Как варить нержавейку инвертором — Торговый Дом Центр Сварки
Изделия из нержавейки пользуются большой популярностью. Наверняка у каждого дома найдётся хоть одно такое изделие, отличающееся прочностью и надежностью в использовании.
Однако порой случается так, что и изделия из нержавейки требуют ремонта. Для этих целей чаще всего используется сварка. А поскольку в последнее время для бытовых нужд приобретаются инверторы, то и возникает закономерный вопрос об их работе с нержавейкой.
Сварка нержавейки: что нужно знать?
Нержавейка относится к высоколегированной стали, большую часть которой составляет хром. Есть в составе нержавейки также и никель, титан, мобилен, и другие добавочные элементы, улучшающие характеристики этого металла против коррозии.
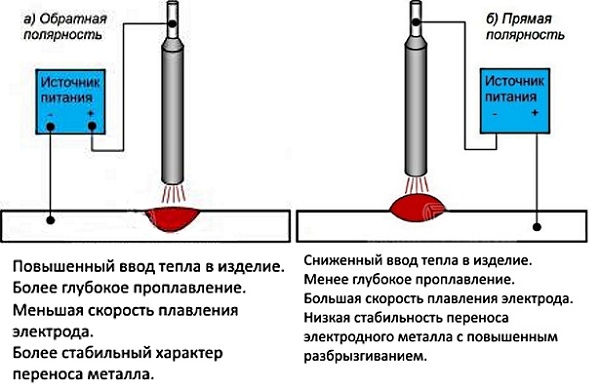
Из-за того, что нержавеющая сталь имеет теплопроводность почти, что вдвое меньше, чем у обычной стали, варить её довольно сложно. Делать это нужно только при пониженном напряжении и на обратной полярности тока.
Также, при неправильной сварки нержавейки, её может сильно повести, и это нужно обязательно учитывать, выставляя необходимые зазоры между свариваемыми элементами. Кроме того, после сварки, места швов будут подвержены коррозийным процессам, поэтому их следует защитить, чтобы уберечь целостность металлоизделия.
Как варить нержавейку инвертором
Чтобы правильно сварить нержавейку инвертором следует придерживаться таких правил:
- Не перегревать слишком сильно заготовку, поскольку температура свыше 150 градусов здесь является уже критической;
- Варить нержавейку допускается только на малом токе. При этом нужно исключить колебательные движения электродом и увеличить скорость сварки до предела;
- Обязательно нужно позаботиться об отводе тепла, для чего под свариваемые заготовки рекомендуется подкладывать медные пластины достаточной толщины;
- Сварка толстой нержавейки должно осуществляться с разделкой и многопроходным соединением.

- Для сварки нержавеющей стали нужны специальные электроды, которые предназначены для этих целей (можно варить и обычными электродами, но качество сварочного шва будет намного хуже).

Перед тем как варить нержавейку инвертором, место сваривания заготовок нужно обезжирить. Для этого можно использовать ацетон или бензин. Обезжиренная поверхность позволить сварочной дуге гореть более устойчиво.
Если сварка осуществляется электродами 3 мм, то ток на инверторе должен быть выставлен не менее 80 А. Так же, как было сказано выше, варить нержавейку рекомендуется на токе обратной полярности, обязательно подложив под металлоизделие теплоотводящие пластины из меди.
Для надежной дуги расстояние между электродом и нержавеющим металлом должно быть выдержано в 2-3 мм. При этом угол наклона электрода при сварке, также имеет немалое значение. Угол электрода к поверхности нержавейки должен составлять около 80 градусов, и только к дуге.
Обязательно после сварки нержавейки швы должны быть защищены от процессов коррозии. Для этого они при необходимости зачищаются, после чего покрываются специальной пастой с антикоррозийным составом.
Сварка нержавейки инвертором, в силу своих особенностей, требует немалого опыта. Новичку в этом, на первых порах, будет сложно, поэтому без экспериментов, ошибок и проб, не обойтись.
Cварка нержавейки инвертором
Содержание страницы
- 1 Аппараты и настройки
- 2 Нюансы при сварке нержавейки
- 3 Сварочный процесс
- 4 Электроды для инвертора
На производстве, при сварке нержавеющей стали, применяются аргоновые аппараты и дорогие вольфрамовые электроды. Это обеспечивает надежное соединение и эстетичный внешний вид. Но если возникла необходимость сварить высоколегированную сталь в домашних условиях, то у малого числа сварщиков найдет аргоновый агрегат. Возможна ли сварка нержавейки инвертором? На каких настройках она выполняется? Все ли электроды подойдут? Реально ли сваривать подобные материалы на самодельном аппарате?
