TIG сварка: особенности и преимущества
Аргонодуговая TIG сварка (или просто сварка тиг) очень популярна у профессиональных сварщиков. Ее широко используют не только на крупных производствах, но и в небольших мастерских, например, автосервисах. Все дело в универсальности такой технологии: вы сможете без труда сварить как тонкий эстетичный шов, так и полностью проплавить толстые стыки деталей. Вам также не страшна сварка меди, алюминия или нержавеющей стали. Но не все так просто. Эта технология имеет ряд нюансов, которые нужно учесть перед сваркой.

В этой статье мы подробно расскажем, что такое аргонодуговая tig сварка, какие достоинства и недостатки есть у этой технологии, как правильно варить тиг сваркой и какое оборудование необходимо для работы.
Содержание статьи
Общая информация
Что такое автоматическая аргонодуговая сварка или ручная аргонодуговая сварка TIG? Давайте начнем с самой аббревиатуры. TIG означает «tungsten –Inertgasschweißen» (адаптивный перевод «вольфрам-защитный инертный газ»). В этой аббревиатуре заложена вся суть данного метода сварки: в работе применяется вольфрамовый электрод и защитные газы.

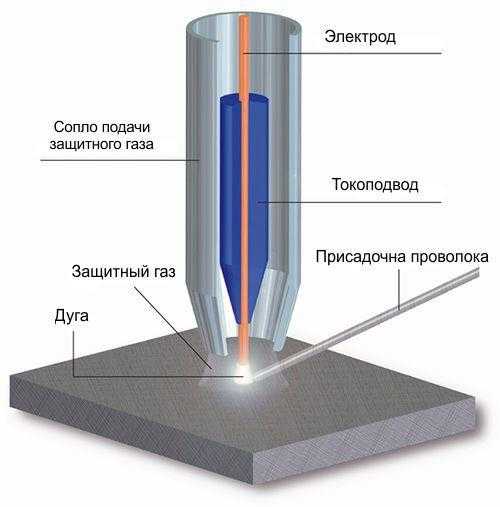
Вольфрамовый электрод — ключевой компонент TIG сварки. Он обладает уникальными свойствами: плавится при относительно небольшой температуре (около 3500 градусов по Цельсию), так что его можно без проблем использовать со всеми видами алюминия и стали. При этом «плавление» номинальное. Сам электрод считают неплавящимся, а это значит, что его необходимо периодически затачивать, чтобы дуга была стабильной и ее было легче вести. Сам стержень фиксируется в горелке, при этом нет нужды беспокоиться о длине электрода, поскольку неиспользуемая длина находится в специальном колпачке.
На конце горелки расположено сопло, в котором держится электрод, и вокруг горелки осуществляется подача защитного газа с помощью специальной кнопки. В большинстве случаев в качестве защиты используют газ аргон. Если не использовать аргон, то в сварочную ванну попадет кислород и качество шва будет неудовлетворительным. Соединение будет пористым и непрочным, не исключено образование трещин. Все эти проблемы и предотвращает газ.
Необходимо зажечь дугу. Она будет плавить предварительно разделанные кромки. Если есть возможность расположить детали как можно ближе друг к другу, то это хорошо. Шов получится очень надежным и герметичным. Если имеет место работа с зазорами или нужно сварить крайне прочный шов, способный переносить существенные механические нагрузки, то сварщики используют присадочную проволоку.
В качестве присадочного материала нужно использовать проволоку, изготовленную из того же металла, который требуется сварить. С помощью такой технологии можно легко сварить алюминий, с которым у новичков обычно много проблем. При высокой температуре на поверхности алюминия образуется окисная пленка, которая препятствует формированию качественного шва. В худших случаях пленка просто не дает сделать сварочную ванну и вести шов. С помощью тиг сварки можно решить эту проблему, поскольку защитный газ не дает пленке формировать на поверхности металла.
Применение
TIG сварка с поддувом получила свое распространение еще и потому, что температура горения дуги достаточно высокая. Благодаря такой особенности сварщик может соединить и углеродистую сталь, и цветной металл. При этом качество шва будет на достойном уровне. Можно работать с чугуном, алюминием и его сплавами, титаном и другими металлами. Особенно эстетичными получаются швы при тиг сварке нержавейки. Шов сразу получается чистым, его не нужно очищать от шлака или брызг.

Все эти достоинства TIG сварки позволяют данной технологии находить себе применение на заводах крупных автоконцернов, в пищевом бизнесе, в химической и нефтеперерабатывающей отрасли, многих частных автосервисах и станций технического обслуживания автомобилей.
Преимущества
Помимо всех перечисленных выше плюсов есть еще ряд достоинств, которые нельзя не упомянуть. Все они связаны, конечно, с использованием вольфрамовых стержней и инертных газов. Итак, плюсы:
- Не смотря на высокую температуру минимальная деформация металла при сварке за счет узкой зоны прогрева.
- Газ аргон тяжелее кислорода, поэтому воздух беспрепятственно вытесняется из сварочной зоны.
- Работа проводится быстро, обучиться не сложно, сваркой может заниматься даже мастер без высокой квалификации.
- Сварное соединение получается очень аккуратным и ровным, не требуется никакая механическая обработка шва.
- Можно сварить множество металлов, в том числе проблемных (вроде алюминия).
- Значительно меньше негативного влияния на экологию.
Недостатки
Аргоновая сварка всем хороша, но наша статья объективна, так что расскажем и о минусах:
- Сварка на открытом воздухе при ветреной погоде затруднительна, поскольку газ буквально выдувается из сварочной зоны (проблема решается установкой ветрозащитных щитов, но при этом расход газа существенно увеличиться).
- В отличие от других видов сварки, тиг сварка требует тщательной подготовки металла. Кромки нужно зачистить, не должно быть никаких следов масла и грязи, поверхности должны быть обезжирены. Если проигнорировать этот этап, то шов получится пористым и некачественным.
- Горелка устроена таким образом, что работа в труднодоступном месте может превратиться в настоящую проблему. Мастера предлагают увеличивать вылет стержня или обрезать электрод, но все это приводит к перегреву или другим неприятностям.
- Если вы используете в своем аппарате функцию «TIG lift», при этом разжигаете дугу вне сварочной зоны, то на поверхности металла могут образоваться следы, которые нужно потом зачищать. Но это скорее минус, связанный с неопытностью сварщика.
Как варить TIG сваркой
Запомните самое главное: 50% успеха — это правильный режим TIG. От этого зависит, насколько оправдаются ваши старания по подбору электрода. Но об этих особенностях мы поговорим позднее. Для начала расскажем о подготовке металла.
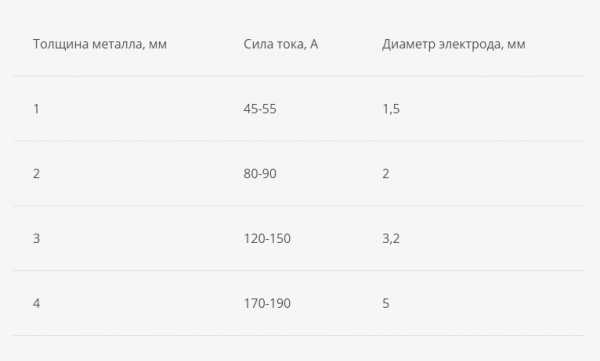
Очистите кромки от грязи, краски, масла и коррозии (если имеется). Даже если вам кажется, что кромки не нуждаются в очистке, все равно не игнорируйте этот этап. Затем нужно выбрать силу тока. От этого будет зависеть то, насколько хорошо проплавится металл. Ниже таблица с рекомендациями по установке силы тока.
Затем нужно установить полярность. Если вы работаете на постоянном токе, то используйте прямую полярность. Если вам предстоит тиг сварка переменным током, то соответственно обратную полярность.
Также нужно хорошо заточить электрод. Конец электрода следует отполировать. Если вам нужно сварить тонкий металл, то выбираются специальные электроды для тонкого металла, которые затем затачиваются до остроты. Если предстоит сварка тиг толстого металла, то можно изменять угол заточки.
Чтобы зажечь дугу можно провести электродом по поверхности металла (метод чирканья, по аналогии со спичками), можно включить функцию TIG lift, упрощающую поджиг дуги, или пользоваться методом бесконтактного поджига. Мы рекомендуем использовать именно третий метод, но он доступен только при работе с профессиональными дорогими аппаратами.
А теперь поговорим немного про оборудование, которое обязательно вам понадобиться, если вы решите заниматься этим видом сварки профессионально. Для начала приобретите или узнайте, если на вашем рабочем месте аппарат, в котором доступны разные режимы TIG сварки, кабель для крепления на массу, газовый баллон и редуктор. Это очень важно.
Также неплохо было бы узнать о том, какая горелка используется в вашем аппарате. Есть два типа: первый применяется при работе с тонкими металлами (до 3 миллиметров), второй соответственно для всех остальных металлов. Горелка для тонких металлов отличается малой мощностью, поэтому с ней удобнее работать, она быстро остывает. А вот горелка второго типа нуждается в дополнительной системе охлаждения. Например, система водяного охлаждения, когда в горелку встроена трубка с подачей холодной воды и спирта, чтобы вода не замерзла, когда система охлаждения долго не используется.
Вместо заключения
Сварка tig — технологичный и современный способ сварки, открывающий новые возможности даже для опытного мастера. Сварка аргоном с применением вольфрамового электрода или присадочной проволоки позволяет сварить различные типы металлов, от тонких до толстых. Вам доступна быстрая и качественная сварка меди, алюминия, чугуна и титана. Больше не нужно тратить уйму времени, пытаясь решить все проблемы, связанные с особенностями каждого металла.
TIG сварка — это выбор профессионалов своего дела. Эта технология востребована во многих сферах деятельности человека и постоянно требуются мастера со знанием этой технологии. Применяя в своей работе наши рекомендации вы сможете приступить к сварке и успешно завершить ее. Но не останавливайтесь на достигнутом, изучайте как можно больше теории, чтобы затем применить ее на практике. Желаем удачи в работе!
svarkaed.ru
что это такое, технологии аргонодуговой сварки, таблица, видео
Среди методов сваривания выделяется TIG сварка, позволяющая при сваривании различных металлов получать высокое качество шва. Что такое TIG сварка нетрудно разобраться, ознакомившись со способом ее применения.

