Заточка дисковых пил своими руками: углы, способы, видео, фото
Дисковые пилы используются повсеместно в строительстве. Многие работы требуют проведения изменения размеров используемых строительных материалов, создания надрезов и многое другое. Циркулярная пила позволяет быстро провести разрезание самых различных материалов, при этом скорость резания очень большая, а качество сделанного среза наилучшее. Постоянное использование рассматриваемого оборудования определяет то, что режущий инструмент начинает затупляться, это оказывает значительное влияние на эффективность проводимых работ и их качество. Именно поэтому многие задумываются о том, как выполняется заточка дисковых пил своими руками. Ведь умение качественно выполнять подобную работу позволит существенно сэкономить.
Заточка дисковой пилыНеобходимые инструменты
Своими руками диски для циркулярной плиты можно заточить только при наличии специальных инструментов. Также есть станок, который позволяет автоматизировать процесс, сделать его более эффективным.
Для проведения работы по заточке диска своими руками можно использовать нижеприведенные инструменты:
- монтажные тиски;
- напильник;
- брусок из дерева.
Также можно использовать заточной станок для дисковых пил, для которого не нужны вышеприведенные инструменты.
Когда нужно проводить работу по восстановлению дисковых пил?
Довольно важным вопросом можно назвать определение того, когда должна быть проведена заточка дисковых пил. Сильный износ может привести к отсутствию возможности проведения подобной работы. Можно выделить три четких сигнала, которые определяют необходимость проведения заточки диска циркулярной пилы:
- Появление дыма, нагревание защитного кожуха. Приспособление, как правило, имеет специальный защитный кожух, который может нагреваться, если диск затупился. Также следует отметить, что в особых случаях происходит появление дыма вследствие сильного нагрева зоны резания.
- Также при механической подаче, когда нажим регулируется своими руками, следует придавать большое усилие для получения необходимого результата.

- При обработке древесины или другого материала в зоне резания появляются следы нагара и соответствующий запах.

В вышеприведенных ситуациях рекомендуется проводить заточку диска циркулярной пилы.
Принципы и углы заточки дисковых пил
Пила имеет четыре главных угла заточки дисковой пилы по рабочей части. Рассматриваемые углы, как и сама форма зуба, можно назвать основными эксплуатационными характеристиками. Каждый зуб можно охарактеризовать следующим образом:
- передний и задний угол;
- углы среза передней и задней поверхности.
Значения вышеуказанных параметров зависят от назначения распиливающего приспособления, типа материала заготовки.
Поверхности зуба дисковой пилы
По вышеуказанным параметрам можно выделить несколько пил:
- для выполнения продольной резки. В данном случае передний угол должен иметь показатель от 15° до 25°.
- при выполнении поперечной резки рассматриваемый показатель должен быть от 5° до 10°.
- универсальный вариант рекомендуется затачивать под углом 15°.
 В данном случае передний угол должен иметь показатель от 15° до 25°.
В данном случае передний угол должен иметь показатель от 15° до 25°.Тип обрабатываемого материала также определяет то, какие показатели должен иметь зуб. Как правило, чем тверже материал, тем он более труднообрабатываемый. Именно поэтому рекомендуется в меньшей степени заострять режущие зубья.
При длительном использовании пилы из твердосплавного материала значительный износ происходит на самой верхней режущей кромке. При рассмотрении плоскости зуба стоит отметить, что больший износ касается передней поверхности.
Типы зубьев дисковых пил
Выполнение заточки дисковых пил в домашних условиях
Наточить пилу можно своими руками без использования специального точильного станка, который имеет большую стоимость и используется по предназначению достаточно редко по причине использования твердосплавного материала при создании режущей кромки. Однако просто держать круг в руках нельзя, так как нужно добиваться определенных параметров среза для обеспечения необходимого показателя эффективности работы.
Однако просто держать круг в руках нельзя, так как нужно добиваться определенных параметров среза для обеспечения необходимого показателя эффективности работы.
Для фиксации зубчатого круга в строго заданном положении используется обыкновенная плоская подставка. Она имеет нижеприведенные особенности:
- Поверхность плоской подставки должна совпадать с уровнем оси заточного диска.
- Зубчатый круг располагаем на подставке так, чтобы плоскость затачивания находилась перпендикулярно к полотну пилы.
- Рассматриваемое приспособление для зубьев, расположенных под определенным углом, оснащают поворотным шарниром.
Рассматриваемое приспособление позволяет проводить фиксацию обрабатываемого элемента по отношению к используемому абразивному материалу. При помощи цветного маркера проводится нанесение разметочных линий, которые позволяют выбрать правильный угол. Также необходимы тиски, в которых крепится созданное приспособление для фиксации.
Заточка при помощи станка
Если есть возможность приобрести специальный станок, то рассматриваемый процесс можно провести с максимальным показателем эффективности. Подобное приспособление имеет компактные размеры, его можно использовать в домашних условиях.
Подобное приспособление имеет компактные размеры, его можно использовать в домашних условиях.
Особое внимание уделяется выбору абразивного круга. В этом случае отметим нижеприведенные нюансы:
- Твердосплавный диск сложно заточить.
- При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния.
Процесс заточки при использовании профессионального оборудования очень прост. Крепление диска происходит при помощи специального фиксатора. Он создан с расчетом конструктивных особенностей круга. Особое внимание уделим тому, что при применении специальных станков очень просто провести заточку дисковых пил с выдерживанием необходимых показателей. При этом погрешность минимальна. Это связано с тем, что конструкция имеет специальный измеритель показателя угла. Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку.
Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку.
Как наточить пильный диск с победитовыми напайками – инструкция
Для того, чтобы наточить пильный диск с победитовыми напайками, необходимо учесть некоторые особенности данного изделия и как можно тщательнее подбирать инструмент.
Циркуляционные пилы – какими они бывают
Пильный диск при правильной заточке и разводе зубьев способен качественно и точно распилить заготовку в любом направлении реза относительно волокон.
Существует несколько видов режущих полотен для циркуляционной пилы:
Пила циркулярная твердосплавная — характеристика
- Диски с основой и режущей областью из цельного металла;
- Диски с основой из цельного металла и напылением материалов твердой структуры на зубьях;
- Металлические полотна с твердосплавными напайками.
Качественный распил заготовок невозможен, когда зубья выработались или затупились. Сопутствующим явлением работы тупым инструментом будет чрезмерная нагрузка на двигатель, риск заклинивания, небезопасность проведения режущих операций. Необходимо делать заточку циркулярных пил.
Сопутствующим явлением работы тупым инструментом будет чрезмерная нагрузка на двигатель, риск заклинивания, небезопасность проведения режущих операций. Необходимо делать заточку циркулярных пил.
Для раскроя твердых пород древесины допустимо применять только диски, имеющие специальные пазы. Технологические разрывы на полотне предотвращают общую деформацию инструмента при возможном нагреве в процессе работы. Это исключает появление вибрационного фона, ухудшение линии распила.
Необходимость процедуры
Дисковые пилы нужны как в частном домовладении, так и на производстве. При строительстве дома, создании мебели, нарезании досок, бруса – везде требуется подобный инструмент. Правильная заточка циркулярной пилы требует практических навыков и знаний.
Циркулярные пилы выгодно отличаются от другого режущего инструмента:
- цепных;
- сабельных;
- продольных.
Дисковые циркулярные устройства обладают значительной производительностью, срок службы их также гораздо выше.
Чтобы заточить диски с различными насадками, требуется специальное оборудование. Если обработку диска сделать «по науке», это намного продлит срок его службы.
Своевременная заточка дисковых пил выполняется при нескольких явных признаках.
- Двигатель начинает испытывать лишние нагрузки. Причина простая – зубья затупились, и требуются дополнительные ресурсы для обработки материала. Существует опасность: при порче диска, если отсутствует реле выключения двигателя, станок может выйти из строя.
- Если на срезе образуются щербинки и сколы, а сам рез становится слишком широкий, то это верный знак – инструмент следует ремонтировать.
- Появляется посторонний запах горелого материала, а также видны на линии среза темные пятна.
- Увеличивается время, которое требуется для обработки детали.

Что понадобится для заточки дисков циркулярной пилы
Прежде всего необходимо подготовить соответствующие комплектующие, которые позволят правильно заточить пильный диск по дереву. Важно предусмотреть наличие следующих инструментов:
- напильника;
- монтажных тисков;
- деревянного бруска;
- цветного маркера.
Как определить угол заточки дисковой пилы
Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Дополнительно рекомендуется сравнить полученные данные с эталонными. В пилах для продольного формирования среза передний угол обычно равен 15°-25°. Для поперечных моделей этот показатель колеблется от 5° до 10°. В универсальных моделях передний угол составляет 15°.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов.
Геометрия режущих элементов
Рабочий элемент пилы — зуб — имеет определенную геометрическую форму с наличием не одной, а нескольких режущих кромок. Всегда существует одна основная кромка и дополнительные, образованные пересечением плоскостей «А», «Б» и «В» в определенных сочетаниях. Для работы с разным материалом имеет смысл подбирать диски с наиболее подходящей формой режущих зубьев.
Всегда существует одна основная кромка и дополнительные, образованные пересечением плоскостей «А», «Б» и «В» в определенных сочетаниях. Для работы с разным материалом имеет смысл подбирать диски с наиболее подходящей формой режущих зубьев.
Схема зуба пилы
Зуб прямой формы
Пильный диск с наличием такой рабочей зоны предназначен для чернового раскроя пиломатериалов. Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
Виды зубьев дисковых пил
Зуб скошенной формы
Передняя плоскость режущей кромки, выполненная в такой форме, обеспечивает получение пропилов с точной и ровной линией. Пила идеально подходит для работы с материалом композитного типа: фанера, ДСП (с ламинированием односторонним и двухсторонним). После раскроя заготовок из твердого пиломатериала он выщерблен, сколов практически не наблюдается.
Бывают диски со скошенной передней кромкой резца, бывают со скошенной задней кромкой, или вариант с чередующимися зубьями (переменно скошенное полотно). В случае работы инструментом со скошенной поверхностью задней кромки режущего элемента при распиле твердых древесных пород наблюдается четкий качественный рез, но быстрое затупление пилы.
В случае работы инструментом со скошенной поверхностью задней кромки режущего элемента при распиле твердых древесных пород наблюдается четкий качественный рез, но быстрое затупление пилы.
Продольная и поперечная пила
Зуб трапециевидной формы
Главное преимущество такой пилы – медленный износ диска за счет отсутствия необходимости в частой заточке на точильном станке. Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.
Пильный диск для циркулярки — характеристика
Зуб конической формы
Вспомогательный тип инструмента, предназначенный для осуществления надреза материалов с ламинированной поверхностью предварительно основному пропилу. Операция проводится во избежание появления сколов на лицевой части изделия. Такой пильный диск не используется в качестве самостоятельной рабочей единицы.
Такой пильный диск не используется в качестве самостоятельной рабочей единицы.
Форма зубьев дисковых пил
Зуб серповидной формы
Полотнами с вогнутой формой зуба удобно проводить раскрой материала в поперечном направлении реза относительно расположения волокон.
Определение степени износа циркуляционного диска
Получение качественного результата при работе пилой дискового типа возможно только в том случае, если вовремя выполнить заточку циркулярных пил. В противном случае может наблюдаться порча заготовок, быстрый износ механизмов привода пилы, увеличение травматизма на производстве. Чтобы этого избежать, необходимо четко следить за износом режущего полотна, ориентируясь на следующие признаки:
Заточка циркулярного диска
- Движение заготовки по рабочему столу при раскрое происходит с применением большого физического усилия;
- По линии распила наблюдаются трещины и сколы;
- Во время работы происходит перегрев двигателя;
- В воздухе ощущается запах гари;
- Материал горит, что проявляется в виде темных участков по линии пропила.

При обнаружении какого-либо из этих признаков необходимо срочно приступать к заточке дисковых пил своими руками. Также до проведения работ можно проконтролировать остроту пилы, ориентируясь на тактильные ощущения или визуально при помощи увеличительного стекла. Допустимый радиус округления режущего угла должен соответствовать величине в 0.1-0.2 мм. Проводя распил больших заготовок, изнашиваются все рабочие кромки.
Важные характеристики
Чтобы читатели не потерялись в дебрях современного рынка оснастки для циркуляционных пил, мы подготовили 5 основных критериев, которые помогут определиться с выбором. Рассмотрим их по степени важности.
Читать также: Какое оборудование нужно для изготовления мебели
Внешний диаметр
Наружный, или внешний диаметр диска не должен превышать размеры кожуха циркулярной пилы, иначе его не получится установить на посадочное место. Увеличение параметра приводит к росту глубины пропила. Характеристика варьируется в пределах от 65 до 500 мм.
Посадочный диаметр
Посадочный, или внутренний диаметр — величина отверстия в центре оснастки. Определяет, подойдет ли пильный диск для крепления на шпинделе. Самые популярные размеры: 16, 20, 22, 30 и 32 мм. Но полный диапазон гораздо шире — от 11 до 50 мм.
Производители могут устанавливать на посадочном месте пилы штыри для дополнительной фиксации. В этом случае нужно выбирать диск с соответствующими отверстиями.
Число зубьев
С увеличением количества зубьев снижается скорость обработки, но улучшается чистота реза. И наоборот: чем
| № | Наименование | Количество зубьев, шт |
| 1 | Большое | 80-90 |
| 2 | Среднее | 40-80 |
| 3 | Малое | 10-40 |
Наклон заточки зубьев
Наклон заточки — угол отклонения режущей кромки зуба от радиуса пильного диска. На картинке наглядно показано, как характеристика может влиять на процесс работы. Углы бывают такими:
На картинке наглядно показано, как характеристика может влиять на процесс работы. Углы бывают такими:
Стандартный: 5-15°. Универсальная заточка. Подходит для всех видов распила.
Положительный: 15-20°. Идеален для продольного пиления за счет эффекта «захвата».
Отрицательный: от до —5°. Применяется для поперечного реза, не образует сколов.
Толщина диска
Стандартный параметр равен 3,2 мм. Чем тоньше диск, тем сильнее он нагревается и быстрее выходит из строя. Большая толщина гарантирует долгий срок службы оснастки, но замедляет работу. В этом случае растет перерасход материала из-за широкого пропила.
Видео «Заточка дисков для циркулярной пилы»
Процесс заточки пильного циркулярного диска.
Как заточить диск на циркулярной пиле с победитовыми напайками
Часто мастера покупают круги, которые обладают повышенной устойчивостью к износу за счет наличия специальных напаек из победита. Эти напайки продлевают срок службы расходного материала, однако не делает его вечным. Победитовый слой наносится на звенья при помощи специальной напайки. За счет напайки усложняется геометрическая форма зуба, поэтому и процесс затачивания также утяжеляется. Восстановление остроты зубьев необходимо выполнять с учетом точной выдержки.
Эти напайки продлевают срок службы расходного материала, однако не делает его вечным. Победитовый слой наносится на звенья при помощи специальной напайки. За счет напайки усложняется геометрическая форма зуба, поэтому и процесс затачивания также утяжеляется. Восстановление остроты зубьев необходимо выполнять с учетом точной выдержки.
Чтобы заточить зубья на диске с твердосплавными напайками, понадобится произвести сглаживание режущей кромки до величины 0,3 мм. Чтобы выполнить качественную заточку зубьев с твердосплавными напайками, специалисты рекомендуют использовать для этого специальное оборудование, а также заточные круги с алмазным напылением. Если использовать абразивный круг, то он быстро сотрется, прежде чем диск с напайкой получится заточить.
При восстановлении остроты звеньев учитываются следующие факторы:
- Заточку пильных дисков надо выполнять не только передней, но и задней плоскости. Начинать необходимо непосредственно с передней части
- Победитовая напайка при наточке должна плотно соприкасаться с заточным алмазным кругом
- Время соприкосновения должно быть не более 5 секунд. Учитывать время необходимо для того, чтобы избежать перегревания металла. Если металл будет перегреваться, то произойдет его закаливание, а также снижение твердости
 Учитывать время необходимо для того, чтобы избежать перегревания металла. Если металл будет перегреваться, то произойдет его закаливание, а также снижение твердости
Учитывать время необходимо для того, чтобы избежать перегревания металла. Если металл будет перегреваться, то произойдет его закаливание, а также снижение твердостиПри затачивании нужно также учитывать, что толщина стачиваемого материала не должна быть более 0,15 мм. Если правильно выполнять процедуру, то до полного износа диска с победитовыми напайками проводится не менее 30 заточек.
Это интересно!
При заточке дисков нужно учитывать, что зубья могут иметь отрицательный и положительный угол. Если зуб имеет отрицательный угол, то заточить его в домашних условиях труднее, чем положительный. О рациональности восстановления остроты дисков с напайками нужно принимать решение самостоятельно, так как стоимость заточного круга с алмазным напылением порой дороже, чем приводное электрооборудование.
Как заточить пильный диск – правила
- Заточке подвергают только очищенный от пыли и грязи победитовый диск;
- Диск чистят, используя моющие средства, без применения механической обработки;
- Затачивают все рабочие плоскости;
- Допустимая толщина снятие металла находится в пределах 0. 05-0.15 миллиметров;
- Допустимое количество операций по заточке не более 25 раз;
- Пилы точат вручную напильником или на станках.
 05-0.15 миллиметров;
05-0.15 миллиметров;Положительный и отрицательный углы заточки зубьев
Станки
Вся техника, которая обеспечивает заточку, имеет один принцип работы. Различия присутствуют лишь в производительности оборудования.
Бытовые агрегаты могут работать полчаса, затем их следует отключать от сети на некоторое время. Профессиональный инструмент способен функционировать практически без остановки всю смену (8-10 часов).
В комплект инструмента входит абразивный круг, а также шлифовальный материал.
Использование станков, чтобы точить зубья предоставляет ряд преимуществ:
- возможность придерживаться заданного угла;
- увеличивает эффективность производственных операций и их скорость;
- есть возможность применять самые разные диски.
С помощью станка можно работать даже с покрытиями из твердых сплавов. Зернистость заточного диска варьируется. В качестве примера можно сказать, что если диаметр составляет 126 мм, то частота оборотов может быть 2300 оборотов в минуту.
Зернистость заточного диска варьируется. В качестве примера можно сказать, что если диаметр составляет 126 мм, то частота оборотов может быть 2300 оборотов в минуту.
Скорость вращения диска может отклоняться в пределах 510-720 оборотов в минуту, все зависит от того, какой коэффициент хрупкости имеет диск.
Чем тверже материал, тем большая скорость требуется на его обработку.
От функциональности установки зависит, будет ли перемещаться заготовка или шпиндель. Возможно также движение всего устройства.
Угол наклона может замеряться с помощью маятникового угломера, у некоторых агрегатов присутствует встроенная шкала, чтобы определять угол наклона зубьев.
Зубья, как правило, затачиваются сначала с фронта, затем с тыла.
Чтобы заточить зубья с победитовыми напайками, требуется алмазный круг. Диски, у которых присутствуют напайки, должны затачиваться с использованием специальных насадок или алмазным кругом, на котором присутствует алмазное напыление.
Агрегаты имеют круги таких параметров:
- толщина от 15 до 42 мм;
- внешний диаметр 11-252 мм;
- отверстие для крепежа (16, 20, 33 мм).
Очень много зависит от ТТХ абразива, на них следует акцентировать особое внимание.
Стандартные резаки не всегда подходят для работы, поэтому имеет место инструмент с особыми сверхпрочными напайками (корунд, алмазное напыление).
Затачивание пильных кругов с твердосплавными зубьями
Углы зубьев для заточки пильных дисков
Победитовые напайки точат при помощи специального станка или самодельного приспособления к точильному кругу. Приспособление представляет фиксатор, в котором зажимается диск, соблюдая определенные углы заточки относительно наждака. Самым лучшим для заточки победита считается алмазный круг.
Маркером отмечают любую точку как отсчетную. Располагают основную рабочую поверхность зуба к точильному камню так, чтобы они находились в одной плоскости. Поочередно шлифуют каждый зуб до прохождения всего круга. Переставляют диск вспомогательной плоскостью к точильному кругу. Шлифуют уже другую плоскость у каждого зуба. Так шаг за шагом происходит полная заточка дисков с твердосплавными напайками.
Поочередно шлифуют каждый зуб до прохождения всего круга. Переставляют диск вспомогательной плоскостью к точильному кругу. Шлифуют уже другую плоскость у каждого зуба. Так шаг за шагом происходит полная заточка дисков с твердосплавными напайками.
Видео по теме: Заточка дисковой пилы на электроточилке
Как станком заточить диск
Для восстановления целостности режущих дисков используется два способа — это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг — алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.
Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.
Это интересно!
Перед тем, как приступать к реализации работ, необходимо очистить поверхность затачиваемой оснастки от нагара. Для этого можно использовать керосин, солярку или промышленные очистители. Если не произвести очистку, то производительность насадки удастся восстановить до 75%-80%. Инструкция по правильной заточке режущих дисков для циркулярных пил:
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.
Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.
Это интересно!
Выполнять работы по затачиванию автоматизированным способом намного быстрее и проще, однако для этого понадобится специальное оборудование. Ручной способ в этом плане не требует никакого оборудования, кроме напильника.
Ручной способ в этом плане не требует никакого оборудования, кроме напильника.
Станки для заточки дисковых пил, обзор и сравнение
| Модель | LTT MF126A | СЗТП 600Т | LTT MF1263 | Хайтек PP-480Z |
| Размер заточного круга,мм | 100 | 150 | 150 | 480 |
| Мощность, Вт | 370 | 250 | 250 | 380 |
| Диаметр затачиваемых пил, мм | 160-600 | 140-170 | 100-630 | 65-480 |
| Вес, кг | 45 | 50 | 260 | 160 |
| Габариты, мм | 680*480*410 | 700*600*400 | 780*620*1280 | 850*760*1450 |
| Цена, руб | 20786 | 35000 | 185818 | 361649 |
Заточка дисковых пил своими руками
Виды разводки зубьев циркулярной пилы
Перед тем как выполнить заточку циркуляционной пилы, нужно проверить, есть ли разводка зубьев. Для этого штангенциркулем замеряют ширину зуба, а затем в заготовке из твердой древесины делают небольшой пропил и замеряют его ширину. Если циркуляционный диск разведен, то пропил должен быть шире, чем зуб. В противном случае зубья пилы необходимо разводить до момента проведения операций по заточке.
Для этого штангенциркулем замеряют ширину зуба, а затем в заготовке из твердой древесины делают небольшой пропил и замеряют его ширину. Если циркуляционный диск разведен, то пропил должен быть шире, чем зуб. В противном случае зубья пилы необходимо разводить до момента проведения операций по заточке.
Сложность процесса разводки обусловлена необходимостью отводить зубцы в сторону на одинаковое расстояние. Этого можно добиться, применяя заводское приспособление для разводки циркуляционных пил. Каждый зуб нужно начинать разводить с середины его размера. Для разных по плотности древесных материалов степень разводки зубьев должна быть своя, но, не углубляясь в подробности, можно сказать, что на распиловку мягких пород разводят шире, чем на твердые.
Различают три основных способа разводки:
- Разводка зачищающего типа. Этот метод сводится к тому, что зуб через два остается на своем месте без изменения, остальные отклоняют в разные стороны. Такая подготовка пилы хороша для работы с твердотельной древесиной.
- Вариант классической разводки, когда поочередно зубья пилы отводят то вправо, то влево. Этот универсальный способ можно применять практически для всех типов пил.
- Так называемая волнистая разводка, отличительной чертой которой является отведение зубцов не на строго определенное расстояние от центра, а на разные расстояния с отклонением в пределах 0.3–0.7 миллиметров.

Как определить износ дисковой пилы?
Все качества дисковой пилы доступны лишь при своевременной заточке зубьев. Затупившийся диск портит материал, увеличивает износ приводных механизмов пилы, повышает риск получить травму при работе. Существуют признаки затупления, при появлении которых необходимо срочно производить заточку циркулярных пил:
- Для продвижения заготовки во время распила, требуется большое усилие
- На распиле появляются сколы, трещины
- Двигатель привода сильно нагревается при работе
- Слышен запах подгоревшего материала
- На кромке распила видны темные следы от перегрева
Кроме того, остроту зубьев можно проверять тактильно и с помощью увеличительного стекла. Радиус округления режущей кромки должен быть в пределах 0,1-0,2 мм. При распиловке заготовок большой толщины, износу подвергается не только основная рабочая кромка, но и боковые.
Радиус округления режущей кромки должен быть в пределах 0,1-0,2 мм. При распиловке заготовок большой толщины, износу подвергается не только основная рабочая кромка, но и боковые.
Общие правила заточки циркулярной пилы
Чтобы заточить диски для циркуляционной пилы, нужно не допускать их сильного изнашивания, а именно радиус округления резца не должен быть более 0.2 мм. Далее придерживаются таких основных правил:
- Подвергают обработке в первую очередь основные грани, из которых больше изнашивается передняя.
- В крайнем случае, при сильном износе боковых граней, их подправляют.
- За один раз снимают не более 0.15 миллиметров толщины металла пилы.
- При доводке граней электрическим инструментом не допускается перегрев металла, в случае чего его свойства ухудшаются.
- Для обеспечения максимального ресурса жизни пилы, когда ее можно затачивать до 30 раз, следует точить обе грани: и переднюю, и заднюю, – снимая одинаковое количество металла.
- Не допускается заточка пил циркулярки не предназначенными для этого инструментами, например болгаркой и диском для резки металла.

После проведения основных операций заточки можно доработать зубья тонкой наждачкой. Проверка качества заточки инструмента происходит в рабочих условиях. Если все в порядке, раскрой материала будет чистым, гладким, без видимых дефектов и почернений.
Способы заточки
Вы можете использовать заточной станок для пил или подручные приспособления.
Существует три основные методики заточки, где используется определенное приспособление, и соблюдаются правила обработки дисков. Какая из них самая правильная, сказать сложно. Опробовав каждую методику, вы сможете сделать определенные выводы для себя.
- Классической;
- Полнопрофильной;
- Заточка граней зубцов.
Про каждую из них расскажем отдельно.
Классическая
Данная методика заточки используется давно, из-за чего и получила свое название.
- Заточка начинается с задней поверхности диска.
- Переднюю часть, набегающую на материал при резке, остается в своем неизменном положении.
- Обработку можно осуществлять непосредственно на дисковой пиле или снять пильный круг, установив его в тиски.
- Если затачиваете на циркулярке, обязательно отключите станок от питания.
- Для фиксации диска воспользуйтесь парой брусков, которые закрепят круг словно клинья. Бруски должна быть плотно прижаты к изделию, чтобы не допустить его движения при точении.
- Фломастером нанесите метку на первый зуб, с которого вы будете начинать.
- Выполните на первом зубе определенное количество движений точильным приспособлением. Запомните их количество.
- Для всех последующих зубцов повторяйте аналогичные по количеству и интенсивности движения.
- По завершению заточки обязательно проверьте работоспособность обновленной своими руками пилы. Если не возникает постороннего шума, вибраций и дисковый станок ведет себя стабильно, вам удалось правильно выполнить работу.

Альтернативные решения
К альтернативным способам заточки относятся те два метода, о которых мы описали выше. Они являются достаточно эффективными, потому часто применяются мастерами.
- Полнопрофильная обработка пильного диска. Среди всех методов точения этот способ можно считать самым точным и высококачественным. Это обусловлено тем, что для полнопрофильной заточки применяют специализированные точильные станки. Специальный круг выбирается по размеру и за один подход проходит все впадину между зубами диска, захватывая при этом поверхность соседней режущей кромки. Подобная методика точения пильных дисков позволяет избежать вероятности деформации зуба круг. Единственный недостаток способа заточки заключается в том, что для обработки пил разного профиля потребуется использовать соответствующие разные круги.
