Cтанки с числовым программным управлением (ЧПУ)
Cтанки с числовым программным управлением — современное прогрессивное металлорежущее оборудование автоматически, с высокой производительностью и точностью обрабатывает (точением, сверлением, фрезерованием, шлифованием) различные детали, в том числе сложные корпусные. На таком оборудовании автоматически и бесступеичато меняются частоты вращения, шпинделей и скорости подач суппортов, столов и других механизмов, которые также автоматически устанавливаются в заданных положениях и закрепляются. Смена режущего инструмента, предварительно настроенного, также происходит автоматически.
Однако на ряде моделей станков с ЧПУ режущий инструмент меняет оператор.
Понятие о программном управлении
При автоматическом управлении станком команды в необходимой последовательности задают программоносителем. Программоносителями могут служить кулачки, копиры, упоры и т. д., по командам которых работают автоматы, полуавтоматы, копировальные станки и др. При смене объекта производства заменяют кулачки, копиры и другие элементы новыми.
В станках с программным управлением применяют программоносители в виде перфокарт, перфолент, магнитных лент, содержащие информацию. Такие программоносители позволяют автоматизировать процесс подготовки программ с меньшими затратами.
На программоносителе может быть представлена геометрическая и технологическая информации. Технологическая информация содержит данные о последовательности ввода в работу различных инструментов, изменение режимов резания, включение и переключение частот вращения шпинделя и др. Геометрическая информация характеризует форму, размеры элементов изделия и инструмента и их взаимное положение в пространстве.
По виду управления станки с программным управлением (ПУ) делят на станки с системами циклового программного управления (ЦПУ) и станки с системами числового программного управления (ЧПУ). в станках с ЧПУ в программоноситель вводят только технологическую информацию, а размерная настройка обеспечивается на станке упорами. В станках с ЧПУ управление осуществляется от программоносителя, на который закодированы как технологические, так и размерные информации.
Применение станков с ЧПУ позволяет высвободить большое число универсального оборудования и обеспечить высокую производительность труда.
Однако поддержание этих станков в работоспособном состоянии требует высокой квалификации слесарей-ремонтников, электроников и электриков.
Конструктивные особенности станков с ЧПУ
Известно, что квалифицированный рабочий, хорошо знающий свой станок, может изготовлять на нем высококачественные детали, даже если станок изношен и не соответствует техническим условиям. С другой стороны, малоквалифицированный станочник не всегда умеет обеспечить обработку заготовок с необходимой точностью на хорошем станке. При работе на универсальном оборудовании рабочий, являясь одним из звеньев системы управления, обеспечивает необходимую точность обработки, учитывая и корректируя возникающие отклонения. Станки с ЧПУ предназначены для универсального использования без участия рабочего. Поэтому к ним предъявляется ряд повышенных требований. С целью повышения жесткости и точности станины, стойки, столы и другие базовые сборочные единицы изготовляют с дополнительными ребрами жесткости, а приводы главного движения и подач выполняют с кинематической цепью минимальной длины с беззазорными зубчатыми (рис. 122—124) и шарико-винтовыми передачами. Последние в сочетании с напрвляющими качения исполнительных механизмов (столов, суппортов и др.) обеспечивают высокую динамическую жесткость, плавность перемещения и стабильность параметров при самых низких скоростях.
В приводах главного движения, механизмах подач для смены инструментов широко используются электромагнитные муфты, позволяющие автоматически переключать скорости, четко переключать передачи, осуществлять реверсирование и торможение.
Шпиндельные механизмы делают более жесткими за счет увеличения диаметров и усиления опор главным образом подшипниками качения с предварительным натягом. Эти конструкции усложняют еще и тем, что в них встраивают устройства для автоматического зажима и отжима инструментов.
Для точности позиционирования широко используются шаговые электродвигатели в сочетании с гидроусилителями моментов. Передачи в станках с системой ЧПУ выполняются как беззазорные, в том числе и зубчатые, передающие движение исполнительным механизмам.
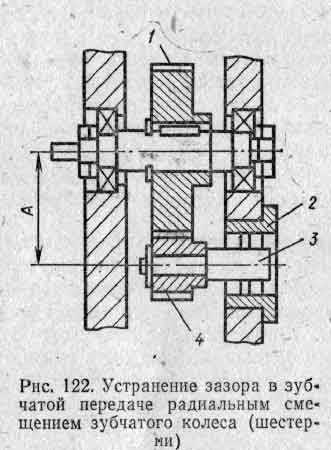
Беззазорность в зубчатых зацеплениях достигается различными способами, ниже представлены некоторые из них. На рис. 122 показана беззазорная зубчатая передача. Это достигается радиальным сближением прямозубых зубчатых колес (изменением межосевого расстояния А между валами). Для этого осуществляют разворот эксцентриковой втулки 2 с валом 3. При этом обеспечивают умеренно плотное сцепление, при котором люфт между зубьями почти не ощутим.
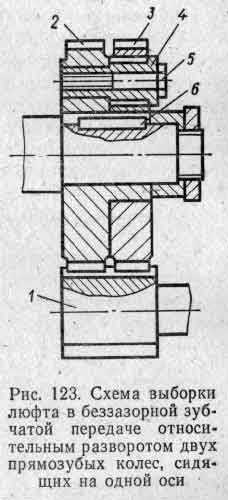
На рис. 123 показана передача, у которой уменьшение люфта между цилиндрическими зубчатыми колесами 1,2 w 3 осуществляется разворотом колес 2 и 3 одного вала. Колесо 3 посажено на ступице колеса 2 (которое соединено с валом шпонкой 6) и скреплено с ним винтами 5. При этом каждое из колес 2 w3 работает одним противоположным профилем. Уменьшение зазора в зацеплении производится посредством эксцентрика.
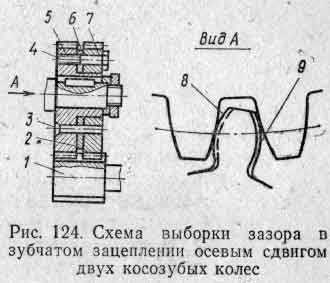
На рис. 124 показана беззазорная зубчатая передача со сдвоенными косозубыми колесами 5 и 7 с промежуточными полукольцами 2 и 6, соединенными винтами 4 и штифтами 3. Колесо 7 посажено на ступице колеса 5 по скользящей посадке и удерживается от разворота штифтами. Устранение зазора в этом зубчатом зацеплении осуществляют осевым сдвигом колеса 7 относительно колеса 5, при котором каждый из зубчатых венцов будет контактировать противоположным 8 м 9 (рис. 124) профилем с широким зубчатым колесом 1.
Чтобы устранить зазор, ослабляют винты, вынимают полукольца 2 и 6 и затем винтами 4 регулируют сцепление так, чтобы не было ощущение люфта при изменении направления вращения передачи. Далее щупом замеряют расстояние между внутренними торцами колес 5 и 7 с точностью 0,01 мм и по среднему значению трех замеров на разных участках шлифуют полукольца, которые устанавливают на место и закрепляют винты 4.