Принцип действия
Для того, чтобы разобраться что это — аргонодуговая сварка TIG, необходимо иметь хотя бы элементарные познания в области сварки. Технология процесса методом сварки TIG была разработана в 1841 году. Прогресс состоял в том, что это позволило производить сварку ранее не соединяемых этим способом материалов.
Суть метода — горение электрической дуги в аргоне. Этот газ обладает рядом примечательных свойств. Тяжелее воздуха, он, проникая в сварочную ванну, является ее защитой от других атмосферных газов. В результате шов получается без оксидной пленки. Это способствует хорошему качеству соединения металлов. Аргон — самый недорогой защитный при сварке газ.
Основной элемент — электрод из вольфрама. Температура его плавления почти 4000°С. Это дает возможность работы почти со всеми видам стали. Вольфрамовый электрод не плавится. Необходима лишь его периодическая заточка для обеспечения точного и аккуратного сварочного шва. Электрод, находящийся в цанге, зафиксирован в горелке. Его избыточная длина, бездейственная в работе, находится в особом колпаке, что предотвращает возможность замыкания.
Горелка оканчивается соплом из керамики. По центральной линии сопла проходит электрод, а вокруг находится инертный газ. При сварке ТИГ в качестве инертного газа выступает аргон. Его присутствие исключает попадание воздуха в сварочную ванну, что вызвало бы пористость шва при затвердевании. Запуск аргона регулируется кнопкой на горелке.
Электрод разжигает дугу, а она плавит кромки свариваемых металлов. Если между металлическими пластинами существует зазор или стоит задача создать шов, обладающий высоким сопротивлением на разрыв и излом, то применяют присадочную проволоку. Ее диаметр выбирают в зависимости от толщины изделия и сварного шва. При ручной сварке проволоку в зону плавления подает сварщик.
Качественный шов обеспечивает сварка аргоном с поддувом. Это осуществляется подачей защищающего газа к другой стороне шва.
Аргонодуговая сварка с поддувом имеет следующие режимы:
- автоматический;
- полуавтоматический;
- ручной.
В первом случае аргоновая сварка с поддувом осуществляется полностью автоматически. Прокладывание траекторий, по которым перемещаются электрод и присадочная проволока, — функция аппарата. При полуавтоматическом режиме оператор регулирует сварку с помощью аппарата, а подача проволоки происходит автоматически. При ручном режиме автором процесса является сварщик.
В ручной аргонодуговой сварке не пользуются электродами с покрытием, поскольку защитой является инертный газ. Высокую температуру обеспечивает электрическая дуга. Покрытый электрод не обеспечивал бы необходимого уровня защиты. Кроме того, в отсыревших электродах может скопиться водород, что наносит урон качеству шва.
Автоматическая аргонодуговая сварка работает по такому же принципу, как и ручная. Отличие состоит в том, что управление происходит с помощью автоматов. Оператор устанавливает необходимую программу, и техническое оборудование начинает работать по заданным параметрам. Автоматическая система также подает проволоку с установленной скоростью.
Аргонодуговая сварка плавящимся электродом предполагает, что розжиг дуги возникает при соприкосновении электрода с металлом. Когда применяются неплавящиеся электроды, такой способ неприменим, поскольку у аргона величина ионизации высокая и для розжига потребуется сильная искра. При использовании вольфрамового электрода для разжигания нужен дополнительный прибор — осциллятор. Он вырабатывает ток высокой частоты для импульса розжига. В процессе сварки осциллятор генерирует импульсы, которые стабилизируют дугу.
На электрод подается высокое напряжение с большой частотой импульсов. Это обеспечивает ионизацию и розжиг дуги. Применение осциллятора позволяет сварщику спокойно осуществлять сварку, как при переменном, так и при постоянном токах.

Оборудование может работать при разных режимах. Разберемся, что это — режим TIG сварки. Для сваривания применяются два способа в зависимости от вида тока: переменного или постоянного.
При ТИГ сварке переменным током после розжига роль стабилизирующего элемента, подающего импульсы при замене полярности ТИГ сварки, играет осциллятор. Это гарантирует постоянство горения дуги.
Во время TIG сварки на постоянном токе выделяемое тепло на аноде и катоде неодинаково. Для лучшего нагрева металла используют прямой вид полярности, при котором плюс на детали, а минус — на электроде. Такая полярность TIG сварки подходит для всех сплавов, исключая алюминиевых. Для них требуется сварка на переменном токе, чтобы окись на поверхности удалялась более эффективно.
Работа при постоянном токе обладает следующими преимуществами:
- Экономичность процесса.
- Возможность сварки на большой глубине. Шов в результате становится глубоким, но узким.
- Увеличение скорости процесса.
При режиме TIG сварки на переменном токе смена полюсов происходит автоматически. Режимы выбирают в зависимости от свариваемых металлов.

