постоянного тока | Напряжение: 10…15 В Ток: Максимум 7 А |
|
| Выход постоянного тока | Напряжение: 10…15 В Ток: Максимум 7 А |
|
| Электропитание: батарея | Модель | BTR-15 |
| Тип | Съемная перезаряжаемая литиевая батарея Выходное напряжение 14,4 В, емкость 6 380 мАч |
|
| Время зарядки | 5 часов | |
| Условия эксплуатации | Температура зарядки: 0…40?C Температура эксплуатации: -10…50?C Батарея должна быть полностью разряжена и заряжена каждые 6 месяцев для предотвращения эффекта памяти |
|
| Условия длительного хранения | Температура хранения: -20…30?C Батарея должна полностью заряжаться каждые 6 месяцев для предотвращения химических повреждений, вызванных полной разрядкой |
|
| Количество циклов сварки | 300 циклов сварки и термоусадки при следующих условиях: Батарея до ухудшения свойств Комнатная температура Должна быть включена функция сохранения энергии Цикл сварки и термоусадки — 2 минуты |
|
| Ресурс батареи (снижение емкости вдвое) | 500 циклов заряда/разряда батареи при нормальной эксплуатации | |
| Интерфейсы | USB-интерфейс 1 | Статус: slave Применение: передача данных и видеосигнала на компьютер Тип разъема: Mini-B Модель: USB2.  0 0 |
| USB-интерфейс 2 | Применение: подключение светодиодной лампы подсветки Тип разъема: A type Модель: USB2.0 |
|
| Интерфейс термостриппера | Применение: электропитание для термострипперов Fujikura RS02, RS03 Тип разъема: 6-pin Mini-DIN Электропитание: 12 В, 1 А |
|
| Беспроводное соединение | Bluetooth® Частота 2400 МГц Схема модуляции DSSS Зона приема 10 м |
|
| Кейс для переноски | Включает рабочий столик и ремень для переноски | |
| Программное обеспечение | Обновление ПО Fujikura 86S+ через Интернет при выходе новой версии | |
| Защита от пыли, влаги и ударов | Защита от падения на любую сторону с высоты 76 см Защита от пыли размером 0,1…500 мкм Защита от осадков до 10 мм/час |
|
| Соответствие стандартам | RoHS EMC LVD PFOS |
|
| Применение Fuse коннекторов | Система Fujikura FuseConnect | |
Сварочный аппарат Дачник 160, 180, 200, 220: характеристики
Для владельцев дачных участков, загородных домов, которые занимаются ремонтом или строительством, оптимальным вариантом оборудования для проведения работ по резке и пайке металлов станет сварочный аппарат Дачник. Прибор предназначен для проведения ручной дуговой сварки при помощи штучных электродов за счёт работы агрегата на постоянном токе. Агрегат разработан с учетом новейших технологий, где полностью реализованы инновации вида IGBT, которые позволяют снизить вес прибора, улучшить его основные технические и механические характеристики. Основной особенностью аппарата является его сравнительно малый вес и эффективные принципы управления.
Прибор предназначен для проведения ручной дуговой сварки при помощи штучных электродов за счёт работы агрегата на постоянном токе. Агрегат разработан с учетом новейших технологий, где полностью реализованы инновации вида IGBT, которые позволяют снизить вес прибора, улучшить его основные технические и механические характеристики. Основной особенностью аппарата является его сравнительно малый вес и эффективные принципы управления.
Сварочный аппарат Дачник 200
Достоинство сварочного инвертора Дачник
Производитель разработал уникальное сварочное оборудование, которые обеспечивает высокое качество сварного шва, и сварочный инвертор Foxweld имеет способность минимально разбрызгивать металл, за счёт встроенных инновационных опций управления оборудования. Агрегат оснащен интересными и доступными опциями, позволяющие эффективно получать сварной шов, не прибегая к сложным механизмам управления. В качестве примера, можно привести такие дополнительные опции сварочного инвертора Hot Start, Arc-Force и Anti-Sticking.
Изучая характеристики сварочного аппарата Дачник 200 можно заметить, что устройство имеет простую и интуитивно понятную панель управления, а также уникальную возможность работать на пониженном напряжении. Панель управления оснащена 2-мя светодиодными лампами, которые указывают на:
- Аппарат работает в режиме – «включено\выключено».
- Режим срабатывания термозащиты.
Интерфейс управления аппарата достаточно простой, не требует привлечения специалистов, достаточно изучить инструкцию по применению и строго соблюдать правила безопасности эксплуатации оборудования.
Технические характеристики Дачника
В настоящее время производитель предлагает 4 модели агрегата, которые имеют уникальные технические характеристики, в том числе:
- Дачник 160.
- Дачник 180.
- Дачник 200.
- Дачник 220.
В таблице приведены основные технические характеристики по каждой модели, которые установлены производителем.
Сварочный аппарат Дачник 160
Характеристика/модель | Дачник 160 | Дачник 180 | Дачник 200 | Дачник 220 |
| Напряжение В\Гц | 220/50 | 220/50 | 220/50 | 220/50 |
| Минимальное напряжение сети, В | 140 | 140 | 140 | 140 |
| Напряжение холостого хода, В | 80 | 80 | 80 | 80 |
| Диапазон для сварочного тока | 20-160 | 20-180 | 20-200 | 20-220 |
| Режим включения ПВ, % | 60 | 60 | 60 | 60 |
| Класс защиты | H/IP21S | H/IP21S | H/IP21S | H/IP21S |
| Размеры по габариту | 280*110*190 | 280*110*190 | 280*110*190 | 280*110*190 |
| Масса, кг | 3,5 | 3,5 | 3,5 | 3,5 |
Главное отличие каждой модели, это принципиальные данные по сварочному току
Подключение аппарата
Для того, чтобы приступить к работе, необходимо детально осмотреть прибор – сварочный аппарат Дачник 160 или другую модель. Рекомендуется проверять качество изделия непосредственно перед покупкой. Убедитесь в том, что продавец вам выдал гарантийный талон на эксплуатации оборудования, сроком, а 12 месяцев со дня покупки устройства. Установите прибор в месте, где есть хорошая вентиляция и приток воздуха, который обеспечит нормальное функционирование агрегата. Запрещено использовать фильтры, укрывать аппарат, а также создавать различные препятствия для вентиляции.
Рекомендуется проверять качество изделия непосредственно перед покупкой. Убедитесь в том, что продавец вам выдал гарантийный талон на эксплуатации оборудования, сроком, а 12 месяцев со дня покупки устройства. Установите прибор в месте, где есть хорошая вентиляция и приток воздуха, который обеспечит нормальное функционирование агрегата. Запрещено использовать фильтры, укрывать аппарат, а также создавать различные препятствия для вентиляции.
«Важно!
Перед началом работы следует убедиться в исправности агрегата, нужно проверить изоляцию кабелей, проводов для держателя электродов, проверьте сечение сварочных проводом требуемому минимальному и максимальному току, согласно технической документации.»
- Дли провода до 5 метров, сечение должно быть не менее 16 мм2.
- Для длины от 5 до 20 метров, требуемое сечение должно быть не менее 25 мм2.
Правила для эксплуатации сварочного устройства
Производитель разработал правила эксплуатации для сварочного аппарата Дачник 180 мини.
Сварочный аппарат Дачник 180
Она содержат следующие рекомендации:
- Эксплуатация устройства проводится только в сухом помещении, максимальная влажность окружающей среды не более 90%.
- Сварочный аппарат Дачник 200 мини можно эксплуатировать при температуре от -10С до +40С.
- Запрещено применять аппарат в условия сильной влажности, не допускается попадание влаги и прочих осадков внутрь прибора.
- Запрещено применять аппарат в условиях сильной запылённости помещения, а также в местах скопления агрессивных газов. Не рекомендуется применять прибор в местах проведения шлифовальных и прочих работ, которые выделяют опасную воздушную смесь, которая может привести к взрыву и выхода из строя оборудования.
Обязательно соблюдайте все меры предосторожности, и при необходимости держите под рукой все материалы, способствующие предупреждению распространения огня.
Применение электродов
Согласно рекомендации производителя, используются электроды штучного типа, категории ММА. В целом допускается применение электродов, как для постоянного тока, так и для переменных характеристик силового тока. Можно использовать в работе электроды с различным покрытием.
Категория электрода | Общие свойства | Марки |
| С покрытием рутиловым | Простота в использовании, легкий при розжиге, имеет достаточно устойчивое горение | МР–3С, ОЗС–12 LE Omnia 46 AS R–143 Boehler Fox OHV |
| Основное покрытие | Отличные механические свойства, рекомендуется для сварки ответственных конструкционных решений | УОНИ 13 / 55 LE Basic One AS B–248 Boehler Fox EV50 |
При применении электродов обращайте внимание на средние показатели сварочного тока, которые используются для каждой марки электродов по отдельности.
Сварка аппаратом Дачник 220
Правила технического обслуживания
Производитель агрегата рекомендует проводить техническое обслуживание устройства, где предусмотрены следующие критерии:
- Для работы агрегата используйте только чистый сжатый воздух.
- Если вы эксплуатируете устройство в помещении с сильной запылённостью, не реже двух раз в месяц проводите обдувку прибора от грязи и пыли.
- При проведении обдувки не используйте сильное давление, иначе это может повредить основные узлы аппарата, что может привести к его выходу из строя.
- Попроверяйте техническое состояние мест подключения агрегата. Клеммы должны быть идеально чистыми, при необходимости проводите зачистку при помощи обычной наждачной бумаги.
- Строго запрещено попадание влаги и воды на внутренние элементы сварочного устройства.
Если вы не планируете использовать прибор в работе длительное время, предусмотрите для него специальное место хранение, где нужно избегать попадание пыли и влаги. Рекомендуется 1 раз в 12 месяцев проводить техническое обслуживание сварочного инвертора в специализированном сервисном центре, где специалист выявит проблемные места и устранит возможные неисправности.
Видео: пример сварки аппаратом Дачник
 youtube.com/embed/55wddaE9_0I» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/55wddaE9_0I» frameborder=»0″ allowfullscreen=»allowfullscreen»> 5 параметров сварки (аббревиатура CLAMS)
Создание наплавленного валика нужного размера, формы и глубины зависит от многих факторов.
Студенты, изучающие электродуговую сварку, запоминают большинство из них, повторяя аббревиатуру CLAMS, поскольку каждая буква обозначает параметр сварки.
5 параметров сварки
Вот список 5 параметров сварки:
- C текущий
- L Длина дуги
- А угол
- M манипуляция
- S пед
Ток
Сила тока, как правило, определяет размер и глубину проникновения сварного шва, когда вы перемещаете горелку с нужной скоростью.
Сварщики обращаются к таблицам от производителей сварочных аппаратов и электродов или к спецификациям процедур сварки (WPS) для своих текущих настроек или пробуют сварку на образцах листов одинаковой толщины, чтобы увидеть, что работает лучше всего.
Длина дуги
То, насколько близко сварщик держит дугу проволоки или сварочного электрода к рабочим пластинам, может влиять на количество тока и тепла, поступающих в соединение.
При приближении к рабочим пластинам ток и тепло в сварном шве остаются высокими. Если держать дальше, электрод выделяет меньше тепла и больше брызг.
Как правило, при сварке электродом длина дуги должна соответствовать диаметру металла электрода.