Танкетки изготовляют разных типов и размеров, одна из них представлена на рис. 125. Она состоит из двух обойм, комплекта роликов 6, двух сепараторов 5, крепежных винтов 5, штифтов 7, 5 и направляющей 4.
Роликовые опоры, набитые смазкой ЦИАТИМ-201, монтируют на специальных платформах (монтажные подушки) в количестве одной — трех штук в зависимости от нагрузки и длины хода. Обоймы танкеток скрепляют с платформой 2 винтами 5, при этом добиваются, чтобы токарный станок с числовым программным управлением 16К20ФЗС4.
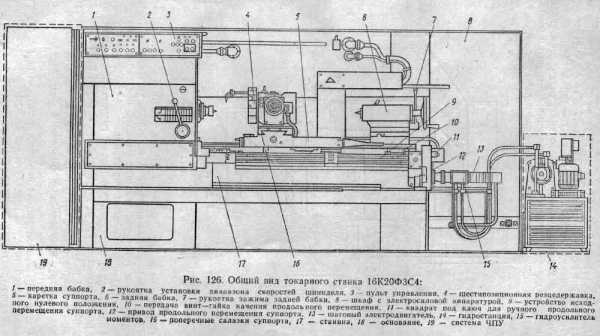
Станок 16К20ФЗС4 предназначен для обработки в полуавтоматическом цикле наружных и внутренних поверхностей и деталей типа тел вращения со ступенчатым и криволинейным профилем самой различной сложности, а также для нарезания резьбы.
Основание станка — монолитная отливка, на которой установлена станина. В левой нише основания размещена моторная установка, на задней части основание крепится автоматическая коробка скоростей (рис. 126).
Средняя часть основания служит сборником для стружки и охлаждающей жидкости.
Станина 17 (рис. 126) коробчатой формы, с поперечными ребрами П-образиого профиля. Для перемещения каретки суппорта (под Передвижным щитком) служит неравнобокая призматическая, передняя и плоская задняя каленые направляющие. На правой части станины крепится привод продольной подачи.
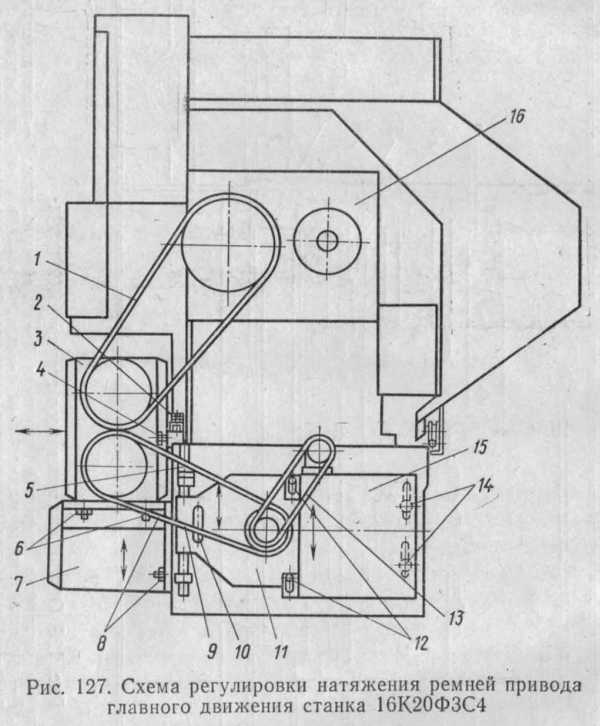
Привод главного движения включает электродвигатель, автоматическую девятискоростную коробку скоростей 3, переднюю бабку 16 (рис. 127), соединенные клиноременными передачами. В шпиндельной бабке предусмотрено переключение вручную рукояткой 2 (см. рис. 126) трех диапазонов скоростей, что вместе с девятьюскоростной коробкой скоростей обеспечивает получение частот вращения шпинделя от 12,5 до 2000 об/мин.
Привод поперечной подачи монтируется на задней стороне каретки суппорта и включает шаговый двигатель с гидроусилителем, одноступенчатый редуктор и передачу винт — гайка качения.
Суппорт и каретка — традиционного типа, отличаются увеличенной высотой каретки суппорта для повышения жесткости и возможности установки шарикового винта поперечной подачи диаметром 40 мм.
Поворотная резцедержавка 4 (см. рис. 126) — шестипознционная (с горизонтальной осью вращения), в которой устанавливается шесть резцов-вставок (инструментальных блоков), предварительно настроенных на заданные размеры вне станка.
Гидрооборудование станка включает гидростанцию с резервуаром для масла емкостью 100 л, регулируемым насосом, приводным электродвигателем и элементами фильтрации и охлаждения, гидроусилителями моментов продольного и поперечного ходов суппорта, магистральными трубопроводами, соединяющими сборочные единицы станка и аппаратуры.
Система ЧПУ обеспечивает перемещение суппорта по двум координатам, автоматическое переключение девяти скоростей шпинделя, индексацию шестипозиционного резцедержателя с автоматическим поиском требуемой позиции, а также выполнение ряда вспомогательных команд.
Работа гидропривода происходит в соответствии с подачей электрических команд от системы управления (ЧПУ) к шаговым двигателям.
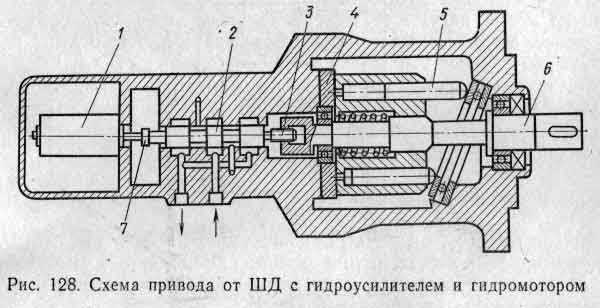
За счет энергии масла, подводимого к гидроусилителю, электрические сигналы малой мощности, поступающие на вход шагового электродвигателя, многократно усиливаются н преобразуются в синхронные (по отношению к валу шагового двигателя), вращение выходного вала гидроусилителя происходит с крутящим моментом, необходимым для перемещения рабочих (исполнительных) органов. При этом величина угла поворота выходного вала гидроусилителя определяется числом поданных импульсов, а скорость — частотой их следования. На данном станке каждый импульс обеспечивает линейные перемещения суппорта на 0,01 мм, а число импульсов составляет до 1000 в минуту, благодаря которым создаются различные скорости подач.
Техническое обслуживание и ремонт
Большая часть отказов присуща станку 16К20ФЗС4. Поэтому ниже приведены только некоторые технологические процессы регулировок, осуществляемых при техническом обслуживании, относящиеся только к этому станку с ЧПУ.
Регулировка натяжения ремней (см. рис. 127) привода главного движения осуществляется следующим образом:
- Натяжение ремней, идущих от шкива автомапической коробки скоростей (АКС) 3 к шкиву передней бабки 16, регулируют смещением АКС по горизонтальной поверхности кронштейна 7. Для этого предварительно ослабляют гайки 6, регулируют натяжение винтом 4 и затем закрепляют гайки.