Аппараты и настройки
Инверторы широко применяются в бытовой среде, когда требуется выполнить качественное соединение. Они функционируют от сети 220V, и небольшие по размерам, что удобно при высотных работах и транспортировке. Преобразование электрического тока в несколько ступеней, с выходом высокочастотного переменного напряжения, позволяет лучше вплавлять присадочный металл и формировать ровные швы. Относительно невысокая стоимость делает их лидерами продаж среди сварочных агрегатов.
Они функционируют от сети 220V, и небольшие по размерам, что удобно при высотных работах и транспортировке. Преобразование электрического тока в несколько ступеней, с выходом высокочастотного переменного напряжения, позволяет лучше вплавлять присадочный металл и формировать ровные швы. Относительно невысокая стоимость делает их лидерами продаж среди сварочных агрегатов.
Сварка нержавеющей стали может производиться инверторами любых моделей. Для работы в домашних условиях, как видно на некоторых видео, может быть использован самый простой аппарат инверторного типа. Подойдет даже самодельное устройство, чьи рабочие показатели соответствуют магазинным аналогам.
Немаловажной частью процесса являются правильные настройки инвертора для сварки нержавейки, соответствующие конкретной толщине изделия. Ввиду физико-термических свойств металла лучше применять следующие режимы и диаметры электродов:
| Толщина металла, мм | Диаметр электрода, мм | Напряжение, V | Сила тока, А |
1. 5 5 | 2 | 13 | 40-60 |
| 3 | 3 | 15 | 75-85 |
| 4 | 3 | 16 | 90-100 |
| 6 | 4 | 18 | 140-150 |
Нюансы при сварке нержавейки
Как правило, нержавеющая сталь сваривается инвертором достаточно легко, если сварщик понимает основные принципы работы с этим металлом. Это помогает предупредить распространенные дефекты, и создать качественное соединение. Выделяются три проблемных момента, требующие конкретных мер при сварке нержавейки инвертором:
- Легированная сталь отличается повышенным взаимодействием с окружающей средой. Соприкосновение расплавленного металла с кислородом приводит к выделению углерода и образованию крупных пор на поверхности шва. Поэтому сварочный металл в жидком состоянии, нуждается в надежной защите от внешних газов. Для этого используются электроды со специальной обмазкой, изолирующие зону сварки искусственным газовым облаком. Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.
- Обширные сварочные работы, или длительное удержание дуги на одном месте, ведут к перегреву участка. Это влечет выгорание легирующих элементов. В результате соприкосновения металла с влагой могут появиться пятна ржавчины. Данный участок становится подвержен коррозии и, со временем, дает течь. Применение вышеуказанных настроек аппарата, подразумевающих 20% снижение силы тока по сравнению со сваркой обычной стали, и ведение работы в шахматном порядке, поможет сохранить антикоррозийные свойства нержавейки.
- Линейное расширение легирующей стали выше, чем у «черного» металла, что влечет к активному невидимому процессу внутри материала. Под действием температуры дуги изделие в зоне сварки расширяется, а по мере остывания, стягивается на место. Подобное незримое движение ведет к образованию микротрещин и нарушениям герметичности стыков. Поэтому, помимо правильных настроек аппарата, необходимо грамотно выбирать материал присадочного элемента (электрода), способного органично взаимодействовать с основным металлом, и не «рваться» в процессе расширения/сужения.
 Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.
Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.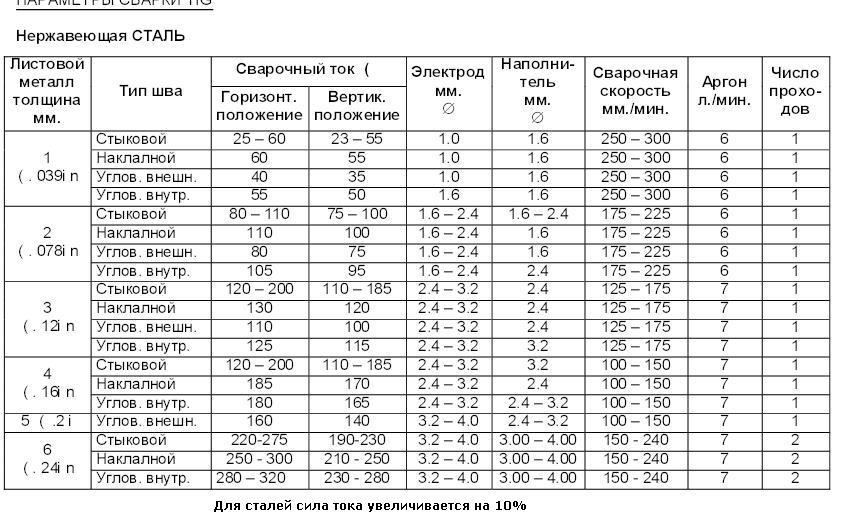
Сварочный процесс
Чтобы успешно сваривать инвертером нержавеющую сталь в домашних условиях, следует придерживаться определенных этапов работы:
- Удалить с места стыка остатки краски, масла или мусора. Нержавейка довольно «капризный» металл, и плохо реагирует на подобные включения в сварочную ванну. Зачистка проводится металлической щеткой.
- Предварительная прокалка электродов поможет вернуть хорошие свойства их обмазке, что облегчит сварочный процесс и последующую обработку.
- При работе с краями соединения, которые толще 4 мм, необходима разделка кромок под 45 градусов. Это обеспечит хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно выполнить «болгаркой» или напильником. В особенно ответственных изделиях скос кромок выполняется на фрезерном станке. Дополнительно, выставляется зазор в 1-2 мм между пластинами, что позволяет затечь раскаленному металл до самого основания шва.
- Если сваривать инвертором предстоит тонкий металл (1-2 мм), то потребности в зазоре нет. Наоборот, требуется плотно свети края соединения друг ко другу, и выполнить прихватки.
- При работе с толстыми листами железа (более 7 мм) рекомендуется производить подогрев изделия до 150 градусов. В домашних условиях это можно сделать паяльной лампой. Подобная мера позволяет избежать резкого перепада температуры при нанесении шва на холодный металл.
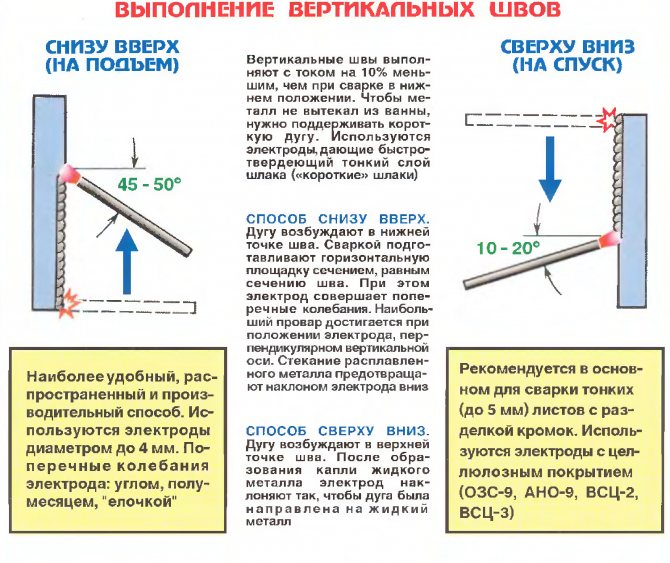
- Шов, при сварке нержавейки инвертором, выполняется на короткой дуге, и ведется немного быстрее, чем при сварке «черного» железа. Для повышения скорости провара не используют колебательные движения электродом. Шов получается узким, но не перегревающим материал. Электрод можно наклонить на себя или в удобную сторону, и удерживать его на 40-60 градусов относительно поверхности изделия.
- В конце шва необходимо выполнить «замок», предотвращающий последующие трещины и свищи. Для этого сварочную ванну выводят в сторону на основной металл, или на уже застывший предыдущий шов, и удерживая электрод на месте, прерывают дугу.
- После прекращения сварки изделию необходимо дать время остыть. Не стоит поливать его водой, ускоряя процесс, иначе высокий коэффициент линейного расширения негативно скажется на качестве стыка.
- Отбитие шлака производится спустя 5 минут, чтобы не оставить следов удара на мягком металле.
