Швы сварки виды и основные классификационные признаки
Сварное соединение – это участок конструкции, отдельные элементы которой соединены при помощи сварки. Оно состоит из одного или нескольких сварных швов, прилегающих к ним зон основного металла, называемых зонами термического влияния, а также примыкающих участков основного металла, не претерпевшего структурных изменений в результате сварки.
- Виды соединения сварных швов
- Прочие классификационные признаки сварных швов
- Геометрия сварных швов
Сварным швом называют закристаллизовавшийся металл, который во время сварки находился в расплавленном виде. Швы определяют геометрическую форму, прочность и сплошность металла в зоне сварки. На свойства сварного соединения влияют характеристики металла сварного шва, зон термического влияния и примыкающих к ним участков основного металла.
Виды соединения сварных швов
По типу соединения сварные швы подразделяют на следующие группы:
- Стыковые швы используют для получения стыковых соединений.

- Угловые швы используют для получения тавровых, крестовых, угловых, нахлёсточных соединений. Различают их по форме подготовки кромок и по сплошности шва по длине. По форме поперечного сечения угловые сварные швы разделяют на следующие виды – без разделки кромок, с одно- или двухсторонней разделкой кромок. По протяжённости угловые швы выполняют непрерывными, прерывистыми, с шахматным или цепным расположением швов.
- Разновидностями выше названных типов сварных швов являются пробочные и прорезные, выполняемые в нахлёсточных соединениях, редко – в тавровых. Прорезной образуется при полном проплавлении верхнего листа, а иногда и последующих, и при частичном проплавлении нижнего элемента (листа или детали). Пробочный (или точечный), при дуговой сварке его называют электрозаклёпкой, является частным случаем прорезного шва. При приварке толстых листов прорезные швы могут выполняться по заранее подготовленным отверстиям (для пробочной сварки) или прорезям (для непрерывных швов).

Виды сварочных швов по положению в пространстве
По расположению в пространстве бывают: нижними, горизонтальными, вертикальными и потолочными.
- Сварка в нижнем положении осуществляется на расположенной внизу горизонтальной поверхности. Это наиболее технологически простой по своему выполнению способ. Благоприятные условия для получения высококачественных швов объясняются тем, что расплавленный металл попадает в сварочную ванну в направлении силы тяжести, а сама ванна располагается в горизонтальном положении.
- Сварка горизонтальных швов осуществляется горизонтально на вертикальной плоскости. Этот процесс представляет некоторую сложность из-за стекания металла на нижнюю кромку. В результате этого по верхней кромке может образоваться подрез. Сварка угловых швов в нахлёсточных соединениях, произведенная в горизонтальном положении, не представляет затруднений. По технике выполнения она напоминает сварку в нижнем положении и зависит от того, какой катет шва необходимо получить.
- Сварка вертикальных швов производится на вертикальной поверхности способами «снизу вверх» или «сверху вниз». При сварке на подъём расположенный снизу металл удерживает металл, стекающий сверху. Но вид шва при этом – грубо чешуйчатый. При сварке на спуск получение качественного провара значительно затруднено.
- Сварка потолочных швов предусматривает осуществление соединения элементов на потолке и является наиболее сложной в исполнении. При сварке потолочных швов затруднено выделение газов и шлаков из металла сварочной ванны. Свойства сварного шва в этом случае ниже аналогичных характеристик, выполненных в других пространственных положениях.

 При сварке на подъём расположенный снизу металл удерживает металл, стекающий сверху. Но вид шва при этом – грубо чешуйчатый. При сварке на спуск получение качественного провара значительно затруднено.
При сварке на подъём расположенный снизу металл удерживает металл, стекающий сверху. Но вид шва при этом – грубо чешуйчатый. При сварке на спуск получение качественного провара значительно затруднено.к меню ↑
Прочие классификационные признаки сварных швов
По конфигурации различают следующие виды сварных швов: продольные – прямолинейные и криволинейные, кольцевые.
- Сварка продольных швов на заготовках значительной протяжённости требует тщательной подготовки металла, предназначенного для сварки. Поверхность заготовок не должна быть волнистой, заусенцы кромок необходимо зачистить. Сварка продольных швов осуществляется при обязательной зачистке кромок от ржавчины, грязи и других загрязнений, а также удалении влаги с их поверхности.
- Сварка кольцевых швов, особенно при малых диаметрах изделия, требует корректировки сварочного режима, применяемого для продольных швов металла такой же толщины. В случаях малых диаметров качественное формирование шва достигается снижением сварочного тока.