- Натяжение ремней 9, передающих вращателыюе движение от электродвигателя к АКС, осуществляют смещением подмоторной плиты по вертикали гайкой 5, предварительно ослабив и затем закрепив болты 10 и 14. Натяжение peмнeй 9 в зависимости от натяжения ремней можно регулировать вертикальным перемещением кронштейна 7 вместе с АКС. Для этого ослабляют гайки 8, регулируют наряжения ремней винтом 2 и закрепляют ослабленные гайки.
- Натяжение ремня 13 (от электродвигателя к смазочной станции) производят смещением плиты 15 при помощи рычага (на рисунке не показан). Для этого ослабляют болты 12 и 14, смещают станцию и закрепляют.
Техническое обслуживание передач винт — гайка качения ВГК
Долговременная эксплуатация передач ВГК, обеспечивается высококачественрюй смазкой. Обязательным требованием к смазке является чистота (отсутствие посторонних частиц) и высокие антикоррозионные свойства.
Для смазки передач ВГК пользуются консистентной смазкой ЦИАТИМ-201. Передача должна быть защищена от попадания абразивной пыли, стружки и эмульсии.
Регулировкой натяга создают оптимальную жесткость и соответствующий ей расчетный крутящий момент холостого хода. При недостаточном натяге появляются недопустимые люфты, нарушается плавность перемещения сборочных единиц станка и снижается точность обработки изделий.
Станки с ЧПУ, имеющие замкнутую систему управления, т. е. датчики обратной связи, при появлении зазора могут останавливаться или движение их сборочных единиц будет прерывистым.
Чрезмерный натяг приводит к защемлению тел качения, в результате чего появляются излишние напряжения в передаче, увеличиваются необходимые усилия на перемещение механизмов, повышается нагрев, не обеспечивается заданная скорость подачи, станки «захлебываются» — возможна остановка.
При проведении технического обслуживания и планового ремонта станка необходимо каждый раз безошибочно анализировать работу шариковинтового механизма. Для этого выявляют и измеряют «мертвый ход» привода всех механизмов (привода стола, каретки, суппорта, шпиндельной бабки и др.).
Суммарный «мертвый ход» является следствием накопления зазоров в механизмах привода (зубчатые и винтовые передачи, шпоночные и шлицевые соединения).
Суммарный «мертвый ход» отсчитывают по индикатору, установленному так, чтобы ось индикатора, проходящая вдоль измерительной иглы, совпадала с направлением предполагаемого перемещения конечного звена привода (стола, каретки, суппорта и др.). После установки индикатора подают определенное число импульсов (10—15) от пульта управления станка, затем переключают направление подачи на противоположное и после подачи аналогичного числа импульсов определяют величину, на которую стрелка индикатора не вернулась на нулевую отметку.
Суммарный «мертвый ход» регламентирован и должен соответствовать величине, указанной в руководстве по эксплуатации или в акте технической приемки — станка. Замер «мертвого хода» необходим для выявления целесообразности проведения регулировки передачи ВГК. Для регулировки передач осуществляют частичную разборку станка с целью доступа к нужному механизму.
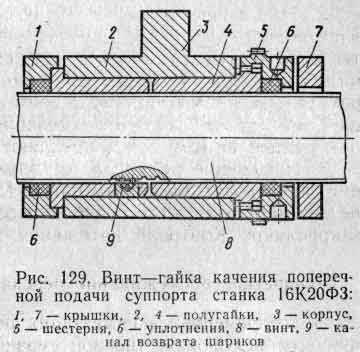
Выборка зазора и регулировка натяга в паре ВГК поперечного перемещения суппорта (рис. 129) производится поворотом полу-гайки 4 относительно полугайки 2 с помощью шестерни 5 (на внутреннем венце 73 зуба, на наружном — 72).
Поворот шестерни 5 на один зуб относительно полугайки 4 приводит к осевому смещению на 1 мкм. Гайка защищена уплотнениями 6, поддерживаемыми крышкой и шестерней 5.
Регулировку натяга осуществлять в таком порядке:
- отвернуть винты и снять крышку 7;
- вывести шестерню 5 из зацепления с полугайкой 4 и корпусом 3;
- повернуть шестерню 5 относительно корпуса 3 и полугайки 4 на необходимое число зубьев и ввести в зацепление только с полугайкой 4;
- довернуть шестерню 5, а с ней и полугайку 4 до того момента, пока наружный венец шестерни 5 не будет иметь возможность войти в зацепление с венцом корпуса 3;
- после окончательной регулировки натяга надеть крышку 7 и притянуть винтами;
- проверить динамометром момент холостого хода, который должен быть 8 кгс/см.
Также Вам будет интересно:
chiefengineer.ru
Практика традиционной металлообработки — ключ к успеху в понимании станков с ЧПУ. Первой задачей любого человека, овладевающего технологией обработки металлов при помощи ЧПУ, является изучение основ традиционной механической обработки металлов. Попытка изучить новое оборудование с ЧПУ без совокупности знаний об общих принципах металлообработки сравнима с изучением управления самолетом без знаний об основах аэродинамики. Основными понятиями при работе со станками с ЧПУ являются: предварительное и чистовое точение, нарезание резьбы и т.п. С точки зрения программиста изучение любого станка с ЧПУ необходимо начинать с изучения четырех основных моментов:
Компоненты станка Знание конструкции станка помогает четко осознать пределы возможных операций на данном станке для наиболее эффективного его применения. Информация, поясняющая конструкцию станка, обычно приводится в сопроводительной документации на станок. Там же можно найти ответы на большинство вопросов о характеристиках станка и о его конструкции. Например: — Каковы максимальные обороты шпинделя станка? — Сколько диапазонов скоростей имеет шпиндель? — Сколь велика мощность приводного электродвигателя для каждой из осей? — Каково максимальное расстояние перемещения инструмента или стола вдоль каждой оси? — Сколько инструментов может поместиться в инструментальной головке (транспортере)? — Какова наибольшая скорость ускоренного перемещения? — Какова наибольшая скорость резания? Чем больше известно о характеристиках и конструкции станка с ЧПУ, тем легче будет процесс управления этим оборудованием в будущем. Направления для движения (оси) Каждой оси соответствует символ адреса, под которым выдается движение в управляющую программу. Обычно для этих целей применяют символы X, Y, Z, U, V и W для линейных осей, а также A, B и C — для осей вращения.. Например, строка Х3.5 в NC-программе означает перемещение вдоль оси Х на 3.5 дюйма от начала системы координат (предполагаем абсолютную систему кодирования перемещений). Круговое движение требует дополнительного адреса (обычно A, B, или C) и двух адресов для конечной точки. Дополнительный адрес имеет числовое значение, причем не в дюймах или миллиметрах, а в градусах. Так например, строка B45 в NC-программе означает вращение на 45 градусов относительно нуля программы вокруг оси В. Точка отсчета для каждой из осей Каждый станок с ЧПУ имеет начальную точку для каждой из возможных осей перемещения инструмента или стола. Эту точку называют по-разному: нулевая позиция, ноль системы координат, начальная позиция. Числовое программное управление требует перемещения в начальную точку по каждой из осей станка как часть процедуры наладки станка. Этим достигается синхронизация начального физического расположения инструмента и начальных нулевых значений сумматоров системы с ЧПУ. Безусловно то, что начальные позиции по каждой из осей весьма различаются от станка к станку. Вы должны внимательно изучить инструкцию по программированию вашего станка для правильного понимания расположения начальных позиций по каждой из осей . Вспомогательные элементы станка К числу дополнительных элементов станка относятся: измерители длины рабочей части инструмента, устройства смены паллет и многое другое. Список дополнительного оборудования непрерывно пополняется. В ряде случаев дополнительные узлы могут быть изготовлены производителем станка, а в других — сторонними организациями. Язык программирования системы ЧПУ У любого станка с ЧПУ есть определенный набор функций, которые могут быть перепрограммированы. Часто недорогое оборудование с ЧПУ допускает только ручное управление большинством своих функций. Например, многие фрезерные станки позволяют запрограммировать только движение инструмента. А такие функции, как направление и скорость вращения шпинделя, подача охлаждения или смена инструмента могут быть произведены оператором только вручную. С другой стороны более дорогое оборудование допускает программное управление большинством своих функций, а задача оператора сводится к загрузке заготовки и съеме готовой детали. В этом случае после запуска обработки оператор полностью свободен для выполнения других функций. Ниже приведен список наиболее часто используемых функций вместе с соответствующими адресами:
|
 Специалист, предполагающий использовать все преимущества ЧПУ, обязан, прежде всего, изучить его, причем одновременно с двух точек зрения: сначала с позиции программиста и с позиции оператора-станочника.