Другими словами, если вы используете 1/8-дюймовый стержень, держите его на расстоянии 1/8 дюйма от поверхности сустава. Вы можете увеличить длину дуги, чтобы уменьшить нагрев сварочной ванны или ограничить отложение металла сварного шва.
При работе с подачей проволоки (т. е. при сварке MIG или порошковой проволокой) проволочный электрод держится дальше от соединения, чем при сварке электродом.
Это потому, что дуга более концентрированная и, следовательно, способна прожигать металл.
По этой причине учащиеся также изучают разницу между вылетом электрода (длина провода от контактного наконечника) и расстоянием от контакта до рабочего места.
Изменения в ESO или CTWD влияют на ток, поступающий в соединение, независимо от настройки скорости проволоки на машине.
Угол
При сварке необходимо помнить о двух углах горелки:
- Рабочий угол
- Угол перемещения
Рабочий угол
Рабочий угол, представляющий собой отношение между соединением и горелкой (или стержнем).
В идеале вы должны держать горелку перпендикулярно или под углом 90 градусов к стыку. Большим исключением из правил являются Т-образные соединения, где рабочий угол варьируется от 30 до 50 градусов.
Угол хода
Угол перемещения — это отношение между резаком и линией перемещения. Чтобы увидеть стык и ванну, сварщик может наклонить стержень до 10 градусов по направлению движения или иногда против направления движения.
Как вы можете видеть на первой диаграмме, угол резака по отношению к заготовке (слева) составляет 90 градусов, что позволяет максимальному нагреву и току сфокусироваться на стыковом соединении с открытой канавкой. (Думайте об этом как о виде спереди на рабочие пластины.)
(Думайте об этом как о виде спереди на рабочие пластины.)
На диаграмме справа угол перемещения показывает наклон вдоль соединения на 5-10 градусов. Это дает сварщику лучший обзор того, что происходит в ванне.
Когда вы перетаскиваете горелку или электрод, наклон направляется в сторону лужи, что способствует проникновению и получению толстого валика. Когда вы толкаете, наклон происходит в сторону от лужи, что ограничивает проникновение тепла в основной металл.
Манипуляции
Это относится к движению руки сварщика, направляющей электрод вдоль соединения.
Достижение врезки в пальцах имеет первостепенное значение, но также важно контролировать проникновение и нагрев.
Как описано в статье о типах бусин, переплетение, взмахивание, перетаскивание или толкание являются примерами манипуляций.
Скорость
Если двигаться слишком быстро, размер сварного шва будет маленьким, и провар будет недостаточным.
Двигайтесь слишком медленно, и в итоге вы получите толстый сварной шов и, вероятно, слишком много тепла попадет на ваши рабочие пластины.
На следующей диаграмме показано, как некоторые переменные CLAMS влияют на сварной шов:
В последних двух примерах «WFS» означает скорость подачи проволоки, с помощью которой сварочные аппараты MIG и порошковые сварочные аппараты регулируют ток.
Обратите внимание, что при слишком высоком напряжении буртик становится широким и плоским. Кроме того, при слишком низком уровне напряжения сварной шов располагается поверх основного металла, а не проникает в него. Таким образом, напряжение определяет общий профиль или геометрию сварного шва.
При сварке электродом сварщик напрямую устанавливает напряжение, но не ток, поэтому аппараты называются постоянным током (CC).
При сварке MIG/флюсовой проволокой аппараты обеспечивают постоянное напряжение (CV), поэтому сварщик обычно только устанавливает ток.
Некоторые машины с палочками также имеют настройку, известную как Dig. Этот параметр позволяет увеличить ток сверх установленной выходной силы, если дуга начинает гаснуть.
Хотя на приведенных выше фотографиях этого не видно, слишком длинная дуга может вызвать пористость (пузырьки воздуха) внутри сварного шва, брызги на основной металл и подрезы на концах шва. Дополнительную информацию по этому вопросу см. в статье «Дефекты сварки».
Другие переменные, которые необходимо учитывать
Помимо CLAMS, при планировании операции сварки следует учитывать еще несколько переменных:
Проектирование и сборка соединений
То, как вы подготавливаете свои рабочие плиты (или стационарную конструкцию) к сварке, может повлиять на результат операции больше, чем что-либо другое.
Соединения, скошенные кромки, шлифованные приповерхностные поверхности и поверхности должны быть гладко и однородно совмещены перед началом сварки. Не должно быть никаких заусенцев, зазоров или ровности.
Будучи студентом, легко предположить, что как только металл нагреется, все ляжет естественным образом, и все маленькие шероховатости исчезнут, как по волшебству.
На самом деле, вы можете усугубить ситуацию, если не потратите время на правильную примерку.
Излишне говорить, что угол скошенных сторон должен соответствовать толщине металла и используемому процессу сварки. (При сварке MIG возможны более крутые углы, чем при сварке электродом.)
Вы также должны прихватить свои листы и использовать зажимы, если это необходимо, чтобы предотвратить смыкание соединения перед сваркой или другие деформации, вызванные теплом.
Заблаговременная очистка кромок сварных швов также важна. Хотя некоторые стержневые электроды предназначены для проникновения через ржавчину и прокатную окалину, эти примеси все же могут вызывать проблемы. И хотя с низкоуглеродистой сталью работать намного легче, чем с другими металлами, вам все же следует взять за привычку очищать или шлифовать участки, которые вы планируете сваривать.
Размер
Толщина основного металла должна учитываться при принятии решения о том, какой диаметр электрода, стержня, проволоки или наконечника горелки вы используете для сварки, а также от ваших настроек напряжения, скорости проволоки и/или тока.
Существует множество других факторов размера, которые следует учитывать, но обычно на первом месте стоит толщина металла.
Рассеивание тепла
Различные металлы по-разному рассеивают тепло. Масса ваших заготовок также оказывает влияние: более мелкие заготовки нагреваются намного быстрее, чем большие и тяжелые.
Низкоуглеродистая сталь может быть очень щадящей при перегреве, но другие металлы могут потерять прочность на растяжение или другие качества, если вы не контролируете тепло, входящее и выходящее из пластин или трубы.
По мере того, как вы будете больше узнавать о химических и механических свойствах различных металлов и сплавов, вы, возможно, решите включить предварительную или последующую термообработку ваших деталей в сварочную операцию.
Закалка пластин после сварки (для их охлаждения) — это практика, которая обычно не одобряется после первого семестра школы сварщиков. Это связано с тем, что закалка оказывает своего рода травмирующее воздействие на металл и может сделать его хрупким.
На занятиях по металлургии сварщиков обучают различным видам термической обработки и их преимуществам, таким как закалка, отпуск и отжиг.
Как работает сварочный аппарат? Все, что вам нужно знать
Если вы новичок в мире сварки или вам просто нужна дополнительная информация о том, как работает дуговая сварка, вы обратились по адресу. В этом блоге от Vern Lewis Welding Supply мы обсудим основы дуговой сварки и принцип работы сварочного аппарата, чтобы вы могли понять основы процесса. Читайте дальше и узнайте все, что вам нужно знать о современных технологиях сварки.
Понимание основ дуговой сваркиДуговая сварка — не единственный вид сварки. Например, при сварке горелкой мощная горелка используется для расплавления заготовки и металлического сварочного стержня для соединения металлов. Но это относительно редкий тип технологии сварки сегодня.
Однако дуговая сварка на сегодняшний день является наиболее распространенным видом сварки, поэтому именно о ней мы и поговорим в этом руководстве. Основы просты. Технология дуговой сварки использует мощную электрическую «дугу» для расплавления металлической заготовки, заземленной на сварочном аппарате, и электрода, который также прикреплен к сварочному аппарату.
Основы просты. Технология дуговой сварки использует мощную электрическую «дугу» для расплавления металлической заготовки, заземленной на сварочном аппарате, и электрода, который также прикреплен к сварочному аппарату.
Электрическая дуга возникает, когда электрический ток «скачет» и течет по воздуху между двумя проводниками. В данном случае это металлическая заготовка и электрод, на которые через сварочный аппарат подается сильный электрический ток.
Эта дуга нагревает металл до чрезвычайно высокой температуры, расплавляя как электрод, так и металл, с которым он соприкасается, создавая сварочную ванну, позволяющую соединить два металла. Давайте подробнее рассмотрим этот процесс и то, как теперь работает аппарат для дуговой сварки.
Как работает аппарат для дуговой сварки. Пошаговое описаниеГотовы углубиться в детали? Вот пошаговое руководство о том, как работает аппарат для дуговой сварки.
1. Настройка аппарата – Для начала необходимо настроить сварочный аппарат. Различные элементы управления могут использоваться для изменения мощности машины и ее работы. Важно внимательно прочитать руководство, предоставленное производителем, чтобы правильно настроить дуговой сварочный аппарат.
Различные элементы управления могут использоваться для изменения мощности машины и ее работы. Важно внимательно прочитать руководство, предоставленное производителем, чтобы правильно настроить дуговой сварочный аппарат.
2. Заземление сварочного материала — Как только сварщик будет готов начать процесс сварки, он прикрепит заземляющий зажим к металлической заготовке. Он крепится непосредственно к сварочному аппарату. Это важно, потому что помогает замкнуть электрическую цепь, которая создаст дугу, которая используется для соединения двух кусков металла вместе.
3. Прикладывание провода электрода к сварочному материалу — Когда сварщик будет готов начать процесс сварки, он поместит электрод с высокой проводимостью к сварочному материалу и активирует аппарат для подачи электрического тока через заготовку. Электрод может представлять собой стержневой электрод или кусок проволоки, пропущенный через сварочный «пистолет», в зависимости от типа выполняемой дуговой сварки.
4. Формирование электрической дуги — Когда электрод слегка отводится от металлической заготовки, обычно примерно на 2–4 миллиметра, образуется электрическая дуга в виде электрических скачков между металлом и электродом. Эта чрезвычайно горячая дуга почти сразу начинает плавить металлическую заготовку и электрод.
5. Плавление металлов и их соединение — после образования дуги металлическая заготовка и электрод продолжают плавиться вместе, образуя так называемую «сварочную ванну». Это лужа расплавленного металла, которая образует соединение между свариваемым металлом.
6. Защита металла защитным газом — При высоких температурах кислород и другие газы в атмосфере имеют тенденцию вступать в реакцию с металлом в сварочной ванне и могут вызывать дефекты, ухудшающие качество металлического соединения.
Для предотвращения этого используется защитный газ, такой как аргон, гелий или двуокись углерода. В зависимости от типа сварки электрод может быть покрыт «флюсом» — материалом, выделяющим защитный газ при плавлении, или защитный газ может прокачиваться через сварочный инструмент из специальных резервуаров, используемых сварочным аппаратом. Это защищает целостность соединения и сохраняет его стабильность, предотвращая деградацию из-за распада газов в атмосфере.
Это защищает целостность соединения и сохраняет его стабильность, предотвращая деградацию из-за распада газов в атмосфере.
Мы надеемся, что это руководство было полезным и информативным обзором современных технологий сварки. В Vern Lewis Welding Supply мы предлагаем курсы сварки, услуги по ремонту сварки и широкий выбор сварочного оборудования в Аризоне. Являетесь ли вы новичком в сварке или экспертом, у нас есть все, что вам нужно, чтобы поднять свои навыки сварки на новый уровень. Свяжитесь с нами сегодня, чтобы узнать больше о том, что мы делаем, или посетите один из наших 8 офисов в Аризоне для получения дополнительной информации.