- Точение граней зубцов. Популярность данного метода точения инструментов циркулярных пил объясняется тем, что его можно использовать на профессиональном уровне и в обычных домашних условиях. Если заточка осуществляется с помощью станка, вам потребуется приобрести соответствующие абразивные круги, соответствующие параметрам ваших пильных дисков. Но оптимально для большинства владельцев циркулярных пил задействовать домашний способ обработки. Это обусловлено тем, что зачастую не требуется проводить большой объем работ, а вся обработка режущих кромок осуществляется надфилем. Чтобы эффективно заточить изделие, порой достаточно провести 4-5 движений качественным надфилем. Так зубцы приобретут необходимую степень остроты.

Как заточить: основные методы
Существует два доступных метода заточки дисковых пил — ручной и при помощи станка. Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.
Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.
Ручной способ
Особые станки для затачивания кромок пилы редко применяются в бытовых условиях, потому что их стоимость высока. Поэтому при отсутствии такого приспособления, можно справиться с заточкой подручными приспособлениями, например болгаркой. При этом запрещается держать круг в руках, ничем его не зафиксировав. В противном случае не получится добиться достаточного угла среза для дальнейшей работы с материалом.
Чтобы надёжно зафиксировать круг в верном положении, применяют плоскую подставку.
- поверхность подставки совпадает с уровнем оси заточного диска;
- на ней зубчатый круг помещается таким образом, чтобы плоскость затачивания стала перпендикулярной полотну пилы;
- конструкция устройства дополнена поворотным шарниром.
Подставка поможет комфортно расположить диск пилы для обработки относительно абразивного материала. Перед началом работы проводится чёткая разметка. Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
Видео заточки диска для циркулярной пилы болгаркой:
С помощью станка
Когда у мастера есть доступ к специальному точильному станку, обработка элементов происходит быстро и эффективно. Это приспособление имеет небольшие размеры, поэтому работать с ним комфортно и новичку. Не возникнет проблем даже при применении в бытовых условиях.
При покупке такого устройства смотрят на абразивный круг. Для его выбора учитываются отдельные нюансы:
- Лучше всего приобрести круг, сделанный из эльбора с алмазным напылением, или из зелёного карбида кремния;
- Если затачивается твердосплавный диск, даже при применении станка могут возникнуть проблемы.

Сам процесс использования станка для заточки предельно прост. Оператор должен удобно расположить диск на устройстве и зажать его с использованием специального фиксатора. Перед началом работы рекомендуется отметить маркером первый зуб. Это поможет не запутаться во время заточки, и не проверять зубья, которые уже подверглись обработке. Для выбора угла заточки на устройстве предусмотрен специальный измеритель. На нём следует установить необходимый угол, после чего устройство выполнит задачу самостоятельно.
Циркулярная пила — полезный инструмент, без которого не обойтись при строительстве. Она помогает делать прорези в поверхностях, а также изменять их форму и размер. Для затачивания дисков используют специальные станки или подручные материалы. Сделать работу собственными руками не так сложно, нужно придерживаться перечисленных рекомендаций и не бояться.
Заточка диска с победитовыми напайками:
 youtube.com/embed/JSlyvkWhGic?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/JSlyvkWhGic?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Дисковый инструмент для распила древесины всегда пригодится при строительстве. Циркуляционная пила удобна тем, что позволяет быстро раскроить материал при минимальных затратах сил и времени. Что касается качества реза, то можно сказать, что он идеален, но только тогда, когда пила исправна и хорошо заточена. В противном случае работать таким инструментом даже опасно, поэтому следует провести заточку дисковой пилы.
Определить необходимость проведения операции заточки несложно: тупой инструмент режет заготовку некачественно, что сразу бросается в глаза. Здесь есть два варианта: либо отдать диск в мастерскую, что не всегда выгодно в плане временных и денежных затрат, либо заточить дисковую пилу своими руками. Это на первый взгляд может показаться сложным. Но если более детально вникнуть в суть устройства пилы, нетрудно будет выполнить обслуживание инструмента в домашних условиях.
Заточка циркулярных пил своими руками – цена вопроса и надежность исполнения
Циркулярная пила (современное наименование – дисковая пила) гораздо более эффективный инструмент в сравнении с сабельными, продольными и цепными. Качество распила и удобство работы не вызывает сомнений. С помощью дисковой пилы можно идеально ровно раскроить заготовку большой площади, производить распилы под разными углами и работать с самыми разными материалами.
Дисковая пила позволяет с одинаковой точностью и качеством производить распил материала как вдоль, так и поперек волокон. Разумеется, получить чистый распил, можно лишь при правильно заточенных зубьях. Циркулярные пилы подразделяются на три категории:
- Цельнометаллические
- Цельнометаллические с напылением твердых материалов в рабочей зоне
- Пилы с напайками зубьев из твердых сплавов
Наличие технологических пазов на пильных дисках очень важно
Любой диск должен быть качественно заточен, а зубья правильно разведены. Затупившиеся зубья ухудшают качество распила, повышают нагрузку на привод и делают работу небезопасной. Кроме того, на дисках, предназначенных для работы с твердыми материалами должны присутствовать технологические пазы. В противном случае при нагреве полотно может деформироваться от расширения металла. Это приведет к опасным вибрациям и ухудшению качества распила.
Затупившиеся зубья ухудшают качество распила, повышают нагрузку на привод и делают работу небезопасной. Кроме того, на дисках, предназначенных для работы с твердыми материалами должны присутствовать технологические пазы. В противном случае при нагреве полотно может деформироваться от расширения металла. Это приведет к опасным вибрациям и ухудшению качества распила.
Классификация дисковых пил
Для получения чистого распила необходимо, чтобы заточка дисков для циркулярной пилы была выполнена правильно. Инструменты подразделяются на несколько групп:
- Цельнометаллические.
- Рабочая зона диска имеет твёрдое напыление.
- На зубья пилы напаяны твердосплавные пластины.
Если диск работает с твёрдой древесиной, он должен иметь специальные технологические пазы. Их отсутствие приводит к перегреву полотна, металл начнёт расширяться, произойдёт деформация режущего инструмента. Появится опасная вибрация, пострадает качество распила.
Их отсутствие приводит к перегреву полотна, металл начнёт расширяться, произойдёт деформация режущего инструмента. Появится опасная вибрация, пострадает качество распила.
https://youtube.com/watch?v=Z4pivLmhAkY
Разновидности режущих поверхностей
Чтобы повысить эффективность работы, инженеры разработали несколько видов зубьев, отличающихся своей формой и углом заточки:
- Прямой. Применяется для проведения быстрого распила с невысоким качеством. Его нельзя использовать для расшивки твёрдой древесины и особо тонких операций.
- Скошенная форма. Этими зубьями легко нарезать композитные материалы. Распил двустороннего ламинированного ДСП выполняется без сколов. Твёрдые заготовки легко режутся зубьями, у которых задняя поверхность имеет скошенный вид. Однако они слишком быстро тупятся. Чтобы этого не происходило, чередуется наклон зубьев.
- Трапециевидный. Основным преимуществом этого метода считается медленное затупление. Он работает в комплексе с прямыми зубьями. Трапеция расположена над основным элементом. Она выполняет «черновую» работу, облегчая обработку прямой кромке.
- Конический. Полотна, имеющие такую форму зуба, считаются вспомогательными. Они предназначены для получения предварительных надрезов, предотвращают образование сколов. Такие диски не являются самостоятельным инструментом.
Правильный угол заточки
Циркулярные пилы имеют зубья с двумя углами:
- Задним.
- Передним.
Величина угла зависит от вида обрабатываемого материала, назначения работающего оборудования и направления пиления. Например, для получения продольного реза, передние углы делают в пределах 15—25 градусов. Для поперечного распила передний угол будет находиться в диапазоне 5—10 градусов. Угол в 15 градусов подходит для обработки любого материала в нужном направлении. Величина угла зависит от твёрдости обрабатываемой заготовки. Чем тверже материал, тем нужно острее наточить зубья.
 youtube.com/embed/WQ1ib9e1pe4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/WQ1ib9e1pe4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Методы обработки дисковых полотен
Чтобы сформировать режущую кромку, подходит любой заточной станок, где конструкция оборудования не имеет большого значения. Конечно, углы заточки дисковых плит с твердосплавными напайками более точно получаются на специализированном оборудовании. Однако его стоимость очень высока, поэтому используют обычный точильный станок, у которого имеется возможность изменять наклон корундового диска.Чтобы самостоятельно заточить циркулярный диск, необходимо строго выполнять несколько основных условий:
- Обычно деформации подвергается верхняя кромка. Иногда округление граней достигает 0,3 мм. Поэтому заточка начинается с верхней части.
- Обработка проводится с учётом передней кромки и её задней части.
- Операция повторяется не менее 25 раз. Толщина снимаемого металла не должна быть больше 0,05—0,15 мм.
- Качество обработки должно быть совершенно одинаковым на всей обрабатываемой поверхности.
- После окончания заточки её доводку можно осуществить вручную наждачной бумагой с мелким зерном.
 Иногда округление граней достигает 0,3 мм. Поэтому заточка начинается с верхней части.
Иногда округление граней достигает 0,3 мм. Поэтому заточка начинается с верхней части.Как определить износ?
Проверка дисковой пилы на износ – это важный вопрос, которому следует уделить особое внимание. Глубокие повреждения приводят к невозможности заточить круг
Существует три основных признака, по которым можно понять, что пилу нужно наточить или заменить:
- Сильный нагрев защитного кожуха и образование дыма. Циркулярная пила обладает особым кожухом, который сигнализирует о том, что пила затупилась посредством нагрева. В особо тяжёлых ситуациях из него может появиться дым.
- Иногда устройство пилы предполагает механическую подачу (если нужно собственноручно регулировать силу нажима). В такой ситуации износ можно заметить, если нажим приходится усиливать.
- Если при распиливании древесины на заготовке образуется нагар и сильный неприятный запах.
 Циркулярная пила обладает особым кожухом, который сигнализирует о том, что пила затупилась посредством нагрева. В особо тяжёлых ситуациях из него может появиться дым.
Циркулярная пила обладает особым кожухом, который сигнализирует о том, что пила затупилась посредством нагрева. В особо тяжёлых ситуациях из него может появиться дым.Все ситуации, которые описаны выше, говорят пользователю о том, что устройство пора затачивать.
Правила заточки
Зуб косой формы может иметь правый или левый угол наклона.
Чтобы понять, как заточить диск правильно, нужно знать, что основной износ его зуба приходится на верхнюю режущую кромку. Эта кромка в ходе работы подвергается скруглению. Размер скругленного слоя может достигать до 0,2-0,3 мм. Быстро изнашивается и передняя грань поверхности.
Для выполнения подобных работ понадобится следующее оборудование:
- Заточной станок.
- Маятниковый угломер.
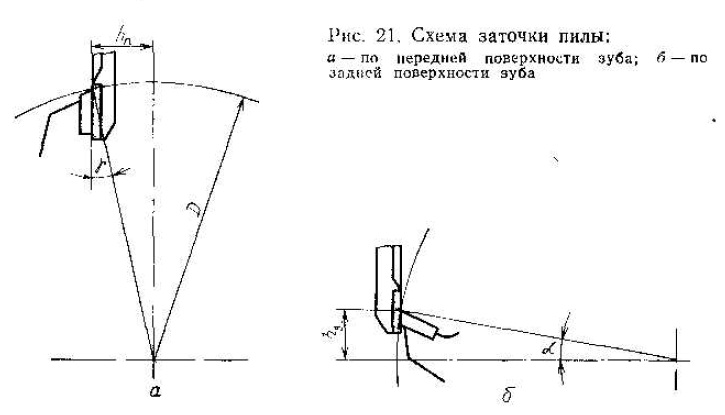
Процесс выполнения заточки пилы, имеющей прямой зуб, нужно выполнять по плоскости, расположенной спереди. Для этого ее необходимо установить в оправку в горизонтальном положении.
Затем с помощью регулировочных винтов, находящихся на заточном станке, необходимо установить требуемый угол, под которым будет осуществляться заточка. Пильный диск должен перемещаться таким образом, чтобы обеспечивалось наиболее плотное прилегание к поверхности абразивного круга.
Толщина слоя, снимаемого с материала, будет регулироваться силой прижима. После того как первый зуб будет заточен, диск должен быть отведен от заточного круга. После этого его необходимо переставить на один шаг и продолжить процесс. Так последовательно нужно произвести заточку всех твердосплавных пластин.
Заточка циркулярной пилы.
Заточку скошенной поверхности твердосплавной напайки можно выполнить как по передней ее плоскости, так и по задней. Отличие от заточки напаек диска, имеющих прямую поверхность, будет состоять в том, что такой пильный диск необходимо располагать под углом, который будут соответствовать углу наклона зуба.
Для определения необходимого угла установки необходимо воспользоваться маятниковым угломером. Первоначально требуется выставить угол с положительным значением (+8, +10 и др.). Заточку нужно выполнять через зуб, таким образом обрабатывается первая половина пластин диска. Выполнив эту работу, требуемый угол наклона меняют на отрицательный и производят обработку второй половины зубьев.
Заднюю плоскость напаек заточить немного сложнее. Для этого необходим станок, конструкция которого позволит установить циркулярную пилу так, чтобы задняя плоскость зубьев пилы находилась параллельно плоскости заточного круга.
Заточка пил своими руками в домашних условиях
Рисунок 4. Для того ,что бы заточка была правильной и быстрой диск следует хорошо закрепить.
Наточить пилу можно и у себя дома. Для этого не обязательно иметь в собственной мастерской специализированный точильный станок, который стоит больших денег и используется по назначению достаточно редко.
Но просто держать в руках диск и на весу точить зубья на шлифовальном круге нерационально. Никакой твердости руки и отменного глазомера не хватит, чтобы сделать режущий элемент безупречно острым и пригодным для эффективной работы. С этой целью следует позаботиться об изготовлении самого простого фиксирующего приспособления (рис. 4).
Никакой твердости руки и отменного глазомера не хватит, чтобы сделать режущий элемент безупречно острым и пригодным для эффективной работы. С этой целью следует позаботиться об изготовлении самого простого фиксирующего приспособления (рис. 4).
Ее поверхность должна совпадать с уровнем оси заточного диска. Сам зубчатый круг размещается на подставке таким образом, чтобы затачиваемые плоскости зубьев были перпендикулярны к полотну пилы. Для затачивания скошенных зубьев по передней и задней поверхностям указанное приспособление делают с подвижным шарниром.
Однако в этом случае трудно выдержать одинаковую величину передних и задних углов заточки. Чтобы устранить данную проблему, центр пильного круга жестко фиксируют в нужном положении по отношению к абразивному диску. Делается это либо с помощью паза для оправки, которую монтируют на подставке для размещения на ней затачиваемой пилы, либо установкой на подставке специальных упоров, которые закрепляют диск пилы под требуемым углом к заточному кругу.
Делается это либо с помощью паза для оправки, которую монтируют на подставке для размещения на ней затачиваемой пилы, либо установкой на подставке специальных упоров, которые закрепляют диск пилы под требуемым углом к заточному кругу.
Если выполнять все требования, предъявляемые к технологии затачивания твердосплавных циркулярных пил, то они будут служить человеку долго и эффективно.
Заточка дисковых пил является обязательным мероприятием в процессе эксплуатации данного оборудования. Обработка древесины требует наличия в распоряжении мастера инструментов с соответствующими режущими свойствами. Как и заточка цепей бензопил, дисковые пилы требуют к себе повышенного внимания. Если вовремя не устранить недостатки, с течением времени инструмент начнет тупиться значительно быстрее.
Виды режущих зубьев
На поверхности зубьев располагаются четыре плоскости — передняя, задняя и две боковые.
В момент пересечения друг с другом они создают единую режущую кромку, благодаря которой и происходит распиливание поверхностей.
Существует несколько форм зубьев:
- Прямой зуб. Чаще всего его применяют только для проведения скорого продольного распила. Во время такой работы качество и точность практически не важны.
- Косой зуб. Задняя плоскость у такой детали наклонена вправо или влево. На пилах эти зубья часто чередуются, из-за чего те получили название «переменноскошенные». Такие зубья используются в инструментах чаще всего. Размер углов может быть разным, это связано с покрытием обрабатываемой поверхности — древесина, ДСП, пластик. Их применяют для продольных и поперечных движений. Большой угол наклона на инструментах применяется при разрезании плит с двухсторонним ламинированием. Это помогает избежать сколов материала. Чем больше скошенный угол, тем легче пила проходит через поверхность. Но это значительно увеличивает вероятность поломки зуба. На некоторых изделиях зубья наклонены не только сзади, но и спереди.
- Трапециевидный зуб. Главное достоинство этого типа – это то, что кромка тупится медленно. Но их редко применяют отдельно, обычно чередуют вместе с прямыми зубьями. Во время работы устройства трапециевидные зубья расположены над прямыми, поэтому берут на себя основную (черновую) работу по распиливанию. Прямые зубья выполняют чистовую обработку. Такую конструкцию пилы применяют для распиливания пластика, ДСП и МДФ.
- Конический зуб. Этот тип зуба считается дополнительным, поскольку он лишь помогает надрезать нижнюю часть материала (чаще всего ламината). Такая конструкция позволяет обезопасить поверхность от сколов и появления трещин. Конические зубья обычно обладают прямой передней гранью, но она бывает и вогнутой. Такой тип используют для чистовой обработки спила.
Советы специалистов
Опыт — это полезная вещь, благодаря которой можно избежать целого ряда ошибок, характерных для новичков
Потому обращать внимание на советы специалистов очень полезно, если вы хотите достичь положительного для себя результата при точении дисковой пилы
- Всегда используйте защитные очки. Это правило почему-то многие игнорируют, из-за чего потом страдают сами же мастера. Потому перед началом заточки обязательно наденьте все необходимые средства защиты;
- Не пытайтесь удалить больше металла, чем требуется. Снимайте ровно столько, чтобы удалить все имеющиеся трещины, заусенцы и неровности;
- Во время точения диск обязательно удерживайте в неизменном положении;
- Если диск не точили давно, придется снять больший слой металла;
- Соблюдайте идентичность всех зубов по форме и высоте.
Изначально кажется, что заточка — технологически сложный процесс. Но получив небольшой опыт, вам удастся легко затачивать круги дисковых пил.
Заточка пильных дисков по дереву — это одно из важнейших мероприятий по уходу за дисковой, или циркулярной пилой. Если ее не затачивать, она быстро затупится и станет непригодной для работы.Заточку удобнее всего производить на специальном станке производства. Однако, многие домашние умельцы мастерят для этой цели собственную конструкцию, которая значительно экономит время и деньги.
Пилы, изготовленные из качественных материалов, тупятся реже, а, значит, и заточки они требуют нечасто. Однако, если диски изготовлены из некачественного материала (а такое бывает довольно часто, и даже опытный мастер не всегда может «на глаз» определить качество металла), вероятнее всего, затачивать их придется часто. Поэтому любой домашний мастер, пользующийся дисковой пилой, должен знать, как производится ее затачивание.
Заточка дисков с твердосплавными напайками
Многие домашние мастера сталкиваются с проблемой заточки дисков с победитовыми напайками. Если точить стандартными абразивами – приходится проводить процедуру дольше, и материал может «отпустить» от перегрева. Алмазные точильные диски справляются гораздо лучше, но стоимость их слишком велика. Иногда выгоднее купить новый победитовый диск.
Выбор остается за владельцем пилы, однако общий совет следующий:
Можно потратить средства на приобретение оборудования любой сложности, главное – чтобы оно не простаивало, и было востребованным. При больших объемах работ – выгоднее иметь собственный точильный станок для дисковых пил. Если вы лишь выполняете периодические ремонтные работы – дешевле обращаться в мастерскую.
Заточка дисковых пил с твердосплавными напайками
Покупая победитовые дисковые пилы, следует учитывать, что этот вид режущего элемента также имеет свойство изнашиваться. Поэтому при длительном использовании инструмента ухудшается качество резки. Чтобы восстановить режущие способности детали, осуществляется заточка дисковых пил с твердосплавными напайками.
В компании «Многофрез» можно купить качественные инструменты для резки любых материалов. Своевременная заточка этих деталей продлевает срок службы диска.
Особенности дисков с напайками
Основное достоинство этих деталей заключается в длительном сроке эксплуатации. Высокая твердость материала позволяет обрабатывать даже очень прочные породы древесины. При изготовлении наплавок используется сталь 9ХФ, 50 ХВА, 65Г. При интенсивной эксплуатации диска возникает риск преждевременной поломки. Несвоевременная заточка дисковых твердосплавных пил может привести к выводу из строя дорогостоящего станка.
Как определить необходимость заточки?
Заточка победитовых дисковых пил обеспечивает длительный срок эксплуатации. Эту процедуру следует проводить при появлении таких признаков:
-
Нагрузка на двигатель увеличивается вследствие большей нагрузки при разрезании дерева. При отсутствии в агрегате защитного реле, механизм может выйти из строя.
-
Изменение в качестве реза проявляется в расширении толщины реза, возникновение сколов или неровностей по краям.
-
Более продолжительная обработка заготовки вызвана сложностью обработки древесины затупленными зубцами.
Правила заточки
Перед началом процедуры специалисты рекомендуют полностью очистить поверхность инструмента от пыли и мусора. При этом не применяется механическая очистка, а используются моющие средства. Заточке подвергаются не единичные участки, но все рабочие поверхности.
Во время заточки дисковых пил по дереву разрешается снимать металл толщиной от 0,05 до 0,15 мм. Один диск допускается затачивать до 25 раз. После этого его использование небезопасно. Для заточки, как правило, используются специализированные станки или напильники для ручной работы.
В компании «Многофрез» вам помогут не только подобрать качественные инструменты для обработки древесины, но и объяснят, когда и как заточить пильный диск с напайкой.
СМОТРИТЕ ТАКЖЕ: Заточка циркулярной пилы • Правильная заточка фрез • Установка фрез на ЧПУ станок
Заточка твердосплавных дисковых пил: методы, инструменты
Острые отрезные диски режут дерево быстро, ровно, без сколов по краям. Когда зубья тупятся, древесина рвется и подгорает. Чтобы цикулярка работала быстро и долго, нужно регулярно проводить заточку твердосплавных дисковых пил. Это можно сделать на специальном оборудовании или используя болгарку.
Чем тверже древесина, тем быстрее стирается режущая кромка. Если вовремя на заточить пильный диск, зубья сломаются, износ твердосплавных пластин будет большой, сократится срок службы дисковой пилы. От больших нагрузок при работе тупым инструментом перегревается и может сгореть циркулярка.
Заточка твердосплавных дисковых пилПризнаки необходимости заточки
Зуб на дисковой пиле стирается быстрее на плотной или сырой древесине. Рабочая кромка испытывает большее сопротивление и трение. Заточку пильных дисков следует производить при появлении первых признаков затупления:
- необходимо прилагать больше усилия для того чтобы резать дерево;
- в месте реза появляются темные пятна;
- чувствуется запах горелого дерева;
- разрезаемая деталь движется неравномерно, рывками;
- двигатель сильнее гудит;
- кожух электродвигателя греется;
- кромка зуба стала закругленной, искривленной.
Если на эти признаки не обращать внимание, то последует поломка зубьев и дым со сгоревшего привода. Плоскость реза на деревянных деталях будет неровной, рваной. Тупой зуб не режет, а рвет волокна древесины, продавливает в ней канавки.
Виды зубьев
Зубья делятся в зависимости от формы режущей кромки и направления ее уклона. Для мягкой древесины подойдет прямой зуб. Он режет основной кромкой, расположенной перпендикулярно линии реза. При создании паза в детали получается выборка с ровным дном.
Наклонное лезвие постепенно врезается в древесину, увеличивая нагрузку. Рабочий край может располагаться с наклоном вправо и лево. Наибольшую производительность имеют диски с попеременноскошенными зубьями.
Для плотных пород используют трапециевидные заточки, когда 3 основные режущие кромки образуют трапецию.
Каждый тип зуба имеет свое обозначение. В таблице собраны основные виды заточек режущих пластин на дисковых пилах.
Условное обозначение | Название типа зуба | Количество режущих кромок | Форма режущей кромки |
| GM | С прямым зубом | 1 | Прямая, перпендикулярная оси |
GK | Попеременноскошенными | 1 | Наклонная под углом 40⁰ |
| GS | Попеременноскошенными | 1 | Наклонная под углом 10⁰ |
GA | С трапециевидными и прямыми | 1 и 3 | Чередование прямых и скошенных зубьев |
| GT | Трапецевидные | 3 | Трапеция |
GR | Конический зуб | 3 | Усеченный конус |
Кроме основных режущих кромок имеются вспомогательные: задняя и боковые. Они формируют рез, удаляют неровности, оставшиеся после лезвия.
Виды углов заточки
Для качественной работы циркулярки, следует выдержать несколько углов заточки дисковой пилы с твердосплавными напайками, их размер регулируется ГОСТ 9769-79. Передний угол определяет остроту режущей кромки. Он выполняется в 10 – 15⁰, в зависимости от твердости обрабатываемого материала. Задний угол стандартный — 12⁰ в односторонних пильных дисках с прямым зубом.
Углы скоса относительно передней и задней плоскости обеспечиваются при изготовлении дисков. Передняя кромка боковых сторон восстанавливается во время заточки. Задняя не участвует в формировании реза, только способствует отводу стружки. Она практически не стирается.
Угол заточки твердосплавных дисковых пилВ отдельную группу выделяются двухсторонние дисковые пилы. Диски полностью изготавливаются из инструментальных сталей с цельным зубом. Передний и задний угол наклона одинаковый или отличается в пределах 10⁰. При ухудшении качества реза диск модно развернуть другой стороной. Применяются двухсторонние мелкозубые пилы на домашних циркулярках с малой загруженностью. Рез производится отрицательным углом, зубья быстро тупятся. Их положительное качество — относительно невысокая стоимость.
Основные методы заточки
Заточку циркуляционной пилы производят мелкозернистым абразивным кругом, по плоскостям, образующим основной рабочий режущий угол методами:
- по передней плоскости;
- затыловка;
- по обеим плоскостям.
В случае комбинированного варианта восстановления кромки, первым затачивают передний угол. В этом случае диск может в процессе работы перезатачиваться 25 – 30 раз.
Снятие тонкого слоя с тыльной стороны зуба приводит к более быстрому уменьшению диаметра диска и износа пилы.
В домашних условиях можно делать заточку дисковой пилы своими руками. Достаточно использовать оселок, чтобы поправить инструмент с победитовыми напайками. В случае большого объема работы, делается приспособление из болгарки или фрезера.
Заточка дисковых пил с твердосплавными вставками требует большего усилия и проводится на специальных станках и устройством с абразивным кругом.
Ручной способ
Ручной способ заточки на плоском шлифовальном круге.
- Закрепить неподвижно болгарку с кругом.
- Сделать опору под диск. Ее плоскость должна быть на одном уровне с осью заточного круга.
- Подвести сторону зуба до соприкосновения его по всей площади затачиваемой плоскости.
- Установить на столе-опоре 2 фиксатора справа и слева. Они помогут выставлять затачиваемую плоскость быстро, без подгонки каждого зуба.
- Упереть впадину в левый фиксатор и проворачивать до упора в правый после каждого поворота диска на один шаг.
Снимать надо с режущей пластины за одну заточку 0,12–0,15 мм.
Чтобы затачивать дисковую пилу по тыльной плоскости, ее следует развернуть и изменить положение фиксаторов.
Болгарка для заточки дисковой пилыИспользование станков
При массовом производстве необходимо регулярно затачивать диски для циркуляционной пилы. Для этого в цехе имеются специальные станки с кругами. На каждом из них приспособление, выставляющее зуб относительно круга под нужным углом и позволяющее инструменту перемещаться поступательно.
В специальном автоматически работающем оборудовании диск совершает только вращательное движение на размер заданного шага. Вращающийся абразивный круг подъезжает после каждого поворота и шлифует очередную плоскость.
Заточить твердосплавный диск можно вручную, оселком, но эффект будет слабым. Без специальных устройств невозможно выдержать угол и снять равномерный слой со всех плоскостей.
