Температура плавления бронзы в домашних условиях
Изделия из бронзы имеют широкое распространение среди мастеров-любителей, занимающихся изготовлением различных предметов искусства, оружия и аксессуаров к нему, украшений и т. д.Отсутствие производственной базы не является препятствием к выполнению работ, основная проблема — недостаток информации о свойствах, температуре плавления бронзы и режимах обработки сплавов меди. Большинство любителей не знает, что литье бронзовых изделий производится и в домашних условиях, главное — соблюдать технологию и обеспечить необходимые условия для протекания процесса.
Основные характеристики бронзовых сплавов
Бронза — это собирательное название сплавов меди с различными легирующими добавками. Таких добавок может быть использовано очень много:
Классификация бронзовых сплавов
- Олово.
- Алюминий.
- Свинец.
- Бериллий.
- Кремний.
Все виды бронзы имеют в составе небольшое количество цинка, свинца или фосфора. При этом сплавы меди с цинком (как полноценным компонентом) к бронзам не относятся и классифицируются как латунь. Отдельной группой являются сплавы меди и никеля (константан, мельхиор, копель, нейзильбер).
При этом сплавы меди с цинком (как полноценным компонентом) к бронзам не относятся и классифицируются как латунь. Отдельной группой являются сплавы меди и никеля (константан, мельхиор, копель, нейзильбер).
Бронзы подразделяются на:
Сплавы меди — характеристика
- оловянные. Представляют собой сплавы меди и олова в том или ином соотношении;
- безоловянные. Вместо олова присутствуют другие материалы (бериллий, алюминий и т. д.).
Оловянные виды являются наиболее распространенными. Широко известная колокольная бронза (80% меди и 20% олова). Недостатком оловянной бронзы является хрупкость.
Безоловянные составы имеют массу специфических качеств, успешно используемых для выполнения различных задач.
Распространенными видами безоловянной бронзы являются:
- Бериллиевая бронза. Имеет высокую прочность, превосходящую высококачественную сталь.
- Кремниецинковая. Устойчива к трению, обладает высокой текучестью в расплавленном состоянии, чему способствует добавление кремния.

- Свинцовая. Демонстрирует высокую стойкость к коррозии.
- Алюминиевая. Обладает устойчивостью к коррозии, имеет высокие фрикционные способности.

Легирующие добавки сплавов в бронзе
Немного истории
Бронза является фактически первым сплавом, который начало использовать человечество. В 3-м тысячелетии до н. э. мастера активно применяли медь для самых разных целей. Некоторые сорта руды содержали незначительный процент олова. При обработке данного материала люди заметили, что такая медь более плотная и твердая, чем обычная. Таким образом, это стало зарождением нового исторического и культурного периода, который известен сейчас как «эпоха бронзы». Дальнейшие исследования привели к тому, что было открыто олово, которое начали специально добавлять в медь для получения качественного сплава для изготовления инструментов и украшений.
Металлургия бронзы качественно повысила производительность самых разных отраслей, которыми было занято человечество на тот момент. Плавление постепенно совершенствовалось, и люди начали изготавливать специальные каменные формы, в которых различные изделия можно было отливать многократно. Постепенно были изобретены закрытые формы, которые позволяли делать оружие и украшения со сложной конструкцией и рисунком.
Плавление постепенно совершенствовалось, и люди начали изготавливать специальные каменные формы, в которых различные изделия можно было отливать многократно. Постепенно были изобретены закрытые формы, которые позволяли делать оружие и украшения со сложной конструкцией и рисунком.
Читать также: Компрессор высокого давления своими руками 300 бар
Общепринятая маркировка сплавов
Необходимо понимать, что в составе любого сплава содержится несколько добавок, придающих данной марке бронзы определенные специфические качества. Например, в составе сплава марки БрО3Ц12С5 содержатся олово, цинк и свинец.
Узнать о составе данного сплава можно из его маркировки. Буквы, присутствующие в ней, кроме первых Бр (бронза) обозначают:
Маркировка бронзы — расшифровка
- алюминий – А;
- железо – Ж;
- марганец – Мц;
- олово – О;
- сурьма – Су;
- цинк – Ц;
- никель – Н;
- фосфор – Ф;
- кремний – К;
- свинец – С;
- бериллий – Б.

Марки латуни и области применения
От состава зависит марка латуни и область её применения. Например, томпак, принадлежащий к классу деформируемых латуней, в котором содержится больше 95% меди, может легко соединяться со сталью, образуя с ней биметалл. Используется такое соединение в изготовлении знаков отличия и различных предметов искусства и интерьера — статуэток, рамок, подсвечников.
Латуни марки ЛО используются для изготовления конденсаторных трубок, применяемых в разной теплотехнической аппаратуре, например, газовых котлах, автоклавах, сильфонах.
Марка ЛС используется при создании деталей часовых механизмов, переходных и соединительных втулок. Из неё также изготавливают полиграфические матрицы.
ЛМц — содержится в старых советских монетах номиналом до 5 копеек, арматуре, гайках и болтах, а её подвид с приставкой «А» — в деталях речных и морских судов.
Латунь, имеющая маркировку ЛА или ЛЖМ (и её подвиды), также используется для постройки морских судов и самолётов, различных электрических машин и подшипников. Очень распространена в деталях для различной химической техники.
Очень распространена в деталях для различной химической техники.
Это интересно: Как и чем чистить медь от окиси в домашних условиях: самые эффективные способы
Подготовка к литью бронзы в домашних условиях
Для плавления бронзы в домашних условиях необходимо иметь соответствующее оборудование и приспособления. Процесс происходит при высоких температурах, с выделением дыма и прочих продуктов горения, поэтому лучше всего работать в гараже или мастерской, выполнять все действия в квартире не рекомендуется.
Плавильная печь, использующаяся в домашних условиях — устройство
Для плавления бронзовых составов необходима высокая температура, в пределах 900–1200°, поэтому обойтись без муфельной печи или горна не получится. Понадобится оборудовать качественную вытяжную вентиляцию, напольное покрытие должно отвечать всем требованиям пожарной безопасности. Необходимо приготовить емкость для плавки (специалисты рекомендуют делать расплав в чугунной емкости с вытянутым носиком для точности литья, которая называется тигель).
Для вынимания раскаленного тигля из печи и захвата горячих отливок потребуются клещи (щипцы) и крюк. Обязательно надо позаботиться о защите от искр или брызг расплавленного металла и приготовить фартук и рукавицы из плотного и прочного материала (в идеале можно использовать костюм сварщика).
Потребуется изготовить литейную форму, для горна понадобится древесный уголь.
Правила безопасности при работе
Любая работа с разогретыми до больших температур изделиями должна сопровождаться неукоснительным соблюдением норм безопасности труда. Только так можно предотвратить несчастные случаи и травматизм.
Человек, работающий с печью, должен иметь защитную одежду. Это должен быть жаропрочный фартук, закрывающий всю переднюю часть туловища, перчатки из толстой кожи и ботинки на большой подошве. Под защитной одеждой не должно быть рубашек или штанов из синтетических материалов. Такие изделия очень быстро воспламеняются и плохо тушатся. Отдавайте предпочтение изделиям из хлопка или шерсти.
Если вас интересует, где можно взять эти защитные приспособления, не волнуйтесь. Скорее всего, там же, где вы найдёте щипцы под тигли и другое оборудование для плавки металлов. Там же можно приобрести защитные очки, маску для лица или респиратор со специальным фильтром. Эти приспособления помогут обезопасить лицо, глаза и лёгкие от вредного воздействия испарений шлаков, исходящих от расплавленного металла.