Похожие сообщения
Различные виды сварки металлов
Археологи обнаружили свидетельства того, что сварка существовала по крайней мере еще в 3300 г. до н.э. во времена бронзового века. В Египте были обнаружены небольшие золотые ящики той эпохи с приваренными ручками. Считается, что процесс сварки состоял из нагревания двух кусков металла и их сбивания молотком. Перемотка вперед к…
до н.э. во времена бронзового века. В Египте были обнаружены небольшие золотые ящики той эпохи с приваренными ручками. Считается, что процесс сварки состоял из нагревания двух кусков металла и их сбивания молотком. Перемотка вперед к…
Подробнее Различные виды сварки металловПродолжить
Введение в сварку с флюсовым сердечником
Сварка с флюсовой проволокой — это процесс, используемый практически для всех типов сварки, от простых ремонтных работ в доме до тяжелых работ. Если вы только учитесь сваривать, сварка с флюсовой проволокой — хороший процесс для начала. Это дешевле, чем другие виды сварки, и его легче освоить. Некоторые проекты работают…
Подробнее Введение в сварку с флюсовым сердечникомПродолжить
Краткий обзор холодной сварки
Холодная сварка не является новой концепцией. Археологи обнаружили инструменты, относящиеся к бронзовому веку, которые соединялись с помощью холодной сварки. В 1940-х годах этот процесс стал использоваться в наше время. Хотя этот процесс подходит не для всех типов металлов, он, безусловно, имеет свое место в современном мире…
Подробнее Краткий обзор холодной сваркиПродолжить
Какой газ лучше всего подходит для сварки MIG – выбор подходящего газа для подходящей работы
Для сварки методом МИГ
используется ручной сварочный пистолет с проволочным электродом с катушки и газовым соплом, подающим струю газа к месту сварки. Этот газ предотвращает контакт кислорода, азота и других газов из окружающей среды с валиком сварного шва, что помогает обеспечить стабильные и надежные результаты. Загрязнение может привести к…
Загрязнение может привести к…
Читать дальше Какой газ лучше всего подходит для сварки MIG — выбор правильного газа для правильной работыПродолжить
Спасибо всем членам нашей команды!
Последние несколько месяцев были трудным и беспрецедентным временем для многих предприятий долины. В Vern Lewis Welding Supply нам посчастливилось продолжать служить нашему сообществу в течение этого времени, и мы не смогли бы сделать это без наших преданных сотрудников. Ваши усилия не остались незамеченными и ваши…
Подробнее Спасибо всем членам нашей команды!Продолжить
Является ли сварка MIG безопасной и эффективной для профессионалов и любителей?
Поскольку технологии продолжают развиваться, сварка металлов в среде инертного газа (MIG) считается стандартным методом в отрасли. Благодаря использованию гибкого оборудования и материалов, сварка MIG остается любимой как среди профессионалов, так и среди любителей. Точно так же гибкость сварки MIG иногда заставляет пользователей чувствовать себя более комфортно, чем это требует безопасность. Если вы заинтересованы в добавлении…
Благодаря использованию гибкого оборудования и материалов, сварка MIG остается любимой как среди профессионалов, так и среди любителей. Точно так же гибкость сварки MIG иногда заставляет пользователей чувствовать себя более комфортно, чем это требует безопасность. Если вы заинтересованы в добавлении…
Подробнее Является ли сварка MIG безопасной и эффективной для профессионалов и любителей?Продолжить
Сколько существует типов сварочных аппаратов и их применение?
Когда дело доходит до сварки, не существует единого метода, подходящего для всех. Каждый сварочный процесс соответствует определенной потребности или отрасли. Все они, как правило, используют разные машины.
Сколько существует типов сварочных аппаратов и как они используются? На рынке представлено как минимум 10 различных типов сварочных аппаратов. Их использование зависит от каждого процесса сварки. Есть машины, которые приносят пользу одной технике, в то время как другие предлагают многоцелевые функции.
Это руководство проведет вас по каждой машине. Мы рассмотрим различия и преимущества каждого из них, чтобы помочь вам решить, какой аппарат и метод подходят для ваших планов сварки.
Оглавление
Отличия и преимущества сварочных аппаратов
При выборе сварочного аппарата обратите внимание на несколько переменных. Независимо от предпочитаемого или необходимого вам сварочного процесса, машины могут различаться по качеству . Некоторые важные критерии для поиска включают:
- Доступные ампер- Чем выше число ампер, тем выше температура, а чем меньше значение ампер, тем ниже температура. Эта информация об усилителе помогает:
- Основной материал и область применения
- Используемый процесс сварки
- Тип электрода
- Переменный/постоянный ток — Некоторые аппараты поддерживают оба тока. Преимущество переменного тока, когда требуется более высокая температура. Постоянный ток является предпочтительным методом, поскольку он имеет лучшую выходную мощность, чем переменный ток.
- Материалы, на которых она может использоваться- Это важно, потому что вам нужна машина, которая работает с материалами, которые вы обычно используете. Это включает в себя тип металла, который вы используете. Также примите во внимание, должны ли металлы быть чистыми или они могут быть ржавыми или окрашенными.
- Общее использование- Машина может быть предназначена для ремонта или строительства оборудования. Используется ли он для продвинутых работ или для домашнего использования?
- Недорогой — В эту категорию можно отнести несколько факторов. Более тяжелые машины с гибкими опциями, как правило, дороже, чем более легкие машины с базовыми функциями.
- Удобный для пользователя- Сварщик должен знать свою отрасль. Различные машины предлагают базовые или продвинутые методы. Ищите ту, с которой вы можете расти или в которую вы можете расти.
- Принадлежности- Если машина имеет внешний газовый щит, вам потребуются баллоны с этим газом. Посмотрите на стоимость наполнителя для металлов или необходимого защитного снаряжения.
- Качество- Различные процессы сварки имеют разное качество сварных швов. Здесь вы должны расставить приоритеты в рабочих потребностях.
- Варианты позиционирования- Не все сварочные аппараты предлагают все положения сварки. Сварные позиции включают в себя:
- Flat
- Горизонтальный
- Вертикальный
- на стадии головки
- DILE-CICT-DIMEL -ER. Информация такого рода может повлиять на производительность вашей работы. Один совет: если вы увеличите силу тока, то сможете снизить свой обычный рабочий цикл.
 Постоянный ток является предпочтительным методом, поскольку он имеет лучшую выходную мощность, чем переменный ток.
Постоянный ток является предпочтительным методом, поскольку он имеет лучшую выходную мощность, чем переменный ток. Ищите ту, с которой вы можете расти или в которую вы можете расти.
Ищите ту, с которой вы можете расти или в которую вы можете расти.Дополнительная литература: 9 различных типов сварочных процессов и их преимущества
10 типов сварочных аппаратов и их применение
Некоторые из этих аппаратов хорошо работают в магазинах или дома. Вот 10 основных сварочных процессов и аппаратов, которые мы обнаружили в наличии:
Вот 10 основных сварочных процессов и аппаратов, которые мы обнаружили в наличии:
Проверить сварочный аппарат на Amazon Now
| Nr. | Тип сварочного аппарата |
| 1 | Shielded Metal Arc Welding |
| 2 | Gas Metal Arc Welding |
| 3 | Flux-Cored Arc Welding |
| 4 | Gas-Tungsten Arc Welding |
| 5 | Энергетическая лучевая сварка |
| 6 | Плазменная дуговая сварка |
| 7 | Атомно-водородная сварка |
| 0 90 Подводная сварка0390 | |
| 9 | Газовая сварка Кислородно-ацетиленовая |
| 10 | Многоцелевая |
Включены методы, которые знакомы и не так уж знакомы. Мы хотели охватить их все для сравнения.
1.
 Аппарат для дуговой сварки металлическим электродом в среде защитного газа (SMAW) или сварочный аппарат
Аппарат для дуговой сварки металлическим электродом в среде защитного газа (SMAW) или сварочный аппаратЭти аппараты могут работать как на переменном, так и на постоянном токе. Сварщик использует покрытые флюсом электродные стержни (стержни) разных размеров.
Так как машина не использует дополнительный газовый щит, нет необходимости носить с собой баллон. Стержни покрыты флюсом, который обеспечивает защиту от загрязнений. Сварка может производиться снаружи или внутри помещения.
Вы можете использовать сварочный аппарат на окрашенных или ржавых поверхностях . Это может помочь сэкономить время. Качество сварки SMAW не всегда самое лучшее и может привести к большему количеству отходов, поскольку около 20% стержня остается неиспользованным.
По сравнению с другими машинами сварочные аппараты SMAW считаются экономичными и доступными. Стоимость по-прежнему может варьироваться в зависимости от того, какие функции включены в машину.
Хотя это удобный вариант как для начинающих, так и для опытных сварщиков, большинство экспертов не рекомендуют использовать электродуговую сварку тонких материалов.
- Рекомендуемые материалы включают в себя:
- Сталь
- СТАЙНАЛЬНАЯ СТАЛА
- ЧИСТ ИЗНАЧЕНИЯ
Промышленность Вы часто используете для SMAW.
использовать. Несмотря на то, что у этого типа сварочного аппарата есть некоторые особенности, методы часто быстро усваиваются.
Сварщику MIG требуется чистая поверхность для правильной сварки; плохо работает на ржавом или окрашенном материале. Этот процесс позволяет сваривать материал толщиной до 26G 9.0519 .
В процессе используется внешний газовый щит, а это означает, что вам понадобится газовый баллон, обычно с аргоном. Как только вы приобретете опыт и узнаете, как реагируют различные газы, вы сможете использовать другие газы для работы с различными металлами.
Рекомендуемые материалы MIG можно использовать с помощью:
- Алюминий
- Сталь
- Карбоновая сталь
- Магний
- 9
- 0016
- Nickel
- Silicon Bronze
Industries you often find MIG in:
- Automotive
- Robotics
- Construction
- Shipyards
- Home and Farm
3. Аппарат для дуговой сварки порошковой проволокой (FCAW)
Сварочный аппарат FCAW может работать как в помещении, так и на открытом воздухе благодаря электроду, заполненному флюсом. Нет необходимости во внешнем газовом щите. Электрод подается непрерывно, поэтому нет необходимости останавливать и перезапускать.
Нет необходимости во внешнем газовом щите. Электрод подается непрерывно, поэтому нет необходимости останавливать и перезапускать.
Сварочный аппарат Check Mig на Amazon Now
Небольшое примечание: вы можете использовать дополнительную внешнюю газовую защиту с FCAW, известную как двойная защита. Это хорошо для более толстых сварных швов.
Эти машины производят меньше дыма и меньше отходов электродов. Известно, что они выделяют некоторое количество дыма во время работы.
Узнайте больше о безопасности сварщиков — Здесь вы можете найти статью с нашего сайта о средствах индивидуальной защиты для сварщиков — СИЗ | Список и требования
Некоторые аппараты могут быть дорогими, но обеспечивают чистую и качественную сварку. FCAW лучше всего работает с более толстыми металлами, на самом деле это не рекомендуется для любого материала тоньше 20G.