Таблица углов заточки пильных дисков по дереву. Заточка пильных дисков самостоятельно. Оборудование и материалы для заточки пильных полотен
Любое строительство не может обойтись без дисковой пилы. При выполнении разных операций приходится делать надрезы и распилы. С помощью циркулярки появляется возможность с большой скоростью и высоким качеством разрезать любое дерево. При постоянном использовании такого устройства режущий инструмент тупится, снижается производительность операции. Заточка дисковых пил становится важнейшей операцией.
Классификация дисковых пил
Для получения чистого распила необходимо, чтобы заточка дисков для циркулярной пилы была выполнена правильно. Инструменты подразделяются на несколько групп:
- Цельнометаллические.
- Рабочая зона диска имеет твёрдое напыление.
- На зубья пилы напаяны твердосплавные пластины.
Зубья пилы после заточки обязательно разводятся. Если выполнять работу затупившимся инструментом, привод начинает испытывать дополнительную нагрузку, страдает качество распила.
Если диск работает с твёрдой древесиной, он должен иметь специальные технологические пазы. Их отсутствие приводит к перегреву полотна, металл начнёт расширяться, произойдёт деформация режущего инструмента. Появится опасная вибрация, пострадает качество распила.
Разновидности режущих поверхностей
Чтобы повысить эффективность работы, инженеры разработали несколько видов зубьев, отличающихся своей формой и углом заточки:
На некоторых полотнах передняя плоскость зуба имеет вогнутую форму. Этим инструментом выполняются поперечные распилы.
Правильный угол заточки
Циркулярные пилы имеют зубья с двумя углами:
- Задним.
- Передним.
Величина угла зависит от вида обрабатываемого материала, назначения работающего оборудования и направления пиления. Например, для получения продольного реза, передние углы делают в пределах 15-25 градусов. Для поперечного распила передний угол будет находиться в диапазоне 5-10 градусов. Угол в 15 градусов подходит для обработки любого материала в нужном направлении. Величина угла зависит от твёрдости обрабатываемой заготовки. Чем тверже материал , тем нужно острее наточить зубья.
Методы обработки дисковых полотен
Чтобы сформировать режущую кромку, подходит любой заточной станок, где конструкция оборудования не имеет большого значения . Конечно, углы заточки дисковых плит с твердосплавными напайками более точно получаются на специализированном оборудовании. Однако его стоимость очень высока, поэтому используют обычный точильный станок, у которого имеется возможность изменять наклон корундового диска.
Чтобы самостоятельно заточить циркулярный диск, необходимо строго выполнять несколько основных условий:
- Обычно деформации подвергается верхняя кромка. Иногда округление граней достигает 0,3 мм. Поэтому заточка начинается с верхней части.
- Обработка проводится с учётом передней кромки и её задней части.
- Операция повторяется не менее 25 раз. Толщина снимаемого металла не должна быть больше 0,05-0,15 мм.
- Качество обработки должно быть совершенно одинаковым на всей обрабатываемой поверхности.
- После окончания заточки её доводку можно осуществить вручную наждачной бумагой с мелким зерном.
Заточка инструментов с твердосплавными напайками
Заточка циркулярных пил с победитовыми напайками часто вызывает проблемы. Обработка стандартными абразивами проходит очень долго, причём если материал перегреть, возможен его «отпуск». Конечно, алмазным инструментом обработка пройдёт намного быстрее, но стоимость его очень велика. Намного экономнее будет приобретение победитового диска.
Каждый мастер подходит к решению этой проблемы сугубо индивидуально. Чтобы получить правильные углы заточки дисковых пил с твердосплавными напайками, обязательно понадобится станок.
Домашняя обработка зубчатого полотна
Для обработки циркулярной пилы совсем необязательно иметь специальный станок для заточки дисковых пил своими руками. Чтобы закрепить полотно в определённом положении, можно воспользоваться плоской подставкой, имеющей несколько нюансов:
- Поверхность должна находиться на одном уровне с центром заточного диска.
- Плоскость затачивания должна находиться под углом 90 градусов относительно зубчатого круга.
- Для создания разного наклона, приспособление должно иметь поворотный шарнир.
Для выбора нужного угла отметку делают цветным маркером. Приспособление обязательно устанавливается в мощные тиски. Не допускается даже малейшего движения специальной подставки.
Для распиливания древесины применяется специализированный электроинструмент, а также зубчатые диски, которые с течением времени затупляются, и не справляются с выполнением своих задач. Чтобы не пришлось покупать новую режущую насадку, выполняется заточка дисков для циркулярной пилы своими руками. Принцип заточки не трудный, и каждый сможет справиться с этим, если владеть инструкцией по реализации этого процесса.
Как узнать что пора заточить диск
Режущие диски для обработки древесины и древесных материалов с течением времени истираются и изнашиваются, что способствует снижению их производительности. Чтобы восстановить эффективность режущего инструмента, понадобится произвести заточку зубьев. Узнать о том, что надо произвести заточку зубьев на диске, можно последующим факторам:
- Чтобы разрезать древесину, необходимо приложить усилия прижима инструмента к распиливаемой заготовке
- Наблюдается возникновение дыма, поступающего из-под защитного кожуха
- Происходит чрезмерный нагрев защитного кожуха
- Возникают признаки запаха гари. Это означает, что зубья не пилят древесину, а режут ее
Эксплуатация неисправной насадки на электроинструменте приводит к тому, что снижается производительность выполнения работ, а также повышается вероятность скорейшего выхода из строя электроинструмента и самой насадки. Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.
Какие зубья бывают на режущих насадках
В основе любого режущего устройства лежат зубья, качество заточки которых влияет на эффективность и производительность. Зубья на насадках изготавливают непосредственно из твердосплавных материалов. Для повышения срока службы, на зубья наносятся напайки из победита, что позволяет продлить ресурс рабочей насадки в 5-6 раз.
Количество режущих зубьев на круге зависит от его диаметра. Зубцы состоят из передней и задней части, которые отличаются по конструкции, а также боковой. Зубья по внешнему виду (геометрии) классифицируются на следующие виды:
- Прямые — разновидность зубьев, применяемые для продольного распила листового материала
- Трапециевидной формы — режущие звенья имеют вид трапеции, что является преимуществом — они нуждаются в заточке очень редко
- Скошенные звенья — самый распространенный вид зубьев, который характеризуется наличием углового скоса на задней или передней части. Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластик
- Конические — имеют вид конуса, но их главный недостаток в быстром притуплении, поэтому нуждаются в частой заточке. Применяются не только для поперечного, но и продольного распиливания листового материала
Производители также выпускают диски для циркулярных пил с активными и пассивными звеньями. В зависимости от вида зубьев, различается процесс их заточки. Чтобы правильно наточить зубья на циркулярной пиле, понадобится правильно определить угол их заточки.
Выбираем угол заточки режущих зубьев
Звенья на режущих насадках имеют рабочую зону, которая имеет соответствующий угол заточки. В зависимости от вида зубьев, диск может применяться как в одном направлении пиления, так и в двух. Когда звенья притупляются с одной части, то диск необходимо развернуть, и продолжить работу в обратном направлении. Однако так можно делать далеко не со всеми циркулярными дисками, например, не подходят для этого круги со скошенной формой звеньев.
Если выполняется заточка диска циркулярной пилы своими руками, то необходимо понимать, что в зависимости от направления реза, нужно учитывать угол заточки.
- Если планируется пилить древесину в продольном направлении расположения волокон, то угол заточки на звеньях должен составлять 15-25 градусов
- Если древесина распиливается в поперечном направлении, то угол заточки снижается до 5-10 градусов
- Универсальным углом заточки считается величина 15 градусов. Кругами с такими звеньями можно пилить не только поперек, но и вдоль
При затачивании зубьев на пильных кругах и дисках для циркулярной пилы, болгарки и циркулярки, необходимо учитывать еще один немаловажный фактор — это величина плотности распиливаемого материала. Чем ниже плотность, тем выше должна быть острота зуба. Если циркулярная пила применяется для распиловки пластика или пластмассы, то угол заточки диска должен быть отрицательным.
Как заточить диск на циркулярной пиле с победитовыми напайками
Часто мастера покупают круги, которые обладают повышенной устойчивостью к износу за счет наличия специальных напаек из победита. Эти напайки продлевают срок службы расходного материала, однако не делает его вечным. Победитовый слой наносится на звенья при помощи специальной напайки. За счет напайки усложняется геометрическая форма зуба, поэтому и процесс затачивания также утяжеляется. Восстановление остроты зубьев необходимо выполнять с учетом точной выдержки.
Чтобы заточить зубья на диске с твердосплавными напайками, понадобится произвести сглаживание режущей кромки до величины 0,3 мм. Чтобы выполнить качественную заточку зубьев с твердосплавными напайками, специалисты рекомендуют использовать для этого специальное оборудование, а также заточные круги с алмазным напылением. Если использовать абразивный круг, то он быстро сотрется, прежде чем диск с напайкой получится заточить.
При восстановлении остроты звеньев учитываются следующие факторы:
- Заточку пильных дисков надо выполнять не только передней, но и задней плоскости. Начинать необходимо непосредственно с передней части
- Победитовая напайка при наточке должна плотно соприкасаться с заточным алмазным кругом
- Время соприкосновения должно быть не более 5 секунд. Учитывать время необходимо для того, чтобы избежать перегревания металла. Если металл будет перегреваться, то произойдет его закаливание, а также снижение твердости
При затачивании нужно также учитывать, что толщина стачиваемого материала не должна быть более 0,15 мм. Если правильно выполнять процедуру, то до полного износа диска с победитовыми напайками проводится не менее 30 заточек.
О рациональности восстановления остроты дисков с напайками нужно принимать решение самостоятельно, так как стоимость заточного круга с алмазным напылением порой дороже, чем приводное электрооборудование.
Как станком заточить диск
Для восстановления целостности режущих дисков используется два способа — это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг — алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.
Это интересно! Перед тем, как приступать к реализации работ, необходимо очистить поверхность затачиваемой оснастки от нагара. Для этого можно использовать керосин, солярку или промышленные очистители. Если не произвести очистку, то производительность насадки удастся восстановить до 75%-80%.
Инструкция по правильной заточке режущих дисков для циркулярных пил:
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.
Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.
Как заточить диск вручную напильником
Если наждачного станка нет в наличии, то процедуру можно выполнить вручную. Принцип заточки заключается в том, что затачиваемый диск следует зафиксировать в неподвижном положении. Для этого используются тиски или струбцина. Когда оснастка будет зафиксирована, останется только взять в руки маркер, и отметить точку начала проведения работ. Далее напильником выполняются работы по заточке.
- Использовать рекомендуется плоский напильник, но подойдет также и треугольный. Главное требование к напильнику — это свободное вхождение между зубьями
- Сильно изнашивается передняя и верхняя часть зуба, поэтому этот износ следует восстановить
- На начальном этапе восстанавливается задняя поверхность зубцов, а затем передняя
- При заточке нужно прилагать одинаковое усилие. Кроме того, величина зубцов, а точнее их размер, должен быть одинаковым
Выполнять работы по затачиванию вручную намного труднее и дольше, поэтому такой способ рационален только в одном случае, если приходится не часто работать циркулярной пилой. Если работы инструментом выполняются часто, то рационально купить наждачный станок и изготовить из него оборудование под заточку дисков циркулярной пилы.
Изготовление станка или как сделать кондуктор
борудование для затачивания пильных зубьев называется кондуктором. За его основу берется электропривод, который приводит в действие абразивный диск — полотно. Вторая часть кондуктора — это крепежная часть, состоящая из подвижной и неподвижной части. Перед тем, как приступать к выполнению заточных работ, понадобится изготовить кондуктор. Рассмотрим два варианта изготовления кондукторов.
Вариант 1 — изготовление простого заточного станка из точила
Первый вариант изготовления простейшего заточного оборудования имеет следующий вид:
Для изготовления такого устройства требуется минимум времени и затрат, а эффективность его применения составляет 100%. Подробности на видео:
Вариант 2 — как сделать заточной станок из болгарки и дрели
Кроме наждачного станка, для изготовления контактора можно использовать болгарку или УШМ. В шпинделе этого инструмента устанавливается соответствующий диск для заточки с алмазным напылением, а сам электроинструмент крепится неподвижно к основанию. Принцип изготовления кондуктора следующий:
- Берется рамка из ДСП или ДВП размером 50х80 см. На этой рамке будут расположены составные детали
- Изначально следует зафиксировать неподвижно болгарку при помощи хомутов. Шпиндель инструмент должен располагаться под прямым углом к рамке
- С торца инструмента изготавливается и располагается подвижная рамка, на которую будут устанавливаться диски для заточки
- Подвижность рамки реализуется за счет использования мебельных салазок
- На рамке изготавливается кронштейн для закрепления затачиваемой оснастки
Готовое изделие показано на фото ниже.
Как пользоваться, а также особенности работы на самодельном станке для затачивания оснастки циркулярных пил, показано на видео.
Итог проделанных работ следующий — восстановление целостности диска с зубьями, что позволяет продолжить работу электроинструментом при обработке древесины. Рассмотренные способы в материале подходят для заточки пильных дисков таких инструментов, как болгарки, циркулярные пилы и стационарные циркулярки. Если понятен принцип выполнения работ, то с изготовлением специального станка и его эксплуатацией не возникнет никаких трудностей.
Заточка циркулярных пил
Материал и свойства карбидных зубьев
В отечественных пилах в качестве материала для режущих вставок используются спеченные вольфрам-кобальтовые сплавы марок (6, 15 и т. Д., Рисунок означает процентное содержание кобальта). В 6 твердость 88,5 HRA, в 15. 86 HRA. Иностранные производители используют свои сплавы. Твердые сплавы состоят в основном из карбида вольфрама, цементированного кобальтом. Характеристики сплава зависят не только от его химического состава, но и от размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и прочность сплава.
Пластины из твердого сплава прикрепляются к диску с помощью высокотемпературной пайки. В качестве материала для пайки в лучшем случае используются серебряные припои (PSr-40, PSr-45), в худшем случае. медно-цинковые припои (L-63, MNMC-68-4-2).
Геометрия карбидных зубцов
В форме различают следующие типы зубов.
Прямой зуб . Обычно используется в пилах для продольной быстрой распиловки, качество которых не особенно важно.
Наклонный (косой) зуб с левым и правым углом наклона задней плоскости. Зубы с различным углом наклона чередуются между собой, из-за того, что они называются чередующимися. Это наиболее распространенная форма зуба. В зависимости от размера углов шлифования пилы с чередующимся зубом используются для распиловки самых разнообразных материалов (дерева, ДСП, пластмасс). как в продольном, так и в поперечном направлениях. Пилы с большим углом наклона задней плоскости используются в качестве подрезки при резке пластин с двухсторонним ламинированием. Их использование позволяет избежать сколов по краям разреза. Увеличение угла скоса уменьшает силу резания и снижает риск сколов, но в то же время уменьшает прочность и прочность зуба.
Зубы могут быть склонны не только к тылу, но и к передней плоскости.
Трапециевидный зуб . Особенностью этих зубов является относительно медленная скорость притупления режущих кромок по сравнению с чередующимися зубьями. Обычно они используются в сочетании с прямым зубом.
Перемещаясь с последним и слегка поднимаясь над ним, трапециевидный зуб выполняет сквозное резание и прямую линию, следуя за ним. чистый. Пилы с чередующимися прямыми и трапециевидными зубьями используются для резки пластин с двухсторонним ламинированием (ДСП, МДФ и т. Д.), А также для распиловки пластмасс.
Конический зуб . Пилы с коническим зубцом являются вспомогательными и используются для забора нижнего слоя ламината, защищающего его от сколов во время прохождения основной пилы.
В подавляющем большинстве случаев передняя сторона зубов имеет плоскую форму, но есть пилы с вогнутой передней поверхностью. Они используются для отделки поперечной резки.
Углы шлифования зубов
Значения углов шлифования определяются с помощью пилы. те. один для резки материала и в каком направлении он предназначен. Пилы для продольной распиловки имеют относительно большой передний угол (15 °.25 °). В поперечных пилах угол γ обычно колеблется от 5-10 °. Универсальные пилы, предназначенные для поперечной и продольной распиловки, имеют среднее значение переднего угла. обычно 15 °.
Значения углов шлифования определяются не только по направлению резания, но и по твердости материала пилы. Чем выше твердость, тем меньше передний и задний углы (меньше сужения зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с этим углом используются для резки цветных металлов и пластмасс.
Основные принципы заточки
Читайте так же
При распиливании массивных заготовок боковые поверхности также подвергаются быстрому износу.
Не перегоняйте пилу. Радиус закругления режущей кромки не должен превышать 0,1-0,2 мм. В дополнение к тому факту, что, когда лезвие сильно тупые, производительность резко падает, для того, чтобы измельчить его, требуется в несколько раз больше времени, чем точить лезвие с нормальным притуплением. Степень притупления может быть определена как самими зубами, так и типом разреза, который они оставляют.
Правильная заточка циркулярных пил должна обеспечивать, в то же время, что режущая кромка должным образом заточена, чтобы обеспечить максимальное количество резцов, что в оптимальном случае может достигать 25-30 раз. Для этой цели рекомендуется использовать твердосплавный зуб, который следует шлифовать вдоль передней и задней плоскостей. Фактически, зубы могут быть измельчены и вдоль одной передней плоскости, но количество возможной заточки оказывается почти в два раза меньше, чем при заточке на двух плоскостях. На рисунке ниже ясно показано, почему это происходит.
Последний прогон при заточке пильных дисков рекомендуется делать на задней плоскости зуба. Стандартное значение удаления металла. 0,05-0,15 мм.
Перед заточкой необходимо очистить пилу от грязи, например смолы, и проверить значения углов шлифования. На некоторых пилах они записываются на диск.
Оборудование и материалы для заточки пильных полотен
При использовании абразивных дисков (особенно алмазных колес) желательно их охлаждать.
По мере повышения температуры микротвердость абразивных материалов уменьшается. Повышение температуры до 1000 ° C снижает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300 ° C приводит к уменьшению твердости абразивных материалов почти в 4-6 раз.
Как Самому Точить Пильные Диски Простым Приспособлением
Точить твёрдосплавные диски очень легко с помощью простейшего приспособления, а служат такие диски раза
Как заточить пильный диск своими руками
Затупился пильный диск на моей Маките 2704. Финансов на покупку диска от Макиты или СМТ в данный момент нету
Использование воды для охлаждения может привести к ржавчине на деталях и компонентах машины. Для устранения коррозии к воде добавляют воду и мыло, а также некоторые электролиты (карбонат натрия, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и т. Д.), Которые образуют защитные пленки. При обычном шлифовании чаще всего используются мыльные и содовые растворы и с тонким шлифованием. низкоконцентрированные эмульсии.
Однако при шлифовании пильных дисков дома с низкой интенсивностью шлифовальных работ круг часто не используется для охлаждения круга. не желая тратить время на это.
Чтобы увеличить шлифовальную способность абразивных дисков и уменьшить удельный износ, следует выбрать наибольший размер зерна, который обеспечивает требуемую чистоту поверхности заостренного зуба.
Чтобы выбрать размер зерна абразива, в соответствии со стадией измельчения, вы можете использовать таблицу в статье о шлифовальных стержнях. Например, если используются круги с бриллиантами, для черновой обработки можно использовать круги с размером зерна 160/125 или 125/100. 63/50 или 50/40. Круги с размерами зерен от 40/28 до 14/10 используются для удаления зубцов.
Окружная скорость круга при заточке зубов карбида должна составлять около 10-18 м / с. Это означает, что при использовании круга диаметром 125 мм частота вращения двигателя должна быть около 1500-2700 об / мин. Заточка более хрупких сплавов производится с меньшей скоростью из этого диапазона. При заточке карбидных инструментов использование жестких мод приводит к образованию повышенных напряжений и трещин, а иногда и к измельчению режущих кромок, в то время как износ колеса увеличивается.
При использовании заточных станков для пильных полос изменение относительного положения пилы и шлифовального круга может осуществляться по-разному. перемещение одной пилы (двигатель с кругом неподвижен), одновременное движение пилы и двигателя, перемещение только мотора с кругом (пильный диск неподвижен).
Производится машин различных функций. Самые сложные и дорогие программируемые комплексы способны обеспечить полностью автоматический режим шлифования, при котором все операции выполняются без участия рабочего.
В простейших и дешевых моделях после установки и закрепления пилы в положении, обеспечивающем требуемый угол заточки, все дальнейшие операции. поворот пилы вокруг ее оси (включение зуба), подача на шлифовку (контакт с кругом) и контроль толщины металла, удаляемого с зуба. производятся вручную. Такие простые модели целесообразно использовать дома, когда заточка циркулярных пил эпизодична.
Примером самой простой машины для является система, фотография которой показана на фотографии ниже. Он состоит из двух основных узлов. двигатель с кругом (1) и опорой (2), на которой установлена заостренная пила. Вращающийся механизм (3) служит для изменения угла полотна (при затачивании зубов скошенной передней плоскостью). С помощью винта (4) пила перемещается вдоль оси абразивного колеса. Это гарантирует, что заданное значение угла переднего шлифования будет установлено. Винт (5) используется для установки стопора в нужном положении, предотвращая чрезмерное попадание круга в межзубную полость.
Процесс заточки пильных дисков
Читайте так же
Пила устанавливается на оправке, зажатой с помощью конической (центрирующей) втулки и гайки, а затем устанавливается в строго горизонтальном положении с помощью механизма (3). Это обеспечивает угол наклона передней плоскости (ε 1) равна 0 °. В машинах для шлифовальных дисков, которые не имеют встроенной угловой шкалы в механизме наклона, это делается с помощью обычного гониометра маятника. В этом случае проверьте горизонтальность машины.
Вращение винта (4) механизма, обеспечивающего горизонтальное перемещение оправки с кругом, задает необходимый угол резания. Другими словами, пила перемещается в положение, где передняя плоскость зуба плотно прилегает к рабочей поверхности круга.
Маркер отмечает зуб, с которого начинается заточка.
Двигатель включен, а передняя плоскость заострена. вставка зуба в контакт с кругом и несколько перемещений пилы назад и вперед с одновременным нажатием зуба на круг. Толщина удаляемого металла регулируется количеством затачивающих движений и силой нажатия зуба на абразивное колесо. После заточки одного зуба пила извлекается из контакта с кругом, она включает один зуб и повторяется операция заточки. И так далее, пока маркер маркера не сделает полный круг, показывая, что все зубы заострены.
Заточка зуба наклонена на передней плоскости . Разница между заточкой скошенного зуба и заточкой прямого зуба заключается в том, что пилу нельзя устанавливать горизонтально, но с наклоном. с углом, соответствующим углу наклона передней плоскости.
Угол пильного диска устанавливается с использованием того же маятникового гониометра. Сначала устанавливается положительный угол (в данном случае 8 °).
После этого каждый второй зуб затачивается.
После затачивания половины зубов угол наклона пильного диска изменяется от 8 ° до 8 °.
И каждый второй зуб затачивается снова.
Заточка задней плоскости . Чтобы затачивать зуб на задней плоскости, необходимо, чтобы шлифовальный станок пильного диска позволял устанавливать пилу таким образом, чтобы задняя плоскость зуба находилась в одной плоскости с рабочей поверхностью абразивного колеса .
Если нет машины для заточки пильных дисков
Точно выдерживайте необходимые углы заточки, удерживая пилу в руках от веса. Задача невозможна даже для человека с уникальным глазом и завидной жесткостью рук. Самое разумное в этом случае. для создания простого устройства для заточки, что позволяет фиксировать пилу в определенном положении относительно круга.
Простейшим из таких инструментов для шлифовальных подставка, поверхность которой находится на том же уровне, что и ось шлифовального круга. Расположив на нем пильный диск, вы можете убедиться, что передняя и задняя плоскости зуба перпендикулярны пильному лезвию. И если верхняя поверхность стенда сделана мобильной. фиксируя одну сторону навесной, а другую. Опираясь на пару болтов, которые можно прикрутить и скрутить. то он может быть установлен под любым углом, получая возможность затачивать наклонный зуб на передней и задней плоскостях.
Правда, в этом случае одна из основных проблем остается нерешенной. Извлечение одного и того же переднего и заднего углов. Эта задача может быть решена путем фиксации центра пилы по отношению к абразивному колесу в нужном положении. Один из способов реализовать это. Сделать паз на поверхности опоры оправки, на которой установлена пила. Двигая оправу с кругом в канавке, можно будет выдержать требуемый угол реза зуба. Но для заточки циркулярных пил разного диаметра или угла заточки должна быть возможность либо переместить двигатель, либо опору, а вместе с ней и канавку. Другой способ обеспечить желаемый угол заточки более прост и установить на ступеньку стопов, фиксирующих диск в нужном положении. В конце статьи есть видео с демонстрацией такой адаптации.
Контроль качества заточки
ГОСТ 9769-79 устанавливает определенные значения допусков для параметров шлифования. Конечные удары кончиков зубов не должны превышать 0,2 мм (для пил диаметром до 400 мм), радиальные. 0,15 мм. Биение проверяется с помощью обычного индикатора.
Сложность заточки дисковых пил с твердосплавными зубьями обусловлена применением спеченных вольфрамокобальтовых сплавов для изготовления режущих пластин, которые впоследствии крепятся к диску высокотемпературной пайкой. Но основное затруднение вызвано их геометрией и необходимостью в обеспечении определенного угла при затачивании.
Форма зубьев и углы заточки
Согласно ГОСТ 9769 твердосплавный зуб в своей конструкции имеет 4 плоскости — задняя, передняя и 2 вспомогательные. По геометрии режущие пластины бывают прямые, скошенные, трапециевидные и конические.
Передний угол затачивания определяет не только характеристики пильного диска, но и его назначение:
- 15-25° — для продольного пиления;
- 5-10° — для поперечного;
- в пределах 15° — универсального применения.
Также величина углов определяется и твердостью разрезаемого материала — чем она выше, тем меньше должно быть заострение.
Основные правила затачивания
В основном износу подвержена главная режущая кромка — происходит ее скругление до 0,3 мм. Не следует допускать изнашивание твердосплавных зубьев сверх этого значения. Это ведет к снижению производительности и увеличению времени на последующую заточку. Затупление определяется по зубьям и пропилу (ухудшается качество реза).
- При правильном выполнении работ обеспечивается максимальный эксплуатационный ресурс пильного диска с напайкой — вплоть до 30 заточек. Поэтому заточку следует производить по передней и задней плоскости зуба.
- В первую очередь затачивается передняя плоскость.
- Напайка при заточке должна всей плоскостью прилегать к поверхности абразивного круга.
- Точить зубья рекомендуется короткими движениями (в пределах 3-5 секунд), что предотвратит их перегрев. Поскольку при повышении температуры снижается микротвердость абразива, а значит и результативность заточки.
- Толщина снимаемого металла не должна превышать 0,15 мм.
Материалы и инструмент
Для заточки дисков с твердосплавными зубьями можно применять алмазные круги и из карбида кремния. Для обеспечения гладкой поверхности без зазубрин рекомендуется использовать абразив с наибольшей зернистостью. В противном случае зарубки будут выкрашиваться в процессе работы, что приведет к быстрому затуплению напайки.
Лучше всего затачивать на специализированных станках с возможность регулирования углов установки пильного диска. Для регулирования его положения в горизонтальной плоскости (в случае с зубьями со скошенной передней плоскостью) используются специальные приспособления с маятниковыми угломерами.
Но приобретение специального оборудования для домашнего применения, когда необходимость в нем возникает не больше 1 раза в несколько месяцев, нецелесообразно. А удерживать пильный диск руками в точном соответствии с необходимым углом — это что-то из области фантастики.