Особенности процесса литья
Процесс плавления бронзы происходит в следующей последовательности:
- Бронзовый лом измельчается и укладывается в тигель.
- Тигель помещается в муфельную печь, которую рекомендуется нагреть заранее.
- Расплавленный металл необходимо перегреть, для чего его выдерживают в печи на 5 минут дольше, чем надо. Это делает расплав более текучим.
- Используя крючок и щипцы, тигель извлекают из печи, незамедлительно разливают в приготовленную форму.
Форму следует подготовить, хорошенько прокалив ее в печи. Если этого не сделать, металл при начале отливки сразу же остынет и станет твердым, не заполнив всю форму целиком.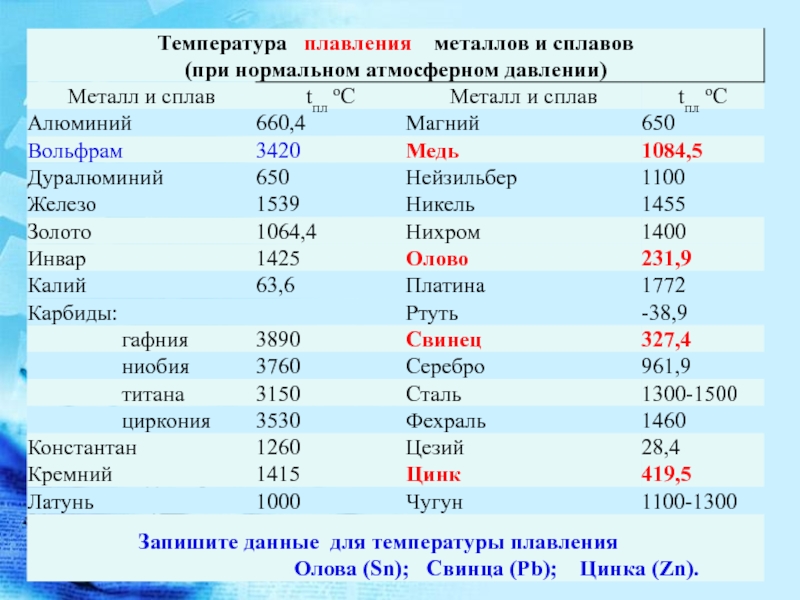
Центробежное литье
Подготовка формы производится в следующем порядке:
- Печь нагревается до 600°.
- Форма помещается в печь и прогревается до имеющейся температуры.
- Нагрев печи увеличивают до 900° и выдерживают форму в таких условиях около 3–4 часов.
Следует учитывать, что температура плавления бронзы данной марки должна быть ниже, чем величина нагрева печи. Расплав надо разогреть до более высокой температуры для получения максимальной текучести (бронза отличается высокой вязкостью в жидком состоянии), а также для получения некоторого запаса температуры для качественного изготовления отливки.
Температура обработки и технические свойства оловянных бронз
Температуры плавления
Температура плавления бронзы напрямую зависит от наполняемости химическими элементами сплава. Ведь в качестве легирующих компонентов могут выступать тугоплавкие элементы. Так, максимальная температура для разлива бронзы составляет 1350 °С.
Маркировка легирующих элементов, добавляемых в сплавы меди:
Для деления бронзовых сплавов пользуются двумя определениями – это оловянистые и безоловянистые бронзы. Температура плавления пригодного для литья, в зависимости от ее химического состава приведена в таблице.
Температура плавления пригодного для литья, в зависимости от ее химического состава приведена в таблице.
| Сплав, обозначение | Температура для литья, °С |
| БрОФ4-0,25 | 1300 |
| БрОЦ4-3 | 1250 |
| БрОЦС4-4-4 | 1200 |
| БрАЖ9-4 | 1200 |
| БрА9Мц2Л | 1150 |
| БрА10Ж8Л | 1190 |
| БрА11Ж6Н6 | 1185 |
| БрАЖС7-1,5-1,5 | 1150 |
| БрС3О | 975 |
| БрА5 | 1200 |
| БрКН1-3 | 1050 |
| БрБНТ1,7 | 1050 |
| БрАМц10-2 | 1150 |
| БрКМц3-1 | 1150 |
| БрМц5 | 1150 |
| БрБ2 | 1100 |
| БрСН60-2,5 | 1100 |
Это далеко не полный перечень литейных бронзовых сплавов.
Если плавка бронзы производится в домашних условиях, то особое внимание следует обращать на температуру плавления сплава. Оловянистым бронзам не требуется преодолевать тысячеградусный порог. Им достаточно 900°С — 950 °С. Безоловянистым сплавам уже требуется 950 °С — 1100 °С.
Оловянистым бронзам не требуется преодолевать тысячеградусный порог. Им достаточно 900°С — 950 °С. Безоловянистым сплавам уже требуется 950 °С — 1100 °С.
детали, получаемые из бронзы методом центробежного литья
При выплавке бронзовых деталей стоит учитывать их высокую вязкость. Поэтому для качественного литья нагревать их следует выше температуры плавления примерно на 100 градусов. Бронзы обладают минимальной усадкой, которая не превышает 1,5%. Данная характеристика является преимуществом перед латунями и позволяет получать фасонные отливки.
Для сравнения можно посмотреть на температуру плавления латуней. Выделяются две категории латуней – это двухкомпонентные и многокомпонентные латуни. В состав двух компонентных сплавов кроме меди входит цинк. Его количество влияет на температуру плавления, которая находится в диапазоне 880°С — 965°С.
Для много компонентных температурные режимы повышаются до 895 °С — 1070 °С из-за ввода легирующих компонентов с высокой температурой плавления.
Как сделать литейную форму
Изготовление формы выполняется при помощи формовочной смеси и опоки. Смесь состоит из песка (75%), глины (20%) и каменноугольной пыли (5%). Компоненты тщательно перемешиваются до состояния однородной массы.
Опока представляет собой два неглубоких ящика, установленных друг на друга. Один, нижний, имеет дно и наполняется формовочной смесью по самый верх. Второй ящик дна не имеет, а оборудуется двумя поперечинами.
Процесс изготовления формы:
Литейная форма и ее элементы
- модель, предварительно покрытая тонким слоем талька или графитового порошка, вдавливается до половины в формовочную смесь нижнего ящика;
- затем устанавливается верхний ящик и наполняется смесью, утрамбованной так, чтобы модель была полностью и плотно облеплена ей;
- для заливки делается одно или несколько отверстий — литников;
- форма разрезается по линии стыка ящиков и разделяется пополам;
- модель извлекается, а ящики соединяются снова, пустоты от модели соединяются и образуют полость, имеющую необходимую форму.

В завершении процесса форму надо немного подсушить и можно использовать по назначению.
Особые моменты
Для отливки различных тонких металлических изделий предпочтение следует отдать латуни, поскольку она плавится гораздо легче, чем бронза. Что касается оборудования, то выбор лучше сделать в сторону тиглей из керамики и глины, поскольку они более подходят для работы с данным сплавом.
Относительно переплава старинной бронзы следует сказать, что при данной процедуре надо быть особенно внимательным, поскольку в ее составе может быть мышьяк.