FCAW аналогичен процессу MIG, за исключением того, что он считается более мощным и использует другую газовую защиту. Некоторые сварочные аппараты FCAW могут сильно нагреваться, достигая почти 1000 ампер.
Некоторые сварочные аппараты FCAW могут сильно нагреваться, достигая почти 1000 ампер.
Обычно эти сварочные аппараты работают на постоянном токе, но иногда встречаются и на переменном токе.
Материалы, рекомендуемые для FCAW:
- Углеродные стали
- на основе никеля
- Диаттх.
- Изготовление
- Строительство
4. Аппарат для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) или аппарат для сварки TIG
Этот тип сварки может быть сложным и требует многозадачности. Для сварки TIG необходимо держать сварочную горелку одной рукой, а другой подавать присадочный материал. Для управления силой тока (температурой) сварщик использует лепестковую ножку или пульт дистанционного управления, чтобы увеличивать или уменьшать то, что необходимо во время текущего сварного шва.
Проверить сварочный аппарат TIG на Amazon Now
Поначалу TIG может показаться пугающим, но он обеспечивает точные сварные швы, которые хорошо работают с различными материалами. Вы можете использовать TIG с широким диапазоном толщины металла.
Этот сварочный аппарат оснащен внешней газовой защитой, которая защищает расплавленную ванну от загрязнений. Этот газ обычно представляет собой аргон или смесь аргона и гелия. Одним из ключевых отличий от TIG является неплавящийся вольфрамовый электрод.
GTAW требуется чистая поверхность без грязи и ржавчины. Пользователь всегда может очистить поверхность, сошлифовав краску или выполнив соответствующую очистку.
Некоторые из этих машин могут быть дорогостоящими, но это зависит от того, что вам нужно, и от того, какая у них мощность. Известно, что изучение того, как использовать этот процесс сварки, помогает людям получить сертификат сварщика.
Materials recommended for TIG are:
- Brass
- Copper
- Steel
- Stainless Steel
- Aluminum
- Titanium
- Magnesium
Отрасли, в которых вы найдете Сварочные аппараты TIG:
- Системы трубопроводов
- Аэрокосмическая промышленность
- Мотоциклы
- Изготовление гоночных автомобилей
- Ювелирные изделия
- Art
- Дома и ферма
5.
 5. 5. 5. 5. 5.55. 5.000. может сваривать толстые металлы с тонкими. Он также соединяет металлы разных марок.
5. 5. 5. 5. 5.55. 5.000. может сваривать толстые металлы с тонкими. Он также соединяет металлы разных марок.EWB может нацеливаться на определенные точки на металлах. Тепловая деформация в местах сварки практически отсутствует.
Поскольку этот тип сварки необходимо выполнять в вакууме, поскольку электронный луч будет поглощаться воздухом, этот тип аппарата не предназначен для домашнего использования.
Industries you find EWB in include:
- Aerospace
- Automotive
- Defense
- Medical
- Oil and Gas
- Power Generation
6. Машина для дуговой плазменной сварки (PTAW)
Это более крупные промышленные машины. Сварочные аппараты дороже, чем знакомые нам, которые мы обсуждали
Машина PTAW аналогична процессу GTAW, но вокруг вольфрамового электрода имеется анод. Этот анод сужает дугу, направляя ее с лазерной точностью.
Этот анод сужает дугу, направляя ее с лазерной точностью.
Этот анод также действует как экран для электрода, защищая его от порошкообразного наполнителя, который используется в этом процессе. Наполнитель может быть изменен в зависимости от сварного шва.
Эти сварочные аппараты используются в авиастроении.
7. Аппарат для сварки атомным водородом (AHW)
Другим типом сварочного аппарата является аппарат для сварки атомным водородом или AHW. Кто-то должен иметь опыт работы с этим типом сварщика. AHW — это процесс сварки, при котором электрическая дуга образуется между двумя вольфрамовыми электродами с водородом в качестве газовой защиты. Наполнитель необходимо вводить отдельно.
Этот процесс не используется так часто, как GMAW, и постепенно заменяется из-за стоимости. AHW может использоваться для тонких и толстых материалов и подходит для ситуаций, требующих быстрой сварки.
Материалы AHW совместим с включением:
- Нержавеющая сталь
- Некоторые специальные сплавы
- Фроновая и непреднаходная металлы
8.
 Подручная дуга. где дуга образуется между постоянно подаваемым электродом и рабочим основанием. Там не газовая защита, а порошкообразный флюс . Дуга погружается в поток, где ее больше не видно.
Подручная дуга. где дуга образуется между постоянно подаваемым электродом и рабочим основанием. Там не газовая защита, а порошкообразный флюс . Дуга погружается в поток, где ее больше не видно.Этот процесс позволяет получить высококачественный сварной шов. Flux можно использовать повторно, что снижает количество отходов.
Так как это автоматизированная или полуавтоматическая система, вам не нужно иметь большой опыт, чтобы использовать эту машину. Это не переносная машина.
Материалы, хорошо работающие с SAW:
- Сталь
- Нержавеющая сталь
- Стальные и никелевые сплавы
, где вы можете найти методы пилы:
- Производство трубопровода
- Производство давления сосудов

Это метод сварки, при котором в качестве теплоносителя используется горючий газ в сочетании с кислородом. Основным элементом этого сварного шва является пламя, образующееся на конце горелки. Это пламя расплавляет основу и возможный наполнитель, образуя непрерывный сварной шов.
Этот метод лучше подходит для более тонких материалов и не так хорош для более толстых. Сварщик может эффективно контролировать свою температуру и сварной шов, используя этот процесс.
Газовая сварка Oxy AcetyleneЭто то, на что может обратить внимание каждый, потому что это относительно низкая стоимость, а машины портативны. Эта установка состоит из нескольких компонентов:
- Баллоны для каждого газа
- Регуляторы давления
- HOSE
- Ручка горелки
- Советы по разрезанию
- Советы по нагреву
- Советы поля 9004
9
 только для использования. Оснащенные. Используются только с вариантами. .
только для использования. Оснащенные. Используются только с вариантами. .Возможно, вы не так часто встречаете этот метод в промышленности, но вы можете найти его в:
- Работа в полевых условиях и в мастерских
- Ремонт автомобилей
- пухлый
- Изготовление
- Art
Проверьте сварки газовых аксессуаров на Amazon. многоцелевой. Это означает, что некоторые машины могут предлагать различные процессы сварки.
Если вы не хотите быть ограниченным в выборе сварки или использовании материалов, ищите сварочный аппарат, который может выполнять более одного процесса.
Существуют аппараты MIG, которые могут использовать FCAW. Возможно, вам потребуется приобрести дополнительные аксессуары или изменить настройки сварочного аппарата.
Мы также нашли аппараты TIG, которые можно использовать в качестве сварочных аппаратов. Это просто вопрос настройки параметров.
Это просто вопрос настройки параметров.
Другие сварочные инструменты, которые вам понадобятся
Когда дело доходит до сварки, вам понадобятся дополнительные инструменты, которые помогут завершить ваши проекты. Сварщик должен подумать о необходимых дополнительных инструментах или приспособлениях:
- Extra filler (sticks, wire)
- Angle Grinder
- Wire Brushes
- Slag hammer
- C-Clamps
- Welding Magnets
- Ball peen молоток
- Очистители наконечников
- Кремневые бойки
- Плоскогубцы
- Кусачки линейных
0013 Холодные долоты - Драйверы с плоской головкой и винтами Philips
- Круглые и плоские файлы
- Уровни и квадраты
- Листовый металлический малиал
 вы можете обнаружить, что вам нужны другие инструменты, которые лучше соответствуют вашим потребностям. По мере приобретения опыта сварки вы будете собирать инструменты и предметы по пути.
вы можете обнаружить, что вам нужны другие инструменты, которые лучше соответствуют вашим потребностям. По мере приобретения опыта сварки вы будете собирать инструменты и предметы по пути.Проверьте многоцелевые сварочные аппараты на Amazon сейчас
Защитное снаряжение, необходимое для сварки
- Кожаные или механические перчатки- На рынке есть сварочные перчатки, которые могут удовлетворить ваши потребности. Вам нужна тяжелая перчатка, которая предотвращает ожоги от возможных искр.
- Защитные очки tr Защитные очки — Вам необходимо надевать их каждый раз, когда вы выполняете работы по резке или долблению. Что-то легко может снова попасть вам в глаза.
- Шлем с автоматическим затемнением – Необходим тонированный лицевой щиток. Этот автоматический режим дает вам возможность все время держать его нажатым, чтобы вы не потеряли свое место.
- Твердые сапоги- Вам просто нужно что-то, что не даст случайным искрам прогореть.
- Кожаная куртка или фартук- Во время сварки от изделия могут исходить искры и брызги. Вы хотите сделать все возможное, чтобы защитить свою одежду и кожу.
- Беруши- Это можно считать необязательным, если только ваше место не является шумным. Вам нужна пара, которая блокирует шум, но не отвлекает вас от окружения.

Связанные чтения: Средства индивидуальной защиты для сварщиков – СИЗ | Список и требования
Подержанные сварочные аппараты
Подержанные сварочные аппараты, как правило, имеют меньшую цену, чем более новые модели. Этот маршрут может подойти вам, если цена является проблемой или вы не уверены, какую технику хотите попробовать. Вместо б/у ищите восстановленные.
На что обратить внимание при покупке подержанного сварочного аппарата:
- Какой сварочный процесс вам нужен? – Вам нужно знать, хотите ли вы сварочный аппарат типа MIG или другой процесс. Посмотрите на многоцелевые сварочные аппараты для получения дополнительных возможностей.
- Какое напряжение требуется? – Это может зависеть от того, где вы планируете установить. Если максимум, что может предложить ваше местоположение, — это 220 В, вам нужна совместимая машина.
- Что такое текущий рабочий цикл? – Вам нужно знать, насколько это изменилось. Низкий рабочий цикл может повлиять на производительность.
- Для чего он изначально использовался? — Машина, используемая для ремонта в магазине, вероятно, будет изнашиваться иначе, чем машина, используемая по дому. Это может показать вам, сколько жизни у него осталось.
- Внешний вид- Ищите поврежденные ручки или царапины и вмятины. Если повреждений слишком много, это может быть связано с внутренними проблемами.
- Проверьте шнур на наличие повреждений- Повреждение шнура может быть вызвано неправильным хранением и частым использованием. Можно заменить шнуры, но вы должны решить, стоит ли это усилий.
 Посмотрите на многоцелевые сварочные аппараты для получения дополнительных возможностей.
Посмотрите на многоцелевые сварочные аппараты для получения дополнительных возможностей. Можно заменить шнуры, но вы должны решить, стоит ли это усилий.
Можно заменить шнуры, но вы должны решить, стоит ли это усилий.Восстановленный сварочный аппарат все еще используется, но продавец заменил некоторые детали и, возможно, покрасил или улучшил поверхность. Рекомендуется задавать вопросы о том, какие детали были заменены и почему.
Надеюсь, вы действительно сможете протестировать машину или попросить владельца показать вам, как она работает.
Рекомендуемая литература
9 Различные типы сварочных процессов и их преимущества
Что делать, если ваш сварочный аппарат не дает искры? 4 простых шага
5 основных преимуществ дуговой сварки по сравнению с газовой сваркой
Вот некоторые из моих любимых инструментов и оборудования
Спасибо, что прочитали эту статью. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, посетите этот ресурс , который я сделал для вас!