Выход один — соорудить подставку, поверхность которой будет располагаться на одном уровне с осью абразивного круга. Это обеспечит перпендикулярность положения задней и передней плоскости зуба относительно заточного материала. А если проявить фантазию и закрепить одну сторону приспособления шарнирно, а на другой сделать опоры в виде болтов с возможностью вкручивания и выкручивания, можно будет управлять и углом наклона относительно горизонтальной плоскости. А точность выверяется маятниковым угломером.
Для обеспечения необходимого для заточки передней и задней плоскостей зубьев с напайкой значения угла можно оборудовать на подставке упоры, которые будут фиксировать пильный диск в нужном положении.
Как заточить циркулярную пилу? Циркулярная пила – это необходимый инструмент при строительстве дачи. Она превосходит остальные виды пил по своей точности и качеству распила. Длительность эксплуатации конструкции зависит от качества ее заточки.
Срок службы круглой пилы зависит в том числе от качества ее заточки.
Незаточенный диск повышает нагрузку на механизм. В результате он может сломаться.
Необходима периодическая заточка циркулярных пил.
Признаки, которые свидетельствуют о том, что пилу нужно заточить:
- при распиле нужно прилагать большую нагрузку;
- подгорают края распила;
- перегревается двигатель;
- появляется дым при работе.
Заточка циркулярных пил
Материалы и инструменты:
- диск пилы;
- напильник;
- алмазный надфиль;
- маркер;
- тонкие деревянные брусочки;
- тиски;
- разводка;
- разводной ключ.
Как заточить циркулярную пилу с диском? Дисковую пилу необходимо затачивать с задней поверхности, если работают в положении полотна, которое повернуто к дереву. Передняя поверхность, которая находит на материал при распиле, остается в неизменном положении.
Выполнять точение диска можно в станке. Можно вытащить полотно из него. Если точение выполняется в устройстве, то нужно вынуть вилку из электрической розетки, чтобы предотвратить случайное включение прибора. Нужно подклинить изделие, положив под него с обеих сторон тонкие брусочки и придавить их к зубьям.
Надо пометить маркером элемент, с которого начинают выполнять точение. При точении надо соблюдать осторожность и прилагать максимум внимания. Точение выполняют при помощи напильника или алмазного надфиля.
Необходимо запомнить количество движений и прилагаемых усилий при точении первого зуба. Такие же усилия нужно прилагать при точении остальных деталей. Если полотно сняли со станка, нужно зажать его в тисках, затем таким же образом заточить каждый зуб. Затем полотно устанавливают обратно в устройство.
Выполняют проверку распила на образце. Если при работе возникает шум или подача материала неровная, нужно проверить высоту зубьев. Для этого надо поднести к режущему краю маркер. Затем надо медленно повернуть рукой полотно на 1 оборот в сторону, противоположную направлению вращения. При этом на каждом зубе появится метка. При осмотре можно выяснить какие элементы выше остальных. Если разница оказалась значительной, нужно аккуратно уменьшить высоту элементов.
Вернуться к оглавлению
Как выполнить развод зубьев диска
Если необходимо, чтобы движение диска было более свободным, то выполняют развод зубьев.
Необходимо все зубья по очереди отогнуть в разные стороны на одно и то же расстояние. Работу выполняют при помощи разводки. Разводка – это инструмент для выполнения развода элементов. Для выполнения разводки можно пользоваться разводным ключом. При работе с мягкими породами древесины их разводят больше. При работе с твердыми породами – меньше.
Чтобы правильно подобрать разводку, нужно опробовать устройство при распиле прочных пород древесины. Наилучшим вариантом разводки будет приблизительно 0,3 – 0,5 мм в одну сторону. Основным требованием считается разводка элементов не больше толщины полотна на обе стороны. Разводку выполняют перед заточкой.
В том случае, когда необходимо точение полотна более высокого качества, применяют станок для механизированного точения.
Вернуться к оглавлению
Механизированное затачивание диска
Материалы и инструменты:
- диск пилы;
- станок для заточки диска;
- маятниковый угломер;
- маркер.
Как заточить циркулярную пилу механизированным способом? Существует большое количество различных станков. Некоторые механизмы обладают программными комплексами для обеспечения полностью автоматизированного режима точения. В домашней мастерской, когда точение дисков носит эпизодический характер, можно использовать более простое устройство.
Углы заточки зубьев дисковой пилы: передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2).
Как заточить диск? В таком станке после его установки и закрепления в положении, которое обеспечивает необходимый угол заточки, все остальные операции – поворот полотна вокруг своей оси, контроль толщины металла, снимаемого с зуба – выполняются вручную.
Заточка прямого зуба по передней плоскости выполняется в такой последовательности. Устанавливают полотно на оправу станка. Зажимают с помощью центрирующей втулки. Затем при помощи механизма он устанавливается в строго горизонтальном положении. Таким образом, обеспечивается угол скоса передней плоскости, равный нулю. Если у станка нет встроенной угловой шкалы, горизонтальность диска проверяют при помощи маятникового угломера.
Затем вращают винт механизма, который обеспечивает горизонтальное перемещение оправы с кругом. Устанавливают необходимый передний угол заточки. Полотно передвигается в положении, при котором передняя плоскость каждого элемента плотно прилегает к рабочей поверхности круга.
Маркером делают отметку первого зуба, с которого начинают заточку. Затем включают двигатель и выполняют заточку передней плоскости. Станок вводит зуб в соприкосновение с кругом и выполняет несколько движений полотна вперед и назад с одновременным прижимом элемента к кругу.
После заточки одного элемента полотно выводится из контакта с абразивным кругом, поворачивается на один элемент. Затем операция повторяется аналогичным образом. Так станок работает до тех пор, пока отмеченный маркером элемент не выполнит полный круг, показав, что все элементы заточены.
Заточка скошенного зуба отличается от точения прямого тем, что пилу располагают с наклоном, равным углу скоса передней плоскости. Для заточки элемента по задней плоскости нужно, чтобы станок позволял устанавливать полотно так, чтобы задняя плоскость элемента находилась в одной плоскости с поверхностью круга.
Чтобы заточить дисковую пилу на станке, не надо обладать специальными навыками. С этой работой может справиться любой человек, если будет следовать всем инструкциям и правилам по работе со станками по заточке дисков.
Станки для заточки дисковых пил
На сайте Станкофф.RU вы можете купить станки для заточки дисковых пил ведущих производителей. В наличии и под заказ более 26 моделей заточных станков для дисковых пил по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Станки для заточки пильных дисков: особенности применения
Режущий инструмент дисковой формы используется во многих видах лесопильного оборудования. Агрегаты отличаются конструкцией и производительностью, но имеют одинаковые требования к состоянию оснастки, которая должна быть достаточно острой для того чтобы обеспечивать быстрое и качественное изготовление пиломатериала. При постоянной работе по раскрою древесины необходимо вы можете приобрести в нашем магазине заточной станок для дисковых пил, который позволит профессионально выполнять техническое обслуживание расходных деталей.
Ручные операции по восстановлению остроты зубьев отнимают время и не способны обеспечить качественную обработку режущих граней, особенно если речь идет об оснастке для серьезного промышленного оборудования. Станки для заточки пильных дисков, предлагаемые нашей компанией, выпускаются отечественными и зарубежными производителями в бытовой и профессиональной категории. Приспособления с автоматическим или полуавтоматическим управлением позволяют квалифицированно выполнять перетачивание и правку пильного диска. Современное оборудование отличается продуманным технологическим устройством и дает возможность:
- выполнять восстановление остроты дисковых пил с любой формой и комбинацией зубцов;
- производить высокоточную настройку толщины затачиваемого инструмента;
- получать гарантированно качественный результат за счет отсутствия вибрационных колебаний.
Заточные станки для дисковых пил усовершенствованной конструкции, представленные на нашем сайте, имеют повышенную стоимость, но не требует участия персонала в работе и отличается увеличенным набором опций. Специальная защитная система предохраняет плоскость диска от появления сколов или разрушения стального полотна. При эпизодическом использовании целесообразно применять более простые конструкции, работа которых подразумевает ручное управление механизмами, визуальный контроль толщины снимаемого слоя металла и наличия угловых и радиальных отклонений заточенных зубьев.
Принцип работы и виды
Станки для заточки дисковых пил отличаются производительностью, способностью переносить рабочие нагрузки и оснащаются разными видами оснастки:
- абразивными точильными кругами;
- режущими дисками из эльбора;
- инструментом с алмазным напылением;
- дисками из зеленого карбида кремния;
- шлифовальной лентой.
Передняя и задняя грань пильного диска имеет напайки в виде пластин твердосплавной стали. Обработка режущей кромки должна производиться с полным сохранением геометрической формы прямых, скошенных, конических или трапециевидных зубьев. Для того чтобы получать гарантированное качество результата при восстановлении остроты резцов, следует купить станок для заточки дисковых пил, который обеспечит точное соблюдение основных углов наклона зубьев при обработке.
В более сложных моделях оборудования устанавливается специальный контроллер, который регулирует параметры в зависимости от количества зубьев на пильном диске. Затачивание режущей кромки производится с применением одной операции или поэтапно. Предварительная грубая обработка абразивным инструментом с последующей алмазной шлифовкой дает возможность получить экономию расходного материала и повышенное качество выполненной заточки. Для того чтобы исключить перегрев затачиваемого диска, который может привести к деформации металла, в конструкции предусмотрена подача охлаждающей жидкости. Возможность регулировать рабочую температуру способствует качественной обработке режущей кромки и увеличивает рабочий ресурс механизмов.
Как заточить циркулярную пилу с помощью подсказок Victorious
Как заточить дисковую пилу победной пайкой. Выбор машины. Как заточить дисковую пилу победными припоями своими руками в домашних условиях? Как определить углы заточки?
- Дом
- Разное
- Как заточить дисковую пилу победной пайкой. Выбор машины. Как заточить дисковую пилу победными припоями своими руками в домашних условиях? Как определить углы заточки?
Как заточить дисковую пилу победной пайкой.Выбор машины. Как заточить дисковую пилу победными припоями своими руками в домашних условиях? Как определить углы заточки?
Как заточить полотно пилы победной пайкой AURAMM.Ru
Когда-то при длительной эксплуатации пильные полотна с твердосплавными напайками теряли свои первоначальные свойства. Однако это не означает, что нужно приобретать новый режущий инструмент. В массовом порядке измельчение производится в домашних условиях, используя хоть какой-нибудь подходящий станок.
Прежде всего следует определиться, нужно ли его по-другому затачивать.Есть несколько явных признаков, указывающих на актуальность данной процедуры. Если их проигнорировать, то диск может не подлежать ремонту и послужит предпосылкой для выхода из строя дорогой машины.
Которые имеют игровые слоты с использованием пилы с пайкой для увеличения срока службы устройства. Он также предназначен для обработки твердой древесины. Наплавка производится сталью 9ХФ, 50 ХВА, 65Г и аналогичными составами. Они отличаются высочайшей твердостью, при этом при значительной эксплуатации вероятность их поломки увеличится.
Своевременная заточка дисковых пил станком в домашних условиях осуществляется по следующим явным признакам:
- Повышенная нагрузка на двигатель. Предпосылкой для этого является ухудшение заточки, и, как естественный результат, агрегату требуется больше, чем просто мощность для распиловки древесины. Если в конструкции двигателя не предусмотрены защитные реле, велика вероятность его выхода из строя;
- Ухудшение режущих свойств. Первый признак — увеличение ширины пропила, кроме того, образование сколов и неровностей по его краям;
- Увеличьте время обработки заготовки.Для формирования разреза требуется больше времени, чем обычно.
Самостоятельная заточка пильных полотен
Лучше всего повторно проверять состояние распаянного деревянного диска. Для этого необходимо временно уронить станок и разобрать режущий инструмент. Если его геометрические характеристики не совпадают с исходными, необходима заточка.
Хорошим вариантом будет иметь исходный шаблон, по которому есть возможность откорректировать геометрию режущей кромки.Часто его делают из тонкостенного нержавеющего металла, реже. Из плотного картона.
Зубья твердосплавные изготавливаются по ГОСТ 9769-79. Но их геометрия и геометрические размеры определяются производителем из параметров назначения пилы. Если шаблон отсутствует, нужно самостоятельно подобрать нужные углы заточки. Для этого рекомендуется использовать маятниковый гониометр.
Самостоятельная разработка производственного шаблона.
- Возьмите новый распаянный диск, полностью похожий на тупой.
- На жестком листе картона нарисуйте четкие контуры.
- С помощью маятникового транспортира определите начальную геометрию твердосплавных припоев.
- Введите данные в шаблон.
При необходимости его используют для самозаточки на станке или предоставляют в качестве стандарта для компаний, предоставляющих аналогичные услуги.
Кроме того, рекомендуется сравнить полученные данные со справочными.В пилах для формирования продольных ножниц фронтальный угол обычно составляет 15 ° 0,25 °. Для поперечных моделей этот распространенный индикатор слухов колеблется от 5 ° до 10 °. В универсальных моделях передний угол составляет 15 °.
Важно помнить, что передний угол вам больше нравится отрицательный. Подобные модели используются для резки листов пластика и цветных металлов.
По крайней мере, какой-нибудь шлифовальный станок используется для формирования последней режущей кромки. По сути, вначале правильно выбрать наждачный круг и, при его использовании, заточить лезвие.Для этого нужно использовать корундовые или алмазные модели.
Заточка пильного диска
Хороший вариант — использовать специальное оборудование, предназначенное для работы. Увы, но из-за самой высокой цены его приобретение зачастую нецелесообразно. Другой метод — внедрение шлифовального станка с возможностью настройки угла наклона корундового диска.
Ни при каких обстоятельствах нельзя точить вручную. Это все. На это уйдет много времени. Когда. Полученный результат не будет соответствовать стандартам.При прохождении отсутствия возможности заточить пильный диск по дереву самостоятельно, рекомендуется воспользоваться услугами специализированных компаний.
Проф. Заточка дисковых пил в домашних условиях осуществляется по следующим правилам:
- Основная деформация происходит на верхнем крае зуба. Скругление граней от 0,1 до 0,3 мм. С этого момента вам нужно начать обработку;
- Заточка производится по передней и задней кромкам. Это даст возможность повторить процедуру до 25 раз;
- Сумма удаления не должна превышать значение 0.05-0,15 мм;
- Уровень обработки лицевой и тыльной граней одинаков.
Когда заточка дисков на дереве окончена. Рекомендуется принести с собой мелкую наждачную бумагу. Делается это вручную или с помощью специального станка.
Специалисты рекомендуют использовать специальные диски из корунда, на торцевой поверхности которых имеется паз особой формы. Это облегчит выполнение процедуры.
Процесс формирования новейшей режущей кромки требует времени и времени.Поэтому рекомендуется составить ряд критериев для увеличения срока службы диска.
Прежде всего, вы должны узнать все о советах производителя. Он указывает количество оборотов (наибольшее и наименьшее) для различных типов обрабатываемых материалов. У металла этот параметр меньше, чем у дерева.
Заточка пильного диска
Твердые припои имеют длительный срок службы. Но они часто скалываются и обламываются. Другой софт практически не имеет таких недостатков.Однако срок службы у него короче, чем у жесткого.
Шероховатость на режущей поверхности не допускается. В ближайшее время они приводят к образованию сколов и трещин.
Показан пример самозатачивающегося дискового станка:
Заточка дисковых пил должна производиться четко с соблюдением норм и требований к геометрии зубьев каждого отдельного диска. Чтобы правильно заточить циркулярную пилу в кустарных условиях, следует знать форму зуба и его геометрию.
Как заточить циркулярную пилу Win
Как заточить дисковые пилы своими руками ?
- Инструмент для заточки диска пил
- По каким признакам следует заточить пилу?
- Типы режущих зубьев
- Принципы и углы Заточной диск пил
- Заточка пилы своими руками в домашних условиях
Строительство частного дома будет трудным и длительным без использования современных инструментов.Большую популярность у строителей завоевала циркулярная пила , превосходящая другие виды пил по дереву своей точностью и чистым распилом.
Схема станка для заточки диска пил и ножей.
Поскольку данный электроинструмент является активно используемым и, следовательно, довольно быстро изнашиваемым инструментом, заточка дисковых пил своими руками становится очень важной.
Инструмент для заточки диска
пилЧтобы правильно заточить дисковую пилу , Нам понадобятся такие инструменты как:
- файл;
- Тиски монтажные;
- Пруток деревянный;
- Цветной маркер.
Какие признаки говорят о том, что пилу нужно заточить?
Рис. 1. Схема зуба пилы. Самолеты: а. Передняя, б. Назад, c. Две стороны. Лезвия для резки металла: 1. Основная, 2, 3. Дополнительная.
Заточить дисковую пилу необходимо только при необходимости. И о том, что такой момент настал, сигнализируют 2 четких знака. В частности, срочная заточка пил по дереву требуется, если:
- На предохранительных щитках пил в области электродвигателя ощущается сильный нагрев.Иногда такое повышение температуры сопровождается появлением дыма из-под кожуха.
- Для получения хороших результатов на циркулярной пиле нужно нажимать сильнее, чем раньше.
- В результате работы пилы с тупым зубом по дереву на пропилах в древесине фиксируется появление темных отметин, следов сажи. Возможно характерный запах горелого дерева.
Типы режущих зубьев
Чтобы лучше понять, как производится правильная заточка дисковых пил, следует понимать особенности и строение той части диска, которая производит распил древесины.Эта основная часть — режущие зубья.
Все зубья изготовлены из твердых сплавов. Каждая из них (рис. 1) имеет 4 рабочие плоские поверхности: переднюю (а), заднюю (б), а также две боковые плоскости (в). Они играют второстепенную роль. На линиях пересечения указанных рабочих плоскостей формируются одна основная (1) и две дополнительные (2 и 3) кромки для резки материала.
В соответствии с комплектацией все режущие зубья дисковых пил делятся на следующие разновидности:
Рисунок 2.Схема угла заточки.
- Прямые зубья Чаще всего используются для ускоренного продольного пиления. Не предназначен для идеального качества резки.
- Зубы скошенные (косые). Для них характерно наличие на задней плоской поверхности зуба угловатого края с левой или правой стороны. Иногда на диске зубцы с разными сторонами скоса чередуются и тогда их называют поочередно срезанными. Такие элементы используются для распила не только дерева, но и ДСП, различных пластиков.Благодаря большому углу скоса обеспечивается качественный распил без сколов по краям пропила.
- Зубья трапециевидной формы. В сечении режущие поверхности имеют трапециевидную форму. Благодаря такой конфигурации они долго не тупят. Часто диск чередуется с прямыми зубьями. В этом случае трапециевидные элементы выполняют черновую распиловку, а прямые — финишную.
- Зубья конические. Имеют коническую форму. Обычно выполняют вспомогательные функции по предварительной резке ламината.Указанное напольное покрытие обработано такими зубьями для предотвращения сколов при резке ламинатных панелей основной пилой.
Заточка циркулярной пилы для обработки кромок, часть 1
Как затачить поверхность Winning Saw Я бы очень хотел для людей, которые приводят аргументы неприязни.
Как затачивают
Угловая шлифовальная машина с твердосплавными дискамиКак затачивать наплавку Winning Saw . Очень хотелось бы для людей, которые ставят неприязнь аргументы.
Принципы и углы
Заточной диск пилРисунок 3. Схема шлифования металла на зубьях пилы.
Рабочие части дисковых пил заточены под 4 основными углами заточки. Эти углы (рис. 2), а также форма режущего зуба являются основными техническими параметрами диска.
Итак, каждый круговой зуб характеризуется передним (γ), задним (α) углами, а также углами резания передней и задней поверхностей (ε1 и ε2).Величина этих углов зависит от назначения пильного устройства, разрезаемого материала и направления пиления.
В частности, пила для продольной резки затачивается под относительно большим передним углом (от 15 ° до 25 °). Индекс заточки переднего угла при поперечной распиловке находится в пределах от 5 ° до 10 °. А вот универсальный вариант, выполняющий обработку материала во всех направлениях, традиционно затачивается под углом 15 °.
Кроме того, на указанные углы влияет степень твердости вырезанных предметов.Их значения находятся в строгой зависимости: чем тверже материал, из которого состоит та или иная заготовка для распиловки, тем менее острыми должны быть режущие зубья.
Основной принцип заточки зубьев твердосплавных пил основан на том, что при длительной эксплуатации наиболее значительный износ происходит на верхней режущей кромке. В результате интенсивного использования леска может закругляться до 0,3 мм и более. Что касается плоскостей зубьев, то больше всего износ приходится на лицевую поверхность.
Правильная заточка режущих элементов должна обеспечивать такие кромки, у которых радиус их закругления не превышает значения 0.2 мм. Для этого рекомендуется шлифовать металл параллельно по передней и задней плоскостям зуба (рис. 3). Этот способ можно считать оптимальным. Заточить можно только лицевую плоскость, но в этом случае такая операция займет больше времени, к тому же сам зуб затачивается быстрее из-за необходимости снимать больше металла с лицевой поверхности.
Стандартным слоем шлифуемого металла считается 0,05-0,15 мм.
Заточка пилы
своими руками в домашних условияхРисунок 4.Для того, чтобы заточка была правильной и диск должен быть хорошо закреплен.
Также можно заточить пилу в домашних условиях. Для этого необязательно иметь в собственной мастерской специализированный шлифовальный станок, который стоит больших денег и редко используется по прямому назначению.
Но просто держать диск в руках и стачивать зубья на точильном круге на весу нерационально. Никакой твердости руки и отличного прикрытия глаз недостаточно, чтобы режущий элемент был идеально острым и подходящим для эффективной работы.С этой целью следует позаботиться о изготовлении простейшего фиксирующего устройства (рис. 4).
Удерживать круговую шестерню в строго заданном положении относительно шлифовального круга поможет, например, самая обычная плоская подставка.
Его поверхность должна совпадать с уровнем оси шлифовального круга. Сама шестерня ставится на подставку так, чтобы плоскости заточенных зубьев были перпендикулярны полотну пилы. Для стачивания скошенных зубов на передней и задней поверхностях данное устройство выполнено с подвижным шарниром.
Однако в этом случае трудно поддерживать одинаковое значение переднего и заднего углов заточки. Чтобы устранить эту проблему, центр пильного диска жестко фиксируется по отношению к абразивному диску. Делается это либо с помощью паза для оправки, которая устанавливается на стойке для размещения на ней заточенной пилы, либо путем установки на стойке специальных упоров, фиксирующих полотно пилы под нужным углом к шлифовальному кругу.
Если соблюдены все требования к технологии заточки твердосплавных дисковых пил, то они прослужат человеку долго и эффективно.
Заточка циркулярной пилы с помощью наконечников Victorious
Как делается заточка дисковой пилы своими руками ?
- Инструмент для заточки диска пил
- По каким признакам следует заточить пилу?
- Типы режущих зубьев
- Принципы и углы Заточной диск пил
- Заточка выпила своими руками в домашних условиях
Строительство частного дома будет трудным и длительным без использования современных инструментов.Большую популярность у строителей завоевала циркулярная пила , превосходящая другие виды пил по дереву своей точностью и чистым распилом.
Схема станка для заточки диска пил и ножей.
Поскольку данный электроинструмент является активно используемым и, следовательно, довольно быстро изнашиваемым инструментом, заточка дисковых пил своими руками становится очень важной.
Инструмент для заточки диска
пилДля правильной заточки циркулярная пила , нам понадобятся такие инструменты как:
- файл;
- Тиски монтажные;
- Пруток деревянный;
- Цветной маркер.
Какие признаки говорят о том, что пилу нужно заточить?
Рис. 1. Схема зуба пилы. Самолеты: а. Передняя, б. Назад, c. Две стороны. Лезвия для резки металла: 1. Основная, 2, 3. Дополнительная.
Заточить дисковую пилу необходимо только при необходимости. И о том, что такой момент настал, сигнализируют 2 четких знака. В частности, срочная заточка пил по дереву требуется, если:
- На предохранительных щитках пил в области электродвигателя ощущается сильный нагрев.Иногда такое повышение температуры сопровождается появлением дыма из-под кожуха.
- Для получения хороших результатов на циркулярной пиле нужно нажимать сильнее, чем раньше.
- В результате работы пилы с тупым зубом по дереву на пропилах в древесине фиксируется появление темных отметин, следов сажи. Возможно характерный запах горелого дерева.
Типы режущих зубьев
Чтобы лучше понять, как правильно затачивать дисковые пилы , следует разобраться в особенностях и строении той части диска, которая производит распил дерева.Эта основная часть — режущие зубья.
Все зубья изготовлены из твердых сплавов. Каждая из них (рис. 1) имеет 4 рабочие плоские поверхности: переднюю (а), заднюю (б), а также две боковые плоскости (в). Они играют второстепенную роль. На линиях пересечения указанных рабочих плоскостей формируются одна основная (1) и две дополнительные (2 и 3) кромки для резки материала.
В соответствии с комплектацией все режущие зубья дисковых пил делятся на следующие разновидности:
Рисунок 2.Схема угла заточки.
- Прямые зубья Чаще всего используются для ускоренного продольного пиления. Не предназначен для идеального качества резки.
- Зубы скошенные (косые). Для них характерно наличие на задней плоской поверхности зуба угловатого края с левой или правой стороны. Иногда на диске зубцы с разными сторонами скоса чередуются и тогда их называют поочередно срезанными. Такие элементы используются для распила не только дерева, но и ДСП, различных пластиков.Благодаря большому углу скоса обеспечивается качественный распил без сколов по краям пропила.
- Зубья трапециевидной формы. В сечении режущие поверхности имеют трапециевидную форму. Благодаря такой конфигурации они долго не тупят. Часто диск чередуется с прямыми зубьями. В этом случае трапециевидные элементы выполняют черновую распиловку, а прямые — финишную.
- Зубья конические. Имеют коническую форму. Обычно выполняют вспомогательные функции по предварительной резке ламината.Указанное напольное покрытие обработано такими зубьями для предотвращения сколов при резке ламинатных панелей основной пилой.
Как самостоятельно заточить пильные полотна простым инструментом
Заточить твердосплавные диски очень просто с помощью самого простого инструмента, и такие диски служат один раз.
Заточка дисковой пилы на электро шлифовальном станке на самодельном приспособлении (часть 1)Адаптация в работе: Как точить циркулярную пилу от.
Принципы и углы
Заточной диск пилРисунок 3.Схема заточки металла на зубьях пилы.
Рабочие части дисковых пил заточены под 4 основными углами заточки. Эти углы (рис. 2), а также форма режущего зуба являются основными техническими параметрами диска.
Итак, каждый круговой зуб характеризуется передним (γ), задним (α) углами, а также углами резания передней и задней поверхностей (ε1 и ε2). Величина этих углов зависит от назначения пильного устройства, разрезаемого материала и направления пиления.
В частности, пила для продольной резки затачивается под относительно большим передним углом (от 15 ° до 25 °). Индекс заточки переднего угла при поперечной распиловке находится в пределах от 5 ° до 10 °. А вот универсальный вариант, выполняющий обработку материала во всех направлениях, традиционно затачивается под углом 15 °.
Кроме того, на указанные углы влияет степень твердости вырезанных предметов. Их значения находятся в строгой зависимости: чем тверже материал, из которого состоит та или иная заготовка для распиловки, тем менее острыми должны быть режущие зубья.
Основной принцип заточки зубьев твердосплавных пил основан на том, что при длительной эксплуатации наиболее значительный износ происходит на верхней режущей кромке. В результате интенсивного использования леска может закругляться до 0,3 мм и более. Что касается плоскостей зубьев, то больше всего износ приходится на лицевую поверхность.
Правильная заточка режущих элементов должна обеспечивать такие кромки, у которых радиус их закругления не превышает 0,2 мм. Для этого рекомендуется шлифовать металл параллельно по передней и задней плоскостям зуба (рис.3). Этот способ можно считать оптимальным. Заточить можно только лицевую плоскость, но в этом случае такая операция займет больше времени, к тому же сам зуб затачивается быстрее из-за необходимости снимать больше металла с лицевой поверхности.
Стандартным слоем шлифуемого металла считается 0,05-0,15 мм.