Применение
Достоинства сварки ТИГ металлов находят ей применение в отраслях:
- машино- и приборостроение;
- пищевое производство;
- нефтяная промышленность;
- химическая промышленность;
- буровые вышки;
- строительство металлоконструкций для высотных зданий;
- каркасные конструкции из стали;
- трубопроводы;
- авиация;
- космонавтика;
- самолетостроение;
- кораблестроение.
Сварка аргоном ТИГ применяется и для менее глобальных решений. Ее нередко используют в бытовых условиях. Примером являются монтаж в автомобиль кондиционера, заделывание трещин в радиаторе машины. Во всех домах найдется кухонная посуда и металлические сушители для полотенец, изготовленные этим способом.
Такое широкое распространение сварка аргоном TIG получила благодаря тому, что при ее помощи можно сваривать, как углеродистую сталь, так и цветные металлы, сохраняя отличное качество шва.
Преимущества и недостатки метода
К основным преимуществам относятся:
- Вытеснение аргоном воздуха из зоны, где происходит сварка. Благодаря этому шов получается без дефектов.
- Возможность сваривания разных металлов.
- Высокое качество шва.
- Невысокий нагрев деталей, что исключает их деформацию.
- Работа с металлами, плохо поддающимися сварке.
- Возможность работы с конструкциями разных габаритов.
- Пожаробезопасность.
- Отсутствие отходов.
- Изоляция от влияния внешней среды.
- Стабильность электрической дуги.
- Универсальность.
- Возможность работы с тонкими металлическими листами.
- Небольшая зона нагрева изделия.
- Обучение, что такое сварка ТИГ, не представляет трудности.
- Защита поверхности от оксидной пленки.
- Отсутствие необходимости дополнительной обработки после сваривания.
- Хороший контроль за состоянием сварочной ванны.
- Возможность делать наплавку при восстановительных и реставрационных работах.
- Возможность применения прямой и обратной полярностями.
- Компактность инвертора с этой функцией.
- Различные режимы ТИГ сварки.
Недостатки метода:
- Невысокая производительность.
- Небольшая скорость процесса.
- Высокая стоимость применяемого оборудования.
- Наличие профессиональных навыков.
- Неэффективность работы на сквозняке или при большой силе ветра. Приходится устанавливать специальные щиты и увеличивать подачу аргона, что приводит к его перерасходу.
- Необходимость предварительной подготовки поверхностей.
- Затрудненность работы в труднодоступных местах.
При условии, что недостатки не являются слишком значимыми, применение данного метода является оправданным.
Заточка электродов
Главным элементом в сварке является вольфрамовый электрод. За электродами для ТИГ сварки необходим постоянный уход. Он заключается в регулярной заточке его кончика. Это обеспечивает хороший сварочный шов.
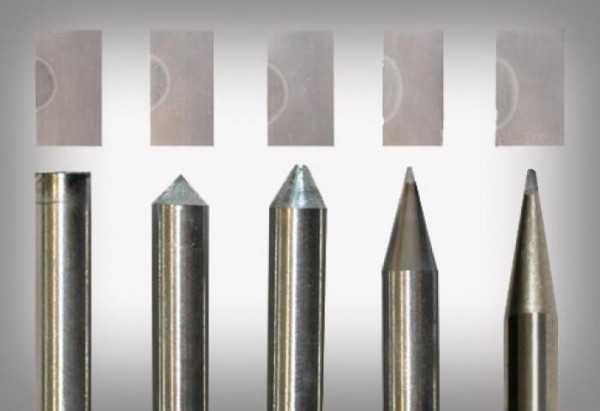
Существует правило — при сварке с постоянным током кончик электрода затачивают конусообразно, а с переменным током — сферически. Длину конуса можно вычислить, удвоив значение диаметра электрода. Для устойчивости конец конуса следует слегка притупить.
Значения углов заточки электродов для TIG сварки:
- при небольшой величине тока — 10-20°;
- среднем — 20-30°;
- для тока большой величины — 60-120°.
Если угол заточки менее 20°, то сокращаются возможности электрода, а при угле более 90° горение дуги может утратить устойчивость. На нее также отрицательно влияют риски, которые возникают на поверхности при заточке.
Чтобы сделать их минимальными, TIG электроды надо затачивать вдоль. Точение происходит с помощью болгарки, мелкозернистым абразивным кругом, наждаком, вращая электрод в руке. Чтобы сделать заточку равномерной, стержень закрепляют в шуруповерте или электродрели. При этом надо устанавливать небольшие значения оборотов вращения. Для защиты от пыли следует надевать маску.
Инвертор для сварки
Понятие инвертора включает в себя устройство, функция которого — преобразование тока постоянного в переменный. Также он может изменять частоту переменного тока.

Преимущества применения сварочных инверторов:
- Повышают эффективность при работе со сварочным аппаратом.
- Конструкция из сваренных деталей становится более надежной.
- Швы приобретают надежность и долговечность.
- Компактность позволяет с легкостью переносить прибор на место работы.
- Высокий КПД увеличивает производительность процесса.
- Расход электроэнергии умеренный.
- Наличие возможности регулирования плавной подачи тока.
- Несложность управления.
Аргоновая сварка с инвертором требует особой разновидности этого прибора. В нем должна быть предусмотрена функция подключения горелки, в которой имеются шланги, с помощью которых подается газ. Аргонная сварка с инвертором дает возможность сваривать сталь на постоянном токе и алюминий на переменном.
Технологический процесс
Несмотря на то, что аргонодуговая TIG сварка требует навыка и профессиональных знаний, ее можно выполнить своими руками. Перед этим необходимо разобраться, что такое сварка ТИГ в принципе, какое необходимо оборудование, последовательность действий.
Этапы сборки сварочного аппарата:
- Соединение осциллятора с инвертором.
- Прикрепление к клемме со знаком плюс провода, отвечающего за массу.
- Прикрепление к клемме со знаком минус провода, соединенного с горелкой.
- Закрепление горелки на рукав, через который проходит газ.
- Подготовка баллона с аргоном. Накрутка редуктора.
- Закрепление на редукторе рукава, подающего газ.
- Подключение инвертора к сети 220 В. Осциллятор питается от блока 6 В.
Аргонодуговая сварка своими руками в ручном режиме имеет следующий алгоритм:
- Очистка поверхности, где будет производиться сварка.
- Подготовка горелки к работе.
- Подача аргона.
- Розжиг дуги.
- Начало сварки.
Для очистки можно использовать способы механический или химический. Заканчивать очистку надо обезжириванием. Газ следует подавать на несколько секунд раньше, чем подключать к сети источник питания. Это обеспечит появление защитного слоя.

Важно! Чтобы была создана малая сварочная дуга, электрод должен располагаться на расстоянии минимум в 2 мм от свариваемой поверхности.
После разжигания дуги можно приступать к сварочному процессу. Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва.
Правила безопасности
При сварке нельзя забывать о правилах безопасности. Необходимо использовать средства защиты для сварщика: маску или щиток, перчатки или краги, специальную одежду и обувь.
Все маски можно разделить на активные и пассивные. Смотровое стекло пассивных масок имеет постоянное затемнение. У активных затемнение происходит только как реакция на световую вспышку от дуги. Преимуществом этого варианта является то, что на время прекращения сварочного процесса стекло становится прозрачным и сварщик хорошо видит объект. Нет необходимости приподнимать стекло, что достаточно удобно.

Основные виды сварочных краг:
- Брезентовые. Не востребованы, поскольку плохо выполняют основную функцию защиты рук от высокой температуры и искр. При попадании искр легко прожигаются.
- Спилковые. Изготавливаются из специально обработанной кожи свиней или коров. Устойчивы к летящим искрам. Прочны, эластичны, гигиеничны. Не сковывают движения рук. При наличии внутри хлопчатобумажного слоя сохраняют тепло рук.
- Войлочные. Удобны для работ при сварке.
Существуют комбинированные модели, в которых использованы разные виды материалов. Сварочные краги бывают длиной до локтя и закрывающие только кисть руки. Наличие возможности стягивания края перчатки обеспечивает дополнительную безопасность.