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
 Наша номенклатура изделий также включает сварочный аппарат MMA на основе инвертора и сварочный аппарат TIG на основе инвертора.
Наша номенклатура изделий также включает сварочный аппарат MMA на основе инвертора и сварочный аппарат TIG на основе инвертора. Это точность, разработанная для обеспечения низкого энергопотребления и помогающая сэкономить 40% счетов за электроэнергию. Некоторые из его других функций включают в себя:
Это точность, разработанная для обеспечения низкого энергопотребления и помогающая сэкономить 40% счетов за электроэнергию. Некоторые из его других функций включают в себя: 10.00
10.00 Все права защищены (Условия использования)
Все права защищены (Условия использования)Сварка: значение, характеристики и конструкция | Отрасли
РЕКЛАМА:
В этой статье мы обсудим: 1. Значение сварки 2. Преимущества сварки перед другими соединениями 3. Сварочное излучение 4. Свариваемость металлов 5. Этапы выполнения сварки 6. Характеристики 7. Зона термического влияния (ЗТВ) в Сварка 8. Последние тенденции 9. Дизайн 10. Контроль качества 11. Проверка окончательных сварных швов и некоторые другие.
Комплектация:
- Значение сварки
- Преимущества сварки перед другими соединениями
- Сварочное излучение
- Свариваемость металлов
- Этапы выполнения сварки
- Характеристики сварочного процесса
- Зона термического влияния (ЗТВ) при сварке
- Последние тенденции в области сварки
- Конструкция для сварки
- Контроль качества сварки
- Проверка окончательных сварных швов
- Сварка и области ее применения
- Компьютеризация технологии сварки
- Здоровье и безопасность при сварке
- Аттестация процедур сварки, производительности сварщиков и расходных материалов для сварки
1. Значение
Значение
РЕКЛАМА:
Термин «сварка» используется для обозначения широкого спектра методов склеивания. В широком смысле процесс сварки можно разделить на сварку плавлением и сварку в твердой фазе.
Сварка плавлением — это процесс соединения двух металлических частей с применением тепла. Две соединяемые детали соединяются вместе, нагреваются, часто с добавлением присадочного металла, пока они не расплавятся и не затвердеют при охлаждении.
Тепло может выделяться несколькими способами, а именно. сжигание топливного газа с кислородом (кислородно-ацетиленовая газовая сварка), электрическая дуга, электрический нагрев сопротивлением, плазменная дуга, электронные лучи, лазерный луч и т. д. Наряду с применением тепла в некоторых случаях также применяется давление для лучшего действия. присоединения.
Для дополнительной прочности иногда также используется наполнитель. Это очень древнее искусство, и оно началось с соединения металлов путем нагревания их до очень высокой температуры (достаточной для образования сцепления) и последующего ковки.
РЕКЛАМА:
Различные способы приложения давления для осуществления сварки: удар молотком и прокатка. При сварке без приложения давления металлы переводятся в жидкое состояние и соединяются каким-либо присадочным материалом.
Сварные швы в твердой фазе производятся путем приведения чистых поверхностей компонентов в плотный контакт для получения металлической связи с применением тепла или без него, но приложение давления необходимо для индукции пластического течения.
В настоящее время разработаны многие процессы сварки, и, вероятно, нет ни одной отрасли, которая не использует процесс сварки при изготовлении своей продукции в той или иной форме. Это самый быстрый и простой способ изготовления и сборки металлических деталей.
Исследования, проведенные в этой области, дали различные способы и методы сварки практически всех металлов. Были также найдены способы сварки разнородных металлов. Одна из прелестей сварки по сравнению с другими процессами соединения металлов заключается в том, что с помощью этого процесса мы можем получить более 100% прочности соединения, и это очень простой процесс.
РЕКЛАМА:
Мы будем иметь дело со всеми различными процессами сварки, используемыми в наши дни, оборудованием, используемым для каждого процесса, способами подготовки соединения и различными необходимыми операциями.
В настоящее время сварка широко используется в следующих областях:
я. Автомобильная промышленность,
ii. Рамы авиационных машин,
РЕКЛАМА:
III. Строительные работы,
ив. Танков,
v. Ремонт машин,
VI. Судостроение, изготовление трубопроводов для тепловых электростанций и нефтеперерабатывающих заводов,
РЕКЛАМА:
VII. Изготовление металлоконструкций.
В настоящее время существует большая конкуренция между процессами сварки и литья.
В настоящее время многие литые изделия изготавливаются путем сварки различных деталей. Преимущество такой конструкции в том, что изделия легче и прочнее. Газовая резка – еще одна область применения сварочного процесса, играющая очень важную роль в промышленности.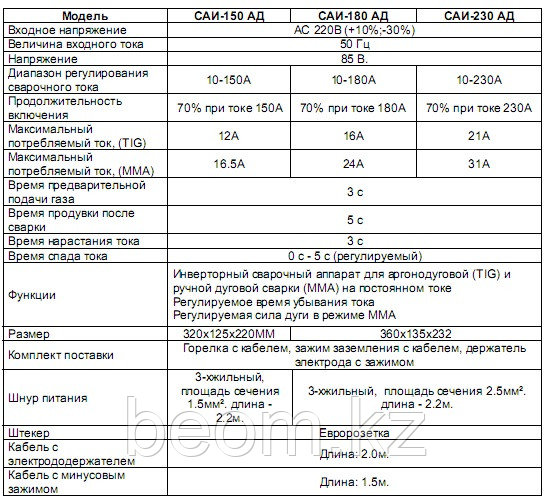
2. Преимущества сварки перед другими соединениями
:я. Здания, мосты и сооружения можно строить легче и, следовательно, выше за счет уменьшения веса.
ii. Они дешевы также из-за снижения веса и стоимости материалов. Дополнительную прочность соединения можно получить, используя элементы конструкции значительно меньшего размера. Соединения компактны и не требуют дополнительных пластин, как в случае заклепочных соединений.
III. Сварные соединения обладают более высокой коррозионной стойкостью по сравнению с болтовыми и заклепочными соединениями.
ив. Сварные соединения герметичны для резервуаров и сосудов.
v. Сварные конструкции можно легко и экономично модифицировать.
VI. В сварных соединениях возможно множество различных типов соединений.
3. Сварочное излучение
: Сварка производит лучи с большей длиной волны по сравнению с рентгеновскими лучами или гамма-лучами. Их можно разделить на лучи видимого света, инфракрасные лучи и ультрафиолетовые лучи. Испускаемые видимые световые лучи могут вызвать напряжение глаз и общий дискомфорт.
Их можно разделить на лучи видимого света, инфракрасные лучи и ультрафиолетовые лучи. Испускаемые видимые световые лучи могут вызвать напряжение глаз и общий дискомфорт.
Ультрафиолетовые лучи невидимы и могут вызвать ожоги на незащищенной коже. Инфракрасные лучи имеют более длинную длину волны, и они производят тепло, когда они ударяются о поверхность и поглощаются ею. Длительное воздействие может вызвать ожоги кожи.
Защита сварщиков :
Сварщики должны защищать себя от искр, горячего металла, ультрафиолетовых, инфракрасных и видимых световых лучей, сварочного дыма и других опасностей. Сварщик должен носить сварочную куртку или рукава из кожи или джинсовой ткани, кожаные леггинсы, кожаные сварочные перчатки, плотно прилегающие к рукавам куртки, и сапоги с высоким голенищем. Одежда должна сидеть достаточно плотно, чтобы на открытые участки кожи не попадали искры или ультрафиолетовые лучи. Необходимо носить защитные очки или очки с защитными линзами и боковыми щитками.
Сварные соединения :
Тип соединения определяется относительным положением двух соединяемых деталей. Существует около пяти основных типов соединений, наиболее часто используемых в сварочных процессах. К ним относятся стыковые соединения, соединения внахлестку, Т-образные соединения, угловые соединения и краевые соединения.
Последние четыре типа также называются угловыми швами. Обычно подготовка кромок не требуется, поэтому их производство дешевле, чем сварка встык. Рис. 9.8 (а) показаны различные типы угловых швов, а на рис. 9.9 (б) показана терминология, используемая для угловых швов.
Угловые сварные швы не требуют подготовки кромок. Можно отметить, что одиночный угловой шов достаточно прочный, так как сплавление происходит по всей толщине листа.
Сварные детали:
Рис. 9.9 (а) и 9.9 (б) показаны все части сварного шва и используемая терминология.
Обозначение сварки:
Согласно Американскому обществу сварщиков (AWS), стандартное обозначение сварки и важные особенности обозначения сварки показаны на рис. 9.10. Он указывает тип и спецификацию сварного шва.
9.10. Он указывает тип и спецификацию сварного шва.
Основные обозначения сварных швов для различных типов сварных швов:
На рис. 9.11 (b) ниже показано, как использовать эти символы сварки.
4. Свариваемость металлов
:Термин свариваемость был определен Американским обществом сварщиков как «способность металла быть сваренным в условиях изготовления, приложенных к конкретной, соответствующим образом спроектированной конструкции, и удовлетворительно работать в предполагаемых условиях эксплуатации» .
Это означает, что если конкретный металл обладает хорошей свариваемостью, он должен легко поддаваться сварке, чтобы удовлетворительно работать в изготовленной конструкции, а также не должен требовать дорогостоящих или сложных и требовательных процедур для получения прочных соединений.
Существуют определенные сходства и различия между различными процессами сварки в зависимости от свариваемости металлов. Свариваемость любого металла может быть изменена физическими, химическими, термическими и металлургическими свойствами, т. Е. Использованием надлежащей технологии сварки, защитной атмосферы, флюса, присадочного материала и, в некоторых случаях, соответствующей термической обработкой металла до и после наплавки.
Свариваемость любого металла может быть изменена физическими, химическими, термическими и металлургическими свойствами, т. Е. Использованием надлежащей технологии сварки, защитной атмосферы, флюса, присадочного материала и, в некоторых случаях, соответствующей термической обработкой металла до и после наплавки.
Следующие металлы имеют хорошую свариваемость в порядке убывания:
а. Железо,
б. Углеродистая сталь,
в. Литая сталь,
д. Чугун,
эл. Низколегированные стали и
ф. Нержавеющие стали.
5. Этапы выполнения сварки
:я. Идентификация сварных швов, тип соединения, расчет площади сварного шва по анализу напряжений, подготовка чертежа с указанием всех важных особенностей.
ii. Выбор соответствующего процесса сварки в зависимости от наличия оборудования, квалификации персонала, металлургических требований и требований к качеству, наличия времени и общей экономии.
III. Процедура сварки, т.е. последовательность сварки (резка, очистка пластин, подготовка кромок и т. д.), использование шаблонов и приспособлений, монтажная сборка, планирование процесса, методы испытаний и т. д.
ив. Выполнение сварочных работ с надлежащим контролем и контролем на всех этапах.
v. Удаление шлака, зачистка сварных швов.
VI. Снятие стресса правильным лечением.
VII. Контроль, предпочтительно неразрушающими методами на размерный, металлургический, дефектоскопию и др.
VIII. Улучшения на будущее, основанные на отзывах существующих систем, чтобы избежать дефектов.
6. Характеристики процесса сварки
:а. Скорость осаждения:
Масса отложенного металла (кг) за определенный период времени (час).