Заточка выпила своими руками в домашних условияхРис. 4. Для того, чтобы заточка была правильной и быстрый привод должен быть надежно закреплен.
Также можно заточить пилу в домашних условиях. Для этого необязательно иметь в собственной мастерской специализированный шлифовальный станок, который стоит больших денег и редко используется по прямому назначению.
Но просто держать диск в руках и стачивать зубья на точильном круге на весу нерационально. Никакой твердости руки и отличного прикрытия глаз недостаточно, чтобы режущий элемент был идеально острым и подходящим для эффективной работы. С этой целью следует позаботиться о изготовлении простейшего запорного устройства (рис.4).
Удерживать круговую шестерню в строго заданном положении относительно шлифовального круга поможет, например, самая обычная плоская подставка.
Его поверхность должна совпадать с уровнем оси шлифовального круга. Сама шестерня ставится на подставку так, чтобы плоскости заточенных зубьев были перпендикулярны полотну пилы. Для стачивания скошенных зубов на передней и задней поверхностях данное устройство выполнено с подвижным шарниром.
Однако в этом случае трудно поддерживать одинаковое значение переднего и заднего углов заточки.Чтобы устранить эту проблему, центр пильного диска жестко фиксируется по отношению к абразивному диску. Делается это либо с помощью паза для оправки, которая устанавливается на стойке для размещения на ней заточенной пилы, либо путем установки на стойке специальных упоров, фиксирующих полотно пилы под нужным углом к шлифовальному кругу.
Если соблюдены все требования к технологии заточки твердосплавных дисковых пил, то они прослужат человеку долго и эффективно.
Заточка дисковых пил с победитовыми наконечниками AURAMM.Ru
Заточка пилы по дереву своими руками : геометрия углов, станки
При длительной эксплуатации пильные полотна с твердосплавными напайками могут потерять свои первоначальные качества. Заточка дисковых пил с победной пайкой. Но это не значит, что нужно покупать новый режущий инструмент. В большинстве случаев шлифовку можно произвести в домашних условиях на любом подходящем станке.
Необходимость заточки пилы
Для начала нужно определиться, точить или нет.Заточка пильных полотен с твердосплавными напайками осуществляется по явным признакам: повышенная нагрузка на двигатель, уменьшение пиления, увеличение времени обработки. Есть несколько явных признаков, указывающих на актуальность данной процедуры. Если их проигнорировать, то в будущем диск может выйти из строя и выйдет из строя дорогостоящая машина.
Преимущество использования пайки с пайкой — увеличенный срок службы. Он также предназначен для обработки твердой древесины. Наплавка выполняется из стали 9ХФ, 50 ХВА, 65Г и аналогичных составов.Для них характерна высокая твердость, но в то же время при значительной эксплуатации вероятность их поломки увеличится.
Своевременная заточка дисковых пил на станке своими руками выполняется по следующим явным признакам:
- Повышенная нагрузка на двигатель. Причина этого — ухудшение заточки и, как следствие, силовому агрегату требуется больше мощности для распиловки дерева. Если в конструкции двигателя не предусмотрены реле защиты, возможен его выход из строя;
- Ухудшение качества резки.Первый признак — увеличение ширины пропила, а также образование сколов и неровностей по его краям;
- Увеличьте время обработки заготовки. Для формирования разреза требуется больше времени, чем обычно.
Лучше всего периодически проверять состояние распаянного диска на дереве. Заточка пильных полотен с твердосплавными напайками своими руками. Для этого временно оставьте станок и демонтируйте режущий инструмент. Если его геометрические параметры не совпадают с исходными, необходима заточка .
Как определить угол заточки дисковой пилы
Лучшим вариантом будет иметь оригинальный шаблон, по которому можно закрепить геометрию режущей кромки . Часто его делают из тонкостенного нержавеющего металла, реже. Из плотного картона.
Зубья твердосплавные изготавливаются по ГОСТ 9769-79. Заточка циркулярной пилы победной пайкой. Но их геометрия и геометрические размеры определяются производителем исходя из назначения пилы.Если шаблон отсутствует, необходимо самостоятельно определить необходимые углы заточки. Для этого рекомендуется использовать маятниковый гониометр.
Технология изготовления шаблона своими руками.
- Возьмите новый распаянный диск, полностью идентичный тупому.
- Нарисуйте точные контуры на твердом листе картона.
- Используя маятниковый транспортир, определите исходную геометрию твердосплавных метчиков.
- Введите данные в шаблон.
Заточка дисковой пилы на электрозаточнике на самодельном приспособлении (часть 1)
Адаптация в работе: Как точить диск пила из
Как заточить пильное полотно своими руками
Пильный диск на моем Makita 2704 затупился. В процессе работы собрал несколько тупоконечных дисковых пил с победной пайкой, вроде как. На данный момент нет средств на покупку диска от Makita или SMT
В будущем его можно будет использовать для самозаточки на станке или предоставить в качестве модели для компаний, предоставляющих аналогичные услуги.
Кроме того, рекомендуется сравнить полученные данные со справочными. В пилах для продольной резки передний угол обычно составляет 15 ° 0,25 °. Где лучше всего точить диск для циркулярной пилы? Сообщаем Вам, что профессиональная заточка дисковых пил с твердосплавными метчиками (диски с метчиками-победителями) в Санкт-Петербурге по более низким ценам. У поперечных моделей этот показатель колеблется от 5 ° до 10 °. В универсальных моделях передний угол составляет 15 °.
Важно помнить, что передний угол может быть отрицательным.Подобные модели используются для резки листов пластика и цветных металлов.
Способы заточки дисковых пил
Для формирования новой режущей кромки можно использовать любой шлифовальный станок. Важно изначально правильно выбрать наждачный круг и использовать его для заточки лезвия. Для этого необходимо использовать корундовые или алмазные модели.
Оптимальный вариант — использовать специальное оборудование, предназначенное для выполнения этой работы. Но из-за дороговизны во многих случаях приобретение нецелесообразно.Самодельные заточные пилы будут заточкой пилы. Альтернативный способ — использовать шлифовальный станок с возможностью изменения угла наклона корундового диска.
Самостоятельно точить вручную ни в коем случае нельзя. Во-первых, это займет очень много времени. Во-вторых, результат не будет соответствовать стандартам. Самозатачивающиеся дисковые пилы с припаянными пильными полотнами с Победой. Если нет возможности заточить пильный диск по дереву, рекомендуется воспользоваться услугами специализированных компаний.
Профессиональная заточка дисковых пил своими руками выполняется по следующим правилам:
- Основная деформация происходит на верхнем крае зуба. Скругление граней от 0,1 до 0,3 мм. Именно с этого места необходимо начинать обработку;
- Заточка производится по передней и задней кромкам. Это даст возможность повторить процедуру до 25 раз;
- Сумма удаления не должна превышать значение 0.05-0,15 мм;
- Уровень обработки лицевой и тыльной граней должен быть одинаковым.
После этого заточка дисков на дереве закончена. Рекомендуется завести мелкозернистой наждачной бумагой. Это можно сделать вручную или с помощью специального станка.
Специалисты советуют использовать специальные диски из корунда, на торцевой поверхности которых имеется паз особой формы. Это облегчит выполнение процедуры.
Способы увеличения срока службы пильного диска
Процесс формирования новой режущей кромки трудоемкий и требует много времени.Станок для заточки дисковых пил с твердосплавными метчиками на передней и задней сторонах. Заточка дисковых пил Материал и свойства твердосплавных зубьев Твердосплавные дисковые пилы состоят из полотна (полотна) из стали 9хф, 65г, 50хфа и др. Поэтому рекомендуется выполнение ряда условий для увеличения срока службы полотна.
Прежде всего, следует ознакомиться с рекомендациями производителя. В них указано количество оборотов (максимальное и минимальное) для различных типов обрабатываемых материалов.У металла этот параметр должен быть меньше, чем у дерева.
Твердые припои имеют длительный срок службы. Однако они часто скалываются и обламываются. Заточка дисковых пил с победной пайкой дисковых пил. Заточка твердосплавных пильных полотен в Нижнем Новгороде. Узнайте, где недорого точить диск по дереву и как заточить пилу припоями или зубьями. Альтернативный софт практически не подвержен подобным дефектам. Но срок службы у нее короче, чем у солидного.
Шероховатость на режущей поверхности не допускается.В дальнейшем они могут привести к появлению сколов и трещин.
На рисунке показан пример станка для заточки дисков своими руками:
Чертежи и геометрия зуба
Заточка дисковых пил должна производиться четко с соблюдением норм и требований к геометрии зубьев каждого отдельного диска. Чтобы правильно заточить циркулярную пилу своими руками, нужно знать форму зуба и его геометрию.
Заточка пил с победными наконечниками
Заточка дисковых пил
Материал и свойства твердосплавных зубьев
№В российских пилах в качестве материала режущих пластин используются спеченные вольфрам-кобальтовые сплавы различных марок (6, пятнадцать, а не другая цифра означает процентное содержание кобальта).При 6 твердость составляет 88,5 HRA, при 15. Восемьдесят 6 HRA. Иностранные российские производители используют свои сплавы. Твердые сплавы в основном состоят из карбида вольфрама, цементированного кобальтом. Свойства сплава зависят не только от его химического состава, но и непосредственно от дополнительного размера зерна карбидной фазы. Чем меньше размер зерна, тем выше твердость и прочность сплава.
Пластины из карбида вольфрама крепятся к диску методом высокотемпературной пайки. Материалом для пайки, вероятно, являются серебряные припои (ПСр-40, ПСр-45), в худшем случае.Припои медно-цинковые (Л-63, МНМЦ-68-4-2).
Геометрия зуба из твердого сплава
По форме различают следующие типы зубов.
Зуб прямой . Обычно используется в пилах для продольного быстрого пиления, в которых качество не имеет особого значения.
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разными углами поворота чередуются между собой, поэтому их называют попеременно скошенными.Это самая распространенная форма зубов. В зависимости от размера углов заточки пилы с переменным режущим зубом используются для распиловки самых разных материалов (дерево, ДСП, пластмассы). Как в продольном, так и в поперечном направлениях. Пилы с большим углом наклона задней плоскости используются в качестве отрезных пил при разделке досок с двухсторонней ламинацией. Их использование позволяет избежать сколов покрытия по краям реза. Увеличение угла скоса снижает силу резания и снижает риск выкрашивания, но в то же время снижает сопротивление и прочность зуба.
Зубья могут наклонять не только заднюю, но и переднюю плоскость.
Зуб трапециевидной формы . Заточка циркулярной пилы победной пайкой. Особенностью этих зубьев является относительно низкая скорость притупления режущих кромок по сравнению с зубьями с чередованием скошенных кромок. Их обычно используют в сочетании с прямым зубом.
Чередуя с последним и немного приподнимаясь над ним, трапециевидный зуб выполняет черновую распиловку, по которой следует прямая линия.Отлично. Пилы с чередующимися прямыми и трапециевидными зубьями используются для резки пластин с двусторонним ламинированием (ДСП, МДФ и др.), А также для распиливания пластмасс.
Зуб конический . Пилы с коническим зубом являются вспомогательными и служат для резки нижнего слоя ламината, защищая его от сколов при проходе основной пилы.
В подавляющем большинстве случаев передняя кромка зубьев плоская, но встречаются пилы с вогнутой передней кромкой.Они используются для тонкой поперечной резки.
Углы заточки
Углы заточки определяются назначением пилы. Те. Какой режущий материал и в каком направлении он предназначен. Пилы для продольной распиловки имеют относительно большой передний угол (15 ° 0,25 °). Угол поперечного распила у пил обычно составляет 5-10 °. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют среднее значение переднего угла. Обычно 15 °.
Углы заточки определяются не только направлением резания, но и твердостью разрезаемого материала.Чем выше твердость, тем меньше должен быть передний и задний углы (меньше заточка зубьев).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для резки цветных металлов и пластмасс.
Основные принципы заточки
При распиловке массивных заготовок быстро изнашиваются боковые стороны.
Нельзя допускать чрезмерного притупления пилы. Радиус скругления режущей кромки не должен превышать 0.1-0,2 мм. Помимо резко сниженной производительности при работе с очень тупой пилой, ее заточка занимает в несколько раз больше времени, чем заточка пилы с обычной затуплением. Степень затупления можно определить как по самим зубам, так и по типу оставленного ими пореза.
Правильная заточка дисковых пил заключается в одновременном обеспечении должной остроты режущей кромки, обеспечении максимального количества заточек, которое в лучшем случае может достигать 25-30 раз.Для этого рекомендуется заточить твердосплавный зуб в передней и задней плоскостях. На самом деле зубья можно затачивать и в одной фронтальной плоскости, но количество возможных заточек почти в два раза меньше, чем при заточке в двух плоскостях. На рисунке ниже показано, почему это происходит.
Последний проход при заточке пильных полотен рекомендуется производить по тыльной плоскости зуба. Стандартный объем съема металла. 0,05-0,15 мм.
Перед заточкой очистите пилу от загрязнений, таких как смола, и проверьте значения углов заточки.На некоторых пилах они записаны на диске.
Оборудование и материалы для заточки пильных полотен
При использовании абразивных кругов (особенно алмазных) их желательно охладить охлаждающей жидкостью.
С повышением температуры микротвердость абразивных материалов снижается. Повышение температуры до 1000 ° С снижает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300 ° C вызывает снижение твердости абразивных материалов почти в 4-6 раз.
Как самостоятельно заточить пильные полотна простым инструментом
Заточить твердосплавные диски очень просто с помощью самого простого инструмента, и такие диски служат один раз.
Использование охлаждающей воды может привести к образованию ржавчины на деталях и компонентах машины. Для устранения коррозии в воду добавляют мыло и некоторые электролиты (карбонат натрия, кальцинированную соду, тринатрийфосфат, нитрит натрия, силикат натрия и др.), Которые образуют защитные пленки. При обычном помоле чаще всего используются мыльно-содовые растворы, а при тонком помоле.Низкоконцентрированные эмульсии.
Однако при заточке пильных полотен в домашних условиях с невысокой интенсивностью шлифовальных операций к охлаждению круга прибегают не так часто. Не желая тратить на это время.
Для увеличения производительности заточки абразивными кругами и снижения удельного износа необходимо выбирать самую высокую зернистость, обеспечивающую требуемую чистоту поверхности заточенного зуба.
Для подбора зернистости абразива в соответствии со стадией заточки можно воспользоваться таблицей в статье о прутках для заточки.Например, в случае использования алмазных кругов, круги с размером зерна 160/125 или 125/100 можно использовать для чернового шлифования, для чистовой обработки. 63/50 или 50/40. Для удаления зазубрин используются круги с зернистостью от 40/28 до 14/10.
Окружная скорость круга при шлифовании твердосплавных зубьев должна быть около 10-18 м / с. Это означает, что при использовании круга диаметром сто двадцать пять мм обороты двигателя должны быть порядка 1500-2700 об / мин. Из этого диапазона заточка более хрупких сплавов выполняется с меньшей скоростью.Заточка дисковых пил с победной заточкой пайкой начинается с тыльной стороны. При заточке твердосплавных инструментов использование жестких условий приводит к образованию повышенных напряжений и трещин, а иногда и к выкрашиванию режущих кромок, при этом увеличивается износ круга.
При использовании станков для заточки дисковых пил изменение взаимного расположения пилы и шлифовального круга может осуществляться по-разному. Перемещение одной пилы (двигатель с кругом неподвижен), одновременное перемещение пилы и двигателя, перемещение только двигателя с кругом (пильный диск неподвижен).
Выпускается большое количество шлифовальных станков различного назначения. Самые сложные и дорогие программируемые системы способны обеспечить полностью автоматический режим заточки, в котором все операции выполняются без участия рабочего.
В самых простых и дешевых моделях после установки и закрепления пилы в положении, обеспечивающем необходимый угол заточки, выполняются все дальнейшие операции. Поворот пилы вокруг своей оси (поворот зуба), подача ее на шлифование (приведение в контакт с кругом) и контроль толщины металла, снятого с зуба.Изготовлены рабочими физического труда. Такие простые модели целесообразно использовать в домашних условиях, когда заточка дисковых пил носит эпизодический характер.
Примером простейшего станка для заточки дисковых пил является система, фотография которой представлена на фото ниже. Он состоит из двух основных узлов. Двигатель с кругом (1) и суппортом (2), на котором установлена заточенная пила. Механизм вращения (3) служит для изменения угла наклона лезвия (при заточке зубьев со скошенной передней плоскостью).С помощью винта (4) пила перемещается по оси абразивного круга. Это обеспечивает установку необходимого значения переднего угла. Винт (5) используется для установки стопора в желаемое положение, предотвращая чрезмерное попадание круга в межзубную полость.
Процесс заточки пильных полотен
Пила устанавливается на оправку, зажимается конической (центрирующей) втулкой и гайкой, затем устанавливается в строго горизонтальное положение с помощью механизма (3). Это обеспечивает угол скоса передней плоскости (ε 1 ) равный 0 °.Заточка дисковых пил по дереву своими руками: геометрия углов, станки при длительной эксплуатации твердосплавные дисковые пилы могут потерять первоначальный вид. Для дисковых заточных станков, не имеющих встроенной шкалы углов в механизме наклона, это делается с помощью обычного маятникового транспортира. В этом случае проверьте горизонтальное положение машины.
Вращением винта (4) механизма, обеспечивающего горизонтальное перемещение оправки по окружности, устанавливается необходимый передний угол.Другими словами, пила перемещается в положение, в котором передняя плоскость зуба плотно прилегает к рабочей поверхности круга.
Маркер используется для отметки зуба, с которого начинается заточка.
Двигатель заводится и производится заточка передняя плоскость . Приведение зуба в контакт с кругом и несколько движений пилой вперед и назад, прижимая зуб к кругу. Толщина удаляемого металла регулируется количеством шлифовальных движений и силой прижатия зуба к абразивному кругу.После заточки одного зуба пила удаляется от контакта с кругом, поворачивается на один зуб и операция заточки повторяется. И так до тех пор, пока отметка маркера не сделает полный круг, показывая, что все зубы заточены.
Заточка зуба со скосом по передней плоскости . Разница между заточкой зуба с фаской и прямой заточкой в том, что пилу нужно устанавливать не горизонтально, а с уклоном. С углом, соответствующим углу скоса передней плоскости .
Угол наклона пилы устанавливается с помощью того же маятникового транспортира. Сначала устанавливается положительный угол (в данном случае 8 °).
После этого затачиваем каждый второй зуб.
После заточки половины зубьев угол пильного полотна изменяется с 8 ° на 8 °.
И каждый второй зуб затачивается заново.
Задняя заточка . Для заточки зуба в тыльной плоскости необходимо, чтобы на заточном станке пильные полотна позволяли выставить пилу таким образом, чтобы тыльная плоскость зуба находилась в одной плоскости с рабочей поверхностью абразива. колесо.
Если нет станка для заточки пильных полотен
Соблюдайте необходимый угол заточки, держа пилу в руках во время взвешивания. Задача невыполнима даже для человека с уникальным глазом и завидной твердостью рук. Самый разумный в данном случае. Сделать простейшее приспособление для заточки, позволяющее зафиксировать пилу в определенном положении по отношению к окружности.
Самым простым из таких приспособлений для заточки дисковых пил является подставка, поверхность которой находится заподлицо с осью шлифовального круга.Надев на него полотно пилы, можно обеспечить перпендикулярность передней и задней плоскостей зуба по отношению к полотну пилы. И если верхняя поверхность подставки подвижная. Закрепление одной стороны с возможностью поворота, а другой. Опираясь на пару болтов, которые можно вкручивать и выкручивать. Тогда его можно будет установить под любым углом, получив возможность точить косой зуб по передней и задней плоскостям.
Правда, в этом случае одна из основных проблем остается нерешенной. Выдержка одинаковых передних и задних углов заточки.Решить эту проблему можно, зафиксировав центр пилы относительно абразивного круга в нужном положении. Один из способов реализовать это. Сделайте паз для оправки, на которой крепится пила, на поверхности станины. Перемещая оправку кружком в пазу, можно будет выдержать необходимый передний угол заточки зуба. Но для заточки дисковых пил с разным диаметром или углом заточки должна быть возможность перемещать двигатель или стойку и паз вместе с ним.Другой способ обеспечить требуемый угол заточки проще — установить на столе упоры, фиксирующие диск в нужном положении. В конце статьи демонстрируется такое устройство.
Контроль качества заточки
ГОСТ 9769-79 устанавливает определенные значения допусков для параметров заточки. Торцевое биение вершин зубьев не должно превышать 0,2 мм (для пил диаметром до четырехсот мм), радиальное. 0,15 мм. Биение проверяется с помощью обычного индикатора часового типа.
Отклонения углов заточки не должны превышать:
- Для переднего угла. ± 1 ° 30 ′;
- Для заднего угла и углов скоса передней и задней плоскостей. ± 2 °;
Как определить угол заточки циркулярной пилы
Как заточить угловую шлифовальную машину своими руками, станок, как точить круг в домашних условиях
В строительстве особенно часто используются дисковые пилы. Большая часть работ требует раскроя и изменения формы и размеров готовых материалов.Циркулярная пила помогает быстро справиться с такими задачами и получить качественный результат. Но инструмент не может служить вечно, рано или поздно он может затупиться. Для этого необходимо точно знать, как точить зубья пилы в домашних условиях.
Как определить износ?
Проверка пильного диска на износ — важный вопрос, которому следует уделить особое внимание. Глубокие повреждения приводят к невозможности заточить круг. Есть три основных характеристики, по которым можно понять, что пилу нужно затачивать или заменять:
- Сильный нагрев защитной крышки и образование дыма.Циркулярная пила имеет специальный кожух, который сигнализирует о том, что пила затупилась из-за нагрева. В особо сложных ситуациях от него может появиться дым.
- Иногда пильное устройство предполагает механическую подачу (если нужно вручную отрегулировать силу давления). В такой ситуации можно заметить износ, если нужно усилить давление.
- Если при распиловке древесины на заготовке образовался нагар и сильный неприятный запах.
Все описанные выше ситуации говорят пользователю, что пора затачивать прибор.
Типы режущих зубьев
На поверхности зубьев четыре плоскости. Передняя, задняя и две боковые.
В момент пересечения друг с другом они создают единую режущую кромку, за счет чего происходит распил поверхностей.
Есть несколько форм зубьев:
- Зуб прямой. Чаще всего используется только для раннего продольного распила. При такой работе качество и аккуратность практически не важны.
- Косой зуб. Задняя панель такой детали наклонена вправо или влево. На пилах эти зубья часто чередуются, поэтому их называют «с переменным резанием». Такие зубы чаще всего используются в инструментах. Размер углов может быть разным, это связано с покрытием обрабатываемой поверхности. Дерево, ДСП, пластик. Они используются для продольных и поперечных перемещений. Большой угол наклона инструментов используется при резке пластин с двухсторонней ламинацией. Это помогает избежать сколов материала.Чем больше угол скоса, тем легче пила проходит через поверхность. Но это значительно увеличивает вероятность поломки зуба. На некоторых изделиях зубцы наклонены не только назад, но и вперед.
- Зуб трапециевидной формы. Главное преимущество этого типа в том, что кромка затупляется медленно. Но они редко используются по отдельности, обычно чередуются с прямыми зубами. При работе устройства трапециевидные зубья располагаются над прямыми, поэтому они берут на себя основные (черновые) работы по распиловке.Чистые зубы. Такая конструкция пилы используется для распиливания пластика, ДСП и МДФ.
- Конический зуб. Этот тип зуба считается необязательным, так как он помогает разрезать только нижнюю часть материала (чаще всего ламината). Такая конструкция позволяет защитить поверхность от сколов и трещин. Конические зубы обычно имеют прямую переднюю поверхность, но могут быть и вогнутыми. Этот вид используется для чистовой резки.
Важно! Каждый тип зуба требует тщательной обработки при заточке.Нельзя их точить под одним углом.
Инструменты
Самостоятельная заточка пилы допускается только при использовании специальных приспособлений. Для этого есть шлифовальный станок, который помогает проводить процесс на станке, а не вручную. Тогда результат станет более точным.
Кроме того, для заточки используются другие подручные приспособления:
- Тиски монтажные;
- файл;
- Кусок дерева.
Заменить перечисленные устройства не получится.Если ни одного из них нет в наличии, то заточка не получится.
Принципы и углы шлифования
По краям пилы четыре основных угла заточки. Они вместе с формой зуба могут быть основными эксплуатационными характеристиками инструмента. Для описания каждого зуба используются:
- Передний и задний угол.
- Углы резки передней и задней поверхностей.
Эти характеристики могут зависеть от типа и веса циркулярной пилы, ее назначения и плотности конкретной поверхности.
Заточка уголков по схеме
Исходя из параметров, указанных выше, все проспекты можно разделить на несколько типов:
- Для продольных отверстий. При выполнении этой задачи следует использовать передний угол заточки от 15 до 25 градусов.
- Для поперечной резки. В этой ситуации передний угол может варьироваться от 5 до 10 градусов.
- Универсальная заточка. Для выполнения любой операции пилы затачивают под углом 15 градусов.
Размер заточенного угла задается не только от направления движения пилы, он также связан с материалом заготовки. Если вам нужно прорезать очень твердые материалы, выбирайте наименьший угол. Для работы с более мягкими продуктами угол увеличивается.
Важно! Если твердосплавная пила используется достаточно долго, максимальный износ можно увидеть на верхней режущей кромке. Детальный осмотр плоскости зуба показывает, что больше всего страдает передняя поверхность материала.
Как точить: основные методы
Есть два доступных метода заточки дисковых пил. Ручной и с автоматом. Чтобы правильно заточить диск в домашних условиях, необходимо учесть некоторые нюансы.
Ручной способ
Специальные станки для заточки кромок пилы в бытовых условиях используются редко, так как их стоимость высока. Поэтому при отсутствии такого приспособления справиться с заточкой можно подручными приспособлениями, например, угловой шлифовальной машиной.При этом запрещается держать в руках кружок, не закрепив его. В противном случае не удастся добиться достаточного угла среза для дальнейшей работы с материалом.
Чтобы надежно зафиксировать круг в правильном положении, используйте плоскую подставку.
- Поверхность стойки совпадает с уровнем оси шлифовального круга;
- На него кладут шестерню так, чтобы плоскость заточки стала перпендикулярной пильному полотну;
- Конструкция устройства дополнена шарниром.
Подставка поможет удобно расположить пильный диск для обработки относительно абразивного материала. Перед началом работ проводится четкая разметка. Для этого используется цветной маркер. Они рисуют линии, которые заострят элемент под нужным углом. Надежно закрепить диск на поверхности помогут тиски.
заточки диска для дисковой пилы угловой шлифовальной машины:
Использование машины
Когда у мастера есть доступ к специальному шлифовальному станку, обработка элементов происходит быстро и качественно.Устройство небольшое, поэтому с ним комфортно работать новичку. Проблем не возникнет даже при использовании в домашних условиях.
Покупая такой прибор, смотрят на абразивный круг. При его подборе учитываются индивидуальные нюансы:
- Лучше всего покупать колесо из эльбора с алмазным напылением или зеленого карбида кремния;
- Если лезвие из твердого сплава заточить, проблемы могут возникнуть даже при использовании станка.
Сам процесс использования станка для заточки предельно прост.Оператор должен удобно разместить диск на устройстве и зажать его с помощью специального фиксатора. Перед началом работы рекомендуется отметить первый зуб маркером. Это поможет не запутаться при шлифовке и не проверять уже обработанные зубы. Для выбора угла заточки на приборе предусмотрен специальный счетчик. На нем следует выставить необходимый угол, после чего прибор самостоятельно выполнит задание.
Циркулярная пила — полезный инструмент, которого нельзя избежать при строительстве.Он помогает делать надрезы на поверхностях, а также изменять их форму и размер. Для заточки дисков используйте специальные станки или подручные материалы. Сделать это самостоятельно не так уж и сложно, необходимо придерживаться перечисленных рекомендаций и не бояться.