Специалист, предполагающий использовать все преимущества ЧПУ, обязан, прежде всего, изучить его, причем одновременно с двух точек зрения: сначала с позиции программиста и с позиции оператора-станочника. Современная история выдвинула новые требования для компаний, занимающихся производством. На данный момент трудно представить себе фабрику, стремящуюся увеличить объемы выпуска продукции, без автоматизации производства и внедрения новых технологий. Одним из главных изобретений за последние годы стали станки с числовым программным управлением. С их появлением значительно возросли производственные мощности предприятий, увеличилось качество выпускаемой продукции, снизились себестоимости и возросли многократно прибыли. Современная история выдвинула новые требования для компаний, занимающихся производством. На данный момент трудно представить себе фабрику, стремящуюся увеличить объемы выпуска продукции, без автоматизации производства и внедрения новых технологий. Одним из главных изобретений за последние годы стали станки с числовым программным управлением. С их появлением значительно возросли производственные мощности предприятий, увеличилось качество выпускаемой продукции, снизились себестоимости и возросли многократно прибыли. |
Числовое Программное Управление или ЧПУ – компьютеризованная система управления, которая используя, команды, написанные на специализированном языке программирования, управляет механизмами станка. Аббревиатура ЧПУ соответствует двум англоязычным — NC и CNC. NC – Numerical Control. CNC – Computer Numerical Control. |
Первым очевидным плюсом от использования станков с ЧПУ является более высокий уровень автоматизации производства. Случаи вмешательства оператора станка в процесс изготовления детали сведены к минимуму. Станки с ЧПУ могут работать практически автономно, день за днем, неделю за неделей, выпуская продукцию с неизменно высоким качеством. При этом главной заботой оператора являются в основном подготовительно-заключительные операции: установка и снятие детали, наладка инструмента и т.д. В результате один работник может обслуживать сразу несколько станков. |
Вторым преимуществом является производственная гибкость. Это значит, что ля обработки разных деталей нужно всего лишь заменить программу. А уже проверенная и отработанная программа может быть использована в любой момент и любое число раз. Третьим плюсом является высокая точность и повторяемость обработки. По одной и той же программе вы сможете изготовить с требуемым качеством тысячи практически идентичных деталей. |
Ну и наконец, числовое программное управление позволяет обрабатывать такие детали, которые не возможно изготовить на обычном оборудовании. Это детали со сложной пространственной формой, например, штампы и пресс-формы. Таким образом, ЧПУ станок позволяет быстро получить спроектированное на компьютере изделие, причем ЧПУ станок производит изделия гораздо быстрее и качественнее чем вручную. Точный и легко приспосабливаемый ЧПУ станок позволяет осуществить проекты, которые, используя ручные технологии, оказались бы невыполнимыми или невыгодными. |
trace-magic.ru
Станки с ЧПУ. Плюсы и минусы
В современном мире практически любое предприятие, которое занимается обработкой механической деталей, имеет у себя станки с числовым программным управлением – ЧПУ. В станках с ЧПУ все действия управляются электроникой, в отличии от универсальных станков, где обработка ведется в ручную. Все современные предприятия предпочитают покупать, модернизировать, проще говоря вкладывать свои честно заработанные деньги именно в станки с ЧПУ, а не обычные, относительно дешевые, универсальные станки. В чем секрет?
Первым и, пожалуй, главным плюсом ЧПУ является более высокий уровень автоматизации производства. Процесс вмешательства человека в технологический процесс сведен к минимуму. Данные системы могут работать практически автономно, выпуская продукцию довольно высокого качества. При этом главной задачей обслуживающего персонала будет подготовительно-заключительные операции, такие как наладка и проверка инструментов, установка и снятие заготовок, что вполне может делать один человек, причем на нескольких станках сразу.

Также большим плюсом будет его производственная гибкость – это значит, что для обработки другого типа детали необходимо всего-навсего просто сменить программу ЧПУ. При этом старая программа будет хранится на накопителе и может быть использована в любой момент при надобности.
Еще одним огромнейшим плюсом будет то, что такие станки имеют очень высокую точность и повторяемость обработки деталей. Это значит, что на качество деталей при ручной обработке может влиять усталость станочника, то ЧПУ лишены таких изъянов, они будут выполнять обработку деталей нужное количество времени и при этом качество обработки страдать не будет. И еще к одному плюсу можно отнести то, что станки с ЧПУ позволяют обрабатывать сложные детали, изготовление которых на обычном оборудовании невозможно. Пример таких деталей – это штампы и пресс формы.
Поскольку время обработки заготовки при использовании числового программного управления регламентировано, то это позволяет более точно определять время обработки партии деталей, что позволяет более точно спланировать производство.

Но помимо плюсов есть еще и минусы – это стоимость. Станок с ЧПУ не дешевое удовольствие. Помимо стоимости покупки и установки они еще довольно дороги в обслуживании, поэтому позволить их себе могут не все предприятия. Но эти недостатки легко перекрываются высокой производительностью и точностью обработки.
Итак, числовое программное управление – это автоматическое управление станком с помощью электронной вычислительной машины (промышленного компьютера, он находится внутри станка) и обрабатывающей программы (программа управления).
Всеми перемещениями в станке руководит компьютер, считывая данные с программы управления (УП) и соответственно выдает команды электроприводам устройства. Электропривода перемещают рабочие органы станка – шпиндели, рабочий стол или колонну. Благодаря этому производится обработка заготовки детали. Датчики обратной связи собирают данные о перемещениях и прочих действиях и передают их обратно в компьютер, который уже производит обработку этих сигналов и корректирует траекторию движения инструментов. Таким образом происходит обработка. Данные действия будут производится пока управляющая программа не подойдет к концу и мы не получим готовую деталь.