- Зачищенный шов осматривается на наличие дефектов. Если изделие предназначено для работы под давлением, то стоит произвести опрессовку. После чего можно проводить шлифовку и полировку для блеска нержавеющей конструкции.
 Наоборот, требуется плотно свети края соединения друг ко другу, и выполнить прихватки.
Наоборот, требуется плотно свети края соединения друг ко другу, и выполнить прихватки. Не стоит поливать его водой, ускоряя процесс, иначе высокий коэффициент линейного расширения негативно скажется на качестве стыка.
Не стоит поливать его водой, ускоряя процесс, иначе высокий коэффициент линейного расширения негативно скажется на качестве стыка.https://www.youtube.com/watch?v=Zngv3j_zh5g
Электроды для инвертора
Поскольку инверторные аппараты выдают переменный ток, электроды предназначенные исключительно для постоянного напряжения не подойдут. Можно использовать расходные материалы универсального предназначения по виду тока.
Хорошо зарекомендовали себя электроды с рутиловым покрытием, которые надежно защищают сварочную ванну и дают минимальное разбрызгивание горячего металла. Данные электроды хорошо разжигаются и не «теряют» дугу при работе. Они удобны в заплавлении широких зазоров. Позволяют варить во всех пространственных положениях. Для их производства используется проволока Св 08А. Диаметр колеблется от 2 до 5 мм.
Они удобны в заплавлении широких зазоров. Позволяют варить во всех пространственных положениях. Для их производства используется проволока Св 08А. Диаметр колеблется от 2 до 5 мм.
Достойными представителями этого вида электродов являются:
- ОЗЛ-6;
- ОК-46;
- ОЗЛ-8;
- МР-3.
После окончания шва стоит беречь глаза, поскольку горячий шлак может самопроизвольно отскакивать.