Следует также учитывать количество примесей, которые имеет бронза. Температура плавления материала в зависимости от этого может значительно отличаться. Для оловянистого сплава показатели находятся в пределах 900-950 градусов, тогда как для безоловянистых нужно около 950-1080.
Бронза представляет собой сплав меди с добавлением различных цветных металлов. Данный материал отличается стойкостью, твердостью и устойчивостью к процессу коррозии. В прошлом бронза использовалась для изготовления различных орудий, украшений, оружия и скульптур, а в настоящее время к данному сплаву добавляют другие металлы для получения особых характеристик. Благодаря этому алюминиевая бронза используется при изготовлении различных деталей трубопроводов и самолетов, кремниевая – в мореходстве, а фосфорная – для различных пружин и деталей электротехнического оборудования.
В прошлом бронза использовалась для изготовления различных орудий, украшений, оружия и скульптур, а в настоящее время к данному сплаву добавляют другие металлы для получения особых характеристик. Благодаря этому алюминиевая бронза используется при изготовлении различных деталей трубопроводов и самолетов, кремниевая – в мореходстве, а фосфорная – для различных пружин и деталей электротехнического оборудования.
Заливка бронзы в литейную форму
Заливка бронзового расплава в литейную форму
Заливка расплава сама по себе не представляет сложности — металл наливают тонкой равномерной струйкой до заполнения формы целиком.
Сложности могут возникнуть при отсутствии воздушных каналов, в которые может выходить воздух. Если выходы закупорены, воздушные пробки не позволят расплаву полностью занять всю форму, и отливка будет испорчена. Проблему можно решить с помощью центрифуги, которая распределяет металл внутри формы и помогает ему преодолеть сопротивление воздушных пробок.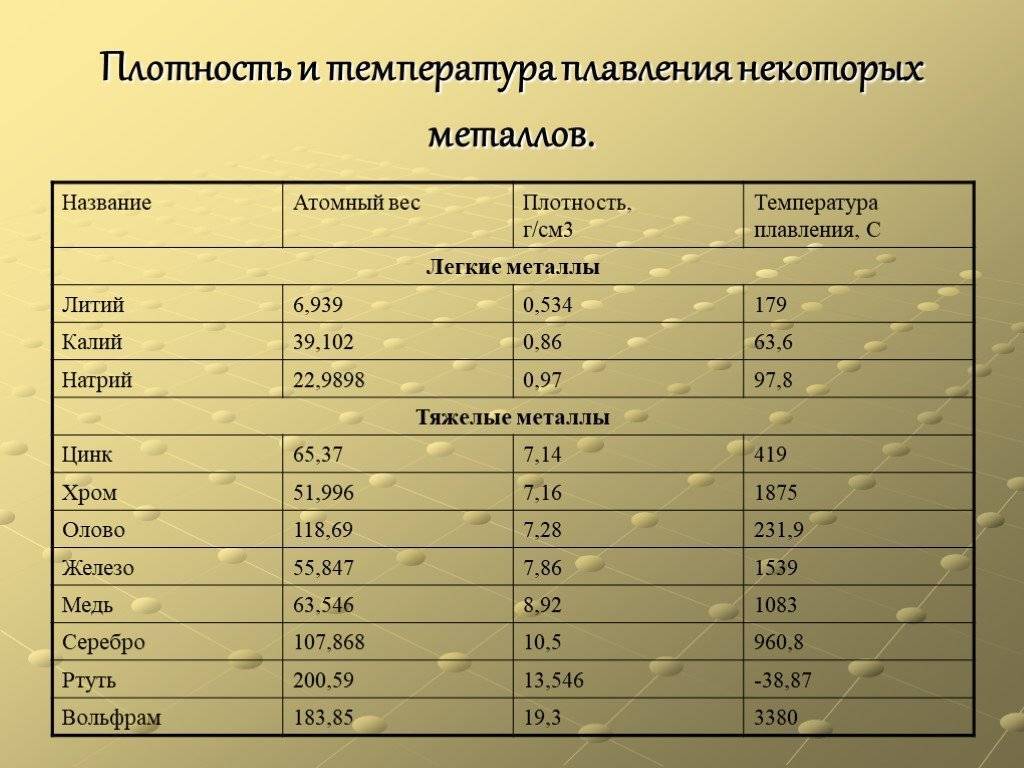
Технология отливки
Для того чтобы сделать сложную конструкцию или высококачественную деталь, можно воспользоваться и иным способом, который предполагает использование модели, сделанной из легкоплавких материалов. В такой ситуации для изготовления отливочной формы можно воспользоваться парафином или воском. Эта модель просто выплавляется и помещается в кипяток.
Для обеспечения точности геометрических характеристик и форм модели можно применять готовое изделие. С помощью него получают форму из гипса, которая будет использована для отливки точной копии.
Как изготовить качественное литье
Чтобы получить качественное бронзовое литье, понадобится последующая механическая обработка отливки. Надо последовательно выполнить операции отделения литников, удаления облоя, механической шлифовки и полировки изделия. Получить сразу готовую отливку высокого качества в домашних условиях невозможно, поэтому надо подготовиться к выполнению доводочных процедур.
Технология художественного литья из бронзы в картинках
Описание элемента и распространение его в природе
Медь на Кипре добывали и плавили еще в середине третьего тысячелетия до нашей эры. Поэтому свое название элемент носит в честь упомянутого острова. Добыча и производство элемента подействовали на историю развития острова и его экономическое положение.
Поэтому свое название элемент носит в честь упомянутого острова. Добыча и производство элемента подействовали на историю развития острова и его экономическое положение.
В периодической системе Менделеева медь получила 29 атомный номер. Элемент расположен в одиннадцатой группе четвертого периода. Элемент имеет золотисто-розовый цвет и принадлежит к пластичным переходным металлам. В природе встречается продукт в виде сульфидных руд, по распространению в литосфере металл занимает 23-е место. Медный блеск и колчедан являются самыми распространенными видами элемента.
В природных условиях элемент медь находят в руде и в виде самородков. Самые лучшие месторождения находятся на территории государства Чили. Медные месторождения встречаются там в осадочных породах. Медные песчаники и сланцы находятся в Казахстане и Читинской области России.
Медные сланцы в Казахстане
Медь наделена высокой электро и теплопроводностью. Ее удельная теплоемкость при температуре +20ºС равна 390 Дж/кг. Температура кипения металла – 2595ºС.
Температура кипения металла – 2595ºС.
В момент плавления металл меняет свое агрегатное состояние, т. е. из кристаллической твердой фазы он переходит в жидкую форму. Меди присуще своя температура плавления, она имеет определенную зависимость от находящихся в металле примесей. Плавка меди чаще всего проходит при температуре +1083ºС. Если в медном сплаве присутствует олово, то процесс плавления способен произойти при +950–1140ºС. В составе с цинком теплота плавления меди равна от +900 до +1050ºС.
Процесс плавки проходит следующим образом: в начале нагрева рушится кристаллическая решетка металла, постепенно температура увеличивается, но в определенный период она удерживается в некотором значении. Именно в этот промежуток медь начинает плавиться. После окончания выплавки температура вновь повышается. Далее, металл постепенно охлаждается и принимает твердую форму.
Кипение металла очень похоже на бурление жидкости при активном нагреве. В это время выделяется газ. На поверхности расплавленного продукта появляются пузырьки. При максимальном нагреве из жидкого металла выделяется углерод, он формируется в результате окисления элемента.
При максимальном нагреве из жидкого металла выделяется углерод, он формируется в результате окисления элемента.