Заточка диска победной пайкой:
Как затачивать угловую шлифовальную пилу
Заточка пилы по дереву своими руками : геометрия углов, станки
При длительной эксплуатации пильные полотна с твердосплавными напайками могут потерять свои первоначальные качества.Но это не значит, что нужно покупать новый режущий инструмент. В большинстве случаев шлифовку можно произвести в домашних условиях на любом подходящем станке.
Необходимость заточки пилы
Для начала нужно определиться, точить или нет. Есть несколько явных признаков, указывающих на актуальность данной процедуры. Если их проигнорировать, то в будущем диск может выйти из строя и выйдет из строя дорогостоящая машина.
Преимущество использования пайки с пайкой — увеличенный срок службы.Он также предназначен для обработки твердой древесины. Наплавка выполняется из стали 9ХФ, 50 ХВА, 65Г и аналогичных составов. Для них характерна высокая твердость, но в то же время при значительной эксплуатации вероятность их поломки увеличится.
Своевременная заточка дисковых пил на станке своими руками выполняется по следующим явным признакам:
- Повышенная нагрузка на двигатель. Причина этого — ухудшение заточки и, как следствие, силовому агрегату требуется больше мощности для распиловки дерева.Если в конструкции двигателя не предусмотрены реле защиты, возможен его выход из строя;
- Ухудшение качества резки. Первый признак — увеличение ширины пропила, а также образование сколов и неровностей по его краям;
- Увеличьте время обработки заготовки. Для формирования разреза требуется больше времени, чем обычно.
Лучше всего периодически проверять состояние распаянного диска на дереве. Для этого временно оставьте станок и демонтируйте режущий инструмент.Если его геометрические параметры не совпадают с исходными, необходима заточка.
Как определить угол заточки дисковой пилы
Лучшим вариантом будет иметь оригинальный шаблон, по которому можно закрепить геометрию режущей кромки . Часто его делают из тонкостенного нержавеющего металла, реже. Из плотного картона.
Зубья твердосплавные изготавливаются по ГОСТ 9769-79. Но их геометрия и геометрические размеры определяются производителем исходя из назначения пилы.Если шаблон отсутствует, необходимо самостоятельно определить необходимые углы заточки. Для этого рекомендуется использовать маятниковый гониометр.
Технология изготовления шаблона своими руками .
- Возьмите новый распаянный диск, полностью идентичный тупому.
- Нарисуйте точные контуры на твердом листе картона.
- Используя маятниковый транспортир, определите исходную геометрию твердосплавных метчиков.
- Введите данные в шаблон.
Как затачивают
Угловая шлифовальная машина с твердосплавными дискамиЗаточить твердосплавные диски очень просто с помощью самого простого инструмента, и такие диски служат один раз.
Как самостоятельно заточить пильные полотна простым инструментом
Точилка для дисков пилы .
В будущем его можно будет использовать для самозаточки на станке или предоставить в качестве модели для компаний, предоставляющих аналогичные услуги.
Кроме того, рекомендуется сравнить полученные данные со справочными.В пилах для продольной резки передний угол обычно равен 15 ° 0,25 °. У поперечных моделей этот показатель колеблется от 5 ° до 10 °. В универсальных моделях передний угол составляет 15 °.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для резки листов пластика и цветных металлов.
Способы заточки дисковых пил
Для формирования новой режущей кромки можно использовать любой шлифовальный станок.Важно изначально правильно выбрать наждачный круг и использовать его для заточки лезвия. Для этого необходимо использовать корундовые или алмазные модели.
Оптимальный вариант — использовать специальное оборудование, предназначенное для выполнения этой работы. Но из-за дороговизны во многих случаях приобретение нецелесообразно. Альтернативный способ — использовать шлифовальный станок с возможностью изменения угла наклона корундового диска.
Самостоятельно точить вручную ни в коем случае нельзя. Во-первых, это займет очень много времени.Во-вторых, результат не будет соответствовать стандартам. Если нет возможности заточить пильный диск по дереву, рекомендуется воспользоваться услугами специализированных компаний.
Профессиональная заточка дисковых пил своими руками выполняется по следующим правилам:
- Основная деформация происходит на верхнем крае зуба. Скругление граней от 0,1 до 0,3 мм. Именно с этого места необходимо начинать обработку;
- Заточка производится по передней и задней кромкам.Это даст возможность повторить процедуру до 25 раз;
- Величина снятия не должна превышать значения 0,05-0,15 мм;
- Уровень обработки лицевой и тыльной граней должен быть одинаковым.
После этого заточка дисков на дереве закончена. Рекомендуется завести мелкозернистой наждачной бумагой. Это можно сделать вручную или с помощью специального станка.
Специалисты советуют использовать специальные диски из корунда, на торцевой поверхности которых имеется паз особой формы.Это облегчит выполнение процедуры.
Способы увеличения срока службы пильного диска
Процесс формирования новой режущей кромки трудоемок и долгий. Поэтому рекомендуется выполнить ряд условий для увеличения срока службы диска.
Прежде всего, следует ознакомиться с рекомендациями производителя. В них указано количество оборотов (максимальное и минимальное) для различных типов обрабатываемых материалов. У металла этот параметр должен быть меньше, чем у дерева.
Твердые припои имеют длительный срок службы. Однако они часто скалываются и обламываются. Альтернативный софт практически не подвержен подобным дефектам. Но срок службы у нее короче, чем у солидного.
Шероховатость на режущей поверхности не допускается. В дальнейшем они могут привести к появлению сколов и трещин.
Показан пример станка для заточки дисков изготовленного своими руками :
Чертежи и геометрия зуба
Заточка дисковых пил должна производиться четко с соблюдением норм и требований к геометрии зубьев каждого отдельного диска.Чтобы правильно затачивать циркулярную пилу своими руками , необходимо знать форму зуба и его геометрию.
Как затачивать паяную циркулярную пилу
Заточка дисковых пил по дереву своими руками: геометрия углов, станки
Пильные полотна с твердосплавными напайками при длительной эксплуатации могут потерять свои первоначальные свойства. Но это не значит, что нужно приобретать новый режущий инструмент. Практически всегда заточку можно провести в домашних условиях на любом подходящем станке.
Необходимость заточки пилы
Для начала следует определиться, нужно затачивать или нет. Есть несколько явных признаков, указывающих на актуальность данной процедуры. Если их проигнорировать, то в будущем диск может выйти из строя и послужит предпосылкой для выхода из строя дорогостоящей машины.
Преимущество использования пайки с пайкой — увеличенный срок службы. Как самому заточить циркулярную пилу. Он также предназначен для обработки твердой древесины.Наплавка производится сталью 9ХФ, 50 ХВА, 65Г и аналогичными составами. Они отличаются высочайшей твердостью, но при всем этом при значительной эксплуатации вероятность их поломки увеличится.
Своевременная заточка дисковых пил на станке своими руками выпускается со следующими явными признаками:
- Повышенная нагрузка на двигатель. Предпосылкой к этому является ухудшение заточки и, как следствие, агрегату требуется больше мощности для распиловки древесины.Если в конструкции двигателя не предусмотрены защитные реле, велика вероятность его выхода из строя;
- Ухудшение режущих свойств. Первый признак — увеличение ширины пропила, а также образование сколов и неровностей по его краям;
- Увеличьте время обработки заготовки. Для формирования разреза требуется больше времени, чем обычно.
Лучше всего повторно проверять состояние накопителя с припаянным на дереве. Для этого вам потребуется временно уронить станок и разобрать режущий инструмент.Если его геометрические характеристики не совпадают с исходными, необходима заточка.
Как определить угол заточки дисковой пилы
Хорошим вариантом будет иметь исходный шаблон, по которому можно регулировать геометрию режущей кромки. Часто его делают из тонкостенного нержавеющего металла, реже. Из плотного картона.
Зубья твердосплавные изготавливаются по ГОСТ 9769-79. Как заточить пилу своими руками. Но их геометрия и геометрические размеры определяются производителем исходя из назначения пилы.Если шаблон отсутствует, нужно самостоятельно подобрать нужные углы заточки. Для этого рекомендуется использовать маятниковый гониометр.
Технология изготовления шаблона своими руками.
- Возьмите новый распаянный диск, полностью идентичный тупому.
- Нарисуйте точные контуры на твердом листе картона.
- Используя маятниковый транспортир, определите исходную геометрию твердосплавных метчиков.
- Введите данные в шаблон.
Как затачить пилу с выигрышным покрытием Я бы очень хотел для людей, которые выставляют аргументы неприязни
Как самостоятельно заточить пильные полотна простым инструментом
Заточить твердосплавные диски очень просто с помощью самого простого инструмента, такие диски служат один раз
В будущем его можно будет использовать для самозаточки на станке или предоставить в качестве модели для компаний, предоставляющих аналогичные услуги.
Кроме того, рекомендуется сравнить полученные данные со справочными. В пилах для продольной резки передний угол обычно составляет 15 ° 0,25 °. У поперечных моделей этот показатель колеблется от 5 ° до 10 °. В универсальных моделях передний угол составляет 15 °.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для резки листов пластика и цветных металлов.
Способы заточки дисковых пил
Для формирования новой режущей кромки можно использовать любой шлифовальный станок.Важно изначально правильно выбрать наждачный круг и использовать его для заточки лезвия. Для этого необходимо использовать корундовые или алмазные модели.
Оптимальный вариант — использовать специальное оборудование, предназначенное для выполнения этой работы. Заточить дисковую пилу можно как на специальном станке, так и с помощью подручных инструментов. Но из-за дороговизны во многих случаях приобретение нецелесообразно. Альтернативный способ — использовать шлифовальный станок с возможностью изменения угла наклона корундового диска.
Самостоятельно точить вручную ни в коем случае нельзя. Во-первых, это займет очень много времени. Во-вторых, результат не будет соответствовать стандартам. Если нет возможности заточить пильный диск по дереву, рекомендуется воспользоваться услугами специализированных компаний.
Профессиональная заточка дисковых пил своими руками выполняется по следующим правилам:
- Основная деформация происходит на верхнем крае зуба. Округление граней от 0.От 1 до 0,3 мм. Именно с этого места необходимо начинать обработку;
- Заточка производится по передней и задней кромкам. Это даст возможность повторить процедуру до 25 раз;
- Величина снятия не должна превышать значения 0,05-0,15 мм;
- Уровень обработки лицевой и тыльной граней должен быть одинаковым.
После этого заточка дисков на дереве закончена. Рекомендуется завести мелкозернистой наждачной бумагой.Это можно сделать вручную или с помощью специального станка.
Специалисты советуют использовать специальные диски из корунда, на торцевой поверхности которых имеется паз особой формы. Это облегчит выполнение процедуры.
Способы увеличения срока службы пильного диска
Процесс формирования новой режущей кромки трудоемок и долгий. Поэтому рекомендуется выполнить ряд условий для увеличения срока службы диска.
Прежде всего, следует ознакомиться с рекомендациями производителя.В них указано количество оборотов (максимальное и минимальное) для различных типов обрабатываемых материалов. У металла этот параметр должен быть меньше, чем у дерева.
Твердые припои имеют длительный срок службы. Уважаемые посетители сайта «самодельный друг», сегодня мы рассмотрим подробную пошаговую инструкцию, как самостоятельно переделать циркулярную пилу в стационарную. Однако они часто скалываются и обламываются. Альтернативный софт практически не подвержен подобным дефектам. Но срок службы у нее короче, чем у солидного.
Шероховатость на режущей поверхности не допускается. В дальнейшем они могут привести к появлению сколов и трещин.
На рисунке показан пример станка для заточки дисков своими руками:
Чертежи и геометрия зуба
Заточка дисковых пил должна производиться четко с соблюдением норм и требований к геометрии зубьев каждого отдельного диска. Чтобы правильно заточить диск своими руками, необходимо знать форму зуба и его геометрию.
Как устроен станок для заточки дисковых пил? Как затачивать дисковую пилу дисковую пилу по металлу
Пила дисковая (современное название — пила дисковая) Инструмент значительно более производительный по сравнению с сабельной, продольной и цепной. В качестве резки и удобстве работы не вызывает сомнений. С помощью дисковой пилы можно идеально распилить заготовку большой площади, производить пропилы под разными углами и работать с самыми разными материалами.
Дисковая пила позволяет с одинаковой точностью и качеством производить материал как вдоль, так и поперек волокон. Конечно, получить чистые срезы можно только с правильно заточенными зубьями. Дисковые пилы делятся на три категории:
- Цельнометаллические
- Цельнометаллические с твердым покрытием в рабочей зоне
- Пилы с атаками зубьев из твердых сплавов
Наличие технологических бороздок на пильных полотнах очень важно.
- Для продвижения заготовки во время резки требуется много усилий
- На маринаде появляются квадраты
- Приводной двигатель сильно нагревается при работе
- Слышен запах горелого материала
- Темные следы от перегрева виден на краю пропила
Кроме того, серьезность зубов можно проверить тактильно и с помощью лупы. Радиус скругления режущей кромки должен быть в пределах 0,1-0.2 мм. При распиловке заготовок большой толщины износу подвергается не только основная рабочая кромка, но и боковая.
ВАЖНО! При проведении работ всегда используйте диск, соответствующий материалу. В противном случае вы по ошибке отправите хороший диск для заточки.
Общие правила заточки дисковых пил
Заточка дисков производится ограниченное количество раз. С каждой процедурой размер зуба уменьшается. Рано или поздно зуб переходит в критическое значение, после чего использование диска станет невозможным.
ВАЖНО! На пунктирном диске работать недопустимо. Помимо ухудшения качества реза потребуется больше металла для заточки излишне промокших зубов.
Для увеличения ресурса заточка производится на двух рабочих поверхностях режущей кромки. В этом случае толщина съемной поверхности уменьшается вдвое.
Концептуальный образ правильной заточки зубьев
При отсутствии нарушений правил обработки заточка может производиться до 25 раз.Перед заточкой диск необходимо очистить от загрязнений. Механическая обработка нежелательна, лучше использовать моющие жидкости, содержащие в своем составе растворители. Стандартное значение снятия поверхности зуба 0,05-0,15 мм.
Углы заточки индивидуальны для каждого диска, указаны в паспорте или непосредственно на боковине.
Маркировка пильного диска с углами заточки
Для заточки дисков есть специальные, которые механически контролируют выбранные углы для каждого зуба.В зависимости от интенсивности использования болгарка может иметь автоматический или ручной привод. В домашних условиях, как правило, используются недорогие модели, в которых поворот поворота на следующий зуб и контроль толщины металла осуществляется вручную.
В таких устройствах диск закреплен перпендикулярно точильному камню, установлен угол и шаг зуба. Мастер проводит закрепленную поверхность на точильном камне. Фиксированное количество раз переходит к следующему зубу.
Шлифовальные диски изготовлены из эльбина, карбида кремния или алмазного напыления.Говорить о принципиальном преимуществе одного материала перед другим не имеет смысла. Есть только особенности приложения. Например, алмазные шлифовальные камни способны обрабатывать твердые зубы, но чувствительны к перегреву.
Заточить можно вручную, качественным напильником. Диск лучше оставить в машине. Первый зуб отмечается маркером, диск фиксируется с помощью деревянных брусков, хомутов или тисков. Для каждой поверхности зуба необходимо выполнить фиксированное количество напильников файла.Затем поверните диск на один зуб и повторите процедуру.
Как затачить дисковую пилу своими руками видео
Заточка дисков твердосплавными напайками
Многие отечественные мастера сталкиваются с проблемой заточки дисков с победителями. Если закончить стандартными абразивами — придется проводить процедуру дольше, и материал может «освободиться» от перегрева. Алмазные шлифовальные диски справляются намного лучше, но их стоимость слишком велика. Иногда выгоднее купить новый выигрышный диск.
Выбор остается за владельцем пилы, но общий совет такой:
При заточке дисков победными атаками в любом случае придется пользоваться станком вне зависимости от его технического уровня. Если у вас есть такой станок — купите алмазный абразив и заточка дисков любой твердости не составит труда. Если станка нет — лучше обратиться в специализированную мастерскую по заточке дисков с плетеными атаками.
Вы можете потратить деньги на покупку оборудования любой сложности, главное, чтобы оно не простаивало, а пользовалось спросом.При большом объеме работ — выгоднее иметь частный качалочный станок для дисковых пил. Если вы выполняете только периодические ремонтные работы — дешевле обращаться в мастерскую.
Как точить циркулярную пилу? Циркулярная пила — необходимый инструмент при строительстве коттеджа. Она превосходит остальные пилы по точности и качеству пропила. Продолжительность возведения конструкции зависит от качества ее заточки.
Срок службы циркулярной пилы зависит от качества ее заточки.
Замечательный диск увеличивает нагрузку на механизм. В результате он может сломаться.
Дисковые пилы периодической заточки.
Знаки, указывающие на необходимость заточки пилы:
- при комплектации необходимо приложить большую нагрузку;
- обжечь края пилы;
- двигатель перегревается;
- при работе появляется дым.
Заточка дисковых пил
Материалы и инструменты:
- пила пила;
- файл;
- алмазных ножек; Маркер
- ;
- деревянных брусков тонких;
- тиски;
- проводка; Регулируемый ключ
- .
Как заточить циркулярную пилу с диском? Дисковую пилу необходимо затачивать с задней поверхности, если она работает в положении полотна, обращенного к дереву. Лицевая поверхность, на которую попадает материал при подборе, остается неизменной.
Можно произвести набор диска в машине. Вы можете вытащить из него ткань. Если заточка производится в приборе, нужно вынуть вилку из розетки, чтобы исключить случайное включение прибора.Продукт необходимо проглотить, приложив с двух сторон тонкие комочки и прижав их к зубам.
Необходимо отметить маркером элемент, с которого начнется заточка. При заточке нужно соблюдать осторожность и уделять максимум внимания. Заточка выполняется надфилем или алмазным надфилем.
При заточке первого зуба необходимо помнить количество движений и прилагаемое усилие. Те же усилия необходимо приложить к точным деталям.Если полотно снято со станка, нужно удерживать его в тисках, то каждый зуб затачивается одинаково. Затем Интернет устанавливается обратно на устройство.
Выполните контрольную резку на образце. Если есть шум или неравномерная подача материала, нужно проверить высоту зубьев. Для этого нужно подвести маркер к режущей кромке. Затем необходимо медленно повернуть ткань рукой на 1 оборот в сторону, противоположную направлению вращения. При этом на каждом зубе появляется метка.При осмотре можно узнать, какие предметы выше остальных. Если разница оказалась значительной, нужно аккуратно уменьшить высоту элементов.
Вернуться в категорию
Как выполнить открытие диска
Если необходимо, чтобы движение диска было более свободным, выполняется развод зубьев.
Необходимо по очереди переместить все зубцы в разные стороны на одинаковое расстояние. Работа выполняется с использованием проводки.Электромонтаж — это инструмент для выполнения разводных элементов. Для выполнения разводки можно пользоваться ключом развода. При работе с мягкими породами их больше разводят. При работе с твердыми породами — меньше.
Чтобы правильно подобрать раскладку, нужно опробовать прибор при распиловке массива дерева. Оптимальный вариант разводки будет примерно 0,3 — 0,5 мм в одном направлении. Главное требование — расположение элементов не более толщины полотна с двух сторон. Электромонтаж выполняется перед заточкой.
В том случае, если требуется изготовление полотна более высокого качества, применяется станок для механизированной заточки.
Вернуться в категорию
Механизированный дисковый дренаж
Материалы и инструменты:
- пила пила;
- станок для заточки диска;
- маятниковый курьер; Маркер
- .
Как заточить дисковую пилу механизированным способом? Есть большое количество разных машин. Некоторые механизмы имеют пакеты программного обеспечения для обеспечения полностью автоматического режима токарной обработки.В домашней мастерской, когда вращение дисков эпизодическое, можно использовать более простое приспособление.
Углы заточки зубчатой пилы: передний угол (γ), задний (α) и углы передней и задней плоскостей (ε1 и ε2).
Как заточить диск? В таком станке после его установки и фиксации в положении, обеспечивающем необходимый угол заточки, все остальные операции — вращение полотна вокруг своей оси, толщина снятого с зуба металла выполняются вручную.
В такой последовательности выполняется прядь прямого зуба по лицевой плоскости. Установите полотно на обод машины. Зажмите центрирующей втулкой. Затем с помощью механизма его устанавливают в строго горизонтальное положение. Таким образом обеспечивается нулевой угол передней плоскости. Если в машине нет встроенной угловой шкалы, горизонтальный диск проверяется с помощью маятникового датчика.
Затем поверните винтовой механизм, который обеспечивает горизонтальное перемещение обода по окружности.Установите необходимый передний угол заточки. Полотно перемещается в положение, при котором лицевая плоскость каждого элемента плотно прилегает к рабочей поверхности круга.
Маркер делает первый маркер зуба, с которого начинается заточка. Затем включает двигатель и затачивает переднюю плоскость. Станок вводит зуб в контакт с кругом и выполняет несколько движений полотна вперед-назад с одновременным прижимом элемента к кругу.
После заточки одного элемента струя выходит из контакта с абразивным кругом, вращает один элемент.Затем операция повторяется таким же образом. Таким образом, машина работает до тех пор, пока маркер, отмеченный элементом, не завершит полный круг, показывая, что все элементы заточены.
Заточка скошенного зуба отличается от более сильной тем, что пилу ставят с наклоном, равным углу передней плоскости. Для заточки элемента на задней плоскости нужно сделать так, чтобы станок устанавливал полотно так, чтобы задняя плоскость элемента находилась в одной плоскости с поверхностью круга.
Для заточки дисковой пилы на станке не требуется специальных навыков. С этой работой справится любой человек, если будет соблюдать все инструкции и правила работы со станками при заточке дисков.
Пилы дисковые с твердосплавными зубьями состоят из полотна (диска) из стали 9хф, 65г, 50хф и др. И твердосплавных пластин, выполняющих роль резцов. №В отечественных пилах в качестве материала для резки пластин используются спеченные вольфрамо-оптические сплавы марок ВК (ВК6, ВК15 и др. Цифра означает процентное содержание кобальта).По ВК6 твердость 88,5 HRA, по VK15 — 86 HRA. Иностранные производители применяют свои сплавы. Твердые сплавы ВК состоят в основном из карбида вольфрама с обработанным кобальтом. Характеристики сплава зависят не только от его химического состава, но и от размера зерна карбидной фазы. Чем меньше размер зерна, тем выше твердость и прочность сплава.
Крепление твердосплавных пластин к диску для высокотемпературной пайки. В качестве материала для пайки в лучшем случае используются припои серебряные (ПСР-40, ПСР-45), в худшем — медно-цинковые припои (Л-63, ПМЦ-68-4-2).
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочих плоскости — переднюю (а), заднюю (б) и две вспомогательные стороны (В). Пересекаясь друг с другом, эти плоскости образуют режущие кромки — основную (1) и две вспомогательные (2 и 3). Определение граней и кромок зуба дано по ГОСТ 9769-79.По форме различаются следующие типы зубьев.
Обычно используется в пилах для быстрого продольного пиления, в которых качество не имеет большого значения.
Косой (скошенный) зуб С левым и правым углом наклона задней плоскости. Зубцы с разным углом наклона чередуются друг с другом, из-за чего называются поочередно. Это самая распространенная форма зубов. В зависимости от величины углов заточки пилы с чередующимся зубом используются для нагрева различных материалов (дерево, ДСП, пластмассы) — как в продольном, так и в поперечном направлении. Пилы с большим углом наклона задней плоскости используются в качестве режущих пластин с двусторонней ламинацией.Их использование позволяет избежать сколов по краям пропила. Увеличение угла скоса снижает силу резания и снижает риск сколов, но одновременно снижает долговечность и прочность зуба.
Зубья могут иметь наклон не только задней, но и передней плоскости.
Особенностью этих зубьев является относительно низкая скорость отбраковки режущих кромок по сравнению с чередующимися зубьями. Обычно их используют в сочетании с прямым зубом.
Попеременно с последним и немного возвышающимся над ним трапециевидный зуб выполняет черновую распиловку, а прямая рядом с ним чистая. Пилы с чередующимися прямыми и трапециевидными зубьями используются для резки пластин с двусторонним ламинированием (ДСП, МДФ и др.), А также для распиливания пластмасс.
Пилы с коническим зубом являются вспомогательными и служат для обработки выступов нижнего слоя ламината, защищая его от сколов при проходе основной пилы.
В подавляющем большинстве случаев передний край зубцов имеет плоскую форму, но есть пилы и с вогнутой передней гранью. Их используют для чистовой поперечной распиловки.
Углы заточки зубьев
Существуют четыре основных угла заточки дисковой пилы, которые в равной степени с формой зуба определяют его характеристики. Это передний угол (γ), задний (α) и углы передней и задней плоскостей (ε 1 и ε 2). Угол срабатывания сигнализации (β) имеет вспомогательное значение, поскольку определяется передним и задним углами (β = 90 ° -γ-α).Значения углов заточки определяются назначением пилы — т.е. те, для резки какого материала и в каком направлении она предназначена. Пилы для продольных пил имеют относительно большой передний угол (15 ° -25 °). Угол поперечного пропила γ обычно составляет 5-10 °. Универсальные пилы, предназначенные для поперечных и продольных пил, имеют среднее значение угла — обычно 15 °.
Значения углов заточки определяются не только направлением резания, но и твердостью распиливаемого материала.Чем выше твердость, тем меньше должен быть передний и задний углы (меньше зубцов).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для резки цветных металлов и пластмасс.
Основные принципы заточки
Основной износ твердосплавного зуба происходит на его основной (верхней) режущей кромке. В процессе работы последний выгибается до 0,1-0,3 мм. С лица быстрее, чем с фронта.При распиловке массивных заготовок боковые грани подвергаются быстрому износу.
Не допускать перелива пилы. Радиус режущей кромки режущей кромки не должен превышать 0,1-0,2 мм. Помимо того, что при работе сильно вороненой пилы производительность резко падает, на нее уходит в несколько раз больше времени, чем на заточку пилы с обычной заточкой. Степень притупления можно определить как по самим зубам, так и по типу точки, которую они оставляют.
Правильная заточка дисковой пилы заключается одновременно с обеспечением должной остроты режущей кромки, чтобы обеспечить максимальную заточку, которая в оптимальном случае может достигать 25-30 раз.Для этого рекомендуется заклеить твердосплавный зуб на передней и задней плоскостях. По сути, зубья могут застрять в одной передней плоскости, но при этом объем возможной заточки оказывается почти в два раза меньше, чем при заточке в двух плоскостях. Рисунок ниже наглядно демонстрирует, почему это происходит.
Последний проход при заточке пил рекомендуется делать по задней плоскости зуба. Стандартная величина съема металла — 0,05-0,15 мм.
Перед заточкой необходимо очистить пилу от загрязнений, например, смолы, и проверить значения углов заточки. На некоторых пилах они записаны на диске.
Оборудование и материалы для заточки пильных дисков
В зависимости от материала, из которого изготовлены зубья, заточка дисковых пил может осуществляться кругами из ELBN (CBN), зеленым карбидом кремния или алмазными (PCD) кругами. Так, элбороновые круги способны затачивать диски из быстрорежущей стали, алмазные круги и круги из зеленого карбида кремния — фрезы из твердых сплавов.При использовании абразивных кругов (особенно алмазных) желательно охлаждать охлаждающую жидкость.
Одним из существенных недостатков алмаза является относительно невысокая температурная стабильность — при температуре около 900 ° C алмаз совмещается.
С повышением температуры микротвердость абразивных материалов снижается. Повышение температуры до 1000 ° C снижает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300 ° С вызывает снижение твердости абразивных материалов почти в 4-6 раз.