б. Эффективность наплавки (также называемая эффективностью электрода при дуговой сварке):
Это отношение веса осаждения к весу плавления.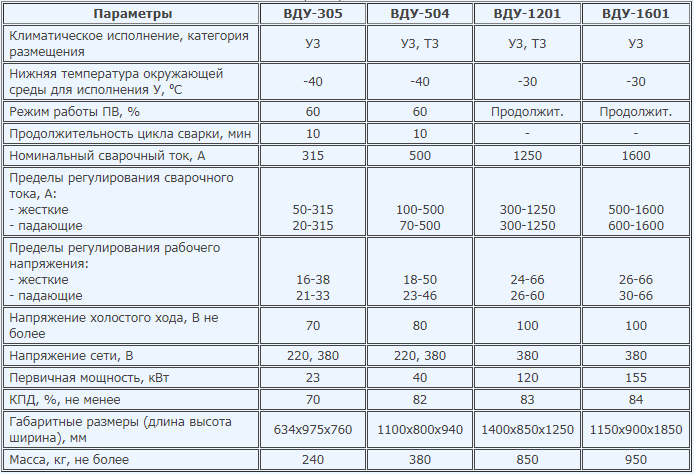 Она составляет порядка 60—75 % при дуговой сварке в защитных газах, 85—90 % для дуговой сварки порошковой проволокой, 90—95 % для дуговой сварки металлическим электродом в среде защитного газа, 90—100 % для дуговой сварки вольфрамовым электродом в среде защитного газа и около 95 % для дуговой сварки под флюсом.
Она составляет порядка 60—75 % при дуговой сварке в защитных газах, 85—90 % для дуговой сварки порошковой проволокой, 90—95 % для дуговой сварки металлическим электродом в среде защитного газа, 90—100 % для дуговой сварки вольфрамовым электродом в среде защитного газа и около 95 % для дуговой сварки под флюсом.
г. Коэффициент эксплуатации:
Это отношение общего фактического времени сварки ко времени, которое оператор тратит на выполнение сварки. Для дуговой сварки металлическим электродом в защитных газах и сварки вольфрамовым электродом в среде защитного газа она составляет порядка 20—30 %, для дуговой сварки в среде защитного газа (ручной) — 50 %, для автоматической дуговой сварки металлическим электродом и сварки под флюсом — 100 %.
д. Проникновение:
Это важная характеристика сварки плавлением, представляющая собой отношение ширины сварного шва к его глубине. Он составляет порядка 1,25 для дуговой сварки в среде защитного газа, 2,5 для дуговой сварки в защитных газах, 5 для плазменной дуговой сварки и 15 для электронно-лучевой сварки.
Сварочный процесс с большей проникающей способностью требует узкой канавки, меньшей зоны термического влияния и деформации, а также меньшего расхода присадочного металла.
эл. Скорость сварки:
Скорость, с которой движется электрод или происходит осаждение.
ф. Потребление тепла:
Выражается как:
Он составляет порядка 0,1—0,6 для электронно-лучевой сварки и лазерной сварки, 0,3—1,5 для дуговой сварки вольфрамовым электродом в среде защитного газа, 0,5—3 для дуговой сварки в среде защитного газа и электродуговой сварки в защитных газах, 1—10 для дуговой сварки под флюсом и 5—50 для электрошлаковой сварки.
г. Удельная мощность:
Это интенсивность тепла, выраженная в Вт/м 2 . Проплавление сварного шва пропорционально плотности мощности.
Порядка от 5 x 10 6 до 5 x 10 8 Вт/м 2 для дуговой сварки в защитных газах и дуговой сварки в среде защитного газа, 5 x 10 6 — 5 x 10 10 Вт/м 2 для плазменной сварки, от 10 10 до 10 12 Вт/м 2 для процессов электронно-лучевой и лазерной сварки.
7. Зона термического влияния (ЗТВ) при сварке:
ЗТВ стали представляет собой область, нагретую от температуры AC 1 до температуры чуть ниже температуры плавления. При сварке плавлением материал вблизи сварного шва испытывает большие термические колебания.
Некоторые металлургические изменения в ЗТВ имеют место. Это могут быть основные фазовые изменения матрицы или процесс осаждения. Даже в материалах, не демонстрирующих фазового перехода или осаждения во время сварки, может происходить рекристаллизация и рост зерен.
ЗТВ играет важную роль в определении холодного растрескивания сварного шва, ударной вязкости, водородного охрупчивания, коррозионного растрескивания под напряжением и т. д. в суровых условиях эксплуатации. Поэтому желательно детальное изучение ЗТВ.
Ширину ЗТВ можно оценить по пиковым температурам, полученным экспериментально в дискретных точках от осевой линии сварного шва. Изменение микроструктуры в разных зонах сварки можно проследить по фото-макро- и микрофотографиям.
Термические циклы, связанные с дуговой сваркой и сваркой под флюсом, создают зону термического влияния (ЗТВ). Наблюдались отдельные случаи растрескивания при повторном нагреве в этих зонах. Таким образом, считается, что они наносят ущерб целостности компонента.
Тем не менее, с улучшенными основными металлами и методами сварки (низкая тепловложение 20 кДж/см, малый угол атаки, большое перекрытие и использование техники отпускных валиков на сварной башмаке) можно обеспечить преобладающую мелкозернистую микроструктуру в стыковом шве ЗТВ. Эта тонкая структура под жесткой закалкой термического цикла сварки и отпуском послесварочной термообработки (PWHT) достигает высокого уровня ударной вязкости.
8. Последние тенденции в области сварки:
Разрабатывается модель процесса дуговой сварки металлическим газом, которая будет связывать геометрию сварочной ванны с током, напряжением, скоростью подачи проволоки и скоростью сварки. Разрабатывается электрооптическая камера с лазерным усилением, обеспечивающая изображение сварочной ванны и электродной проволоки с почти полным подавлением света дуги.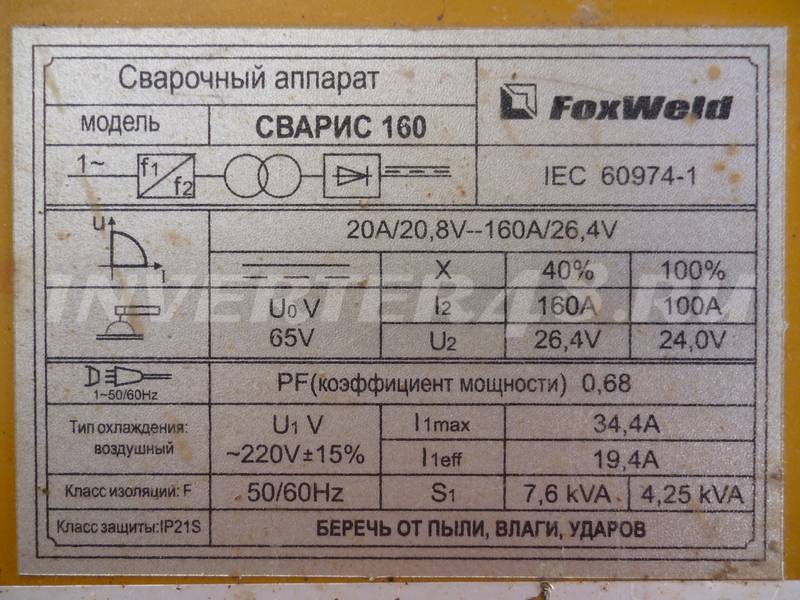
Разрабатывается ультразвуковой преобразователь, который будет размещен рядом со сварочной горелкой для обеспечения прямых измерений плавления боковых стенок и проникновения в сварочную ванну. Он также будет обнаруживать пористость, несплавление и трещины в сварных швах по принципу «проход за проходом».
9. Конструкция для сварки:
Для получения наилучших результатов при проектировании сварки любого соединения необходимо учитывать следующие моменты.
1. Поверхности, которые должны быть соединены с помощью любого процесса сварки, должны быть достаточно чистыми, чтобы можно было соприкасаться с чистыми металлическими поверхностями.
2. Флюсы следует применять при сварке всех видов металлов, кроме низкоуглеродистой стали, чтобы образовавшийся при нагреве оксид растворялся и можно было получить прочные сварные соединения.
3. Выбор сварных соединений должен быть таким, чтобы удовлетворять требованиям конструкции, стоимости и практичности сварки.
Конечно, лучший сустав тот, который наименее дорог и удовлетворяет следующим требованиям:
(а) Интенсивность нагружения и его характеристики, т.е. создается ли нагрузка растяжением, сжатием или их комбинацией, и в какой степени играют роль изгибающие, усталостные или ударные напряжения.
(b) Эффект коробления при охлаждении и простота сварки, оба из которых влияют на внешний вид соединения.
(c) Стоимость подготовки стыка и фактическая стоимость сварки.
(d) Требуемое мастерство и тип квалификации.
4. При условии, что физические свойства металла шва равны или превосходят свойства основного металла, что обычно верно, правильно выполненные швы с разделкой кромок не должны быть усилены за пределы минимальной глубины горла.
5. Объем сварки, указанный для сварной конструкции, должен быть минимальным, т. е. соответствовать допустимым напряжениям в составных частях, таких как основной металл, болты и другие крепежные детали.
6. Поскольку сварка в горизонтальном положении, как правило, выполняется быстрее и вызывает меньшую усталость, чем сварка в других положениях, во время сварки конструкция должна быть сконструирована или расположена соответствующим образом, если это практически возможно.
7. Все сварные швы должны быть легко доступны для облегчения изготовления, испытаний и ремонта с минимальным вмешательством.
10. Контроль качества сварки:
Для успешной сварки соединений большего внимания заслуживает контроль качества. Руководство по контролю качества, подробно описывающее каждый этап контроля качества до, во время и после изготовления изделия, должно быть подготовлено для обеспечения того, чтобы не было сокращений, а для получения качественных сварных швов использовались надлежащее оборудование и методы.
Инспектор по сварке должен позаботиться о следующих моментах:
я. Убедитесь, что вся работа выполняется в соответствии с применимыми нормами или стандартами и что не допускаются никакие отклонения.
ii. Убедитесь, что основные металлы и присадочные металлы (электроды, проволока и т. д.) соответствуют техническим условиям и находятся в надлежащем состоянии.
III. Убедитесь, что сварочные машины и оборудование находятся в подходящем состоянии для получения приемлемых сварных швов.
ив. Убедитесь, что сварщики имеют достаточный опыт и квалификацию для выполнения работы.
v. Убедитесь, что подготовка соединения и подгонка соответствуют указанным на чертежах и находятся в пределах допусков.
VI. Осмотрите, оцените и отметьте все сварные соединения с минимальным визуальным осмотром.
VII. Обзор и оценка разрушающих и неразрушающих испытаний.
VIII. Убедитесь, что сварщики используют указанные методы для определенных приложений, позиций или электродов.
икс. Ведение необходимых записей и отчетов.
11. Проверка окончательных сварных швов:
Необходимо проверить следующие элементы:
а. Для угловых швов:
Для угловых швов:
я. Длина голени (разница длины голени на равнобедренных галтелях не должна превышать 3 мм).
ii. Выпуклость вершины шва (обычно допускается выпуклость заподлицо до 2,5 мм).