Художественное литье из бронзы: искусство бронзовой отливки
Главная » Обработка металла » Литьё » Тонкости художественного литья из бронзы
На чтение 5 мин
Содержание
- Общая характеристика металла
- Температуры плавления
- Технологии литья бронзовых изделий
- Литье под давлением
- Центробежное литье
- Художественное литье
- Особенности работы с бронзой в домашних условиях
- Этапы художественного литья из бронзы
- Тонкости технологии
- Где продавать изделия из бронзы
Художественное литье из бронзы известно с древних времен. Поскольку получаемые изделия пользуются спросом, технология работы с материалом постоянно совершенствуется. Фигуры небольшого размера часто изготавливают в домашних условиях.
Художественное литье — ряд последовательных операций от формирования чертежа отливаемого изделия до проектирования и изготовления литейной формы. Такие конструкции используются не только на предприятиях, но и дома для отливки небольших фигурок.
Такие конструкции используются не только на предприятиях, но и дома для отливки небольших фигурок.
Основными составляющим бронзового сплава являются медь и олово. Существует добавки в виде металлов и неметаллов, но они содержатся в небольших количествах. В зависимости от процентного присутствия меди сплав меняет цвет. Он бывает красный, желтый или серо-стальной.
Температуры плавленияВажной характеристикой бронзового сплава является температура плавления. Максимальная ее величина достигает 1350 градусов. Она изменяется в зависимости от присутствия добавок, которые повышают тугоплавкость бронзы. Сюда входят алюминий, титан или цинк. При изменении процентного состава легирующих составляющих температура плавления бронзы варьируется в пределах 975–1350 градусов.
Учитывая то, что бронза обладает вязкостью, нагрев ведется до температуры превышающей плавление сплава на 100 градусов.
Для художественного литья из бронзы или латуни на предварительном этапе проводятся следующие работы:
- Создается эскиз будущей фигурки, а потом чертеж с размерами.
- Используя слоновую кость, гипс или дерево, воссоздается модель будущего бронзового изделия.
Художественное литье из бронзы и латуни состоит из следующих шагов:
- На первом этапе идет плавление металла.
- Ведется заливка его в формы сроком на 1–2 мин.
- После застывания металл достают.
Искусство бронзовой отливки позволяет получать как предметы быта, так и фигурки или статуэтки.
Плавление металлаЛитье под давлениемПроцесс литья под давлением заключается в подаче расплавленного металла в пространство формы. Источником энергии является пневматическая или гидравлическая система, которая через поршень воздействует на расплавленную бронзу. Благодаря высокому давлению заполнение литьевой формы происходит в течение 0,1 с.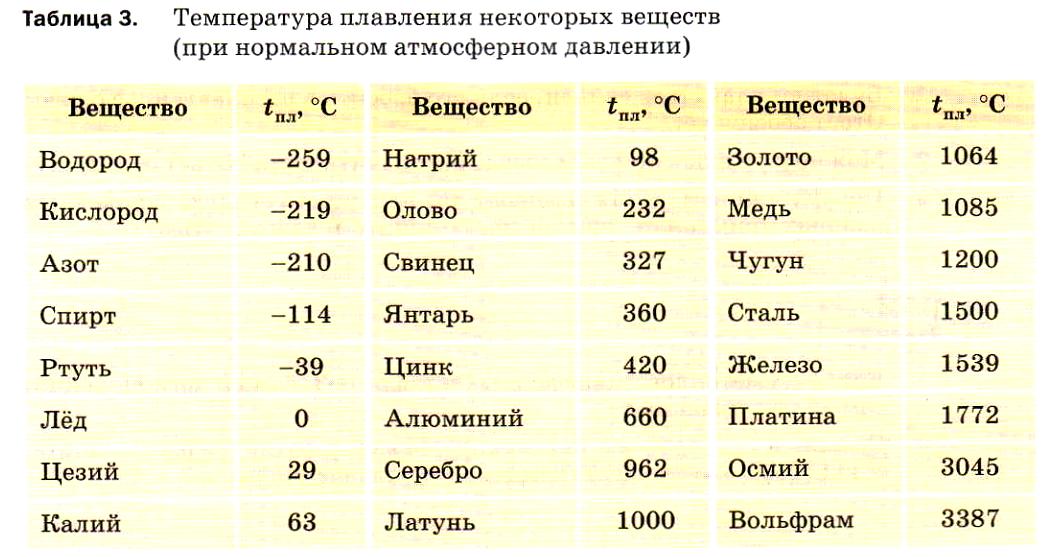 Металл поступает во все уголки, не оставляя свободных карманов. Затем наступает период охлаждения. Начинается он с наружных объемов и перемещается к центру.
Металл поступает во все уголки, не оставляя свободных карманов. Затем наступает период охлаждения. Начинается он с наружных объемов и перемещается к центру.
Работа совершается с помощью автоматического оборудования. Полученные тонкостенные изделия отличаются мелкозернистой структурой.
Центробежное литьеВ основу такого литья положен принцип центробежной технологии. Заполняемую металлом форму начинают вращать. За счет центробежных сил идет отбрасывание металла к стенкам. Все легкие добавки заполняют центральную часть, отделяясь от изделия. Готовая продукция получается без вредных примесей.
Сложные конструкции форм позволяют получать отливки не только в виде тел вращения. Для этого в форму устанавливаются дополнительные штыри, которые являются осями бокового орнамента основного изделия.
Художественное литьеХудожественное литье позволяет изготавливать из бронзы предметы для домашнего интерьера. Сюда относятся светильники, бра и скульптуры.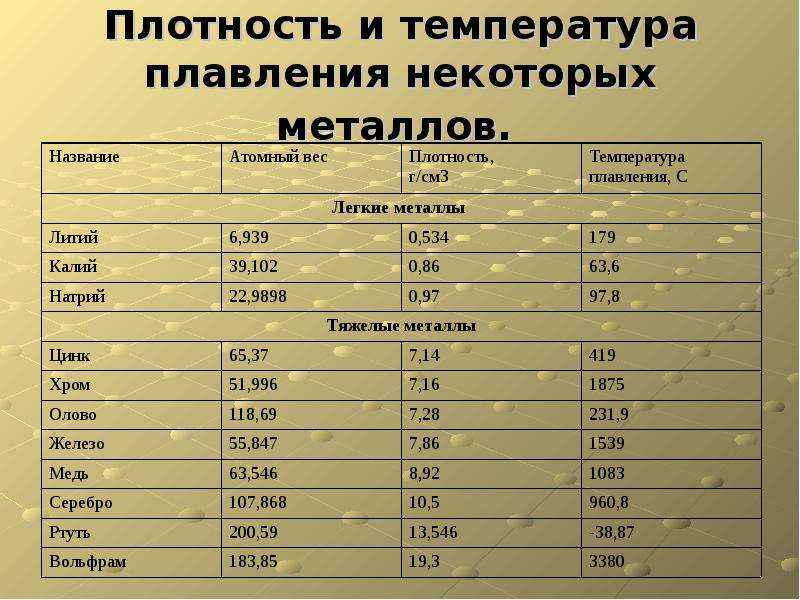
В некоторых случаях готовая продукция состоит из нескольких отливок, которые соединяются в одно целое. Все компоненты после извлечения из формы подвергаются чистке. С целью придания товарного вида проводится никелирование или хромирование.