По конструкции и внешнему виду станки с ЧПУ мало чем отличаются от обычных универсальных станков. Пожалуй, единственным существенным визуальным отличием будет наличие устройства числового программного управления (УЧПУ), которую еще называют стойкой ЧПУ.

elenergi.ru
Что такое станок с ЧПУ
ЧПУ – это числовое программное управление, то есть компьютеризованная система управления. Данная система управляет приводами технологического оборудования. К оборудованиям с ЧПУ относятся станки по обработке металла, дерева, станки для обработки давлением и многие другие. Процесс компьютеризированной системы управления заключается в считывании инструкции определенного языка программирования, который впоследствии интерпретатором-переводчиком системы числового программного управления переводится из входного языка в команду управления главным приводом. Станки, которые оборудованы числовым программным управлением, – это
станки с ЧПУ. Сама аббревиатура – ЧПУ — соответствует двум англоязычным аббревиатурам: NC (Numerical control) и CNC (Computer numerical control), которые являются показателем высокого развития систем управления. Первыми появились системы NC, которые предусматривали использование лишь определенных схем выполнения обработки. Позднее появились системы типа CNC, которые в свою очередь были основаны на такой системе управления, которая была построена на микроконтроллере, программируемом логическом контроллере и управляющем компьютере на базе микропроцессора. Самым распространенным языком программирования ЧПУ для металлорежущего оборудования является «G-код», который считается стандартным кодом по данным Международного комитета по стандартам. Но есть и отличия от стандарта. И яркий тому пример – системы управления гравировальными станками. На сегодняшний день, когда многоцелевые станки оснащены устройствами ЧПУ и автоматической сменой инструмента, заметно сокращается время обработки и при этом повышается мобильность переналадки. Данное сокращение времени происходит благодаря автоматической установке инструмента по намеченным координатам, смене инструментов, смене заготовки, изменению режимов резания и так далее. Ну и не последнюю роль играют большие скорости вспомогательных перемещений. Многоцелевые станки по назначению классифицируются на следующие группы: — для обработки заготовок корпусных и плоских деталей. В данном случае используют станки сверлильно-фрезерно-расточной группы; — для обработки заготовок деталей типа тел вращения. В данном случае используют станки токарной и шлифовальной групп. Программа для станка с числовым программным управлением может быть загружена в собственную память с внешних носителей. Кроме того, современное оборудование может подключаться к централизованым системам управления с помощью заводских сетей связи. Для того, чтобы
купить станок чпу, не стоит «набрасываться» на низкие цены от китайского производителя. Делайте правильный выбор!
Статья размещена 30-12-2011
Просмотров 2308www.student66.ru
i-perf.ru
Фрезерный станок с ЧПУ: особенности, возможности, характеристика
ФрезерныйСамым распространенным является трехосевой фрезерный станок с ЧПУ, и он очень похож на вертикальный фрезерный автомат. Все перемещения оси контролируются.
Самым распространенным является трехосевой фрезерный станок с ЧПУ, и он очень похож на вертикальный фрезерный автомат. Все перемещения оси контролируются системой программного управления. Программирование практически то же, что и для токарного станка с Числовым Управлением. В программу добавляется только ось Y.
Отличия обычных станков от оборудованных системой ЧПУ
Сравнение традиционных и фрезерных автоматов с ЧПУ выглядит следующим образом:
- Обычные фрезерные станки отличаются по креплению инструмента от машин с ЧПУ.
- Микрофрезерный станок поставляется с отдельным блок питания.
- Движение оси в фрезере осуществляется системой ЧПУ. В то время, как при обычном фрезеровании, ось управляется вручную или автоматически.
- Все оси фрезерного CNC могут быть объединены с одной системой, при том что в обычном фрезерном станке автоматическая комбинация осей невозможна.
- При фрезеровании на станке с ЧПУ может быть оказана большая нагрузка, что в обычных условиях практически исключается.
- Устройства для работы оснащены гидравлической или пневматической системой в ЧПУ, а в обычном станке эта система отсутствует.
- Обратная связь с осями доступна при фрезеровании на автомате, и отсутствует в обычном.
- Предохранительные устройства (концевые выключатели) предусмотрены в фрезерном станке с ЧПУ, а в обычном их нет.
- Точность и высокое качество готовой поверхности присутствуют при обработке с системой ЧПУ, чего сложно добиться от обычного фрезерного автомата, особенно при работе с такими хрупкими материалами, как стекло и камень.
- Массовое производство с большей точностью является основным преимуществом станка с ПУ, по сравнению с традиционными машинами.

Типы оборудования
Существует несколько основных типов ЧПУ фрезерных станков:
- Вертикальные фрезерные станки имеют вертикальный шпиндель, похожий на сверлильный пресс, но с X-Y столом, который позволяет автоматически позиционировать обрабатываемый материал.
- Горизонтальные фрезерные станки также имеют X-Y стол для позиционирования изделия; Однако, фрезы устанавливаются на горизонтальной оправке поперек стола.
- Универсальный фрезерный автомат может использоваться для вертикального или горизонтального фрезерования. Головка шпинделя прикреплена шарнирным соединением, чтобы был возможен любой из типов фрезерования.
- Портальные фрезерные станки ЧПУ используются с большими заготовками. Они позволяют добавлять шпиндель по мере необходимости для пятиосевых и шестиосевых фрезерных станков.
- Фрезерный обрабатывающий центр с ЧПУ — это агрегат, который используются для автоматического повторения операций. Большинство обрабатывающих центров имеют числовое программное управление (ЧПУ).
- Фрезерные станки с ЧПУ запрограммированы набором команд, называемых G-кодами, и используют инструменты CAT (с V-образным фланцем), BT или HSK.

Дополнительные функции
Рассмотрим некоторые из отдельных функций, доступных в фрезерных (CNC) станках:
- Программа обработки детали может быть введена в контроллер через клавиатуру или при помощи сканирования перфорированной ленты считывающим устройством в блоке управления.
- Программа обработки детали, однажды введенная в память компьютера, может использоваться и повторяться множество раз.
- Программа обработки детали может редактироваться и оптимизироваться непосредственно на станке. Если есть какие-либо изменения в дизайне изделия, программа без труда может быть изменена в соответствии с требованиями.
- Ввод информации может быть в значительной степени упрощен за счет использования специальных подпрограмм, разработанных для повторяющихся последовательностей обработки. Для обычных операций, таких как сверление отверстий по кругу (при использовании сверлильно фрезерного станка с ЧПУ), могут быть созданы и сохранены специальные программные циклы в памяти компьютера. Эти программы или подпрограммы могут быть извлечены и использованы любое количество раз; При этом необходимо указать только определенные параметры, и компьютерное управление выполнит автоматически необходимые вычисления и последующие действия.