Костюм для сварщика должен быть изготовлен из материалов высокого качества. Он должен обладать устойчивостью к попаданию брызг расплавленного металла. Требования к костюму сварщика указаны в ГОСТе 12.4.250. Главные части костюма — куртка и брюки. Материал, из которого они сшиты, должен обладать большой теплоустойчивостью. Согласно нормативному материалу куртка должна прикрывать брюки более, чем на 20 см. Застежки закрываются клапанами. Максимальное расстояние между ними на куртке — 15 см.
В правила соблюдения техники безопасности входит электробезопасность. Баллон с аргоном должен быть расположен на расстоянии не менее 5 метров от возможных источников огня. Баллон должен быть поставлен вертикально и быть закреплен во избежания падения. Перед работой необходимо проверять состояние шлангов.
Необходимое оборудование
Аргонодуговая сварка меди и других металлов предполагает наличие особого оборудования. Минимальное техническое оснащение включает в себя:
- Источники тока.
- Осциллятор.
- Инвертор.
- Баллон с аргоном.
- Редуктор.
- Горелку.
- Соединительные кабели.
- Вольфрамовые электроды.
- Присадочную проволоку.
Для полноценной ТИГ сварки в аппарате необходим постоянный поджиг. Самые простые источники для ТИГ сварки выдают постоянный ток. Ими можно сваривать металлы — нержавейку, черный металл, латунь, медь, бронза. Но нельзя сваривать металлы, имеющие оксидную пленку — алюминий и магний. Для них необходимо, чтобы в источнике была функция переменного тока. Это более сложные источники, имеющие функцию и постоянного и переменного тока. Для переменного тока существуют такие настройки, как баланс тока.
В современных моделях существуют источники с режимами для разных толщин материала, различных пространственных положений. Самая распространенная функция — пульсовый режим. Одна из характеристик — частота пульса. Существуют источники с частотой пульса до 15 тысяч Гц. Чем больше частота, тем выше функциональность.
При выборе аппарата для TIG сварки надо определиться, где он будет использоваться и для каких целей. Это определит наличие нужных функций:
- напряжение источника питания;
- наличие режимов с постоянным и переменным током;
- возможность смены полярности;
- наличие режима для стали с высокой вязкостью;
- способность долгое время сваривать металл, имеющий большую толщину;
- нахождение в комплекте горелки с водяным охлаждением;
- наличие охлаждения стационарного вида;
- наличие возможности контроля работы с помощью дисплея;
- возможность работы на производственных линиях.
К достоинствам относятся и дополнительные функции:
- наличие возможности бесконтактного поджога дуги;
- DOWN POST GAS — позволяет плавно производить отключение дуги;
- BALANCE — возможность изменения баланса полярности при сварке переменным током.
Существует много моделей сварочных аппаратов для ТИГ сварки. Модель TIGER 170 DC опережает конкурентов по соотношению веса прибора и производительности. Аппарат имеет широкие возможности применения — от стальных листов толщиной 0,2 мм до 6 мм. Дополнительная функция регулировки значения тока позволяет сваривать тонкие листы без прожогов. Аппарат имеет микропроцессорное управление и большой объем памяти. Простой и удобный интерфейс позволяет устанавливать нужные параметры и режимы.
Аппарат HAMER TIG-200DC может работать в двух режимах. Это вариант для сварки черных металлов и нержавеющей стали. Главное достоинство — невысокая цена в сочетании с наличием всех необходимых функций.
Сварочный аппарат ELAND TORS-200 имеет похожие характеристики. В наличии — большее количество дополнительных функций. Отличительная черта — комплектация приспособлениями и расходными элементами для работы, как для ТИГ, так и для MMA сварках.
В ГОСТе 5.917-71 изложены требования к ручным горелкам для аргонодуговой сварке. Согласно этому нормативному документу должны применяться горелки типа РГА. Наиболее распространенные модели — РГА-150 и РГА-400. Выбор для TIG сварки диаметра и толщины электрода зависит от вида свариваемых металлов.
Ошибки при ТИГ сварке
Основная ошибка — быстрое сгорание электрода. Это может произойти из-за неправильной полярности выбранного режима, маленькому расходу газа, плохо подобранному диаметру вольфрамового электрода. Может произойти загрязнение сварочного шва вольфрамом. Причина — попадание электрода в сварочную ванну и начало его плавления там.
Шов плохого качества может получиться при наличии конденсата на металле, неисправности шлага или его неплотного прилегания, недостаточного поступления газа, плохой предварительной очистке поверхности. Нестабильность дуги может образоваться вследствие неправильной полярности, загрязненности электрода, слишком длинного его размера.
К распространенным ошибкам относится изменение цвета шва и появление желтого дыма. Причиной является чересчур быстрое отключение аргона. Отключают газ через 10 секунд после того, как погаснет дуга.
Заключение
Сварка методом — современный способ, позволяющий соединять различные металлы. Результатом является получение швов высокого качества.
Интересное видео
osvarka.com
что это такое и как использовать?
Время чтения: 7 минут
TIG сварка (аргонодуговая) — одна из самых часто применяемых технологий при выполнении профессиональных сварочных работ. Данная технология позволяет получить швы высокого качества, хотя и не так производительна, как другие технологии. Технология TIG сварки применяется не только в условиях масштабного производства, но и для ремонта или сварки металлоконструкций. Словом, сфера применения аргонодуговой сварки TIG действительно широка.

Выполнение аргонодуговой сварки немыслимо без специального оборудование. Сейчас аппарат для TIG сварки можно найти в ассортименте у любого крупного производителя сварочного оборудования. Технология очень популярна, поэтому изучение ее основ не будет лишним. В этой статье мы расскажем что такое TIG сварка, как применять оборудование сварочное для аргонодуговой сварки и какие правила нужно соблюдать, чтобы не нарушить технику безопасности при выполнении работ.
Содержание статьи
Общая информация
TIG сварка — (также аргонодуговая сварка) – это разновидность ручной дуговой сварки, выполняемой с помощью неплавящегося электрода (чаще всего вольфрамового) и инертного газа (защищающего сварную зону от окисления). Для выполнения TIG сварки необходим специальный аппарат аргонно дуговой сварки. Производители в характеристиках указывают, для каких сварочных технологий подходит конкретный сварочный аппарат. И если есть пометка «TIG», значит эта модель предназначена для аргонодуговой сварки.
Аппарат для аргонодуговой сварки позволяет использовать неплавящиеся электроды и защитный газ при выполнении работ. Принцип его работы мало чем отличается от стандартного инвертора для ММА сварки (ручной дуговой сварки покрытым электродом). При TIG сварке дуга так же образуется между свариваемым металлом и электродом. Отличие заключается в возможности подачи газа в сварочную зону.

Чаще всего используют газ аргон (отсюда и название «аргонодуговая сварка»), но вместо него можно использовать гелий или смесь гелия с аргоном. Газ выполняет защитную функцию, предотвращая окисление металла в зоне сварки.
Также помимо газа и неплавящегося электрода могут использоваться металлические прутки. Дело в том, что при TIG сварке электрод не участвует в формировании шва, он лишь расплавляет кромки не смешиваясь с основным металлом. Иногда этого достаточно, но в некоторых случаях приходится добавить в сварочную зону металлический пруток, чтобы сформировать шов.
Аппарат аргонной сварки применяется в бытовой, профессиональной и промышленной сварке. TIG технология широко используется при сборке самолетов, кораблей и ракет. Но это не значит, что вы не сможете применить такой аппарат в быту. Производители предлагают бюджетные модели аппаратов для TIG сварки, с помощью которых можно выполнить кузовной ремонт, например.
ТИГ сварка позволяет формировать качественные швы, но учтите, что эта технология не самая быстрая. Низкая производительность сварки — это одна из главных проблем данной технологии. Но если вы готовы с этим мириться, то инверторный аргонный сварочный аппарат существенно увеличит ваши профессиональные возможности.
Как мы уже упомянули выше, оборудование для TIG сварки может быть бытовым, профессиональным и промышленным. Отличаются они характеристиками. В основном мощностью и функционалом. Часто производитель сам указывает, к какому классу относится та или иная модель сварочного аппарата. Например, есть пометка «Класс: бытовой» или «Для профессиональной сварки». Обращайте внимание на наличие этой пометки, чтобы вам было проще выбрать сварочник.
Технология сварки
Аппарат аргонодуговой сварки применяется в паре с аргоновой горелкой, в которую помещается неплавящийся электрод. Данная горелка многофункциональна: она не только подает газ в сварочную зону, но и является держателем для электрода. Вылет электрода относительно горелки можно регулировать вручную.
Все начинается с подключения клеммы «массы» на металлическую заготовку. Этот процесс ничем не отличается от подключения клеммы при ручной дуговой сварке инвертором. Далее горелка с установленным внутрь электродом включается с помощью специальной кнопки. Одновременно с этим начинается подача газа. Формируется сварочная дуга.