Особенности работы с бронзой в домашних условияхПри литье бронзы в домашних условиях заранее подготавливается помещение с соблюдением техники противопожарной безопасности. Требуется наличие вентиляции.
Для этого используются индукционные или дуговые печи. Также в качестве источника разогрева можно использовать газовую горелку или паяльную лампу. Если устанавливается глиняная печь, то подготавливается горн, уголь и щипцы.
Этапы художественного литья из бронзыЛитая статуэтка из бронзыПеред началом процесса литья бронзовых изделий производится изготовление литейной формы. Состоит оно из следующих этапов:
- Разрабатываются чертежи на основе сформированной модели.
- По чертежам, изготавливается литейная форма. Для этого используется кварцевый песок или глина. Состоит она из 2 половинок. Внутри формируется полость, в которую будет вестись заливка расплавленных сплавов. Формы бывают одноразовые и многоразовые.
- Для устранения риска разрушения литейной конструкции снаружи формируется опока. Туда устанавливается форма после заливки сплава.
 Для этого используется кварцевый песок или глина. Состоит она из 2 половинок. Внутри формируется полость, в которую будет вестись заливка расплавленных сплавов. Формы бывают одноразовые и многоразовые.
Для этого используется кварцевый песок или глина. Состоит она из 2 половинок. Внутри формируется полость, в которую будет вестись заливка расплавленных сплавов. Формы бывают одноразовые и многоразовые.Тонкости технологииВажным этапом является помещение формы в опоку. Если этого не сделать, под действием внутренних сил материал может не выдержать. Оптимальным вариантом является изготовление опоки из металла. Однако и деревянные изделия при формировании небольших бронзовых отливок тоже хорошо выполняют свою функцию.
Перед тем, как залить металл в форму, он разогревается до расплавленного состояния.
Важным этапом является полнота заполнения сплавом литейной формы. В противном случае образуются дефекты:
- раковины;
- пригары;
- недоливы;
- спаи.
Изделия из бронзы, выполненные в домашних условиях, ценятся выше заводской продукции. Небольшие масштабы позволяют получать качественные отливки. Это небольшие фигурки или скульптуры знаменитых людей.
С целью получения прибыли можно заниматься выполнением работы на заказ. Продажа готовой продукции организовывается через специализированные магазины. Вариантом реализации является реклама в интернете. При расширении производства к распространению привлекаются посредники. Начинается продажа оптовыми партиями.
Организация литья бронзы в домашних условиях требует больших вложений. Однако такая продукция востребована. Правильно спланированное производство быстро окупается.
Правильно спланированное производство быстро окупается.
( 1 оценка, среднее 4 из 5 )
Поделиться
плавка в домашних условиях из алюминиевой бронзы
Металлы и сплавы
- Температура плавления
- Чистый металл
- Смеси
- Пошаговая инструкция
- Подготовка инструмента
- Заливка в форму
- Как улучшить качество продукта?
Бронза — первый сплав, который люди научились изготавливать тысячи лет назад. С тех пор изделия из бронзы пользуются большой популярностью. Сегодня современные мастера пытаются адаптировать литейные технологии к бытовым условиям, для этого необходимо знать химический состав и физические свойства бронзы, а также технические характеристики получаемых из нее сплавов, в том числе алюминиевой бронзы.
В данной статье рассказывается о таком важном показателе как температура плавления, а также о как поэтапно проводить процесс плавки и литья бронзы.
Температура плавления
Существует таблица температур плавления различных видов бронзы. Прежде чем приступить непосредственно к плавке, необходимо понять, от чего зависит температура, при которой тот или иной металл начинает плавиться или полностью переходит в жидкое состояние. Бронза на самом деле представляет собой несколько различных сплавов. , в состав которых в качестве основного компонента входит медь, а в качестве дополнительных (легирующих) компонентов — другие элементы.
Такими легирующими веществами могут быть алюминий, бериллий, олово, кремний и так далее. Все зависит от химического состава бронзы. физические свойства металла, включая температуру плавления. Чтобы расплавить медный сплав, нужно знать его химический состав , только так можно правильно определить температуру плавления в градусах Цельсия. Давайте посмотрим на точки плавления.
Давайте посмотрим на точки плавления.
Чистый металл
Хотя производить чистую медь крайне невыгодно, так как ее технические свойства во многом уступают специальным маркам, которые производятся из этого металла в металлургической промышленности, тем не менее знать температуру плавления меди необходимо .
Почему? Дело в том, что те марки меди, которые используются в народном хозяйстве, имеют в своем составе ничтожное количество легирующих веществ, считающихся примесями. Так, из-за незначительности их количества температура плавления медных марок близка к температуре плавления чистой меди и составляет приблизительно 1084,5 градуса по Цельсию.
Как уже было сказано, температура плавления зависит от состава вещества, по этой причине температура плавления бронзы колеблется в пределах 900-1140 градусов Цельсия.
Смеси
Олово в бронзе снижает температуру плавления таких сплавов, она не превышает 900-950 градусов Цельсия .
Безоловянные, в том числе алюминиевые бронзы имеют более широкий диапазон таких температур, которые зависят от химического состава медного сплава. Их температура плавления равна 9.0025 950-1080 градусов. Следует также иметь в виду, что бронза имеет высокую вязкость , поэтому после окончательной плавки ее перегревают для обеспечения лучшего течения расплава. Рассмотрим процесс плавки и литья бронзы поэтапно.
Пошаговая инструкция
В кустарных условиях изготавливаются в основном мелкие изделия из бронзы, например, элементы декора. Более сложные детали требуют высокоточного литья, технологию которого очень сложно реализовать без специально приспособленного для этих целей помещения а так же специальное оборудование … В некоторых случаях приходится прибегать к доводке отливки до нужного состояния с помощью правки в домашних условиях например удаление излишков расплавленного материала вручную, шлифовка и полировка изделия.
Прежде чем приступить к плавке металла, необходимо подготовить помещение и обзавестись необходимыми инструментами и оборудованием . Основное требование к помещению – наличие хорошей вытяжной вентиляции, а также наличие пола из негорючих материалов, таких как бетон, цемент или кирпич. При изготовлении небольших изделий эти требования соблюдать довольно просто, иначе придется использовать гараж.
Для того, чтобы плавить бронзу в домашних условиях, необходимо приобрести специальную муфельную печь с возможностью регулирования температуры, но можно обойтись и простой добычей, топливом для которой послужит древесный уголь.
Подготовка инструментов
Начинающий литейщик должен приобрести или изготовить следующие инструменты.
- Тигель огнеупорный из тугоплавкого материала (например, из чугуна или стали) представляет собой специальный сосуд с носиком, куда помещаются куски расплавленного металла.
- Инструменты для извлечения тигля из печи, сводящие к минимуму риск ошпаривания — специальные крючки и щипцы.
- Форма для заливки расплавленного металла, которая изготавливается с использованием опоки и модели.
- Сама фляга представляет собой два ящика, в которых находится форма, заполненная песком.
- Костюм сварщика или просто очень плотный фартук и перчатки, назначение которых защитить человека от летящих искр и брызг расплавленного металла.

После того, как вы убедились в наличии всего вышеперечисленного, можно переходить непосредственно к плавке бронзы.
- Разогреть духовку установив температуру с помощью регулятора. Температура зависит от химического состава бронзы, как мы обсуждали выше. Например, для алюминиевой бронзы эта температура будет равна 1040-1084 градусам Цельсия.