- У станков с ЧПУ имеется средство для проверки программы обработки детали без фактического ее запуска на станке. Система управления проверяет программу обработки детали, и движение режущего инструмента в каждой операции, с отображением на экране монитора (блок видеодисплея). Форма компонента, которая будет получена после обработки, также отображается на экране без фактической обработки. Обычно такой функцией оснащен фрезерный центр с ЧПУ.
- Блок управления с ЧПУ позволяет компенсировать любые изменения в размерах режущего инструмента. Когда написана программа обработки детали, оператор станка проставляет конкретный тип и размер режущего инструмента, например, если это гравер. Но в действительности использование программы обработки на станке может быть недоступно для конкретной фрезы. Система управления ЧПУ позволяет компенсировать разницу между запрограммированным инструментом и используемым.
- С системами управления ЧПУ можно получить информацию об использовании оборудования, которая будет очень полезна для контроля производства. Система может предоставлять такую информацию, как количество произведенных компонентов, время на компонент, время для установки задания, время, в течение которого используется конкретный инструмент, время, в течение которого машина не работает, диагностика неисправностей и многое другое.

Принцип работы фрезерного станка с ЧПУ
Рассмотрим кратко работу станка фрезерного с ЧПУ:
- Движение по осям X, Y, Z осуществляется двигателем, запитанным переменным или постоянным током.
- Движение части машины выполняется путем подачи команд.
- Все операции выполняются с помощью таких кодов, как скорость, подача, глубина резания и т. д.
- Для каждой операции предназначен отдельный код.
- Предусмотрена система предупреждения (индикаторы и концевые выключатели) для защиты различных операций и компонентов.
Фрезерные станки перемещают деталь относительно неподвижного инструмента или подводят фрезу к зафиксированной на столе детали в вертикальном или горизонтальном направлениях по осям X, Y и Z.

Характеристики машин
Характеристики таких станков напрямую зависят от характеристик шпинделя, скорости перемещения и размера стола. Скорость шпинделя — это диапазон частоты вращения его головки. Мощность привода — это номинальная мощность пневмо-турбины, электродвигателя или поршневого двигателя, который приводит в действие шпиндель.
Количество фрез, которые поддерживает магазин инструментов, также является важным критерием, поскольку придает станку определенную универсальность. На простых машинах одновременно может работать только один инструмент.
Параметры движения для фрезерных станков включают:
- количество осей;
- максимальное перемещение по оси X;
- максимальное перемещение по оси Y;
- максимальное перемещение по оси Z.
Что касается размера стола, то его длина измеряется параллельно главной оси движения. Ширина стола измеряется перпендикулярно главной оси движения.

В заключение об особенностях
Профессиональные машины могут включать в себя элементы управления, которые поддерживают или включают в себя пакеты программного обеспечения для автоматизированного проектирования (САПР) или автоматизированного производства (САМ).
Программируемые машины могут быть настроены для автоматических или полуавтоматических операций, таких как фрезерование, сверление или же для гравировки.
Вращающиеся столы позволяют вращать заготовку и обеспечивать перемещение по нескольким осям.
Вертикальное фрезерование более распространено, чем горизонтальное, в основном потому, что гораздо проще закрепить заготовку на столе. Горизонтальное фрезерование используется, если необходимо удалить большое количество материала или есть меньше необходимости в точности.
Поставщики, которые обеспечивают калибровку на месте, могут помочь обеспечить точную работу оборудования. Некоторые станки имеют пользовательский интерфейс с цифровым считыванием. У некоторых станков есть приложение, в котором можно просматривать виртуально рабочее пространство.
Станки с системой охлаждения шпинделя предназначены для предотвращения перегрева и повреждения оборудования при длительном использовании. Например, если это фрезерный станок с ЧПУ по камню, видео работы которого можно увидеть на нашем сайте.
vseochpu.ru
Что такое ЧПУ? — Мастерская МДФ
 Осваивая технологию изготовления мебельных фасадов из МДФ плиты в современной конкурентной среде, начинающий предприниматель сталкивается с необходимостью постоянно повышать качество своей продукции и сокращать сроки выполнения заказов, увеличивать производственные мощности и более рационально использовать труд работников. Если на вооружении предприятия нет станков с ЧПУ, то в сложившейся ситуации покупка данного высокотехнологичного оборудования становится первостепенной задачей.
Осваивая технологию изготовления мебельных фасадов из МДФ плиты в современной конкурентной среде, начинающий предприниматель сталкивается с необходимостью постоянно повышать качество своей продукции и сокращать сроки выполнения заказов, увеличивать производственные мощности и более рационально использовать труд работников. Если на вооружении предприятия нет станков с ЧПУ, то в сложившейся ситуации покупка данного высокотехнологичного оборудования становится первостепенной задачей.
Так что такое ЧПУ? Расшифровка аббревиатуры ЧПУ звучит как Числовое Программное Управление. То есть, станок с ЧПУ (иногда говорят просто «станок ЧПУ») – это станок с числовым программным управлением, который по специально заданной программе совершает те или иные действия по отношению к обрабатываемой заготовке. Практически, с помощью математических алгоритмов и цифр задаются параметры работы отдельных рабочих органов, которые в совокупности отвечают за позиционирование основных агрегатов, их мощность, скорость перемещения, ускорения, вращения и т.п.
Как правило, алгоритм изготовления деталей на современных станках с ЧПУ состоит из нескольких этапов. На первом этапе, на компьютере при помощи графических программ обрисовывается модель заготовки, своего рода рабочий чертеж в 2D или 3D формате. На втором этапе, при помощи специальной программы для станка ЧПУ модель детали оцифровывается в управляющую программу (УП). На третьем этапе файл с УП вводится в память ЧПУ и выполняется. Таким образом, все механические действия станка соответствуют цифровой последовательности, прописанной в управляющей программе.
 Станки с ЧПУ используются в самых различных сферах производства и услуг: в обработке древесины и древесных плит, пластичных материалов, камня, сложных металлических изделий, в том числе ювелирных. По своему функциональному назначению станки с ЧПУ применяются для фрезерования, гравировки, сверления, распила, лазерной резки. Станки, которые позволяют использовать несколько видов обработки одновременно, называются обрабатывающие центры с ЧПУ.
Станки с ЧПУ используются в самых различных сферах производства и услуг: в обработке древесины и древесных плит, пластичных материалов, камня, сложных металлических изделий, в том числе ювелирных. По своему функциональному назначению станки с ЧПУ применяются для фрезерования, гравировки, сверления, распила, лазерной резки. Станки, которые позволяют использовать несколько видов обработки одновременно, называются обрабатывающие центры с ЧПУ.
Использование станков и обрабатывающих центров с ЧПУ на любом производстве позволяет осуществлять такие проекты, которые при обычных технологиях оказались бы невыполнимыми или невыгодными. При изготовлении мебельных фасадов МДФ в первую очередь решается задача со сложными рельефными декорами, которые невозможно выполнить вручную. Использование графических программ при проектировании фасадов не только позволяет раскрыть весь потенциал дизайнерской мысли, но и сохранять выполненные проекты и после несложной коррекции применять их в будущем.