Сварочная дуга плавит металл, благодаря чему можно сформировать шов. Если металла от детали недостаточно для формирования шва, можно использовать металлический присадочный пруток. Он должен быть изготовлен из того же металла, что и деталь.
Применяемые аппараты для аргонодуговой сварки — это, по сути, инверторы AC/DC. Такие аппараты способны работать как на переменном, так и на постоянном токе. Чаще всего применяют переменный ток, поскольку он более эффективен.
Что касается газа, то его можно подавать как по центру, так и под углом. Подача под углом чаще всего используется при необходимости быстрого выполнения работ. При выполнении сварки в спешке газ может выдуваться воздухом, а его подача под углом устраняет данную проблему. Иногда инвертор для ТИГ сварки используют в паре с двумя потоками газа.
Читайте также: Все, что вам нужно знать про сварочный газ
TIG сварка не так сложна, как может показаться на первый взгляд. Конечно, для ее выполнения желательно обладать хотя бы базовыми навыками сварки. Но это не значит, что вы должны иметь высокую квалификацию, чтобы выполнять подобные работы. Сначала качество швов может показаться неудовлетворительным. Но всегда помните, что сварочный аппарат — это всего лишь инструмент. Он расширяет ваши возможности. А результата во многом зависит именно от вас, а не от цены и технологичности аппарата.
Техника безопасности
Аргонодуговая сварка сопряжена с множеством рисков. Поэтому соблюдение техники безопасности — это не блажь, а необходимость. Так вы сохраните свое здоровье, а в некоторых случаях и свою жизнь.
Для начала, организуйте себе рабочее место. Если вы не собираетесь варить аппаратом для TIG сварки в больших объемах, то сделайте импровизированную кабину из фанеры, окрашенной огнеупорной краской. Ну а если вы работаете в цеху, то вам должны заранее обеспечить все необходимые условия работы, это не ваша задача.
Работаете на открытом воздухе? Держите оборудование для сварки аргоном под навесом или брезентом. Так вы защитите прибор от внезапных атмосферных осадков или прямых солнечных лучей. Если на улице идет дождь, то лучше отложить сварочные работы.
Учтите, что при работе с цветным металлом может выделяться много пыли и газов. Они негативно влияют на ваш организм, так что используйте средства индивидуальной защиты. Это должна быть роба, сварочная маска, перчатки. В некоторых случаях понадобится респиратор.
Держите неподалеку рабочий огнетушитель, чтобы предотвратить пожар. Не подпускайте к сварочным работам посторонних людей, не позволяйте домашним животным находиться близко к вам во время выполнения сварки.
Всегда проверяйте целостность кабелей, газовых шлангов, газовых баллонов и работоспособность самого аппарата перед проведением работ. Зачастую несчастные случаи происходят не по вине самих сварщиков, а лишь из-за неисправного сварочного кабеля или бракованного газового баллона.
Также мы не рекомендуем покупать сварочный аппарат для сварки аргоном от неизвестного производителя или в сомнительном полуподвальном магазине. Какой бы заманчивой ни была цифра на ценнике, помните, что ваше здоровье стоит слишком дорого, чтобы лишиться его из-за плохо сделанного сварочного аппарата.
Вместо заключения
Популярность аргоновой сварки легко объяснить. Эта технология хоть и требует от сварщика определенных навыков и не отличается высокой произвоительностью, но зато позволяет получить швы достойного качества. TIG сварка применяется в тех случаях, когда качество сварных соединений превыше всего.
Профессиональный аргоновый сварочный аппарат позволяет выполнять большие объемы работ без потери качества, что важно на крупном производстве. А недорогой бытовой инвертор с функцией аргонодуговой сварки расширит ваши возможности на даче или в гараже.
А что вы думаете по этому поводу? Доводилось ли вам применять аппарат для TIG сварки в своей работе? Поделитесь опытом и мнением в комментариях ниже. Так вы поможете многим новичкам лучше разобраться в теме. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
что это такое, способы соединения, особенности, преимущества
Сварка металлических деталей известна человечеству давно. Однако с развитием металлургии, появлением новых сплавов, соединений технология начала улучшаться, чтобы отвечать всем требованиям складывающихся реалий. Любому начинающему сварщику нужно узнать побольше информации о ТИГ сварке: что это такое, как пользоваться оборудованием, какими сильными и слабыми сторонами она обладает.

ТИГ сварка
Что такое ТИГ сварка?
Прежде чем переходить к описанию оборудования, разбору преимуществ и недостатков, необходимо разобраться с принципами технологии, особенностями ТИГ сварки. TIG сварка — это способ соединения металлов, при котором используется вольфрамовый электрод с защитным газом. Стержень считается «неплавящимся». Сварщик должен затачивать его перед применением, чтобы дуга была стабильной, а шов получался ровным.
Вольфрамовый электрод закрепляется в горелке по центру сопла. По краям горелки находятся отверстия, через которые подаётся защитный газ. Для этого применяется аргон. Он защищает место сваривания от образования оксидной плёнки. Дополнительно нужно использовать присадочную проволоку. Желательно, чтобы она была изготовлена из того материала, который нужно сварить.
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы оборудования не позволяли использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность и среди других направлений промышленности.
Преимущества и недостатки
Любой технологический процесс обладает сильными и слабыми сторонами. Преимущества аргоновой TIG сварки:
- Благодаря использованию защитного газа шов получается равномерным, без поров, трещин, пустот. Аргон защищает нагреваемую поверхность от оксидной плёнки, образующейся при взаимодействии горячего металла с кислородом.
- Уменьшаются внутренние напряжения, образующиеся во время сваривания без защитного газа.
- Металл не разбрызгивается.
- После сваривания изделия не нуждаются в дополнительной обработке.
- ТИГ сваркой можно соединять большинство известных металлов, сплавов.
- Достаточно попробовать поработать оборудованием 2–3 раза, чтобы освоить навык создания качественных, красивых швов.
Недостатки TIG сварки:
- Используя оборудование на открытом воздухе, нужно закрывать место соединения от ветра. Потоки воздуха сбивают направления движения защитного газа, ухудшают качество шва.
- Нужно тщательно подготавливать рабочую поверхность.
- Нельзя выбирать острый угол наклона горелки относительно заготовки. Это осложняет рабочий процесс.
- На месте, где зажигается электрическая дуга, остаётся отметка, которую нужно будет счистить.
Учитывая недостатки ТИГ оборудования, можно подготовиться к возможным сложностям во время эксплуатации сварки.

Красивые швы сварки
Применение
Поскольку ТИГ технология позволяет соединять множество металлов и сплавов на их основе, её используют в различных направлениях промышленности:
- Автомобилестроение, изготовление деталей для промышленного оборудования.
- Космическая промышленность.
- Строение кораблей, самолётов.
- Изготовление медицинских инструментов.
- Строительство, создание электроинструментов.
Часто ТИГ технология применяется в домашних условиях. С помощью аппаратов с вольфрамовыми электродами заваривают детали от кузова автомобилей, чинят радиаторы.
Режимы
ТИГ оборудование работает с помощью однополярного или переменного тока. Каждый из отдельных режимов ТИГ сварки применяется для разных материалов.

Режим ТИГ сварки
Постоянный ток
Оборудование, работающее на постоянном токе, обладает определёнными преимуществами. К ним относятся:
- Увеличивается экономичность рабочего процесса.
- Можно проваривать детали на большую глубину. Шов получается узки, но глубоким.
- Возрастает скорость сварочного процесса.
Минус подаётся на вольфрамовый электрод, плюс идёт на обрабатываемую деталь. Оборудование, работающее на постоянном токе, подходит для соединения легирующих сталей, нержавейки.
Переменный ток
Оборудование, во время работы которого происходит автоматическая смена минуса и плюса. При увеличении обратной полярности поверхность эффективнее очищается от оксидной пленки.
Оборудование
Проводить сварочный процесс с защитным газом, неплавящимся вольфрамовым электродом можно с помощью обычного инвертора с горелкой, которая может подавать газ. Однако существует два вида специализированного инструмента:
- Инвертор TIG. Дополняется блоком, который может вырабатывать прямой или переменный ток. Благодаря этому увеличивается функционал аппарата. Даёт возможность работать со сталями, алюминием, сплавами.
- Сварочные выпрямители. Аппарат преобразует переменный ток в постоянный. Является профессиональным аппаратом.
Оборудование и расходные материалы нужно выбирать зависимо от того, какой металл или сплав будет обрабатываться.