После рассмотрения этих практичных советов и познавательного видео становиться понятно как варить нержавейку инвертором в домашних условиях. Тренировка на не ответственных стыках позволит отточить мастерство и приступить к чистовой работе.
Panasonic Inverter® 1,3 Cu. футов Микроволновая печь из нержавеющей стали-NN-SC688S | Midland Appliance World
Модель #: NN-SC688S
650154
Panasonic
Краткий обзор
Этот 1,3 куб. футов. Среднеразмерная микроволновая печь Inverter® имеет гладкую черную отделку из нержавеющей стали. Технология Inverter® обеспечивает быстрое и равномерное приготовление вместе с функцией Quick 30 мощностью 1200 Вт.
Технология Inverter® обеспечивает быстрое и равномерное приготовление вместе с функцией Quick 30 мощностью 1200 Вт.
Подробности в магазине9.99
Познакомьтесь с этим продуктом.
1200 Вт Функция Quick 30
Эта функция позволяет быстро и просто готовить в течение 30 секунд без необходимости выбора дополнительных настроек. Каждое нажатие кнопки устанавливает его на 30 секунд, возможна установка до 5 минут.
Эволюция инверторной технологии Panasonic
Обычные микроволновые печи полностью включены или выключены только на одном уровне мощности. Инверторная технология Panasonic непрерывно обеспечивает градуированные последовательности мощности, поэтому пища готовится более равномерно и с более вкусными результатами
Оптимальный нагрев для лучшего вкуса
Температура приготовления каждого ингредиента соответствует его вкусу, текстуре и питательной ценности. Инвертор оптимизирует мощность нагрева для каждого вида приготовления.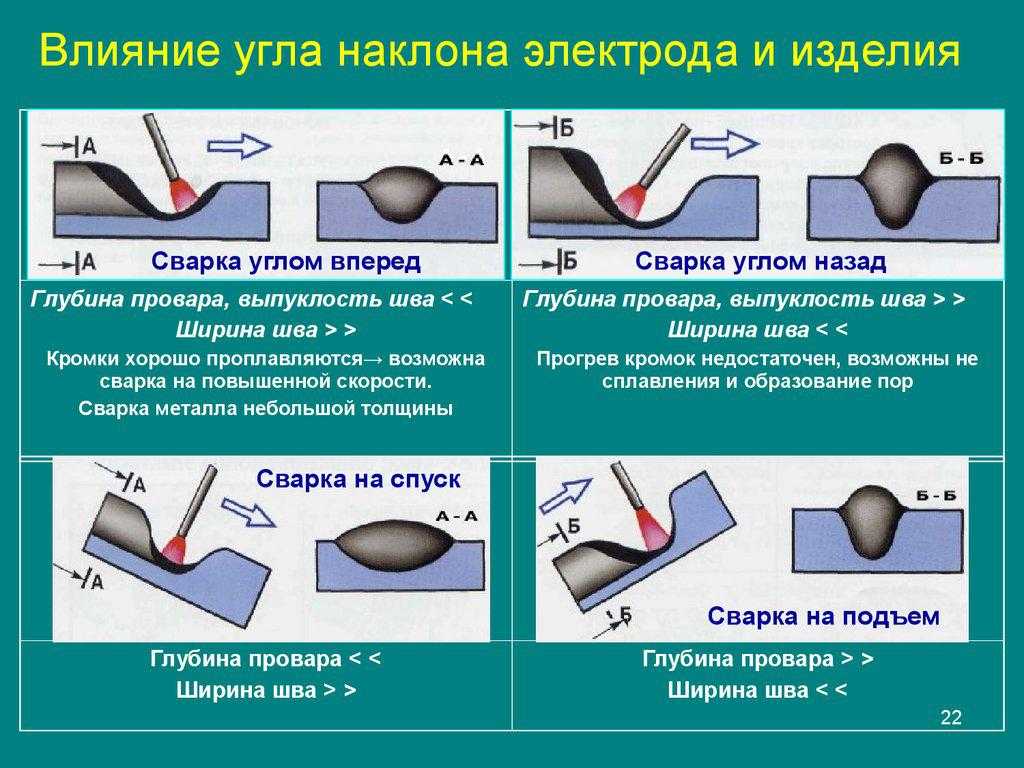
Полезные документы
Спецификационный лист
Спецификации
—
Подробнее атрибуты:
Питание:
| ГРИЛ: | 1200898 |
| Yes (Combi 1,2,3) |
Panasonic Technology:
| Panasonic Inverter: | Yes |
Design:
| Control Panel Design: | Сенсорная панель |
| Тип дисплея: | Новый 4 цифры + значок |
| Цвет дисплея: | Белый |
| Sensor: | Yes |
| Microwave Power Level: | 11 (P0-P10) P0 keep warm |