- Далее следует обязательно прогреть форму , это делается для того, чтобы расплавленный металл не замерз при попадании в холодную емкость. Форма помещается в печь, когда она прогреется до температуры 600 градусов, после чего термостат устанавливается на 9положение 00 градусов. Когда температура внутри духовки поднимется до 900 градусов, форму оставляют прогреваться на 3-4 часа, после чего аккуратно вынимают с помощью специальных приспособлений и охлаждают до 500 градусов Цельсия.
- Тигель с кусками бронзы , предназначенный для плавки, поместить внутрь печи, нагретой до нужной температуры плавления и доведенной до полного плавления металла. После этого тигель оставляют для перегрева еще на 5 минут, чтобы добиться лучшей текучести металла и лучшего качества отливки.
- Достаньте тигель из печи или горна с помощью крючков и щипцов и начните заливать в форму.
 Форма помещается в печь, когда она прогреется до температуры 600 градусов, после чего термостат устанавливается на 9положение 00 градусов. Когда температура внутри духовки поднимется до 900 градусов, форму оставляют прогреваться на 3-4 часа, после чего аккуратно вынимают с помощью специальных приспособлений и охлаждают до 500 градусов Цельсия.
Форма помещается в печь, когда она прогреется до температуры 600 градусов, после чего термостат устанавливается на 9положение 00 градусов. Когда температура внутри духовки поднимется до 900 градусов, форму оставляют прогреваться на 3-4 часа, после чего аккуратно вынимают с помощью специальных приспособлений и охлаждают до 500 градусов Цельсия. Рассмотрим, как правильно сделать форму для получения качественного продукта. В литейных цехах такую форму изготавливают, используя опоки , куда засыпают смесь глины, песка и угольного порошка. Опока состоит из двух половинок, каждая из которых представляет собой ящик, куда будет засыпаться формовочная смесь.
Опока состоит из двух половинок, каждая из которых представляет собой ящик, куда будет засыпаться формовочная смесь.
- Сначала берут первую коробку и начинают заполнять ее смесью, заливая пополам, помещают модель внутрь коробки.
- Далее продолжают насыпать сыпучий материал, пока не заполнят ящик до самого верха. Во время работы требуется постоянно выравнивать и утрамбовывать формовочную смесь.
- Поставьте сверху второй ящик и продолжайте засыпать смесью глины, песка и угольного порошка.
- Во второй коробке необходимо предусмотреть литники — отверстия для заливки расплавленной бронзы в форму.
- Когда оба ящика будут заполнены доверху, разделите их острым предметом. Одна половина модели находится в одном ящике, другая половина в другом.
- Аккуратно вынимают модель, снова соединяют обе коробки — образовавшаяся пустота внутри и есть форма для заливки.
Заливка в изложницу
Расплав из тигля заливают в изложницу тонкой струйкой, следя за тем, чтобы струйка текла непрерывно. Если отливаемая деталь имеет сложный контур, нужно использовать специальную центрифугу , которая с помощью центробежной силы поможет расплаву правильно распределиться внутри формы, полностью ее заполнив.
Если отливаемая деталь имеет сложный контур, нужно использовать специальную центрифугу , которая с помощью центробежной силы поможет расплаву правильно распределиться внутри формы, полностью ее заполнив.
Как улучшить качество продукта?
На самом деле за настоящий качественную вещь нельзя получить в домашних условиях без доводки.
Также можно улучшить качество и внешний вид, изготовив форму из легкоплавкого материала … Для этого сначала делают гипсовый слепок с модели, по которой будет изготавливаться наша деталь, этот слепок должен состоять из двух частей, которые скрепляются друг с другом. В образовавшуюся полость заливают расплавленный в кипятке парафин или воск, а после его застывания удаляют гипсовую оболочку.
Далее полученную легкоплавкую модель помещают в специальную литейную массу, формируя отверстия для слива парафина и заливки расплавленной бронзы. После этого литейная масса помещается в кипящую воду, парафин плавится и легко выливается из формы.
Полученная форма для литья более гладкая и позволяет производить продукцию более высокого качества, чем обычная форма.
В следующем видео показан процесс плавки бронзы в домашних условиях.
Рекомендуется прочитать
Точка плавления металлов и сплавов | Ящик для инструментов
Что такое температура плавления?
Температура плавления вещества – это температура, при которой оно переходит из твердого состояния в жидкое при атмосферном давлении; при температуре плавления твердая и жидкая фазы находятся в равновесии. Температура плавления вещества зависит от давления и обычно указывается при стандартном давлении в справочных материалах. Точка плавления также называется точкой разжижения, солидусом или ликвидусом.
Температура плавления обычных материалов
Температура плавления стали: 1425-1540 °C / 2600-2800 °F
Температура плавления золота: 1064 °C / 1947,5 °F. Температура плавления меди: 1084 °C / 1983 °F
Температура плавления железа: 1538 °C / 2800 °F
Температура плавления свинца: 327,5 °C / 621 °F.
Температура плавления серебра: 961 °C / 1761 °F.
Температура плавления меди: 1084 °C / 1983 °F
Температура плавления железа: 1538 °C / 2800 °F
Температура плавления свинца: 327,5 °C / 621 °F.
Температура плавления серебра: 961 °C / 1761 °F.
Загрузить справочный лист:
PDFExcel
Точки плавления металлов и чистых элементов