Инвертор ТИГ сварки
Алгоритм сборки сварочного аппарата
После покупки установки, расходных материалов, соединительных элементов нужно собрать отдельные детали и механизмы вместе. Этапы сборки:
- Соединить осциллятор с инвертором.
- Провод, отвечающий за массу, закрепить на клемме, отмеченной значком плюса.
- Провод, который соединён с горелкой, нужно подключить к клемме со значком минуса.
- На рукав, через который будет проводиться поток газа, закрепить горелку.
- Подготовить баллон с аргоном. Накрутить редуктор.
- Рукав, подающий газ, закрепить на редукторе.
- Инвертор подключить к общей сети — 220 В. Осциллятор должен питаться от блока питания, вырабатывающего 6 В.
Чтобы не ошибиться при подключении элементов, можно посмотреть схемы и обучающее видео. После сборки необходимо провести настройку аппарата. От этого будет зависеть качество проводимых работ.
Техника сваривания
Процесс сварки своими руками требует предварительной настройки аппарата. Для этого сварщику нужно выполнить ряд действий:
- При использовании неплавящихся вольфрамовых электродов их необходимо заранее подготовить. Рабочий стержень нужно заточить с помощью надфиля.
- После заточки электрода его нужно установить на горелку. Для этого используется цанговый зажим.
- Открыть вентиль на баллоне с аргоном. С помощью редуктора установить рабочий расход газа. Оптимальный показатель — 13 л/мин.
- Массу закрепить на обрабатываемой заготовке или металлическом рабочем столе.
- Включить осциллятор. Горелку поднести к поверхности металла.
- После нажатия на кнопку включения появится искра. Открыть подачу газа на горелке.
Расстояние между окончанием электрода и рабочей поверхностью должно быть не менее 3 мм. Вести заострённую часть можно по-разному. Если увеличивать расстояние между вольфрамовым наконечником и металлом, шов будет получаться широким, а глубина проварки уменьшится. При соединении тонких заготовок нужно делать движения горелкой справа налево. Чтобы сделать корневой шов, нужно вести электрод ровно. Угловые стыки соединяются под углом 45 градусов.
ТИГ сварка используется для соединения металлов и сплавов на их основе. Защитный газ, применяемый во время проведения работ, не даёт появляться оксидной плёнке. Важно правильно настраивать оборудование, затачивать неплавящийся электрод перед работой, удерживать дугу на одном расстоянии от заготовки.
metalloy.ru
Сварка ТИГ инвертором — преимущества и недостатки
Первенство в открытии соединения металлических частей путем сваривания принадлежит российскому ученому Бернадосу, открывшему этот способ в 80-х годах 19 века. Со временем были разработаны различные аппараты и приемы сварки разнообразных материалов. Один из таких способов — tig варка.
В статье можно узнать о том, что это за функция сварочных аппаратов и для чего используется сварка тиг инвертором.
Что такое ТИГ сварка
Если обычную конструкционную сталь можно соединить, используя обычную дуговую сварку, то для варки цветных металлов требуются отдельные способы.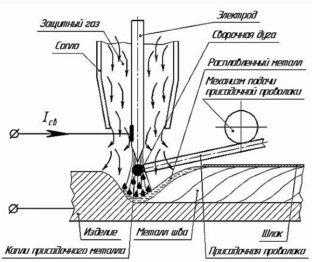
Тиг сварка — это технология, которая позволяет без проблем соединить алюминиевые детали. Весь процесс проходит в защитной среде из аргона. Если воспользоваться обычным способом без газа, то шов получится некачественным. Все дело в том, что при контакте разогретого алюминия с воздухом образуется окись, покрывающая место соединения. Пленка оксида этого металла имеет более высокую температуру плавления (2000° против 650 у чистого алюминия).
Именно оборудование с использованием аргона обеспечивает правильный процесс и качество сварочного шва. Инертный газ во время подачи оттесняет кислород и расплавленный алюминий прочно соединяется в точке соприкосновения. При этом применяют вольфрамовые неплавящиеся электроды.
Сварка ТИГ с помощью инвертора
Инвертор tig построен на преобразовании тока по схеме переменный-постоянный-высокочастотный переменный. То есть сварочный процесс происходит за счет более высокой частоты в отличии от трансформаторных образцов.
В сеть поступает переменный ток с частотностью в 50 Гц. Инвертор на выходе дает 50 кГц. При этом КПД аппарата возрастает до 90%.
Но, если с обычным инвертором все понятно, то как делают сваривание, используя сварочный инвертор тиг?
Наличие такой функции в аппарате предусматривает в конструкции возможность подключения горелки с подающими аргон (или гелий) шлангами.
Используя инвертор tig можно сваривать в среде инертных газов сталь на постоянном токе и алюминий со сплавами на переменном.
Как варить ТИГ способом используя инвертор
Как было сказано выше, Вам нужно обязательно учесть два фактора:
- Перенастроить аппарат на требуемый ток в зависимости от материала, который будет вариться.
- Подключить оборудование для аргонодуговой сварки (подача газа и горелка).
Обязательно убедитесь в том, что аппарат перенастроен на требуемый ток.
Выставив ток и подключив оборудование, нужно отрегулировать объем подачи газа вентилем, расположенным на горелке.
Таблица расхода аргона в зависимости от материала
Дальше нужно зажечь дугу и начать сваривание движением горелки по требуемому направлению. По мере прохода шва нужно добавлять присадочный материал. Это улучшит качество сварного соединения. Если подавать присадки очень много, то загрязняется вольфрамовый электрод и шов потеряет прочность.
Используя присадку, ее нельзя добавлять в средину сварочной ванны, легкими касаниями материал наносят на край по направлению движения электрода. Добавки обязательны при сварке алюминия, чтобы в швах не образовывались трещины.
При ведении сварочного шва горелку нужно наклонить приблизительно на 15-20 градусов от вертикали. Это позволит видеть весь процесс и контролировать сварочную ванну, а главное, будет образовываться качественное соединение. При правильном наклоне и скорости движения шов получиться слегка волнистым.
Но это только азы. Если Вы хотите научиться использовать сварочный инвертор тиг, то лучше всего обратиться к профессиональному сварщику.
Виды инверторов
Во-первых, выбирая аппарат для домашнего использования, стоит учитывать, что они бывают трех классов:
- Промышленные.
- Профессиональные.
- Бытовые.
Если Вы не планируете открывать сварочный цех на дому, то для периодического использования достаточно простого бытового аппарата. Разница между ними главным образом в продолжительности работы и, конечно, цене.
Во-вторых, выбирая инвертор, обратите внимание на функции, они обычно указаны маркировками: ММА, MIG-MAG, TIG.
- ММА — это обычная электродуговая сварка с использованием электродов.
- TIG — сваривание с использованием защитных газов.
- MIG-MAG — полуавтоматическая сварка проволокой в среде аргона.
Есть сварочные инверторы, объединяющие все эти четыре функции в одном аппарате. Естественно, они будут стоить дороже. Вам стоит решить, что будет нужнее в домашнем хозяйстве. Обычно достаточно двух режимов ММА и TIG.
Производителей сварочных инверторов огромное количество это и известные Tesla и Kaiser или отечественные марки Сварог, ну и самые дешевые китайские, которых очень много.
Преимущества и недостатки TIG сварки
Инверторный сварочный аппарат тиг, как и любой другой, будет иметь свои положительные и отрицательные моменты.
Небольшая площадь нагрева при работе, сохраняет изначальную форму и параметры деталей
Защитная среда дает более качественный сварочный шов
Используя инвертор для тиг сварки можно ускорить весь процесс, так как аргон увеличивает мощность дуги
Простота использования сварочных инверторов тиг упрощает обучение рабочему процессу
Сварочный шов получается очень аккуратным и небольшим по размеру, что не испортит вид деталей
Сложность настройки при отсутствии опыта
Чувствительна к сильному ветру и сквозняку
Как и любой другой бытовой, инвертор с функцией тиг чувствителен к низким температурам
Но, при таких недостатках, преимуществ для использования инверторного сварочного аппарата тиг больше. Еще десять лет назад для сваривания цветных металлов нужно было искать специалиста, что не всегда представлялось возможным. Сегодня масса образцов таких аппаратов по доступной цене упростили весь процесс. И, мало того, даже новичок, способен быстро обучится сварке в аргоновой среде за очень короткие сроки.
Инвертор с функцией tig обладает еще одним громадным преимуществом — компактностью.
Но, решив приобрести такое оборудование, стоит призадуматься — а нужно ли оно вообще. Большинство дешевых моделей имеют маркировку тиг, при этом не позволяют менять подаваемый ток. То есть можно получить инвертор с функцией тиг, что сваривает только конструкционную сталь на постоянном токе, а такой технологический процесс вполне обеспечит обычная ММА сварка.
Сварочные аппараты с действительно универсальными функциями стоят намного дороже, при этом еще стоит учесть дополнительные расходы на материалы: вольфрам, газ и присадки. Например, если прибор нужен только для того, чтобы заварить кастрюлю, то проще приобрести новую — это обойдется дешевле. Хороший инвертор сварочный tig понадобится в случае, если вы планируете развить серьезную работу с разными металлами.
И еще один момент — это полуавтоматическая сварка в аргоновой среде. Прекрасный выбор, если нужно выполнять действительно тонкую работу. Такие приборы позволяют сваривать тонкостенные детали без угрозы прожечь их. Незаменимы при ремонте автомобилей.
А что Вы думаете по этому поводу, поделитесь своим опытом в выборе сварочных инверторов с функцией тиг в комментариях к этой статье. Насколько целесообразно использование таких инверторов в домашнем хозяйстве и как дорого обойдется приобретение качественного прибора со всеми требуемыми расходными материалами? И какие сварочные аппараты инверторного типа tig лучше всего приобрести для себя.
wikimetall.ru
что это такое? Технология и режимы работы ТИГ-сварки
Без сварочных работ трудно себе представить авиацию, космос, машиностроение и строительство, востребована сварка и в быту. Самые разнообразные способы соединения металлов и их сплавов широко используются в настоящее время, и отдельное место здесь занимает недорогой, но эффективный метод TIG-сварки. Мы проведём обзор способов работы, технологий и металлов, которые свариваются этим методом. Отдельное внимание следует уделить аппаратуре, оборудованию и расходным материалам, а также принципам работы в среде защитного инертного газа.
Преимущества и недостатки аргонодуговой сварки
Одним из методов сварки металлов является ММА, при котором работа производится плавящимися покрытыми электродами, переменным или постоянным (AC/DC) выходным током. Кроме того, широко используется полуавтоматическая сварка MIG/MAG в среде защитного или активного газа. Следующей, промежуточной по ценовой категории, является TIG сварка, которую иначе называют аргонодуговым методом. В нём процесс сварки металлов дугой короткого замыкания производится неплавким вольфрамовым электродом в среде защитного газа, препятствующего окислению на открытом воздухе.
В качестве источника АС/DC-тока используется сварочный инвертор, оснащённый евроразъёмом, через который подаётся газ и выходной ток к горелке, а также проходят управляющие сигналы. В отличие от метода MIG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Через горелку с сеткой подаётся газ, а затем с задержкой в 1 секунду — напряжение. Это делается для того, чтобы сварка начиналась в среде защитного газа, который подаётся под давлением и будучи тяжелее воздуха препятствует окислению заготовок.