III. Длина шва.
б. Для разделочных швов:
я. Провар в корне для полного сплавления (у корня не должно быть видно ни заводской, ни несплавленной кромки).
ii. Выпуклость вершины шва (обычно допускается 3 мм). Кроме того, как угловые швы, так и швы разделки должны быть проверены на наличие следующих дефектов сварки.
III. Трещины — подрез — чрезмерное разбрызгивание — пористость — недолив.
Дефекты сварных швов оцениваются по следующим трем определяющим факторам: тип (шлаковые включения, трещины и т. д.), размер (небольшие шлаковые включения размером 2 мм допускаются, но отклоняются сверх этого) и расположение (несплошности на углах или концах сварных швов являются серьезными ).
12. Сварка и области ее применения:
Первоначально экономическое значение сварки осознавалось в основном для ремонта и утилизации всех видов изношенного и поврежденного металлического оборудования и деталей.
Экономия и улучшения, вызванные новейшими технологиями резки и сварки, сделали их выдающимся инструментом для производства, строительства и технического обслуживания.
Некоторые из его приложений перечислены ниже:
я. Замена литья:
Большое разнообразие деталей машин, которые изготавливались методом литья, в настоящее время проектируются и изготавливаются сварными. Основание, рамы и кронштейны машин изготовлены из стандартных стальных профилей и листов проката и соединены одним из способов сварки.
ii. Замена заклепок и болтов:
Сварка день ото дня приобретает все большее значение в соединении металлов, поскольку она обеспечивает быстрое и надежное соединение, и в то же время соединяемая конструкция имеет меньший вес.
iii. Сварка как единственный способ изготовления:
Сварка является единственным решением в тех случаях, когда оборудование должно быть изготовлено из стальных листов, толщина которых больше, чем у тех, которые соединяются с помощью заклепок и чеканки.
Практическое применение сварки в производстве, строительстве и техническом обслуживании:
Сварка успешно применяется в авиационной промышленности при строительстве и техническом обслуживании авиационных двигателей и принадлежностей, корпусов котлов, сосудов под давлением и резервуаров, мостов, производстве кранов, строительных конструкций, режущих инструментов и штампов, землеройного оборудования, печей и котлов. .
13. Компьютеризация технологии сварки:
Прежде чем выбрать желаемый метод сварки и параметры сварки, инженер-сварщик должен выполнить много трудоемкой работы. Компьютерный подбор параметров сварки, безусловно, поможет ему улучшить качество, подобрать оптимальные параметры, снизить себестоимость, повысить достоверность расчета. Информация и истории болезни могут быть сохранены в более компактной форме и, таким образом, можно наилучшим образом использовать прошлый опыт.
Инженер-сварщик вначале рассчитывает объем шва, который необходимо заполнить наплавленным металлом, так как это регулирует затраты на сварку. Любая температура предварительного нагрева, которую следует использовать для предотвращения растрескивания металла сварного шва или ЗТВ, может быть рассчитана, если известны химический состав, геометрия соединения, водородный потенциал и т. д.
При прочих равных условиях необходимость или отсутствие предварительного нагрева влияет на стоимость. Можно упомянуть, что программа для прогнозирования предварительного нагрева, необходимого для предотвращения растрескивания, вызванного водородом, очень важна. Водородное растрескивание является наиболее опасным дефектом, так как этот дефект возникает через несколько дней после сварки и поэтому может остаться незамеченным вскоре после сварки.
Также можно определить процедуру сварки с помощью компьютера, зная углеродный эквивалент свариваемого материала и допустимый уровень твердости в ЗТВ или металле шва.
Оценка расходных материалов, необходимых для данной конфигурации соединения, также важна. Количество закупаемых расходных материалов зависит от количества наплавляемого металла.
При расчете объема шва требуются данные о шве, такие как толщина материала, угол скоса, корневой зазор, вершина, радиус кривизны и т. д.
Входными данными, необходимыми для оценки расходных материалов, являются код материала, код процесса сварки, код типа соединения, толщина материала и длина соединения. Компьютер предоставляет такую информацию, как размер электродов, размер присадочной проволоки, количество проходов и общее количество расходных материалов.
Программа для расчета температуры предварительного нагрева написана в интерактивном режиме, чтобы компьютер мог направлять освежителя с помощью инструкций. Исходными данными для расчета температуры предварительного подогрева являются химический состав материала, водородный потенциал процесса, толщина отдельных швов и энергия дуги.
В качестве альтернативы, если предварительный нагрев может быть зафиксирован для заданной комбинированной толщины, программа может отображать пределы энергии дуги. Таким образом, на компьютере можно опробовать различные комбинации предварительного нагрева и энергии дуги, чтобы получить безопасную и экономичную процедуру сварки.
14. Охрана труда и техника безопасности при сварке:
Каждый сварщик должен знать об опасностях для здоровья, таких как пожары, взрывы, поражение электрическим током, ожоги, промывка сварщика, кислородное истощение, токсичные пары/газы/частицы/пары, радиация, спотыкания и падения, и принимать адекватные меры для защиты от них. опасности.
Воздействие сварочного дыма может вызвать раздражение глаз, грудной клетки, дыхательных путей, воспаление легких. Газы и частицы сварочного дыма могут быть токсичными или нетоксичными. В то время как частицы размером более 5 мкм фильтруются носом, а частицы размером менее 0,1 мкм выдыхаются, частицы размером от 0,1 до 5 мкм остаются в легких. Максимально допустимая концентрация (ПДК) в целом составляет 6 мг/м. Оборудование для удаления сварочного дыма помогает снизить концентрацию. Используйте паспорта безопасности материалов, чтобы определить опасные материалы, используемые при сварке, т.е. используйте серебряные припои, не содержащие кадмия, электроды, не содержащие асбеста.
Ультрафиолетовое излучение, испускаемое сваркой, вступает в реакцию с кислородом и азотом в воздухе с образованием озона и оксидов азота. Даже концентрация 0,2 мг/м 3 вредна и вызывает раздражение носа и горла и серьезные легочные заболевания.
Опасность поражения электрическим током также существует при сварке, даже если источник сварки работает при низком напряжении. Чтобы изоляция электрододержателя и кабеля оставалась высокой, они должны быть сухими и в хорошем состоянии. Машины должны соответствовать стандартам безопасности. Все машины с движущимися частями должны быть ограждены для безопасности рабочих. Содержите зону сварки в чистоте от оборудования, кабелей, шлангов и т. д., чтобы предотвратить спотыкание и падение.
Интенсивный свет и излучение (видимое, УФ и ИК) могут повредить сетчатку/роговицу глаза. Используйте автозатемняющую каску, сварочную завесу и звукозащитную завесу для безопасности сварщиков и других лиц. Все сварочные процессы требуют защитных мер. Используйте вытяжной колпак над заготовкой, чтобы избежать воздействия паров и газов на рабочих. Используйте надлежащую вентиляцию и сварочную маску с избыточным давлением.
Правила техники безопасности, которые необходимо соблюдать при сварке:
я. Используйте средства индивидуальной защиты для безопасности глаз, ушей, легких и всех частей тела. Никогда не используйте масло на сварочном оборудовании. Никогда не сваривайте и не разрезайте контейнеры с легковоспламеняющимися материалами. Никогда не сваривайте на окрашенных/покрытых деталях. Правильно закрепите цилиндр и правильно откройте клапаны.
ii. Тщательно установите рабочее давление и зажгите пламя одобренной зажигалкой. Управляйте обратным вспышкой и обратным огнём. Обращайтесь с горячими металлами плоскогубцами/щипцами. Проверяйте соединения на наличие утечек газов и никогда не курите вблизи баллонов. Никогда не покидайте рабочую зону, не закрыв вентили баллона.
III. Обеспечьте достаточную вентиляцию для работы в закрытых помещениях. Газовые баллоны/источник сварочного тока должны находиться вне замкнутого пространства в безопасном месте.
ив. Используйте респиратор при сварке в замкнутом пространстве.
v. Используйте сварочные шторы и звукоизолирующие перегородки и защитные шторы.
VI. Сварочные кабины должны быть окрашены матовой краской, не отражающей УФ-свет.
VII. Удалите все легковоспламеняющиеся или горючие материалы перед тем, как зажечь дугу или зажечь пламя.
VIII. Не работайте в одном положении в течение длительного времени и используйте подставку для ног, когда стоите в течение длительного времени.
15. Квалификация методов сварки, производительности сварщиков и сварочных материалов:
Аспект квалификации спецификации процедуры сварки (WPS), протокола квалификации процедуры сварки (PQR), квалификации работы сварщиков и квалификации сварочных материалов очень важен для обеспечения требуемого качества сварки. Здесь нельзя идти на компромисс, поскольку последствия могут быть катастрофическими.
Спецификация процедуры сварки (WPS) представляет собой письменную процедуру, подготовленную для предоставления указаний по выполнению производственных сварных швов в соответствии с национальными нормами, и ее цель состоит в том, чтобы определить, что сварное соединение, предлагаемое для строительства, способно обеспечить требуемые свойства для его предполагаемого применения. Конечно, сварщик должен быть квалифицированным рабочим, и при выборе не может быть никаких компромиссов. WPS включает как существенные, так и несущественные переменные с допустимыми диапазонами.
Квалификационная запись процедуры сварки (PQR) представляет собой запись данных о сварке, используемых для сварки контрольного образца, и включает в себя переменные, записанные во время сварки, а также результаты различных проведенных испытаний.
Квалификация сварщиков гарантирует, что квалифицированные сварщики, использующие утвержденные процедуры сварки, способны разработать минимальные требования, указанные для приемлемой сварки.
Сварочные аппараты тестируются под полным наблюдением и контролем производителя. Квалификация сварщиков ограничена существенными переменными, данными для каждого процесса сварки, для каждого типа сварного шва и положения.
Квалификационные испытания предназначены для определения способности сварщиков выполнять качественные сварные швы.
Квалификация расходных материалов для сварки, таких как сварочные электроды и присадочные материалы, проводится в соответствии с ASME, раздел II, часть C.
Главная ›› Металлургия ›› Промышленность ›› Металлы ›› Сварка металлов
Правильный выбор сварочного аппарата
20 мая 2019 г. админ
Современная сварка по-прежнему требует больших физических усилий. Испытанные процессы являются нормой, и большинство сварщиков (да и их работодателей) чувствуют себя комфортно. Однако, когда мы немного отступаем и анализируем, каким должен быть результат, иногда новые процессы и методы становятся более привлекательными, читайте дальше…
Поскольку прошлый месяц был Национальным месяцем сварки , мы как никогда благодарны клиентам, которым мы стремимся предоставить быструю, экономичную и высококачественную поддержку и продукты. Наше видение заключается в том, чтобы дать сварщикам инструменты высочайшего калибра, чтобы мы могли помочь сохранить производительность и прибыльность отрасли.
В PWP Industrial мы знаем, как важно выполнять задачи на самом высоком уровне, поэтому мы признаем, насколько важно выбрать правильный сварочный аппарат для выполнения вашей работы.
На что обратить внимание при выборе сварочного аппарата
При выборе правильной технологии сварки необходимо учитывать множество факторов. Прежде всего, важно знать требования работы, для которой вы будете использовать сварочный аппарат. Это может включать материалы, местоположение, пространственные воздействия и доступные навыки.