| Атомный номер | Элемент | Температура плавления (°C) | Температура плавления (°F) | ||
|---|---|---|---|---|---|
| 89 | Актиний | 1050 °C 9022 2 | 1922 °F | ||
| 13 | Алюминий | 660,32 °C | 1220,58 °F | ||
| 9 5 | Америций | 1176 °C | 2149 °F | ||
| 51 | Сурьма | 630,63 °C | 1167,13 °F | ||
| 18 | Аргон | -189,35 °C | -308,83 °F | ||
| 33 | Мышьяк | 817 °C | 1503 °F | ||
| 85 | Астатин | 302 °C | 576 °F | ||
| 56 | Барий | 727 °C | 1341 °F | ||
| 97 | Берклий | 986 °C | 1807 ° F | ||
| 4 | Бериллий | 1278 °C | 2349 °F | ||
| 83 | Висмут | 271,5 °C | 520,7 °F | ||
| Бор | 2076 °C | 3769 °F | |||
| 35 | Бром | -7,2 °C | 19°F | ||
| 48 | Кадмий | 321,07°C | 609,93°F | ||
| 20 | Кальций | 842 °C | 1548 °F | ||
| 98 | Калифорний | 900°C | 1652°F | ||
| 6 | Углерод (графит) | >3527 °C | >6381 °F | ||
| 58 | Церий | 795°C | 1463°F | ||
| 55 | Цезий | 28,44°C | 83,19°F | ||
| 17 | Хлор | -101,5 °C 90 222 | -150,7 °F | ||
| 24 | Хром | 1907 °C | 3465 °F | ||
| 27 | Кобальт | 1495 °C | 2723 °F 9022 2 | ||
| 29 | Медь | 1084,62 °C | 1984,32 °F | ||
| 96 | Кюрий 90 222 | 1340°C | 2444°F | ||
| 66 | Диспрозий | 1407°C | 2565°F | ||
| 99 | Эйнштейний | 860°C | 1580°F | ||
| 68 | Эрбий | 1529°C | 2784°F | ||
| 63 | Европий | 826°C | 1519°F | ||
| 100 | Фермиум | 1527°C | 2781°F | ||
| 9 | Фтор | -219,62 °C | -363,32 °F | ||
| 87 | Франций 902 22 | 27°C (прибл. ) ) | 80°F (прибл.) | ||
| 64 | Гадолиний | 1312°C | 2394°F | ||
| 31 | Галлий | 29,764 6 °C | 85,5763 °F | ||
| 32 | Германий | 938,25°C | 1720,85°F | 79 | Золото | 1064,18°C | 1947,52°F |
| 72 | Гафний | 902 21 2233°C4051°F | |||
| 2 | Гелий (при 2,5 МПа) | -272,20 °C | -457,96 °F | ||
| 67 | Гольмий | 1461 °C | 2662 °F | ||
| 1 | Водород | -259,14 °C | -434,45 °F | ||
| 49 | Индий | 156,5985°C | 313,8773°F | ||
| 53 | Йод | 113,7°C | 23 6,66°F | ||
| 77 | Иридий | 2466°C | 4471°F | ||
| 26 | Железо | 1538°C | 2800°F | ||
| 36 9022 2 | -157,36°C | -251,25°F | |||
| 57 | Лантан | 920°C | 902 21 1688°F|||
| 82 | Свинец | 327,46°C | 621,43°F | ||
| 3 | Литий | 180,54 °C | 356,97 °F | ||
| 71 | Лютеций | 1652°C | 3006°F | ||
| 12 | Магний | 650°C | 1202 °F | ||
| 25 | Марганец | 1246 °C | 2275 °F | ||
| 101 | Менделевий | 827°C | 1521°F | ||
| 80 | Ртуть | -38,83°C | -37,89°F | ||
| 42 | Молибден | 2623°C | 4753°F | ||
| 60 | Неодим | 1024°C | 1875°F 902 22 | ||
| 10 | Неон | -248,59 °C | -415,46 °F | ||
| 93 | Нептуний | 637°C | 1179°F | ||
| 28 | Никель | 1453°C | 2651°F | 9 0217||
| 41 | Ниобий | 2477°C | 4491°F | ||
| 7 | Азот | -210,00 °C | -346,00 °F | ||
| 76 | O smium | 3033°C | 5491°F | ||
| 8 | Кислород | -218,79 °C | -361,82 °F | ||
| 46 | Палладий | 1554,9°C | 2830,82°F | ||
| 15 | 90 221 Фосфор (белый)44,2 °C | 111,6 °F | |||
| 78 | Платина | 1768,3°C | 3214,9°F | ||
| 94 | Плутоний | 9 0221 639,4°C1182,9°F | |||
| 84 | Полоний | 254°C | 489°F | ||
| 19 | Калий | 63,38 °C | 146,08 °F | ||
| 59 | Празеодим | 1715°F | |||
| 61 | Прометий | 1042°C | 1908°F | ||
| 91 | Протактиний | 1568°C | 2854°F 90 222 | ||
| 88 | Радий | 700°C | 1292°F | ||
| 86 | Радон | −71,15 °C | −96 °F | ||
| 75 | Рений | 3186 °C | 5767 °F | ||
| 45 | Родий | 1964°C | 3567°F | ||
| 37 | Рубидий | 39,31°C | 102,76°F | ||
| 44 | Рутений 90 222 | 2334°C | 4233°F | ||
| 62 | Самарий | 1072°C | 1962°F | 92806 °F 221 221°C | 430°F |
| 14 | Кремний | 1414 °C | 2577 °F | ||
| 47 | Серебро | 961,78 °C | 1763,2 °F 90 222 | ||
| 11 | Натрий | 97,72 °C | 207,9 °F | ||
| 38 | Стронций 9 0222 | 777°C | 1431°F | ||
| 16 | Сера | 115,21 °C | 239,38 °F 902 22 | ||
| 73 | Тантал | 3017°C | 5463°F | ||
| 43 | Технеций | 2157°C | 3915°F | ||
| 52 | Теллур | 449,51°C | 841,12°F | ||
| 65 | Тербий | 1356°C | 2473°F | ||
| 81 | Таллий | 304°C | 579°F | ||
| 90 | Торий 9022 2 | 1842°C | 3348°F | ||
| 69 | Тулий | 1545°C | 2813°F | ||
| 50 | Олово | 231,93°C | 449,47°F 9 0222 | ||
| 22 | Титан | 1668 °C | 3034 °F | ||
| 74 | Вольфрам 90 222 | 6192°F | |||
| 92 | Уран | 1132,3 °C | 2070 °F | ||
| 23 | Ванадий | 1910 °C | 3470 °F | ||
| 54 | Ксенон (@ 101,325 кПа) | −111,7°C | −169,1°F | ||
| 70 9 0222 | Иттербий | 824°C | 1515°F | ||
| 39 | Иттрий | 1526°C | 902 21 2779°F|||
| 30 | Цинк | 419,53 °C | 787,15 °F | ||
| 40 90 222 | Цирконий | 1855°C | 3371°F |
Температура плавления сплавов
| Название | Температура плавления (°C) | Температура плавления (°F) |
|---|---|---|
| Алюминий-кадмий 77 °C | 2511 °F | |
| Алюминиево-кальциевый сплав | 545 °C | 1013 °F |
| Алюминиево-цериевый сплав 9 0222 | 655 °C | 1211 °F |
| Алюминиево-медный сплав | 548 °C | 1018 °F |
| Алюминиево-германиевый сплав | 427 °C | 801 °F |
| Алюминиево-золотой сплав | 5 69 °C | 1056 °F |
| Алюминиево-индиевый сплав | 637 °C | 1179 °F |
| Алюминиево-железный сплав 9 0222 | 1153 °C | 2107 °F |
| Алюминиево-магниевый сплав | 600 °C | 1110 °F |
| Алюминиево-никелевый сплав | 1385 °C | 2525 °F |
| Алюминиево-платиновый сплав | 1260 °C | 2300 °F | Алюминиево-скандиевый сплав | 655 °C | 1211 °F |
| Алюминиево-кремниевый сплав | 577 °C | 1071 °F 9 0222 |
| Алюминиево-цинковый сплав | 382 °C | 720 °F |
| Амальгама | 178-278 °C | 90 221 352,4–532,4 °F|
| Сплав мышьяка-меди | 685 °C | 1265 °F |
| Сплав мышьяка-индия | 94 2 °C | 1728 °F |
| Сплав мышьяк-железо | 1103 °C | 2017 °F |
| Мышьяк-марганец Сплав | 870 °C | 1598 °F |
| Сплав мышьяка-никеля | 967 °C | 1770 °F |
| Сплав мышьяка-олова 9 0222 | 579 °C | 1074 °F |