Лучше понять, что такое TIG-сварка, поможет оценка достоинств и недостатков данного способа соединения металлов, особенно в сравнении с методами MMA и MIG. К преимуществам аргонодуговой сварки относятся следующие параметры:
- возможность работать как с тонкостенными деталями, так и с заготовками значительной толщины;
- работа в AC/DC-режимах;
- широкие диапазоны регулировки параметров сварочного тока;
- использование негорючих газов, что повышает безопасность работ;
- тугоплавкие электроды многоразового использования;
- надёжный, цанговый зажим горелки для сменных электродов различной толщины;
- наличие осциллятора для улучшенного розжига дуги;
- возможность работы с прямой и обратной полярностью.
У этого метода есть и определённые недостатки, которые не оказывают существенного влияния на рабочий процесс. Они заключаются в следующем:
- невысокая скорость сварки по сравнению с другими методами;
- необходимость работы в закрытых помещениях, чтобы исключить перерасход газа;
- малая мобильность;
- ручная подача сварочной проволоки.
Важно знать, что сварочные работы являются источником повышенной опасности, и необходимо пользоваться специальной одеждой, крагами и защитной маской Хамелеон или идентичной ей.
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом. В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Очень важно подбирать сварочную и присадочную проволоку наиболее близкой по составу к свариваемому материалу, сплавам и разнородным сочетаниям.
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.

Режимы работы и технология сварки TIG
Металлы и сплавы в зависимости от физико-химических свойств свариваются в разных режимах работы источника тока. Причиной этому является тугоплавкость окисной плёнки или толщина заготовок. На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретной задаче и определённому металлу. Методу ТИГ доступны следующие режимы работ:
- способ с применением постоянного тока (DC) различной полярности;
- работа на переменном выходном, высокочастотном токе (AC) с использованием различных вольтамперных характеристик для щадящего воздействия на детали;
- способ бесконтактного высоковольтного розжига дуги с помощью осциллятора, формирующего разряд.
Постоянный ток используется при сварке сплавов алюминия и магния с обратной полярностью, что обеспечивает хорошие прочностные характеристики сварочного шва и позволяет разрушить тугоплавкую оксидную плёнку на поверхности заготовок. Кроме того, используется соответствующие сварочные прутки, которые подаются в зону плавления вручную поступательными движениями. Остальные виды металлов свариваются постоянным током прямой полярности с присадочной проволокой и подбором силы тока.
Работа с использованием переменного тока называется импульсной сваркой, поскольку разогрев металла происходит на пиковых значениях высокочастотных колебаний. При базовых показаниях силы тока нагрев заготовок снижается, что не допускает перегрева (особенно тонкостенного) металла. Тугоплавкий электрод необходимо держать под углом, близким к 90о, но с наклоном в сторону направления сварочного процесса без поперечных движений, а пруток подавать лёгкими поступательными колебаниями в сварочную ванночку.
Очень важно следить за чистотой заготовок, сварочного прутка и вольфрамового электрода, иначе качество работы резко падает.
Осциллятор путём подачи на заготовки высоковольтного слаботочного напряжения позволяет осуществить розжиг дуги бесконтактным способом, что предотвращает загрязнение рабочей поверхности электрода. Что касается инертного аргона, то он выпускается высшей и первой степени очистки и часто используется в смеси с гелием. Это сочетание позволяет достигать наилучшего результата, но иногда аргон используется в смеси с углекислым газом для экономии.
Заключение
Мы постарались максимально подробно рассказать о ТИГ-сварке и её применении при работе с различными металлами и в режимах постоянного и переменного тока. Метод требует затрат и определённой квалификации, но овладев им, вы получите универсальный способ соединения самых разнообразных деталей и возможности ремонта металлоизделий разной толщины.
electrod.biz
оборудование и сфера применения метода, принцип работы аппарата – Дуговая сварка на Svarka.guru
Среди современных видов надежного соединения металлических конструкций выделяется метод сварки TIG, который применяется в машиностроении, при ремонте автомобилей на СТО, а также на многих других предприятиях, когда нужно сварить детали разной конфигурации. После такого воздействия остаются аккуратные швы, которые не портят внешний облик изделия, но сохраняют его прочность.
Общая информация
TIG сварка — это ручной вид сваривания деталей, при котором применяется неплавящийся электрод из вольфрама, защиту выполняет чистый аргон. Аббревиатура расшифровывается просто вольфрам плюс защитный инертный газ, а вот что это такое тиг сварка, надо объяснить более подробно. Главную роль играет электрод из вольфрама с большой температурой плавления, поэтому во время работы он практически не изменяет свой конфигурации.
Вольфрамовый стержень закрепляется в центре сопла, из которого под давлением выходит аргон, защищающий место сварки от окисления. Сварочная дуга оплавляет металл кромок деталей, присадочную проволоку, формируя прочный шов. Применяя такой вид сварки, новички успешно соединяют детали из алюминия, который трудно поддается такому виду обработки из-за особого строения поверхности.
Изучив на практике, что это такое tig сварка, исполнители, не имеющие опыта в соединении цветных металлов, будут уверенно работать на производстве, потому что инертный газ надежно защитит расплавленный металл от возможного окисления.
Применение на производстве
Такой прогрессивный вид сварки получил широкое использование из-за большой температуры дуги, позволяющей качественное соединение углеродистых сталей и цветных металлов. Исполнитель может с одинаковой уверенностью обрабатывать изделия из чугуна, алюминия и их сплавы, варить тугоплавкие металлы. При сварке конструкций из нержавеющей стали получаются эстетичного вида шовные соединения, которые не требуют дополнительной обработки.
Автомобильные концерны, производители ракетно-авиационной техники, пищевая и нефтеперерабатывающая промышленности — все заинтересованы в приобретении аналогичного оборудования из-за его надежности и качества сварки.
Преимущества и минусы
ТИГ сварка имеет в своем арсенале множество достоинств:
- При нагревании металл деформируется минимально.
- Аргон намного тяжелее молекул кислорода, содержащихся в воздухе, поэтому он вытесняет их из сварочной ванны, не допуская окисления.
- Все виды работ выполнить нетрудно, исполнитель, даже не имея большого опыта, быстро справляется с поставленной задачей.
- Шов получается ровным и аккуратным, не требуется последующая обработка.
- Легко соединяются тугоплавкие металлы и алюминиевые конструкции, считающиеся на производстве проблемными.
- Минимальное негативное воздействие на экологию окружающей среды.
Welding TIG имеет и ряд негативных свойств:
- на открытом воздухе при порывах ветра ее невозможно применить, так как инертный газ выдувается из сварочной ванны;
- требуется тщательная предварительная подготовка кромок деталей;
- проблемы сварки в труднодоступных местах из-за конструкции горелки.
Новички часто задают вопрос — что это за название TIG lift, эта функция поджога дуги, когда электрод касается металла, а затем отводится на нужное для качественной сварки расстояние. В момент отведения возбуждается сварочная дуга, но на поверхности остается след, который нужно зачистить после окончания работ.
Технология выполнения
Перед началом работы надо тщательно зачистить свариваемые стыки, так как посторонние примеси могут нарушить целостность шва, негативно влияя на качество.Для выбора силы тока существуют специальные таблицы, которые для удобства использования размещают на лицевой стороне аппаратов. Оптимальная длина сварочной дуги не более трех и не менее полутора миллиметров. При сварке методом встык ее выход не более 5 мм, а при соединении угловых конструкций — до 8 мм.
Как варить TIG сваркой
Выбирая правильный режим, сварщик уже имеет 50% успеха в прочном соединении конструкции. В таблице приведены варианты подборки диаметра электрода и силы тока, которые напрямую зависят от толщины соединяемых деталей.
| Толщина заготовки, мм | Величина тока, ампер | Размер электрода, мм |
| 1 | 44—56 | 1,5 |
| 2 | 79—91 | 2,0 |
| 3 | 121—150 | 3,2 |
| 4 | 165—190 | 5,0 |
Затем устанавливают вариант полярности: прямую при постоянном токе и обратную при переменном его значении. На качество и скорость сварки влияет острота заточки, а ее угол меняется для соединения толстых металлов.
Чтобы активировать дугу сварщик проводит прутком по поверхности конструкции (принцип зажигания спичек) или используется TIG lift. Бесконтактный вариант возбуждения возможен только при эксплуатации профессионального аналогичного типа оборудования.
Особенности комплектации
Она довольно простая: нужен аппарат, для подсоединения массы и горелки — прочные шланги, редуктор, обеспечивающий регулировку давления защитного газа установливается на газовый баллон. Горелки используются двух видов:
- №1 — металлы толщиной не более 3 мм.
- №2 — для более толстых конструкций.
Величина тока при первом варианте не столь большая, поэтому корпус быстро остывает естественным способом, второй вариант — применяется водяное охлаждение: смесь спирта-этанола и дистиллированной воды циркулирует от аппарата к горелке, охлаждая шланг и корпус, а также защищая их в минусовую погоду от переохлаждения.
Правильное использование инвертора
При аргонной сварке из инвертора своими руками, новичкам полезно узнать некоторые нюансы: вначале настроить аппарат на необходимую силу тока, подключить шланги. Значение имеет вид подключаемого тока, после этого надо отрегулировать подачу газа, сверяясь с таблицей, представленной ниже.
| Расход газа, л/мин | Металлы |
| 15—20 | алюминий |
| 10—12 | медь |
| 6—8 | низколегированная сталь |
| 12—14 | сплавы магния |
| 10—12 | никелевые сплавы |
Теперь можно активировать дугу и начинать сварку, добавляя присадочную проволоку для улучшения качества сварки.
Горелку сварщик держит под определенным углом, что позволяет ему визуально правильное выполнение соединения металлов.
Делаем аппарат в домашних условиях