Использование охлаждающей воды может привести к появлению ржавчины на деталях и узлах станка. Для предотвращения коррозии воды добавляются мыла и некоторые электролиты (карбонат натрия, кальцинированная сода, тринитийфосфат, нитрит натрия, силикат натрия и т. Д.), Которые образуют защитные пленки. При обычном измельчении чаще всего используют мыльно-содовые растворы, а при чистом измельчении — низкоконцентрированные эмульсии. №
Однако при заточке пил в домашних условиях с небольшой интенсивностью заточных работ не так часто охлаждают круг, — не желая тратить на это время.
Для повышения производительности заточки абразивными кругами и снижения удельного износа необходимо выбирать наибольшую зернистость, обеспечивающую требуемую чистоту поверхности набивного зуба.
Для подбора абразивного зерна в соответствии с этапом заточки можно воспользоваться таблицей в статье о прутках для заточки. Например, в случае использования алмазных кругов для черновой заточки можно использовать круги с зернистостью 160/125 или 125/100, для чистовой — 63/50 или 50/40.Круги с зернистостью от 40/28 до 14/10 используются для удаления джазбина.
Надо стремиться к тому, чтобы поверхность зуба была очень гладкой. Если они надрезаны на поверхности зуба, выступы будут выбраны во время работы пилы, и она очень быстро закрепится.
Окружная скорость круга при заточке твердосплавных зубьев должна быть порядка 10-18 м / с. Это означает, что при использовании круга диаметром 125 мм скорость вращения двигателя должна быть порядка 1500-2700 об / мин.Заточка более хрупких сплавов выполняется с меньшей скоростью из этого диапазона. При заточке твердосплавных инструментов использование жестких режимов приводит к образованию повышенных напряжений и трещин, а иногда и к обрыву режущих кромок, при этом увеличивается износ круга.
При использовании дисковых пильных станков изменение взаимного положения пилы и круга заточки можно реализовать по-разному — перемещение одной пилы (двигатель с кругом неподвижен), одновременное перемещение пилы и двигателя, перемещение только двигатель с кругом (фиксируется пильный диск).
Выпускается большое количество заточных станков различного назначения. Самые сложные и дорогие программируемые комплексы способны обеспечить полностью автоматический режим заточки, в котором все операции выполняются без рабочего участия.
В самых простых и дешевых моделях после установки и фиксации пилы в положении, обеспечивающем необходимый угол заточки, все дальнейшие операции — поворот пилы вокруг своей оси (поворот на зуб), подача на шлифование (при контакте с кругом ) и контроль толщины зуба Металл — изготавливается рабочими вручную.Такие простые модели целесообразно использовать в домашних условиях, когда заточка дисковых пил носит эпизодический характер.
Примером простейшего станка для заточки дисковых пил может служить система, которая представлена на фото ниже. Он состоит из двух основных узлов — двигателя с кругом (1) и суппорта (2), на котором установлена застрявшая пила. Механизм поворота (3) используется для изменения угла наклона полотна (при заточке зубьев со скошенной лицевой плоскостью). С помощью винта (4) пилу перемещают по оси абразивного круга.Этим обеспечивается установка нужного значения переднего угла заточки. Винт (5) служит для установки в желаемом положении ограничителя, предотвращающего попадание круга в чрезмерную окружность в межзубное углубление.
Заточка теплового диска
Стреляйте прямым зубом по передней плоскости . Сетка прямого зуба дисковой пилы с твердосплавными пластинами выполняется в следующей последовательности.Пила устанавливается на оправку, зажимается конической (центрирующей) втулкой и гайками, затем выставляется в строго горизонтальное положение с помощью механизма (3).Тем самым обеспечивается угол передней плоскости (ε 1) равный 0 °. В станках для заточки дисков, не имеющих встроенной угловой шкалы в механизме, это делается с помощью обычного маятникового датчика. В этом случае проверьте горизонтальность машины.
Вращение винта (4) механизма, обеспечивающего горизонтальное перемещение оправки с окружностью, установлено на желаемый угол завалы. Другими словами, пила перемещается в положение, при котором передняя плоскость зуба плотно прилегает к рабочей поверхности круга.
Маркер наносится на зуб, с которого начинается заточка.
Включен двигатель и заточена передняя плоскость — ввод зуба в контакт с окружностью и несколько движений пилы назад и вперед с одновременным прижимом зуба к окружности. Толщина съемного металла регулируется количеством точильных движений и силой прижатия зуба к абразивному кругу. После заточки одного зуба пила выходит из контакта с кругом, переходит на один зуб и операция заточки повторяется.И так до тех пор, пока отметка маркера не делает полный круг, указывая на то, что все зубы заточены.
Заточный зуб со скосом по передней плоскости . Отличие скошенной заточки зуба от заточки прямой в том, что пилу нужно устанавливать не горизонтально, а с наклоном с углом, соответствующим углу передней плоскости.
Угол наклона пилы устанавливается с помощью того же маятника. Сначала устанавливается положительный угол (в данном случае + 8 °).
После этого производится заточка каждого второго зуба.
После заточки половины зубьев угол наклона пильного полотна изменяется от + 8 ° до -8 °.
И снова каждый второй зуб зацепился.
Заточка по задней плоскости . Для заточки зуба по задней плоскости необходимо, чтобы станок для заточки пильных дисков позволял устанавливать пилу так, чтобы задняя плоскость зуба находилась в одной плоскости с рабочей поверхностью абразивный круг.
Если нет станка для заточки пильных дисков
Заточка дисковых пил на функциональных и удобных специализированных станках не требует специальных профессиональных навыков. Небольшая практика — и заточка пойдет без проблем. Но большинство людей используют дисковые твердосплавные пилы эпизодически по мере необходимости. Тратить значительную сумму на специальный точильный станок, который используется по несколько часов в месяц, ни за что не кажется разумным.Точно выдерживать необходимые углы заточки, удерживая пилу в руках на весу — задача не из легких даже для человека с уникальным глазом врага и завидной твердостью.Разумнее всего в этом случае изготовить простейшее приспособление для заточки, позволяющее зафиксировать пилу в определенном положении относительно окружности.
Самым простым из таких приспособлений для заточки дисковых пил является подставка, поверхность которой расположена на одном уровне с осью круга заточки. Надев на него полотно пилы, можно обеспечить перпендикулярность плоскостей переднего и заднего зуба по отношению к полотну пилы. А если верхняя поверхность подставки подвижная, — крепление одной ее стороны к шарнирной, а с другой, — опирается на пару болтов, которые можно вывернуть и вывернуть — ее можно установить под любым наклоном, получая возможность точить косой зуб по передней и задней плоскостям.
Правда, в этом случае осталась нерешенной одна из основных проблем — выдержка одинаковых переднего и заднего углов заточки. Решить эту задачу можно, зафиксировав центр пилы относительно абразивного круга в нужном положении. Один из способов его реализации — сделать проточку на поверхности стойки, на которой установлена пила. Перемещая оправку по окружности по пазу, можно выдержать необходимый угол заточки переднего зуба.Но для заточки дисковых пил с другим диаметром или углом заточки должна быть возможность перемещать либо двигатель, либо подставку и паз с ним. Другой способ обеспечить желаемый угол заточки проще — установить стопорный диск на стол замков. В конце статьи видео с демонстрацией такого устройства.
Контроль качества заточки
На заточенных зубьях не должно быть трещин, сколов, видимых рисков со стороны шлифовального круга.Радиус скругления режущей кромки должен быть не более 0,015 мм. Визуально это можно определить как отсутствие бликов на режущей кромке.ГОСТ 9769-79 Устанавливает определенные значения допусков к параметрам заточки. Торцевой биение вершин зубьев не должно превышать 0,2 мм (для пил диаметром до 400 мм), радиальное — 0,15 мм. Бытие проверяется с помощью обычного указателя поворота.
Отклонения углов заточки не должны превышать:
- для переднего угла — ± 1 ° 30 «;
- для заднего угла и углов передней и задней плоскостей — ± 2 °;
Видео:
При использовании содержания этого сайта необходимо разместить активные ссылки на этот сайт, видимые для пользователей и поисковых роботов.
Circular — это приспособление, на котором выполняется работа со строительным материалом. Как правило, обрабатывается дерево. Режущий диск используется как режущий инструмент. Со временем он очарован. Дисковая пила дисковая выполняется как на специальном станке, так и своими руками в домашних условиях.
Заточка дисков для циркулярной пилы необходима, когда работа становится невозможной. Это можно понять по трем сигналам:
- Теплозащитный кожух. Из-под него появляется дым, выходит из зоны реза.
- Необходимость дополнительных усилий при приложении заготовки во время резки.
- При соприкосновении дерева с режущим металлом появляется Гар и запах.
Типы зубьев
Основным режущим элементом диска являются зубья. Они изготовлены из карбидного материала. Это зуб из Лица Китая: передний, задний и двухсторонний. Также из основной режущей кромки и двух дополнительных.
Зубья, требующие заточки, делятся на:
- Прямо.Используется для продольной перетяжки полотна.
- С фаской. Имеют угловатый край на тыльной стороне зуба. Есть не только дерево, но и пластик или ДСП.
- Трапециевидный. В разрезе режущая плоскость имеет форму трапеции. Благодаря этому они могут их меньше закрывать.
- Конический. Посмотрите на конус.
Корши точильные
Циркулярная пила имеет четыре угла , которые после затупления необходимо заточить. Это передний и задний углы.Также режущие углы образованы передней и задней поверхностями.
В зависимости от направления пиления они нужны. При продольной резке величина переднего угла составляет интервал 15-25 градусов. В случае поперечного пиления угол заточки уменьшается до 5-10 градусов. Если требуются универсальные пилы, то зуб затачивают под углом 15 градусов.
Существенное влияние на величину угла оказывает плотность материала. Чем ниже, тем зуб нужен острее.Если обрабатываемый материал пластиковый, то угол может быть отрицательным.
Заточка дисковой пилы с победителями
Литье уголков дисковой пилы с твердосплавными напайками выдержать непросто, так как она прикладывается к зубу. Этот сплав крепится с помощью пайки. Геометрия режущей части сложная, а параметры заточки требуют точной экспозиции.
Работы проводятся при зачистке режущей кромки до радиуса 0,3 мм. Нельзя допускать многого.
- Болтование осуществляется передней и задней плоскости зуба. При правильном проведении работы общий объем заточки до полного износа полотна составит 30 раз.
- Начало работы следует с лицевой плоскости.
- Часть зуба, имеющая шатун, должна плотно прилегать к ней.
- Время заточки от 3 до 5 секунд. Это невозможно дольше. Это приводит к чрезмерному нагреву металла. Имеет свой отзыв и отпуск с понижением твердости.
- Толщина заявленного материала в районе 0,15 м.
Аппликационная машина
Самая простая машина для работы в домашних условиях это двигатель с абразивом. Круги могут быть алмазными, эльбороновыми или из карбида кремния.
Удерживать ткань в определенном положении относительно абразива сложно. Вам нужно использовать приспособления. Это может быть горизонтальная подставка или фиксирующее устройство, где верхняя плоскость должна совпадать с осью абразива.
Заточной зуб расположен на плоскости перпендикулярно полотну. После включения двигателя полотно подается на круг и прижимается к нему зубом. Металлический съемный слой регулируется усилием прижима. Закончив работу с одним зубом, предлагается следующий метод. И так по кругу до конца.
С целью универсализации стенд модернизирован. Передняя часть движется, а сзади ввинчивается пара болтов.С их помощью можно регулировать уклон полотна. Есть возможность затачивать переднюю и заднюю плоскость косого зуба.
Проблема осталась прежней выдерживая углы передней и задней заточки. Для этого необходимо зафиксировать полотно относительно центра абразивного круга. Для этого диск вставляется в специальную оправку, а в подставке под нее делается паз. Необходимое поддерживается перемещением оправки по пазу. Если диаметр дисков разный, то должна быть предусмотрена возможность перемещения двигателя или стойки с проточкой.
Другой способ — установить упоры, которые зафиксируют желаемое положение диска.
Заточка вручную
За отсутствием станка заточку можно проводить напильником. Для этого важно четко закрепить диск. Делается это с помощью тисков. Если тряпку циркуляром снять не получается, то можно обойтись и без них. Между зубьями вставляются бруски, а инструмент упирается в вертикальную плоскость.
В любой точке круга ставится маркер.Так будет понятно, когда работа будет завершена. Обработка проводится плоским напильником, который хорошо ложится между зубами. Наибольшему износу подвержены верхний край зуба и его передний край.
Сначала работа проводится с тыльными поверхностями зубьев по всей окружности. На втором этапе приступаем к лицевым граням. Важно помнить, что прилагаемые усилия должны быть одинаковыми, тогда все зубья будут заточены равномерно.
Заточку кругового диска действительно проведу в домашних условиях.Для этого лучше приобрести простую машинку. В его отсутствие вы можете воспользоваться визитами или домашними остановками. После завершения работы проверьте инструмент. В процессе резки его работа должна быть плавной и бесшумной.
Заточка дисковых пил своими руками не представляет трудностей для человека, имеющего навыки работы со слесарным оборудованием. Популярность дисковых пил обусловлена преимуществами, которые обеспечивает работа этого оборудования. Основные преимущества этого инструмента — точность реза, высокое качество и чистота его поверхности.Дисковые пилы — очень популярный инструмент, который очень активно эксплуатируется, что приводит к быстрому износу рабочих поверхностей. Восстановление работоспособности осуществляется заточкой рабочего элемента инструмента.
Признаки необходимости заточки и использованный инструмент
Для завершения пилы необходимо подготовить следующие инструменты:
- напильник;
- слесари монтажные;
- деревянный брус; Цветной маркер
- .
Заточка дисковой пилы осуществляется по необходимости.Необходимость заточки пилы по дереву определяется в зависимости от интенсивности работы инструмента.
Об этом свидетельствуют несколько знаков:
- Заточка пилы необходима, если в процессе работы устройства на предохранительном кожухе в зоне электропривода наблюдается сильный нагрев. В некоторых случаях повышение температуры вызывает образование дыма из-под защиты пилы.
- Резка пилой требуется, когда необходимо более сильное воздействие для получения качественного результата на дисковой пиле.
- Во время работы отряда на месте образования распятых появляются темные отметины, которые являются следами Нагара. Образование таких ноток может сопровождаться появлением характерного запаха горелочного дерева. При появлении этих особенностей необходимо прекратить эксплуатацию инструмента и заточку рабочих кромок на режущих элементах пильного круга.
Вернуться в категорию
Разновидности рабочих элементов пильного круга электропилы циркулярной
Чтобы знать, как правильно затачивать элементы на дисках циркулярной пилы, требуется изучить особенности строения той части дискового инструмента, с помощью которой осуществляется распиловка древесины.Основным элементом этой части диска являются зубья. Изготовление зубьев осуществляется из твердых сплавов. В каждом из зубьев различают четыре рабочих плоскости:
- передний;
- задний;
- правая и левая сторона.
Самолеты выполняют вспомогательную роль. По геометрии зуба выделяют одну основную и две дополнительные режущие кромки. Кромки для резки материала формируются на линии пересечения рабочих плоскостей. В зависимости от комплектации все режущие части рабочего элемента агрегата можно разделить на несколько разновидностей:
- прямой;
- скошенный;
- трапециевидный;
- коническая.
Прямые зубья используются для ускоренной продольной резки. Этот тип режущих элементов неприменим при получении идеального качественного реза.
Скошенные рабочие элементы характеризуются наличием плоской поверхности на тыльной стороне зуба с левой или правой стороны. Некоторые модели дисковых пил имеют рабочие элементы с разными сторонами скоса, которые чередуются друг с другом. Такие диски называют попеременно косящими. Этот тип дисков используется, если вам нужно распилить, помимо дерева, ДСП и различные пластмассы.Наличие большого скоса обеспечивает качественный распил без образования сколов на кромках. Рабочие элементы в поперечном сечении трапециевидные. Благодаря наличию такой конфигурации зубьев диски могут работать длительное время без видимого ухудшения качества режущих кромок.
Рабочие элементы конические по поперечному сечению имеют конусовидную форму. Чаще всего диски с такими рабочими зубьями используются как вспомогательные при выполнении предварительной печати ламината.Диски с такими зубьями позволяют избежать появления сколов при резке ламината.
Вернуться в категорию
Принципы и углы заточки рабочих элементов дисковой пилы
Рабочие поверхности элементов заточены под четырьмя углами заточки. Углы заточки и форма режущего элемента — основные параметры диска, от которых зависит качество выполняемой работы. Круглый зуб имеет два основных угла (задний и передний), кроме того, в характеристики рабочего элемента включены углы нарезки передней и задней поверхностей.Характеристики углов заточки зависят от назначения устройства для пиления, обрабатываемого материала и направления обработки.
Пила для циркулярной, предназначенная для продольной резки материала, затачивается под большим передним углом, для пиления в поперечном направлении используется угол заточки 5-10 °. Угол 15 ° считается универсальным вариантом заточки. На угол заточки рабочие элементы влияют на уровень твердости обрабатываемого материала.Чем тверже пиломатериал, тем меньший угол заточки должен иметь зуб пилы.
Во время работы инструмента верхняя режущая кромка выдвигается максимально. В результате использования инструмента для этой цели скругление режущей кромки получается скругленным. Показатель округления может достигать 0,3 мм и более. Среди самолетов наибольшему износу подвержена передняя часть.
Правильная заточка должна обеспечивать тот тип кромок, у которых их закругление не превышает 0,2 мм.
Для этого используется одновременное расслоение задней и передней плоскостей рабочих элементов.Такой способ заточки оптимален. Слить можно только плоскость накладки, но в этом случае требуется процесс заточки, чтобы затратить больше времени, а зуб протекает быстрее, чем требуется металл. При стандартной заточке необходимо снимать металл толщиной от 0,05 до 0,15 мм.
Стоит ли затачивать дисковые пилы? Как точить?
Что делать с затупившимися пильными полотнами? Стоит ли заменять на новый или стоит затачивать диск для циркулярной пилы?
Ответ — да, стоит заточить полотно циркулярной пилы.Как правило, лезвия стоимостью от 50 долларов США стоит заточить, в то время как лучше заменить более дешевые лезвия низкого качества. Повторная заточка лезвий снизит потери и сэкономит ваши деньги в долгосрочной перспективе, особенно если вы используете дорогие твердосплавные лезвия. Но вам нужно будет использовать правильные инструменты и знать, когда выполнять работу.
Имейте в виду, что даже самые острые и прочные полотна для циркулярных пил со временем тупятся. Сюда входят лезвия с твердосплавными напайками, которые рассчитаны на долгие годы эксплуатации.Но когда вы узнаете, что ваше полотно циркулярной пилы нуждается в заточке?
Признаки затупления полотна циркулярной пилы
Два основных признака начинаются с того, что сами порезы не такие острые. Сначала это может быть незаметно, но надрезы в материале не будут иметь прямых и чистых линий, которые вы видели раньше на циркулярной пиле. Когда вы впервые получаете диск для циркулярной пилы, рекомендуется сделать пару снимков, а затем сравнить изображение с тем, как лезвие режет материалы прямо сейчас.Обратите особое внимание на режущие кромки на наличие заусенцев и качество поверхности. Разницы должно хватить, чтобы увидеть.
Второй признак — двигатель работает сильнее по мере прорезания материала. Опять же, это может быть небольшая разница, но вы услышите, как двигатель работает немного выше, поскольку он труднее прорезает. Со временем, чем тяжелее должен работать мотор, тем больше вероятность, что он выйдет из строя. Вы также можете почувствовать запах горящего масла внутри двигателя, что является еще одним признаком того, что он работает тяжелее.
Вы также можете заметить, что звук, издаваемый лезвием во время резки, также отличается. Затупившиеся лезвия с трудом проникают в материал, в результате чего возникает большее трение и тепло.
Стоимость заточки дисковых пил
Вы можете заточить лезвие самостоятельно или попросить профессионала сделать это за вас. Хотя стоимость будет варьироваться в зависимости от качества, размера и материала лезвия, вы можете рассчитывать заплатить от 25 до 50 центов за каждый зуб заточенного лезвия.В результате получится диск для циркулярной пилы в почти новом состоянии, а заточка должна длиться примерно столько же, сколько зависит от ее использования.
Однако полотна для циркулярных пил с твердосплавными напайками могут быть более дорогими, поскольку для этого требуются специальные инструменты для заточки.
Также, если лезвие дешевое, то затачивать его, вероятно, вообще не стоит. Обычно я не утруждаю себя заточкой лезвий, которые стоят менее 50 долларов. С другой стороны, лезвия стоимостью более 100 долларов обязательно отправятся в шлифовальный цех.
Если вы приобретаете лезвия более низкого качества, вам следует выбросить их, как только они перестанут резать чисто. Или вы можете сохранить их для использования при сносе, ремонте или дереве, внутри которого могут быть спрятаны гвозди или другие твердые предметы, которые вы не хотите рисковать своими более качественными лезвиями, чтобы их разрезать.
Сам заточите лезвие
Если у вас есть время и вы хотите самостоятельно заточить диск для циркулярной пилы, это можно сделать. Однако это непростая задача, и если у вас есть какие-либо серьезные опасения, лучше всего позволить профессионалу заточить лезвие за вас.
Имейте в виду, что для заточки лезвий с твердосплавными пластинами вам потребуются алмазные круги. Специально предназначенные для этого инструменты и фрезы — лучший станок для заточки лезвий. Но, если вы хотите сделать это самостоятельно, вам нужны подходящие инструменты и методы.
Как заточить диск для циркулярной пилы вручную?
Не хотите вкладывать деньги в электрическую точилку или тратиться на услугу по заточке? Вы можете сделать это самостоятельно с помощью алмазной точилки.Однако результат будет зависеть от состояния лезвия и вашего опыта.
Вот отличное видео, объясняющее процесс повышения резкости.
Вы также можете использовать шлифовальный станок или инструмент Dremel для восстановления затупившихся режущих кромок.
Если вы не уверены, посмотрите еще несколько примеров. YouTube — отличный ресурс для множества вещей, в том числе о том, как самостоятельно заточить диск для циркулярной пилы. Перед чтением следующих инструкций рекомендуется визуализировать процесс, и есть несколько отличных видеороликов с инструкциями по повышению резкости.
Ручная заточка деревянных лезвий — это экономичный метод, который может дать достойные результаты. Однако я настоятельно рекомендую шлифовать полотна для циркулярных пил по металлу.
Понять неудачу
Имейте в виду, что если не заточить лезвие правильно, оно может прийти в негодность. Хуже того, это может нанести реальный ущерб материалу. Так что знайте, прежде чем пытаться самостоятельно затачивать полотна циркулярной пилы.
Препарат
Отрежьте кусок дерева под углом 20 градусов.Удостоверьтесь, что угловая резка достаточно длинна, чтобы удобно держать алмазный напильник или точильную палку.
Исполнение
Приложите точильный стержень к дереву. Затем поместите древесину на стол циркулярной пилы так, чтобы точильный стержень вошел в паз между зубьями пилы. Вдавите зуб пилы в точильный стержень.
Теперь переместите точильный стержень вперед и назад по лезвию зуба. Вы можете добавить немного масла, чтобы смазать палку и ускорить процесс заточки.
Вам не нужно долго затачивать каждый зуб, но вам понадобится в среднем 10 минут, чтобы затачивать все зубы таким образом. Убедитесь, что вы затачиваете, идя прямо поперек или перпендикулярно зубу, а не под углом.
Уборка
Обязательно очищайте точильный стержень после каждого использования. Имейте в виду, что палочки для заточки стоят недорого и быстро изнашиваются. Поэтому лучше покупать их в упаковках, чтобы их можно было быстро утилизировать после каждого использования.
Если вы решили затачивать лезвие самостоятельно, обязательно следуйте каждому шагу и выполняйте работу точно, чтобы избежать каких-либо проблем.
Главная »ЭлектропилыЗаточка полотна циркулярной пилы своими руками. Заточка дисковых пил по дереву своими руками: геометрия углов, станки. Заточка пильного полотна: классический метод
Трудность заточки дисковых пил с твердосплавными зубьями связана с использованием спеченных вольфрам-кобальтовых сплавов для изготовления режущих пластин, которые впоследствии прикрепляются к диску посредством высокотемпературной пайки.Но основная сложность вызвана их геометрией и необходимостью обеспечения определенного угла при заточке.
Форма зуба и углы заточки
Согласно ГОСТ 9769 зуб твердосплавный в своей конструкции имеет 4 плоскости — заднюю, переднюю и 2 вспомогательные. По геометрии режущие пластины бывают прямыми, скошенными, трапециевидными и коническими.
Передний угол определяет не только характеристики пильного полотна, но и его назначение:
- 15-25 ° — для продольной распиловки;
- 5-10 ° — для поперечного;
- в пределах 15 ° — универсальное применение.
Также размер уголков определяется твердостью разрезаемого материала — чем она выше, тем меньше должна быть заточка.
Основные правила заточки
В основном изнашивается основная режущая кромка — она скруглена до 0,3 мм. Износ карбидных зубьев не должен превышать этого значения. Это приводит к снижению производительности и увеличению времени на последующую заточку. Тупость определяется зубьями и срезом (ухудшается качество среза).
- При правильном выполнении работы обеспечивается максимальный срок службы паяного пильного полотна — до 30 заточек. Поэтому заточку следует производить по передней и задней плоскости зуба.
- Сначала затачивается передняя плоскость.
- При шлифовании припой должен контактировать со всей поверхностью абразивного круга.
- Зубы рекомендуется затачивать короткими движениями (в течение 3-5 секунд), что предотвратит их перегрев.С повышением температуры микротвердость абразива снижается, а значит, и эффективность заточки.
- Толщина удаляемого металла не должна превышать 0,15 мм.
Материалы и инструменты
Для заточки дисков с твердосплавными зубьями можно использовать алмазные диски и карбид кремния. Рекомендуется использовать самую мелкую зернистость, чтобы обеспечить гладкую, свободную от сколов поверхность. В противном случае зазубрины при эксплуатации осыпаются, что приведет к быстрому затуплению пайки.
Лучше всего затачивать на специализированных станках с возможностью регулировки углов пильного полотна. Для регулирования его положения в горизонтальной плоскости (в случае зубьев со скошенной передней плоскостью) используются специальные устройства с маятниковыми транспортирами.
А вот покупать спецтехнику для дома, когда необходимость в ней возникает не чаще 1 раза в несколько месяцев, нецелесообразно. А держать полотно пилы руками в точном соответствии с требуемым углом — это своего рода фантастика.
Выход один — построить подставку, поверхность которой будет расположена на одном уровне с осью абразивного круга. Это гарантирует, что задняя и передняя плоскости зуба перпендикулярны шлифовальному материалу. А если проявить фантазию и закрепить одну сторону устройства шарнирно, а с другой сделать опоры в виде болтов с возможностью вкручивания и выкручивания, можно также контролировать угол наклона относительно горизонтальной плоскости.А точность проверяется маятниковым гониометром.
Для обеспечения значений углов, необходимых для заточки передней и задней плоскостей спаянных зубцов, на стойке можно оборудовать упоры, которые будут фиксировать пильный диск в нужном положении.
Использование дисковых элементов нашло широкое применение во многих областях промышленности, поэтому широкое распространение получил станок для заточки дисковых пил. Главное требование к такому инструменту — качественная резка материалов.Заточить не так просто, как может показаться на первый взгляд. В этом случае без специального оборудования не обойтись. На степень сложности операции влияют следующие показатели:
Из какого материала изготовлен элемент;
Размер диаметра пилы;
Угол наклона и форма зуба.
Станок
Точилка — это не одно устройство. Так можно назвать большую группу оборудования и инструментов специального назначения.
По способу производства делятся на две группы:
Автомат.Весь процесс заточки полностью механизирован и не требует участия человека. Такие устройства используются в производственных целях.
Руководство. Это могут быть любые аксессуары и инструменты для ручной заточки. Производительность такого оборудования намного ниже, чем у станков. Этот вид нашел применение в ремесленных мастерских для бытовых нужд.
В продаже имеется широкий ассортимент такого оборудования, устройства могут различаться по функциям, мощности и цене. Ручной станок для заточки дисковых пил, цена на который будет намного ниже (около 20 тысяч рублей), можно изготовить самостоятельно.Оборудование состоит из плотных и твердосплавных пластин, выполняющих роль фрез.