| Сплав мышьяка и цинка | 1015 °C | 1859 °F | Металлический баббит | 433–466 °C | 811,4–870,8 °F |
| Медно-берилевый сплав | 865–955 °C | 1587–1750 °F |
| Латунь | 930 °C | 1710 °F |
| Латунь, адмиралтейская | 900–940 °C | 1650–172 0 °F |
| Латунь, красная | 990–1025 °C | 1810–1880 °F |
| Латунь, желтая | 905–932 °C | 1660–1710 °F |
| Бронза, алюминий | 1027–1038 °C | 1881–1900 °F | 90 217
| Бронза, марганец | 865 — 890 °C | 1590–1630 °F |
| Медно-никелевый сплав | 1060–1240 °C | 1940–2264 °F | Металл Филда | 62 °C | 144 °F |
| Сплав золота и сурьмы | 360 °C | 680 °F |
| Сплав золота с висмутом | 241 °C | 466 °F |
| Сплав золота с кадмием | 500 °C | 932 °F |
| Золото-цериевый сплав | 520 °C | 968 °F |
| Золото-германиевый сплав | 356 °C | 673 °F |
| 561 °C | 1042 °F | |
| Сплав золота и свинца | 215 °C | 419 °F | 90 1 760 °F
| Золото-кремниевый сплав | 363 °C | 685 °F |
| Золото-натриевый сплав | 876 °C | 1609 °F |
| 416 °C | 781 °F | |
| Сплав золота и таллия | 131 °C | 268 °F | 9 0217
| Сплав золото-олово | 278 °C | 532 °F |
| Hastelloy C-276 | 1323-1371 °C | 90 221 2415-2500 °F|
| Инколой | 1390–1425 °C | 2540–2600 °F |
| Инконель | 1390–1425 °C | 2540–26 00 °F |
| Инвар | 1427 °C | 2600 °F |
| Чугун, литье | 1204 °C | 90 221 2200 °F|
| Чугун, литой (серый) | 1175–1290 °C | 2150–2360 °F |
| Чугун, ковкий 90 222 | 1150–1200 °C | 2100–2190 °F |
| Железо, кованое | 1482 °C | 2700 °F |
| Сплав железо-сурьма | 748 °C | 1378 °F |
| Железо-гадолиний сплав | 850 °C | 1562 °F |
| Железо-молибденовый сплав | 90 221 1452 °C2646 °F | |
| Железо-ниобиевый сплав | 1370 °C | 2498 °F |
| Железо-кремниевый сплав | 1202 °C | 2196 °F |
| Сплав железо-олово | 1127 °C | 2061 °F |
| Сплав железо-иттрий 9022 2 | 900 °C | 1652 °F |
| Железо-циркониевый сплав | 1327 °C | 2421 °F |
| 1449 °C | 2640 °F | |
| Свинцово-сурьмяный сплав | 247 °C | 477 °F |
| Свинцово-платиновый сплав | 290 °C | 554 °F |
| Свинцово-празеодимовый сплав | 1042 °C | 1908 °F |
| Lead-Tell Уриевый сплав | 924 °C | 1695 °F |
| Свинцово-оловянный сплав | 187 °C | 369 °F | Свинцово-титановый сплав | 725 °C | 1337 °F |
| Магний AZ31B | ~650 °C | ~1200 °F |
| Сплав магния и сурьмы | 961 °C | 1761,8 °F |
| Никелево-магниевый сплав | 507 °C | 945 °F |
| Сплав магния-стронция | 426 °C | 799 °F |
| Сплав магния-цинка | 34 2 °С | 648 °F |
| Молибден-никелевый сплав | 1317 °C | 2403 °F |
| Молибден-ниобиевый сплав | 2 297 °C | 4167 °F |
| Молибден-осмиевый сплав | 2377 °C | 4311 °F |
| Mo либден-рениевый сплав | 2507 °C | 4545 °F |
| молибден-рутениевый сплав | 1927 °C | 3501 °F |
| Молибден-кремниевый сплав | 2077 °C | 3771 °F |
| Монель | 1300–1350 °C | 2370–2460 °F | 90 217
| Никель-сурьмяный сплав | 1102 °C | 2016 °F |
| Никель-сурьмяный сплав | 1130 °C | 2066 °F |
| Никель-титановый сплав | 1117 °C | 2043 °F |
| Никель-вольфрамовый сплав | 1500 °C | 2732 °F |
| Никель-ванадиевый сплав | 1200 °C | 2192 °F |
| Никель-цинковый сплав | 875 °C | 1 607 °F |
| Нитинол | 1300 °C | 2370 °F |
| Олово | 240 °C | 9 0221 464 °F|
| Металл Роуза | 98 °C | 208 °F |
| Серебро-алюминиевый сплав | 562 °C | 1044°F |
| Сплав серебра и сурьмы | 485 °C | 905 °F |
| Алло серебро-мышьяк | 540 °C | 1004 °F |
| Сплав серебра с кальцием | 547 °C | 1017 °F |
| Сплав серебра с церием | 525 °C | 977 °F |
| Серебро-медный сплав | 777 °C | 1431 °F |
| Серебро-германиевый сплав | 651 °C 9 0222 | 1204 °F |
| Серебро-лантановый сплав | 518 °C | 964 °F |
| Серебро-свинцовый сплав | 304 °C | 579 °F |
| Серебро-литиевый сплав | 145 °C | 293 °F |
| Серебро-магниевый сплав | 472 °C | 882 °F |
| Серебро-палладиевый сплав | 651 °C | 1204 °F |
| Серебро-кремниевый сплав | 837 °С | 1539 °F |
| Серебро-Стронций Сплав | 436 °C | 817 °F |
| Серебро-Теллур Сплав 902 22 | 350 °C | 662 °F |
| Серебро-циркониевый сплав | 827 °C | 1521 °F |
| 1425–1540 °C | 2600–2800 °F | |
| Сталь, стареющая | 1413 °C | 2575 °F 9 0222 |
| Сталь, нержавеющая сталь | 1510°C | 2750°F |
| Стеллит | 1180-1415°C | 2156 – 2579°F | 90 217
| Стерлинговое серебро | 893 °C | 1640 °F |
| Титан-алюминий-ванадий (Ti-6Al-4V) | 1604 — 166 0 °C | 2920 — 3020 °F |
| Металл Вуда | 70 °C | 158 °F |
Плавление Пункты химических веществ и веществ
| Название | Температура плавления (°C) | Температура плавления (°F) |
|---|---|---|
| 2-пропанол | -89,5 ° C | -129,1 °F |
| Уксусная кислота | 16,77 °C | 62,6 °F |
| Ацетон | 90 221 -94 °C-137,2 °F | |
| Агар | 85 °C | 185 °F |
| Спирт, этил (этанол) 90 222 | -114,38 °С | -173,9 °F |
| Спирт метиловый (метанол) | -97,5 °C | -143,5 °F |
| Аммоний | 9022 1 -77,65 °C-107,77 °F | |
| Нитрат аммония | 169,7 °C | 337,46 °F |
| 64 °C | 140 °F | |
| Бензол | 5,72 °C | 42,3 °F |
| Борная кислота | 170,88 °C | 339,6 °F |
| Масло канолы | -10 °C | 14 °F |
| Двуокись углерода | -56,6 °C 9 0222 | -69,9 °F |
| Окись углерода | -120,6 °C | -185,08 °F |
| Углекислота | 902 21 210 °C410 °F | |
| Хлороформ | -63,4 °C | -82,12 °F |
| Лимонная кислота 9 0222 | 153 °C | 307,4 °F |
| Декстроза | 146 °C | 294,8 °F |
| Этилин | -169,22 °C | 9 0221 -272,6 °F|
| Этилендихлорид | -35,5 °C | -31,9 °F |
| Этиленгликоль | 9022 1 -12,8 °C8,96 °F | |
| Фруктоза | 103 °C | 217,4 °F |
| Глюкоза 90 222 | 146 °C | 294,8 °F |
| Глицерин | 17,77 °C | 64 °F |
| Гексан | -95 °C | -139 °F | 9 0217
| Соляная кислота | -26 °C | -14,8 °F |
| Плавиковая кислота | -83,55 °C | -118 . About the author |