| Cook Time: | 99min 99sec |
| Kitchen Timer: | Yes (99min 99sec) |
| Время стояния: | Да (99min 99Sec) |
| Запуск старт: | Да (99min 99SEC) |
. 0058 0058 | 2 Стадия |
Меню:
| Автороста: | Да (0,1-3,0 кг) |
| POPCORN: | 3,2 Оз. (91 г) / 2,75 унции. (78 г) / 1,5 унции. (42 г) |
| Поддержание тепла: | Да в режиме микроволн (до 30 мин) |
| Время добавления: | Да (ручной) |
| 0 Quickup 3 мин.) | |
| Количество порций/вес: | NO |
| Подробнее/Меньше: | Да |
| напитки: | кофе/молоко |
| Категории Auto Cook: | |
| . (В x Ш x Г): | 249 x 351 x 386 мм (9-13/16 x 13-13/16 x 15-3/16 дюймов) |
Разное. Технические характеристики
| Вес изделия (фунты) | 27,5 |
| Weight Kilogram | 14 |
| ENERGY STAR Qualified | No |
Appliance Fit Width (in.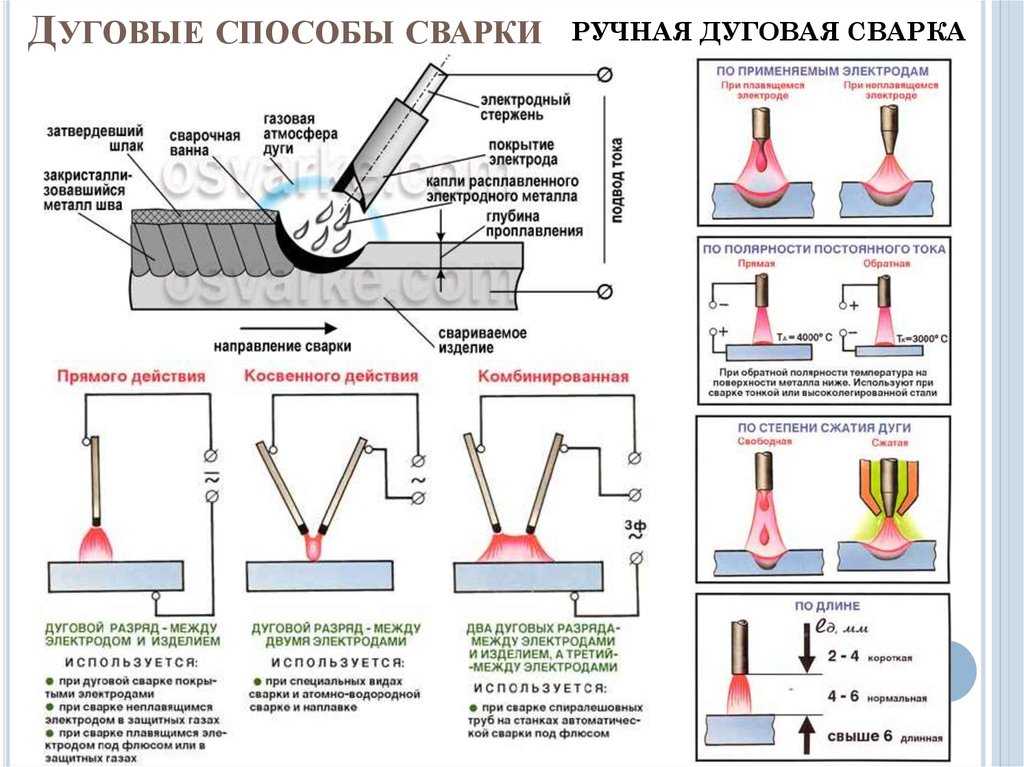 ) ) | 21 |
| Color Finish Name | Silver with Stainless Steel |
| Child Замок | Да |
| Мощность | 1400 |
| Сенсорная варка | Да |
| Настройка размораживания | Да |
| Один штрих | Да |
| Microwave Door выпуск | . (cm) | 31.6 |
| Depth (cm) | 40.97 |
| Width (cm) | 51.92 |
| Product Weight (kg) | 12.5 |
| Cooking Power | 1200 |
| Voltage | 120 |
| Frequency | 60 |
| Appliance Color | Silver |
| Power Levels | 10 |
| Depth (in .) | 16,13 |
| Тип ручки | Кнопка |
| Высота (дюймы) | 12,44 | Поворотный стол60058 | Да |
| Тепло/переживание | Да |
Ширина (в.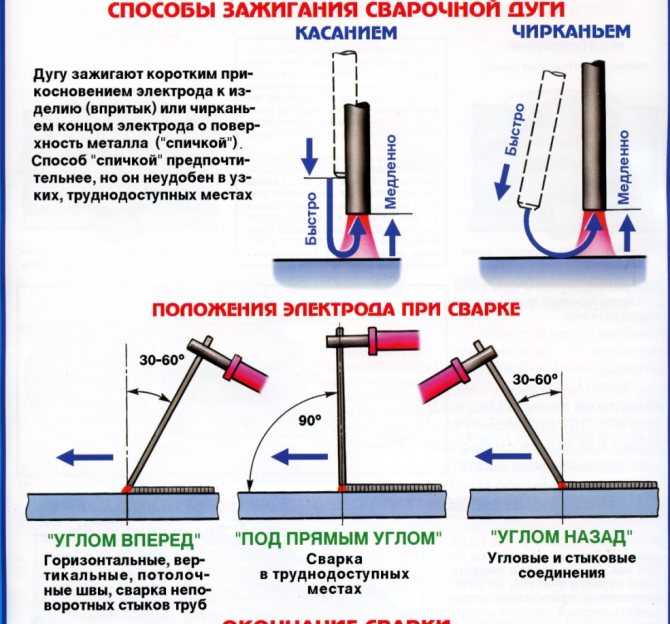 ) ) | 20,44 |
00 Panasonic Inverter® 1,3 Cu. футов Stainless Steel Microwave-NN-SC688S
More Attributes:
Power:
| Grill: | 1200 W |
| Combination: | Yes (Combi 1,2,3) |
Технология Panasonic:
| Panasonic Inverter: | Yes |
Design:
| Control Panel Design: | Touch Pad |
| Display Type: | New 4 Digit + Icon |
| Display colour: | Белый |
Программируемые функции:
| Датчик: | Да |
Уровень мощности микроволн: 909P 10058 1058 | |
| . 99min 99sec) | |