Тарелки для них изготавливаются из сплавов различного состава.
Имеют разную конфигурацию зубьев. Прочность будет зависеть от того, какой сплав используется. Размер зерна сплава играет важную роль. Его должно быть меньше, чтобы придать изделию прочность и твердость. Обычно такие цементированные карбиды изготавливаются из цементированного кобальта. Поэтому так важно, чтобы оборудование было именно станком для заточки твердосплавных дисковых пил.
Отличия зубьев пластины
Твердосплавный зуб имеет четыре основные рабочие плоскости: переднюю, заднюю и боковую (вспомогательную). При пересечении плоскостей между собой образуются режущие кромки: основная и пара вспомогательных.
Форма зубьев следующая:
Прямые. Использование такой формы будет оправдано, когда требуется быстрый по времени и не требующий качества продольный распил.
Наклонная или скошенная. При этом угол наклона задней формы может быть правым или левым, они чередуются друг с другом.Это самая распространенная конфигурация. Для работы с разными материалами в любом направлении используются шлифовальные станки разных размеров.
Увеличивая размер угла скоса, можно увеличить резку и снизить вероятность выкрашивания, но это приведет к снижению прочности и долговечности самого зуба. Также есть возможность наклонять переднюю часть плоскости элемента.
Трапециевидная. Этот зуб затупляется медленнее, чем зуб со скошенной кромкой. Чередуйте его с прямой линией.В этом случае черновой проход выполнялся с использованием более длинной трапеции, а чистовой проход — коротким прямым.
Коническая. Эта форма зубьев обеспечивает грубый пропил нижнего края досок, а верхний защищен от сколов. В основном лицевая сторона такого элемента плоская. Но если сделать его вогнутым, то в финальной версии можно будет использовать это приспособление для торцовки.
Углы заточки
Основные углы определяются формой зубьев.Это передняя и задняя, а также скос по передней и задней плоскостям.
Размер уголка также определяется твердостью разрезаемого материала.
При высокой твердости его делают меньше. В отрицательном исполнении возможен передний угол среза. Это используется в цветных металлах и пластмассах.
Цены
Станок для заточки твердосплавных дисковых пил Вы можете купить по цене 15 000 руб. Вы также можете раскошелиться на более дорогие устройства.Например, ПП-480З обойдется своему владельцу в 280 000 рублей. Цены различаются и зависят от назначения устройства, его функций, мощности и производительности. Для небольшой мастерской или домашнего использования можно приобрести станок для заточки циркулярных пил JMY8-70. Его стоимость в пределах 18000 руб.
Правила заточки
Основной износ зубьев пилы происходит по верхней кромке, которая непосредственно участвует в резании. Его закругление может составлять 0,3 мм. Центральная грань меняется раньше остальных.
Износ пилы не должен быть значительным.Кромка может быть скруглена не более чем на 0,2 мм. Затупить пилу с затуплением выше этого значения сложнее. Это займет больше времени, чем при обычном износе. Степень износа определяется либо типом резания, либо зубьями.
Нельзя забывать, сколько возможно заточек. Это значение находится в диапазоне 30-35 раз. Для достижения такого результата обрабатываются сразу обе поверхности.
Станок для заточки пильного диска может работать только в одной плоскости.А потом уменьшится примерно в 2 раза.
Перед началом работ очистите рабочий диск от грязи и измерьте углы наклона. Подготовка к заточке проводится с передней части зуба. Удаляемый металлический слой составляет 0,20 мм.
Если при заточке используются абразивные материалы, то их необходимо охладить жидкостью специального состава (СОЖ). Для лучшего качества и меньшего удельного веса лучше выбирать колесо с большим размером зерна.
Сколы и неровности недопустимы, даже если речь идет о самодельном станке для заточки пильного полотна. Они могут привести к несвоевременному выходу с работы и крошению металла.
Handicraft
Заточить самостоятельно не составит труда. Особенно, если вам нужно оборудование. А если нет, то можно сделать самому. Из простых деталей можно сделать станок для заточки дисковых пил, цена которого только порадует. Для этого потребуются следующие основные элементы:
Двигатель;
Суппорт;
Механизм наклона;
Стопорные винты.
Круг закреплен на двигателе, лезвие диска — на опоре, при этом винты будут обеспечивать перемещение заготовки по оси круга, что обеспечит нужный угол.
Основная задача такого элемента, как станок для заточки дисковых пил, — закрепить их в необходимом положении относительно окружности. Это необходимо для точного соблюдения углов, это может обеспечить стойка, установленная на станине станка в одной плоскости с окружностью.
При установке полотна на подставку зубья должны быть перпендикулярны плоскости пильного станка.
Стенд не обязательно делать стационарным; при необходимости можно сделать его плавающим, для этого с одной стороны прикрутите петлю, а другую часть жестко прицепите к каркасу болтами. На конструкции такого типа можно легко повернуть диск аппарата на нужный угол и выполнять работу в заданной плоскости.
Трудности в работе
При использовании дисковых пил для заточки можно столкнуться с трудностью, связанной с образованием неправильных углов.Чтобы устранить такой дефект, необходимо зафиксировать центр пилы в необходимом положении относительно окружности. Сделанный на подставке паз может решить эту проблему. Это поможет выровнять пилу. Есть и более простое решение — сделать упоры на рабочей поверхности, которые позволят зафиксировать устройство в правильном положении.
Эксплуатация
Перед тем, как приступить к самостоятельному изготовлению данного агрегата, необходимо продумать чертежи станка для заточки дисковых пил. Вы можете рассчитать их самостоятельно, а можете обратиться к профессионалу.В любом случае, чтобы разобраться во всех тонкостях будущего устройства, без предварительной бумажной версии не обойтись. Если у вас есть необходимые знания, то справиться можно, не обращаясь к мастеру.
После воплощения будущего станка на бумаге станет понятно, какие инструменты и материалы понадобятся в процессе, что уже есть, а что нужно закупить.
Станок для заточки дисковых пил своими руками имеет большое ценовое преимущество перед заводским агрегатом.Также для работы не требуется никаких специальных навыков.
Заточка без станка
Заточить пилу в домашних условиях можно без помощи станка. Но при этом не стоит держать его руками, заточку на для правильной работы усилия рук будет недостаточно, и глаз не сможет выровнять нужный угол. Чтобы упростить задачу, можно использовать какое-то фиксирующее приспособление; для этого пригодится обычная квартирная доставка. Ось шлифовального круга должна быть совмещена с поверхностью стенда.А круг, в свою очередь, следует разместить перпендикулярно пиле. При необходимости сделать углы конструкции подвижной с помощью петель. Но здесь возникает трудность выдерживать одинаковый угол передней и задней заточки. Избежать этого поможет жесткая фиксация полотна пилы по отношению к абразивному диску. Это можно сделать с помощью паза для оправки или путем прикрепления упоров к стойке для фиксации угла.
Заключение
Дисковая пила, как и любой другой инструмент, требует правильного обращения и ухода.Соблюдение технологии увеличит срок службы изделия.
Итак, мы разобрались, как сделать станок для заточки твердосплавных дисковых пил. Для этого вам понадобится совсем немного материалов, а также некоторые навыки и желание сделать полезную вещь своими руками.
Циркуляр — это устройство, на котором ведутся работы со строительным материалом. Как правило, дерево обрабатывается. В качестве режущего инструмента используется зубчатый диск. Со временем он тускнеет. Заточка полотна циркулярной пилы осуществляется как на специальном станке, так и своими руками в домашних условиях.
Заточка дисковых пил требуется, когда работа становится невозможной. Это можно понять по трем сигналам:
- Обогрев защитного кожуха. Из-под него выходит дым, выходит из зоны реза.
- Необходимость дополнительных усилий при подаче заготовки в момент резки.
- При контакте древесины с режущим металлом возникает дым и запах.
Типы зубьев
Основным режущим элементом диска являются зубья.Они изготовлены из карбидного материала. Зуб состоит из четырех сторон: передней, задней и двух боковых. Также из основной режущей кромки и двух дополнительных.
Зубья для заточки делятся на:
- Прямой. Их используют для продольной распиловки полотна.
- Скошенная. У них скошенный край на тыльной плоскости зуба. Им можно резать не только дерево, но и пластик или ДСП.
- Трапециевидный. В разрезе режущая плоскость имеет форму трапеции.Благодаря этому их можно реже затачивать.
- Конический. Они похожи на конус.
Уголки заточки
Циркулярная пила имеет четыре угла, которые после затупления необходимо заточить. Это передний и задний углы. Также углы среза образованы передней и задней поверхностями.
В зависимости от направления пиления они необходимы. При продольной резке передний угол составляет 15-25 градусов. В случае поперечной резки угол заточки уменьшается до 5-10 градусов.Если требуются универсальные пропилы, то зуб затачивают под углом 15 градусов.
Плотность материала оказывает большое влияние на угол. Чем он ниже, тем острее требуется зуб. Если обрабатываемый материал пластиковый, то угол может быть отрицательным.
Заточка дисковых пил с победными припоями
Углы заточки дисковых пил с твердосплавными напайками не так просты в уходе, потому что установленный зуб победит. Этот сплав закреплен пайкой.Геометрия режущей кромки сложная, а параметры заточки требуют точного удержания.
Работа ведется при зачистке режущей кромки до радиуса 0,3 мм. Нельзя допускать большего значения.
- Заточка проводится по передней и задней плоскости зуба. При правильном проведении работы общее количество заточек до полного износа лезвия составит 30 раз.
- Работу следует начинать с лицевой плоскости.
- Припаиваемая часть зуба должна плотно прилегать к ней.
- Время поворота составляет от 3 до 5 секунд. Больше не может быть. Это приводит к чрезмерному нагреванию металла. Его перегревают и закаляют с понижением твердости.
- Толщина измельчаемого материала в районе 0,15 м.
Машинное применение
Самая простая машина для работы в домашних условиях — это абразивный двигатель. Круги могут быть из алмаза, CBN или карбида кремния.
Трудно удерживать лезвие в определенном положении относительно абразива. Вам нужно использовать гаджеты. Это может быть горизонтальная подставка или фиксирующее устройство, где верхняя плоскость должна быть совмещена с осью абразива.
Заточенный зуб расположен на плоскости перпендикулярно лезвию. После включения двигателя лезвие подводят к кругу и прижимают к нему зубом. Удаляемый металлический слой контролируется силой нажатия. Закончив работу с одним зубом, тем же способом вносится следующий. И так по кругу до конца.
С целью универсализации стенд модернизируется. Передняя часть сделана подвижной, а в заднюю ввинчивается пара болтов. С их помощью можно регулировать уклон полотна. Становится возможным затачивать переднюю и заднюю плоскости косого зуба.
Остается проблема сохранения одинаковых передних и задних углов заточки.Для этого необходимо зафиксировать лезвие относительно центра абразивного круга. Для этого диск вставляется в специальный держатель, а в подставке для него делается паз. Необходимое поддерживается перемещением оправки по пазу. Если диаметр дисков другой, то должна быть возможность перемещать двигатель или опору с канавкой.
Другой способ — установить упоры, которые зафиксируют желаемое положение диска.
Ручная заточка
При отсутствии станка заточка может производиться напильником.Для этого важно четко зафиксировать диск. Делается это с помощью тисков. Если полотно с циркуляра не снимается, то можно обойтись и без них. Между зубьями вставляются планки, а инструмент упирается в вертикальную плоскость.
Маркер ставится в любой точке круга. Так будет понятно, когда работа будет завершена. Обработка проводится плоским напильником, который хорошо ложится между зубами. Наибольшему износу подвержены верхняя кромка зуба и его передняя кромка.
Сначала работа проводится тыльными поверхностями зубьев по всей окружности. На втором этапе начинают затачивать передние края. Важно помнить, что прилагаемое усилие должно быть одинаковым, тогда все зубья будут заточены равномерно.
Круглый диск можно точить в домашних условиях. Для этого лучше приобрести простую машинку. При его отсутствии можно использовать тиски или самодельные упоры. После окончания работы проверьте инструмент. В процессе резки его работа должна быть плавной и бесшумной.
Для распиловки древесины используется специализированный электроинструмент, а также зубчатые диски, которые со временем тупятся и не справляются со своими задачами. Чтобы не пришлось покупать новую режущую насадку, диски циркулярной пилы затачивают своими руками. Принцип заточки несложный, и справиться с ним сможет каждый, владея инструкцией по реализации этого процесса.
Как узнать, когда пора затачивать диск
Режущие диски для дерева и древесных материалов со временем изнашиваются и изнашиваются, что может снизить их производительность.Для восстановления работоспособности режущего инструмента потребуется заточить зубья. Вы можете узнать, что нужно сделать для заточки зубьев на диске, по следующим факторам:
- Для резки дерева необходимо приложить силу прижатия инструмента к разрезаемой заготовке
- Наблюдается дым от под защитным кожухом
- Происходит чрезмерный нагрев защитного кожуха
- Появляются признаки запаха гари. Это значит, что зубцы не режут дерево, а режут его
Использование неисправного аксессуара в электроинструменте снизит производительность работы, а также увеличит вероятность преждевременного выхода из строя электроинструмента и самого аксессуара.Снижение производительности увеличивает нагрузку на электродвигатель, который со временем начинает перегреваться и выходит из строя.
Какие зубья у режущего инструмента
В основе любого режущего устройства лежат зубья, качество которых влияет на эффективность и производительность. Зубья насадок изготовлены непосредственно из твердосплавных материалов. Для увеличения срока службы на зубья наносится пайка из победита, что дает возможность продлить срок службы рабочего сопла в 5-6 раз.
Количество режущих зубьев на круге зависит от его диаметра. Зубы состоят из передних и задних, которые различаются по конструкции, а также из боковых. По внешнему виду (геометрии) зубья подразделяются на следующие типы:
- Прямые — вид зубьев, используемых для продольной резки листового материала
- Трапециевидные — режущие звенья трапециевидные, что является преимуществом — они очень редко нуждаются в заточке
- Звенья со скосом являются наиболее распространенным типом зубьев и характеризуются скошенным скосом сзади или спереди.Такая конструкция позволяет резать не только древесину, но и другие виды материалов, такие как ДВП, ДСП, фанера и даже пластик
- Conical — они выглядят как конус, но их главный недостаток — быстрое затупление, поэтому требуется частая заточка. . Применяются не только для поперечной, но и для продольной распиловки листового материала .
Производители также производят полотна для циркулярных пил с активными и пассивными звеньями. Процесс заточки различается в зависимости от типа зубьев.Чтобы правильно заточить зубья на циркулярной пиле, потребуется правильно определить угол их заточки.
Выбор угла заточки режущих зубьев
Звенья на режущих приспособлениях имеют рабочую зону с соответствующим углом заточки. В зависимости от типа зубьев полотно можно использовать в одном направлении пиления или в двух. Когда звенья затупятся с одной части, то диск нужно развернуть, и продолжить работу в обратном направлении.Однако это не может быть сделано со всеми круговыми дисками, например, круги со скошенными звеньями для этого не подходят.
Если вы затачиваете диск циркулярной пилы своими руками, то нужно понимать, что в зависимости от направления пропила нужно учитывать угол заточки.
- Если вы планируете распиливать древесину в продольном направлении волокон, то угол заточки на звеньях должен составлять 15-25 градусов
- Если древесина распиливается в поперечном направлении, то угол заточки уменьшается до 5 -10 градусов
- Универсальным углом заточки считается 15 градусов.Кружки с такими звеньями можно разрезать не только поперек, но и вдоль
При заточке зубьев на пильных кругах и дисках циркулярных пил, шлифовальных машин и дисковых пил необходимо учитывать еще один важный фактор — это плотность разрезаемого материала. Чем меньше плотность, тем выше должна быть резкость зуба. Если дисковая пила используется для пиления пластика или пластика, угол лезвия должен быть отрицательным.
Как точить дисковую пилу победной пайкой
Мастера часто покупают круги, обладающие высокой износостойкостью за счет наличия специальной пайки от «Победита».Эти припои продлевают срок службы расходных материалов, но не делают его постоянным. Победный слой наносится на звенья с помощью специальной пайки. Пайка усложняет геометрическую форму зуба, поэтому процесс заточки также усложняется. Восстановление остроты зубов необходимо проводить с учетом точной фиксации.
Чтобы заточить зубья твердосплавного диска, вам необходимо загладить режущую кромку до 0.3 мм. Для качественной заточки зубьев с твердосплавными напайками специалисты рекомендуют использовать для этого специальное оборудование, а также шлифовальные круги с алмазным напылением. Если вы используете абразивный круг, он быстро изнашивается, прежде чем паяный круг можно будет заточить.
При восстановлении остроты звеньев учитываются следующие факторы:
- Пильные полотна следует затачивать не только спереди, но и сзади. Начинать надо прямо с лицевой
- Победная пайка при заточке должна плотно прилегать к шлифовальному алмазному кругу
- Время контакта должно быть не более 5 секунд.Следует учитывать время, чтобы избежать перегрева металла. Если металл перегреется, то он затвердеет, а также снизится твердость .
При заточке также необходимо учитывать, что толщина шлифуемого материала не должна быть более 0,15 мм. При правильном соблюдении процедуры проводится не менее 30 заточек до полного износа диска с победными припоями.
Решение о рациональности восстановления резкости паяных дисков необходимо принимать самостоятельно, так как стоимость шлифовального круга с алмазным напылением порой бывает дороже приводного электрооборудования.
Как точить диск на станке
Для восстановления целостности отрезных дисков используются два метода — ручной и автоматический. Выполнение процедуры вручную не только сложно, но и требует много времени. Именно поэтому имеет смысл купить станок для заточки пильных полотен или изготовить приспособление самостоятельно.
Простое приспособление для заточки пильных полотен — это точилка или наждак, на валу которого нужно закрепить специальный круг — алмазный, CBN, а также изготовленный напылением карбида кремния.Сложность процесса в том, что заточенное оборудование необходимо зафиксировать в фиксированном положении, поэтому при заточке диск держать в руках не рекомендуется. Это не только опасно, но и способствует снижению качества заточки.
Это интересно! Перед началом выполнения работ необходимо очистить поверхность заточенного оборудования от нагара. Для этого можно использовать керосин, дизельное топливо или промышленные чистящие средства.Если не очистить, производительность форсунки может быть восстановлена до 75% -80%.
Инструкция по правильной заточке дисковых пил:
- Каждый затачиваемый зуб должен быть перпендикулярен диску
- Принцип заточки заключается в том, что каждый зуб диска должен быть приведен к вращающемуся диску (алмазный круг)
- Количество удаляемого металлического слоя зависит от величины прижимной силы. Чем больше износ или износ зубьев, тем сильнее инструмент должен прижиматься к лезвию
- Процедура выполняется аналогичным образом для каждого звена
Для заточки дисковых пил не нужно покупать специальное оборудование.К домашней болгарке необходимо прикрепить подставку, которая состоит из неподвижной и подвижной части, а также крепления. С помощью этого инструмента можно быстро и легко заточить в домашних условиях.
Задача усложняется, когда необходимо поддерживать соответствующий угол заточки. Чтобы модернизировать и расширить функционал установки, вам потребуется изготовить регулятор наклона подвижной стойки. В качестве регуляторов используются болты и гайки, с помощью которых можно установить требуемый угол наклона стойки.
Подвижная подставка представляет собой квадратную рамку, в центре которой расположена защелка для установки диска. Держатель имеет тот же диаметр, что и затачиваемый инструмент. В стойке делается паз, через который выдерживается необходимый угол заточки. Выполнить работы по заточке несложно, поэтому при частой работе с обработкой древесины циркулярной пилой обязательно делать заточный станок.
Как точить диск вручную напильником
Если наждак отсутствует, то процедуру можно провести вручную.Принцип заточки заключается в том, что затачиваемый диск должен быть зафиксирован в неподвижном положении. Для этого используются тиски или зажим. Когда буровая установка закреплена, остается только взять маркер и отметить точку старта для работы. Далее напильник используется для заточки.
- Рекомендуется плоский напильник, но подойдет и треугольный напильник. Главное требование к пилке — свободный проход между зубами.
- Передняя и верхняя часть зуба сильно изнашиваются, поэтому этот износ необходимо ремонтировать
- На начальном этапе восстанавливается задняя поверхность зуба, а затем передняя
- При заточке нужно применять та же сила.Кроме того, размер зубов, а точнее их размер, должен быть одинаковым
Проводить ручные работы по заточке намного сложнее и дольше, поэтому этот метод рациональнен только в одном случае, если вам не приходится часто работать дисковой пилой. Если инструментальные работы выполняются часто, то рационально купить наждак и сделать из него оборудование для заточки дисковых пил.
Изготовление станка или как сделать кондуктор
Оборудование для заточки зубьев пилы называется кондуктором.В его основе лежит электропривод, приводящий в движение абразивный диск — ткань. Вторая часть проводника — это крепежная деталь, состоящая из подвижной и неподвижной частей. Перед тем, как приступить к шлифовальным работам, потребуется изготовить приспособление. Рассмотрим два варианта изготовления кондукторов.
Вариант 1 — изготовление простого точильного станка из точилки
Первый вариант изготовления простейшего шлифовального оборудования следующий:
Изготовление такого устройства требует минимум времени и затрат, а также эффективность его использования составляет 100%.Подробности на видео:
Вариант 2 — как сделать заточный станок из болгарки и сверла
Кроме наждачного станка для изготовления контактора можно использовать болгарку или угловую шлифовальную машину. Шпиндель этого инструмента снабжен подходящим шлифовальным кругом с алмазным покрытием, а сам электроинструмент крепится к основанию. Принцип изготовления кондуктора следующий:
- Берется каркас из ДСП или ДВП размером 50х80 см. На этом каркасе будут располагаться комплектующие
- Изначально следует закрепить болгарку неподвижно с помощью зажимы.Шпиндель инструмента должен располагаться под прямым углом к раме
- На конце инструмента сделана подвижная рама, на которой будут установлены диски для заточки
- Подвижность рамы реализуется за счет использования мебельных салазок
- На раме изготовлен кронштейн для крепления заточенного оборудования
Готовый продукт представлен на фото ниже.
Как пользоваться, а также особенности работы на самодельном станке для заточки дисковых пил показаны на видео.
Результат проделанной работы — восстановление целостности диска с зубьями, что позволяет продолжить работу электроинструментом при обработке дерева. Рассмотренные в материале методы подходят для заточки пильных полотен таких инструментов, как шлифовальные станки, дисковые пилы и стационарные циркулярные. Если принцип работы понятен, то трудностей с изготовлением специального станка и его эксплуатацией не возникнет.
Полотно циркулярной пилы состоит из стального полотна (корпуса полотна) и твердосплавных пластин в виде фрез, форма которых может быть различной.Чтобы правильно заточить диск, нужно знать геометрию зуба и основные правила заточки.
Для правильной заточки диска необходимо знать геометрию зуба, а также основные правила заточки.
Геометрия зуба пильного полотна
Циркулярные пилы изготовлены из прочных марок стали, на корпус которых методом высокотемпературной пайки крепятся твердосплавные пластины. Сплавы для изготовления этих припоев могут быть разными. Отечественные производители в основном используют сплавы вольфрам-кобальт.Иностранные производители используют собственные технологические составы. Характеристики того или иного состава будут зависеть не только от его химических характеристик, но и от того, какого размера используется зерно карбидной фазы. Малый размер зерна обеспечит самые высокие параметры твердости и прочности, которые будут у материала.
Зубья циркулярной пилы могут иметь различную геометрическую форму. Среди них можно выделить несколько основных форм:
- Зуб прямой.
- Косая форма зуба.
- Форма зуба трапециевидной формы.
- Зуб конический.
Пилы с прямыми зубьями используются для быстрой продольной резки. К тому же качество такого кроя будет довольно низким.
Косой зуб может иметь угол наклона вправо или влево. Очень часто циркулярные пилы могут быть изготовлены с попеременно скошенными зубьями, т.е. когда зубья с левым и прямым углом будут повторяться по очереди. Такие пилы используются для распиловки ДСП в продольном и поперечном направлениях.Такая конструктивная форма позволит избежать появления различных сколов на поверхности обрабатываемого материала. Пила, зуб которой выполнен в форме трапеции, может использоваться для резки материала МДФ. Особенность таких пил — низкий износ материала зуба и довольно низкая скорость резания. Очень часто трапециевидные зубы чередуются с прямыми зубьями, которые используются для более чистого среза.
Пилы с коническими зубьями используются для вспомогательных работ при обрезке верхнего или нижнего слоя ламината.Такая пила предотвратит появление сколов и сохранит поверхность обрабатываемого материала.
Правила заточки
Косой зуб может иметь угол наклона вправо или влево.
Чтобы понять, как правильно затачивать диск, нужно знать, что основной износ его зуба происходит на верхней режущей кромке. Этот край закругляется во время работы. Размер закругленного слоя может достигать 0,2-0,3 мм. Передний край поверхности также быстро изнашивается.
Для выполнения таких работ вам потребуется следующее оборудование:
- Станок заточный.
- Маятниковый гониометр.
Заточку пилы с прямым зубом необходимо проводить на плоскости, расположенной впереди. Для этого его необходимо установить в оправку в горизонтальном положении.
Затем с помощью регулировочных винтов, находящихся на заточном станке, необходимо установить необходимый угол, под которым будет производиться заточка.Пильный диск следует перемещать таким образом, чтобы обеспечить максимально плотный контакт с поверхностью абразивного круга.
Толщина удаляемого с материала слоя будет контролироваться силой прижима. После заточки первого зуба диск необходимо снять со шлифовального круга. После этого его нужно переставить на один шаг и продолжить процесс. Поэтому вам нужно последовательно затачивать все твердосплавные пластины.
Заточка скошенной поверхности твердосплавной пайки может производиться как по передней ее плоскости, так и по задней.Отличие от заточки галтели диска с прямой поверхностью будет заключаться в том, что такое пильное полотно необходимо располагать под углом, который будет соответствовать углу наклона зуба.
Для определения необходимого угла установки необходимо использовать маятниковый гониометр. Изначально нужно установить угол с положительным значением (+8, +10 и т. Д.). Заточку нужно производить через зуб, таким образом обрабатывается первая половина пластин диска. После выполнения этой работы необходимый угол наклона меняется на отрицательный и обрабатывается вторая половина зубьев.
Заднюю поверхность пайки точить немного сложнее. Для этого необходим станок, конструкция которого позволит установить дисковую пилу так, чтобы задняя плоскость зубьев пилы была параллельна плоскости шлифовального круга.
Работа без станка и качество выполненных работ
Заточить дисковую пилу можно не только специальным станком, но и вспомогательными инструментами. Этим методом можно воспользоваться, когда нет денег и желания приобрести точильный станок.Большинство людей пользуются такими ручными инструментами нечасто, поэтому покупать дополнительные приспособления не нужно.
Если у вас есть обычный наждачный станок, вы можете с его помощью выполнять все необходимые процедуры. Для удобства работы нужно сделать приспособление, которое позволит зафиксировать пилу в нужном положении относительно абразивного элемента. Для этого подойдет обычная металлическая подставка, поверхность которой будет расположена на одном уровне с осью абразивного круга.
На эту подставку нужно поставить полотно циркулярной пилы так, чтобы оно лежало в необходимой плоскости относительно поверхности. Его можно закрепить с помощью болтов, которые одновременно помогают регулировать угол наклона.
Отсутствие сколов и различных трещин на поверхности пилы поможет гарантировать качество выполняемых работ. Радиусы скругления всех режущих кромок должны находиться в следующих пределах: 0,012–0,015 мм. При визуальном осмотре на их поверхности не должно быть бликов.
Соблюдая правила выполнения работ, вы сможете уверенно пользоваться циркулярной пилой без частой замены пильных полотен. А их режущая часть позволит качественно разрезать нужные изделия и материалы, не повредив их поверхности.