При массовом производстве фасадов МДФ на широкоформатных станках с ЧПУ появляется возможность отказаться от предварительного раскроя плит МДФ и выполнять полный цикл обработки с минимальными затратами времени и рабочей силы. С другой стороны, установка ЧПУ в небольшом помещении позволяет увеличить выпуск продукции, не расширяя производственные площади.
Что касается стоимости оборудования с ЧПУ, то здесь следует обратиться к показателям экономической выгоды от его использования, в том числе роста потребительского спроса за счет повышения качества и эстетической ценности конечной продукции.
Если вопрос, что такое ЧПУ, раскрыт в данной статье достаточно полно, то возникающий следом вопрос о необходимости приобрести фрезерный станок с ЧПУ, считаю, отпадет сам собой.
Другие статьи…
Что такое ЧПУ. Видео
mastermdf.ru
особенности и разновидности :: ТОЧМЕХ
Основные сведения о станках и числовом программном управлении
 Использование металлообрабатывающих станков, оборудованных современными системами числового программного управления, занимает в производственных процессах особое привилегированное положение. Это связано с тем, что оно позволяет выпускать детали, к которым выдвигаются строгие требования точности размеров и допусков.
Использование металлообрабатывающих станков, оборудованных современными системами числового программного управления, занимает в производственных процессах особое привилегированное положение. Это связано с тем, что оно позволяет выпускать детали, к которым выдвигаются строгие требования точности размеров и допусков.
Работа на таком оборудовании требует от оператора не только богатого практического опыта работы на станке, но и умения составлять для него программы, в соответствии с которыми будут выполняться операции обработки.
Числовое программное обеспечение нашло применение в управлении системами и конструктивными особенностями самых разных станков, выполняющих фрезерную, токарную, сверлильную, шлифовальную и другие операции обработки.
В последние годы стали популярны станки с универсальными возможностями и конструкцией, которые сочетают в себе возможность выполнения нескольких видов обработки с использованием автоматизированных систем дополнительных элементов.
С использованием числового программного управления обеспечивается точность и слаженность работы целых производственных автоматизированных линий, на которых производится выпуск самых разных деталей для отраслей промышленности.
Особенно эффективно проявляет себя автоматизация обрабатывающего процесса при использовании возможностей электронно-вычислительных систем.
Применение числового программного обеспечения обеспечивает обработку в режиме автоматического и полуавтоматического производственного цикла. Соответственно это удешевляет себестоимость продукции. От оператора требуется только следить за работой оборудования, а в случае необходимости проводить наладку (переналадку) его систем и программ.
Развитие науки и техники создаёт условия для оптимизации производства, уменьшения себестоимости продукции, создания новых условий для повышения качества обработки. С течением времени числовое программное обеспечение становится всё более совершенным. Соответственно повышаются и требования к операторам станков.
Основные требования к операторам станков с ЧПУ
 К работе на станках, оборудованных числовым программным обеспечением, допускаются только опытные работники, которые имеют багаж практических навыков выполнения обработки на обычных станках.
К работе на станках, оборудованных числовым программным обеспечением, допускаются только опытные работники, которые имеют багаж практических навыков выполнения обработки на обычных станках.
Невозможно написать и следить за работой программы, если у оператора отсутствует понимание самого процесса выполнения станком той или иной операции, позволяющей выполнить требуемую обработку заготовки (детали).
Первоочерёдным, что должен понимать и уметь выполнять оператор, выступают операции по черновому и чистовому точению, сверлению, нарезанию резьб, а также использованию других способов механической обработки.
Чтобы оператор, использующий станок с числовым программным управлением эффективно выполнял свои функции, его профессиональное обучение начинают с изучения:
- основных компонентов и знания устройства станка;
- вспомогательных систем и механизмов, улучшающих условия обработки;
- понимания особенностей применяемых для обработки инструментов и рабочего стола, допустимых направлений (осей) их ориентации и взаимного соотношения при движении;
- определения функций станка и особенностей его программирования.
Чем выше уровень подготовки и квалификации оператора, тем лучше будет организовано выполнение станком своих функций, а также более качественно проведена операция по обработке заготовки (детали).
Ценность знания основных и дополнительных (вспомогательных) компонентов станков с ЧПУ
Знание и понимание конструктивных особенностей обрабатывающего станка, а также его возможностей по выполнению конкретного вида операций, обеспечивает чёткое осознание оператором пределов и возможностей оборудования.
Для каждого станка существует техническая документация, поясняющая его конструктивные особенности и направленность выполняемых обрабатывающих операций. В ней также содержится основная информация о технических характеристиках, к которым относятся:
- сведения о максимальных оборотах узлов и частей;
- скоростные диапазоны;
- сведения о мощности двигателей, используемых для осей станка;
- максимально допустимые значения перемещения движущихся элементов рабочего стола и инструмента, их осевые направления;
- информация о возможности крепления нескольких инструментов, а также их автоматической смене;
- сведения о максимальной скорости резания или иной обработки.
Чем лучше оператор станка владеет этой информацией, тем правильней он сможет разработать программу для выполнения обработки. В этом случае управление станком становиться более понятным, а достижение поставленных перед оператором задач по обработке детали (заготовки) кратчайшим по времени.
Дополнительные, или вспомогательные, компоненты станка — это различные измерительные приборы и устройства, механизмы и системы замены паллет, а также заменяемые узлы станка, которые служат для повышения его производительности.
Знание возможностей дополнительных элементов позволяет правильно настроить числовое программное управление с учётом не только основных, но и дополнительных производственных характеристик.
Особенности программирования, применяемые в станках с ЧПУ
 Программирование осуществляется с использованием определённых, понятных цифровой обрабатывающей системе, алгоритмов и наборов функций, выполняемых обрабатывающим станком.
Программирование осуществляется с использованием определённых, понятных цифровой обрабатывающей системе, алгоритмов и наборов функций, выполняемых обрабатывающим станком.
Особенности программирования зависят не только от качества команд, которые подаются оператором, но и от возможностей каждого конкретного станка (производственной линии).
Например, многие фрезерные станки позволяют обеспечить программируемое движение только инструмента, в этом случае оператору бессмысленно будет вводить команды для движения рабочего стола: станок не сможет их выполнить.
В то же время существуют станки, которые позволяют выполнять значительно большее количество функций и операций по обработке. В этом случае и набор подаваемых оператором команд должен быть значительно богаче.
Многие современные станки позволяют обрабатывать такое количество команд, что от оператора требуется только менять заготовки (детали) и следить за качеством используемого инструмента.
Другие статьи по сходной тематике
tochmeh.ru
Станки с ЧПУ. Достоинства и недостатки
В современном мире практически любое предприятие, которое занимается обработкой механической деталей, имеет у себя станки с числовым программным управлением – ЧПУ. В станках с ЧПУ все действия управляются электроникой, в отличии от универсальных станков, где обработка ведется в ручную. Все современные предприятия предпочитают покупать, модернизировать, проще говоря вкладывать свои честно заработанные деньги именно в станки с ЧПУ, а не обычные, относительно дешевые, универсальные станки. В чем секрет?