| Часы: | 12 час |
| Стадия Приготовление: | 2 Стадия |
MENU:
MENU:
9009
9005: 9009
 0058
005861
Specifications:
| Oven Dimensions (H x W x D): | 249 x 351 x 386 mm (9-13/16 x 13-13 /16 x 15-3/16 дюймов) |
Разное. Спецификации
| Вес продукта (фунт.) | 27,5 | ||||||||||||||||||||||||||||||||||||||
| Вес килограмма | 14 | ||||||||||||||||||||||||||||||||||||||
| Энергетическая звезда Квалифицирован | NO | ||||||||||||||||||||||||||||||||||||||
Энергетическая звезда.0057 Appliance Fit Width (in.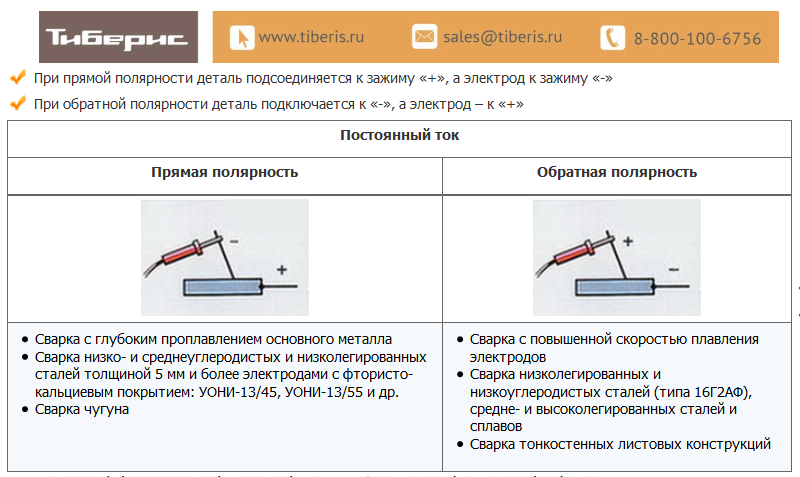 ) ) | 21 | ||||||||||||||||||||||||||||||||||||||
| Color Finish Name | Silver with Stainless Steel | ||||||||||||||||||||||||||||||||||||||
| Child Lock | Yes | ||||||||||||||||||||||||||||||||||||||
| Wattage | 1400 | ||||||||||||||||||||||||||||||||||||||
| Sensor Cook | Yes | ||||||||||||||||||||||||||||||||||||||
| Тип микроволн | Столешница | ||||||||||||||||||||||||||||||||||||||
| Настройка разморозки | Да | ||||||||||||||||||||||||||||||||||||||
| Настройка одним нажатием | 7 Да80057 Microwave Door Release | Push Button | |||||||||||||||||||||||||||||||||||||
| Total Capacity (cu. ft.) | 1.3 | ||||||||||||||||||||||||||||||||||||||
| Height (cm) | 31.6 | ||||||||||||||||||||||||||||||||||||||
| Depth (cm) | 40.97 | ||||||||||||||||||||||||||||||||||||||
| Width (CM) | 51,92 | ||||||||||||||||||||||||||||||||||||||
| Вес продукта (кг) | 12,5 | ||||||||||||||||||||||||||||||||||||||
| .0058 | 60 | ||||||||||||||||||||||||||||||||||||||
| Appliance Color | Silver | ||||||||||||||||||||||||||||||||||||||
| Power Levels | 10 | ||||||||||||||||||||||||||||||||||||||
| Depth (in.) | 16.13 | ||||||||||||||||||||||||||||||||||||||
| Handle Type | Push Button | ||||||||||||||||||||||||||||||||||||||
Height (in .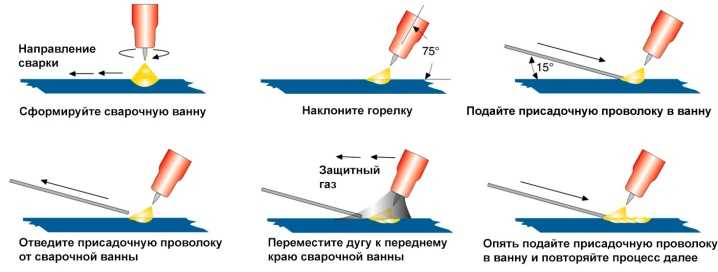 About the author |