Сварочные аппараты и технологии значительно продвинулись за последние 20 лет. Это усложняет и упрощает процесс выбора. Профессиональный сварочный персонал проходит путь от высококвалифицированных мастеров до высококвалифицированных помощников, а также до повышенного технического статуса сварочных аппаратов текущего поколения.
Поскольку большинство сварочных аппаратов переходят с циферблата на цифровой, профессиональные сварщики должны рассматривать их возможность адаптации к новым простым в использовании интерфейсам как собственное преимущество.
Возможность доверять качеству сварочного оборудования обеспечивает безопасность и уверенность при выполнении работы. Машины Fronius обеспечивают адаптируемость, которая необходима сварщикам в наше время для создания смелых и качественных проектов, превосходящих ожидания.
Типы сварочных процессов
Сварка — это навык. Не каждый может зайти на площадку и выполнить сварочные работы. Знание ограничений, преимуществ и недостатков, а также того, где купить высококачественные сварочные аппараты , всегда будет иметь решающее значение для успеха проекта.
Знание ограничений и достижений вашего проекта позволит вам определить, что вам нужно от сварочного аппарата, будь то эффективность, пространство или мощность. Также необходимо знать толщину, а также компоненты материала, которые потребуются для работы, поскольку не все сварщики подходят для всех металлов.
Существует три основных сварочных процесса (а не только три), но для большинства проектов они являются наиболее адаптивными и эффективными:
- Сварка МИГ
- Сварка ВИГ
- Сварка ММА
Что такое сварка MIG?
Сварка MIG (также называемая дуговой сваркой металлическим электродом GMAW) на самом деле означает сварку металлическим инертным газом, и это само по себе вводит в заблуждение, поскольку большинство сварок MIG на самом деле является сваркой MAG (металл активным газом) и поэтому иногда называется сваркой MIG/MAG!! (следите за этим?? – дополнительная информация о различиях приведена ниже). В настоящее время это наиболее часто используемый процесс сварки, обеспечивающий высокоскоростную сварку хорошего качества. Процесс может быть использован как ручной, механизированный или роботизированный процесс.
Так как же работает сварка MIG? При сварке MIG присадочный металл или проволока зажигают сварочную дугу при контакте с заготовкой. Расходуемая проволока продвигается подающим механизмом и подается в сварочную ванну со скоростью расплавления. При правильной регулировке подача проволоки поддерживает стабильную длину дуги, т. е. постоянное расстояние сплошного конца проволоки от заготовки. Расплавленная сварочная ванна защищена от активного кислорода в воздухе с помощью «защитного газа», проходящего через сопло горелки над заготовкой. В результате кислород/воздух вытесняется этим защитным газом во время сварки и, таким образом, предотвращает окисление компонентов.
При сварке MIG или MAG используются три общие смеси защитных газов, и все они, как правило, основаны на инертном газе, аргоне.
- Чистый аргон (настоящая сварка MIG!) – в основном используется только при сварке MIG алюминия и его сплавов.
- Смеси аргона/Co2 – сварка стали, как правило, выполняется с использованием смеси аргона/Co2 в защитных газах, что делает фактический процесс сварки MAG (Metal Active Gas), поскольку содержание Co2 влияет на процесс сварки, уменьшая разбрызгивание и повышая стабильность дуги
- Смеси аргона/гелия – Добавление гелия обеспечивает широкий и глубокий профиль проникновения. Гелий хорошо работает с толстыми материалами и обычно используется в соотношении 25-75 % гелия к 75-25 % аргона. Регулировка этих соотношений изменит проникновение, профиль буртика и скорость перемещения. Гелий создает «более горячую» дугу, что позволяет увеличить скорость перемещения и повысить производительность. Для нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
Преимущества сварки MIG:
- Легко научиться
- Высокая скорость сварки и наплавки
- Низкая стоимость и пригодность присадочного металла
Однако сварка MIG может быть проблематичной при наружных условиях, так как ветер может сдуть защитный газ, вызывая пористость сварного шва из-за воздействия кислорода воздуха.
PWP Industrial предлагает ряд комплектов высококачественных сварочных аппаратов MIG, которые обеспечивают решение многих сценариев сварки, встречающихся в производстве. С варианты сенсорного экрана уже доступны для некоторых моделей, сварочные аппараты MIG, которые мы поставляем, находятся в авангарде сварочных технологий благодаря адаптированному удобству использования и простоте, гарантируя, что этот и без того быстрый метод будет работать еще быстрее с большей воспроизводимостью. Функции задания на машинах Fronius позволяют сохранять параметры после их установки в именованном формате для удобного поиска и повторного использования.
Что такое сварка TIG?
Сварка вольфрамовым электродом в среде инертного газа или Сварка ВИГ – процесс сварки в среде защитных газов. Это также один из процессов сварки плавлением, который можно использовать везде, где требуется оптимальное качество сварных швов без брызг.
TIG подходит для сварки нержавеющей стали, алюминия (для сварки алюминия требуется дуга переменного тока), меди, титана, тантала, вольфрама и никеля вплоть до очень тонкого листового металла. Он наиболее широко используется в листовом металле, трубопроводах и замкнутых конструкциях, а также в аэрокосмических приложениях!
При сварке TIG ток исходит от вольфрамового электрода , удерживаемого в горелке. Электрод посылает дугу на заготовку, температура которой повышается, а окружающий материал разжижается (горелки для сварки ВИГ имеют сопло для направления защитного газа, окружающего электрод и обтекающего сварочную ванну). Важно обеспечить защиту вольфрамового электрода, потому что вольфрамовые «факелы» очень легко горят при этих температурах в присутствии кислорода.
Инертный защитный газ обеспечивает в первую очередь защиту детали от реакции с кислородом окружающего воздуха и позволяет выполнять сварные швы с высокой степенью целостности.
Вольфрамовый электрод , лежащий в основе сварки TIG, впечатляет. При температуре плавления 3380ºC вольфрам имеет самую высокую температуру плавления среди всех чистых металлов в периодической таблице. Это гарантирует, что электрод не расплавится, когда зажигается дуга для расплавления заготовок.
Сварочные аппараты Fronius TIG изготовлены в соответствии с высочайшим качеством, чтобы каждый раз обеспечивать фантастические и плавные результаты сварки. Благодаря разнообразию комплектаций выбор подходящего сварочного аппарата TIG зависит от ваших требований. Fronius MW230 MV package — это портативная машина переменного/постоянного тока, что делает ее прекрасным дополнением к постоянно развивающемуся объекту, поэтому ее можно перемещать в любое место, где это необходимо.
Наш комплект Fronius TT230i DC отличается такой же портативностью и оснащен таким же ярким ЖК-экраном для предоставления инструкций и настройки параметров, что обеспечивает отличную связь между человеком и машиной.
Преимущества сварки TIG:
- Без сварочных брызг
- Высококачественный внешний вид сварных швов
- Универсальность и превосходная общая отделка калибра
- Многие материалы можно сваривать без необходимости менять тип газа (аргон) и просто выбирая правильную присадочную проволоку.
Однако сварка TIG требует высокой квалификации и занимает больше времени по сравнению с ее аналогами. Он также не подходит для толстых заготовок и требует гладкой поверхности без ржавчины перед использованием. Тем не менее, при должном уровне навыков и мастерства сварка TIG дает выдающиеся результаты.
Что такое сварка ММА?
Сварка ММА , или сварка штучными электродами, традиционно была первым методом дуговой сварки, с которым знакомились и обучались рабочие. Это навык, который приходит с практикой, но он предлагает более глубокое понимание других процессов сварки, чтобы прогресс был плавным.
Этот процесс стержневого электрода предлагает многочисленные преимущества по сравнению с ранее упомянутыми процессами. В принципе, электродной сваркой можно сваривать все материалы, за исключением некоторых.
Этот процесс в основном используется для производства стали и трубопроводов, но также широко используется в торговле металлами и промышленности. ММА позволяет выполнять множество разнообразных сварных швов и положений, независимо от того, вертикальная это сварка или потолочная, с высокой целостностью готового шва.
Еще одним преимуществом является то, что сварка ММА не требует использования защитного газа, поэтому этот метод сварки можно использовать на открытом воздухе, даже в такую погоду, как ветер или дождь.
Для запуска этого процесса контакт между стержневым электродом и заготовкой вызывает зажигание дуги. Из-за этого на долю секунды между двумя полюсами создается короткое замыкание, которое поддерживает возможность протекания тока. Дуга горит между ними, что создает необходимое тепло плавления, металлическая сердцевина стержня вплавляется в сварной шов, а флюсовое покрытие плавится и плавает сверху, чтобы предотвратить контакт кислорода с расплавленным металлом.
Низкое напряжение и высокая сила тока, необходимые для сварки ММА, делают ее выгодной. Этот регулируемый и регулируемый источник питания позволяет легко контролировать факторы. Сила тока является наиболее важным параметром для качества сварки. Следовательно, она должна оставаться как можно более постоянной даже при изменении длины дуги.
Из-за универсальности этого сварочного процесса и качества сварки готового соединения неудивительно, что он так широко используется. Сварочные аппараты MMA , поставляемый PWP Industrial разработаны с низким уровнем шума и делают жизнь сварщика максимально комфортной благодаря таким функциям, как горячий старт, при котором мощность увеличивается на короткий импульс, чтобы помочь начать процесс сварки.
Следует отметить, что сварочные аппараты MMA следует использовать в местах с хорошей вентиляцией или вытяжкой воздуха, так как может образовываться много дыма. Этот вариант сварки известен как более медленный из трех, но он особенно подходит для более толстых профилей. При предусмотрительности и планировании этот процесс не теряет своей практичности.
Почему выбирают сварочные аппараты Fronius?
Fronius предлагает высококачественные решения для сварки, ассортимент и разнообразие которых позволяют удовлетворить спрос для различных проектов и требований. Поскольку каждый сварочный аппарат обладает уникальными качествами, важно провести тщательное исследование, чтобы убедиться, что вы выбрали машину, которая будет соответствовать ограничениям вашего проекта.
Компания Fronius считает себя первопроходцем в цифровую эпоху, поскольку является лидером в области технологий. Fronius находит, разрабатывает и внедряет инновационные методы контроля и управления энергией для сварочных технологий, фотогальваники и зарядки аккумуляторов. Они прокладывают новые пути, пробуют что-то сложное и добиваются успеха там, где другим не удалось достичь того, что казалось невозможным.
Это означает, что каждая технология разработана таким образом, чтобы быть во главе правил и спецификаций на каждом этапе, даже прокладывая себе путь в цифровой мир.
Имея все это в виду, вы можете задаться вопросом, стоят ли сварочные аппараты Fronius каждой копейки . Проще говоря, машины Fronius обладают полным набором дополнительных функций, а их прочная и долговечная конструкция и высокие технические характеристики позволяют быть уверенными в том, что они не сдадутся и готовы выполнить свою работу.
Где купить сварочные аппараты и сварочные материалы?
PWP всегда делает все возможное, чтобы «сделать что-то лучше». Вот почему у нас есть высококачественных продуктов , которым мы доверяем, чтобы выполнить вашу работу. Мы работаем в Соединенном Королевстве, используя специализированную курьерскую сеть, которая предоставляет беспрецедентную услугу по доставке сварочных материалов к вам, когда они вам нужны.
Имея обширный складской ассортимент, который варьируется от сварочных горелок до расходных материалов для сварки , PWP предоставит вам оборудование без каких-либо проблем.