Простой способ — это использовать уже обычный инвертор MMA с подходящими для сварки параметрами, но надо его доработать и перенастроить. В результате вы получаете инверторный агрегат, который позволяет сварку металла с подключением любого вида тока. Потребуется комплект шлангов для подключения горелки заводского изготовления, осциллятор и блок задержки подачи тока.
Второй вариант предусматривает изготовление всех компонентов схемы собственноручно — это снижает денежные затраты, но от исполнителя требуются знания и высокие навыки в сборке, изготовлении сложных плат и деталей, а также много свободного времени.
Функциональные режимы
Постоянный ток
К электроду подключают минус, а к конструкции плюс, это позволяет:
- увеличить скорость процесса;
- сварочная ванна получается узкая и глубокая;
- повышать срок эксплуатации неплавящихся электродов.
Аналогичный режим применяют для сварки нержавеющих и высоколегированных сталей.
Переменный ток
Такое подключение позволяет менять полярность в процессе соединения металлов, тем самым разрушая окисную пленку. При этом производят такие регулировки:
- повышая величину обратной полярности, исполнитель улучшает очистку поверхности металла от окисления;
- подача минуса на электрод увеличивает проплавку металла и оптимальную глубину сварочной ванны.
Процесс используется для тугоплавких сплавов и цветных металлов.
Электроды и их характеристики
При TIG сварке применяются стержни, состоящие до 99% из прочного вольфрама, разные добавки способствуют улучшению шовного соединения. Например, WC-20 содержат оксиды церия, эксплуатируются на малых значениях постоянного тока, дуга легко активируется, такие электроды используются для сварки небольших деталей.
WL-20 из-за оксида лантана, не так сильно нагреваются при эксплуатации, поэтому срок службы — наиболее продолжительный. Электроды марки WZ-8 с содержанием оксида циркония, работают только при подключении переменного тока, отличаются стабильностью дуги. А стержни с маркировкой WY-20 устойчивы к большим величинам тока из-за наличия оксида иттрия, применяются для сварки особо важных конструкций.
Виды заточки
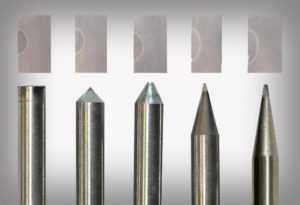
Качество шва зависит от формы обработки: постоянный ток — электроды заточены на конус с плоской площадкой на контактной части, переменный — окончание закругляется. Периодически пруток полируется, чтобы удалить мелкие повреждения и наплывы. Если длина конуса небольшая, то ширина шва аналогичная, для оптимальной проварки металла используют длину заточки равную двум диаметрам электрода.
Распространенные ошибки
Уменьшение объема электрода происходит при неправильной регулировке силы тока и недостаточном давлении газа, подача которого продолжается не менее 10 секунд после деактивации дуги. Если же газ отключается сразу, то происходит окисление разогретого стержня.
Электрод изменяет цвет из-за небольшой скорости подачи защитного газа, а некачественный шов получается при попадании водяных паров, вследствие неплотного резьбового соединения шлангов, где происходит циркуляция охлаждения.
Техника безопасности
Нарушения правил безопасности ведет к профзаболеваниям исполнителей, возникновению предпосылок к несчастным случаям и травматизму на производстве. При больших объемах сварочных работ они должны проводиться в специальных помещениях или отгороженных кабинах, где устраивается вентиляция для удаления вредоносных газов.
При строительстве зданий устраиваются огороженные площадки, при этом высота щитов должна быть не менее двух метров, сварка в пожароопасных местах производится с неукоснительными соблюдениями требований пожаробезопасности. Оборудование на открытых участках защищается от осадков навесами или укрывается плотным брезентом.
Важно! Аргонодуговую сварку запрещено производить, когда идет дождь, особенно это опасно при грозе, т. к. вероятность поражения электроразрядом высокой силы многократно возрастает.
При сварке цветных металлов выделяется огромное количество вредоносных газов и пыли, что негативно сказывается на здоровье сварщиков, поэтому нужно обеспечить эффективную вытяжку и приточную вентиляцию в помещении. При их оборудовании надо учесть, что вредные примеси удаляются от места проведения сварки под углом и в противоположную от исполнителя сторону.
В. И. Никаноров, образование: ПТУ, специальность: оператор аргонодуговой сварки, опыт работы: с 1995 года: «Начинающие сварщики должны помнить, что здоровье зависит только от вас самих, поэтому никогда не соглашайтесь работать в местах необорудованных надежной вентиляцией — молоко не спасет вас от отравления вредоносными отходами сварки, скопления их в организме».
Выводы
Методика TIG основана на технологичном способе сварки различных металлов при защите от окисления нейтральными газами, с участием присадочной проволоки и неплавящегося вольфрамового электрода. Даже начинающий сварщик свободно соединяет черные и цветные металлы, а также тугоплавкие сплавы. Оборудование позволяет осуществить глубокую сварку различных конструкций, но теоретические знания и профессиональные навыки нужны, как и в любой другой профессии.
svarka.guru