Первым и, пожалуй, главным плюсом ЧПУ является более высокий уровень автоматизации производства. Процесс вмешательства человека в технологический процесс сведен к минимуму. Данные системы могут работать практически автономно, выпуская продукцию довольно высокого качества. При этом главной задачей обслуживающего персонала будет подготовительно-заключительные операции, такие как наладка и проверка инструментов, установка и снятие заготовок, что вполне может делать один человек, причем на нескольких станках сразу.

Также большим плюсом будет его производственная гибкость – это значит, что для обработки другого типа детали необходимо всего-навсего просто сменить программу ЧПУ. При этом старая программа будет хранится на накопителе и может быть использована в любой момент при надобности.
Еще одним огромнейшим плюсом будет то, что такие станки имеют очень высокую точность и повторяемость обработки деталей. Это значит, что на качество деталей при ручной обработке может влиять усталость станочника, то ЧПУ лишены таких изъянов, они будут выполнять обработку деталей нужное количество времени и при этом качество обработки страдать не будет. И еще к одному плюсу можно отнести то, что станки с ЧПУ позволяют обрабатывать сложные детали, изготовление которых на обычном оборудовании невозможно. Пример таких деталей – это штампы и пресс формы.
Поскольку время обработки заготовки при использовании числового программного управления регламентировано, то это позволяет более точно определять время обработки партии деталей, что позволяет более точно спланировать производство.

Но помимо плюсов есть еще и минусы – это стоимость. Станок с ЧПУ не дешевое удовольствие. Помимо стоимости покупки и установки они еще довольно дороги в обслуживании, поэтому позволить их себе могут не все предприятия. Но эти недостатки легко перекрываются высокой производительностью и точностью обработки.
Итак, числовое программное управление – это автоматическое управление станком с помощью электронной вычислительной машины (промышленного компьютера, он находится внутри станка) и обрабатывающей программы (программа управления).
Всеми перемещениями в станке руководит компьютер, считывая данные с программы управления (УП) и соответственно выдает команды электроприводам устройства. Электропривода перемещают рабочие органы станка – шпиндели, рабочий стол или колонну. Благодаря этому производится обработка заготовки детали. Датчики обратной связи собирают данные о перемещениях и прочих действиях и передают их обратно в компьютер, который уже производит обработку этих сигналов и корректирует траекторию движения инструментов. Таким образом происходит обработка. Данные действия будут производится пока управляющая программа не подойдет к концу и мы не получим готовую деталь.
По конструкции и внешнему виду станки с ЧПУ мало чем отличаются от обычных универсальных станков. Пожалуй, единственным существенным визуальным отличием будет наличие устройства числового программного управления (УЧПУ), которую еще называют стойкой ЧПУ.
elenergi.ru
Расшифровка ЧПУ (аббревиатуры), назначение, принцип действия и последовательность управления
Расшифровка ЧПУ (аббревиатуры) дословно — это числовое программное управление. В более широком смысле под сокращением понимается сложный комплекс управления станками с автоматическим циклом резания деталей. Для обслуживания таких систем требуются высококвалифицированные работники.
Что включает понятие?
Расшифровка ЧПУ вам теперь известна. Это оборудование включает в себя несколько частей:
- электрическая — это системы управления и автоматики;
- механическая — это пневматические и гидравлические системы;
- внешнего оформления — это дизайн и удобство в использовании.
Числовое программное управление постепенно вытесняет ручные способы.
Еще остались предприятия в стране, где расшифровка ЧПУ требуется каждому работнику. Однако прогресс движется и в глубинку. Станки с программным управлением внедряются на производства даже для выполнения простейших операций.
Станки с ЧПУ рентабельны на тех производствах, где происходит массовый выпуск однотипной продукции. Эти системы выбирают заказчики для выполнения высокоточных манипуляций, с которыми человек может справиться с большим трудом.
Принцип работы оборудования с программным управлением
Расшифровка ЧПУ включает две части:
- Числовое управление. Все операции основаны на подсчете машинных кодов. Осуществляется слежение за состоянием осей посредством снятия кодовых импульсов.
- Программное управление включает преобразование заданных команд в понятный машине код через приложения. Человеко-машинный интерфейс представлен в наглядной форме.
Для одного типа деталей программа составляется только раз и хранится на внешнем носителе либо во встроенном хранилище, если позволяет память. При возникновении необходимости машинный код переносится в оперативную память, и автоматический цикл запускается вновь. ЧПУ-системы хороши на любом оборудовании с несколькими координатными осями.
Под каждое производство в продаже имеется идеальное решение. Важно учесть все основные требования к оборудованию. Перечислим лишь некоторые из них: нагрузка на инструмент, интенсивность и скорость обработки, количество осей и возможность модернизации станка в будущем.
Мебельное производство
Где идет речь о производстве деревянных изделий из плит МДФ, подойдет станок с ЧПУ фрезерный. Для потребителя стало важно качество изделия, что можно достичь только при помощи машинной обработки при высоком количестве выпускаемой продукции. Плавность и точность получаемых рисунков поражают, а машинная обработка в то же время делает мебель доступнее.
Простейшие операции ранее создавались посредством релейной логики. Но объемные изображения доступны только владельцам ЧПУ-систем. Скорость обработки может быть выше вдвое благодаря использованию двустороннего точения, когда одновременно выполняется несколько технологических операций. Лидерами в производстве контроллеров, способных справиться с такими задачами, являются производители электроники:
- «Фанук»;
- «Сименс»;
- «Хайнденхайн»:
- «Овен».
Реализовать простейший станок получается на базе обычного настольного компьютера. Но для движения осей все же потребуется управляющая плата. Стоимость таких решений невысока в сравнении с прибылью, приносимой за счет автоматизации производства.
Принцип работы с многоосевыми системами
Фрезерный станок с ЧПУ должен получить определенную команду для выполнения любого действия. Большинство управляющих программ пишется на так называемых G-кодах. Это стандартные простейшие перемещения, зашитые в память контроллера.

Простым языком, для управления машиной оператор выбирает направление, конечный путь, скорость движения инструмента, а также обороты шпиндельного узла. Для производства большинства деталей этого достаточно. Но кроме команд, требуется вносить параметры износа инструмента, смещение начальной точки обработки, тип резца, погрешности хода винтовой пары.
Последовательность действий управления строго регламентирована производителями станков. Каждый изготовитель закладывает свои особенности в работу машины, с которыми придется ознакомиться перед выполнением даже простейшего реза.
Последовательность работы оборудования
Общий принцип работы станков с числовым программным управлением одинаков. Запомнить все шаги несложно, и научившись лишь раз запуску автоматического цикла, можно с легкостью управиться с остальными машинами. Для понимания команд человека машина должна считать битовые данные. Для перевода в понятный контроллеру вид используются стандартные приложения для станков.
Готовая модель, созданная по определенным правилам, загружается в ПК и переводится в нолики и единички. Далее полученные команды тестируются на станке без движения осей. Если все проходит удачно, начинается отладка с деталью. Корректируемые данные зависят от типа обрабатываемого материала, сложности выполняемых контуров, состояния инструмента.
fb.ru