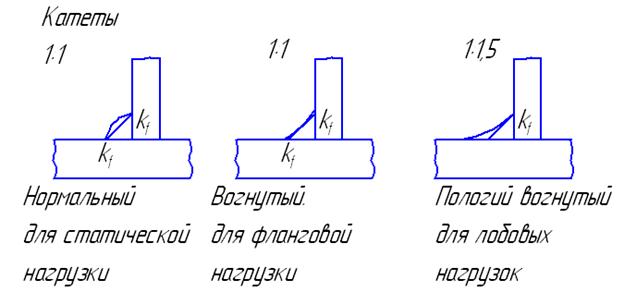
По форме наружной поверхности сварные швы бывают выпуклыми, вогнутыми и плоскими. Плоские и вогнутые швы хорошо работают при динамических нагрузках благодаря отсутствию ощутимого перехода от шва к основному металлу.
По условиям работы сварные швы разделяют на рабочие, непосредственно воспринимающие нагрузки, и соединительные, предназначенные для скрепления частей детали или конструкции.
к меню ↑
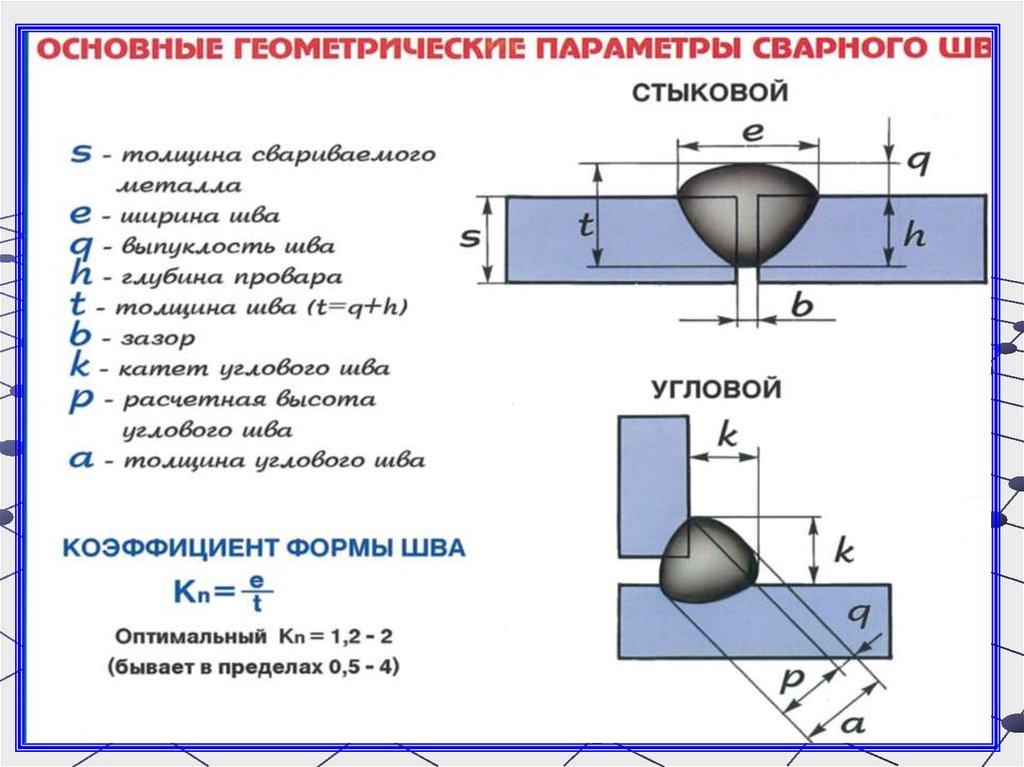
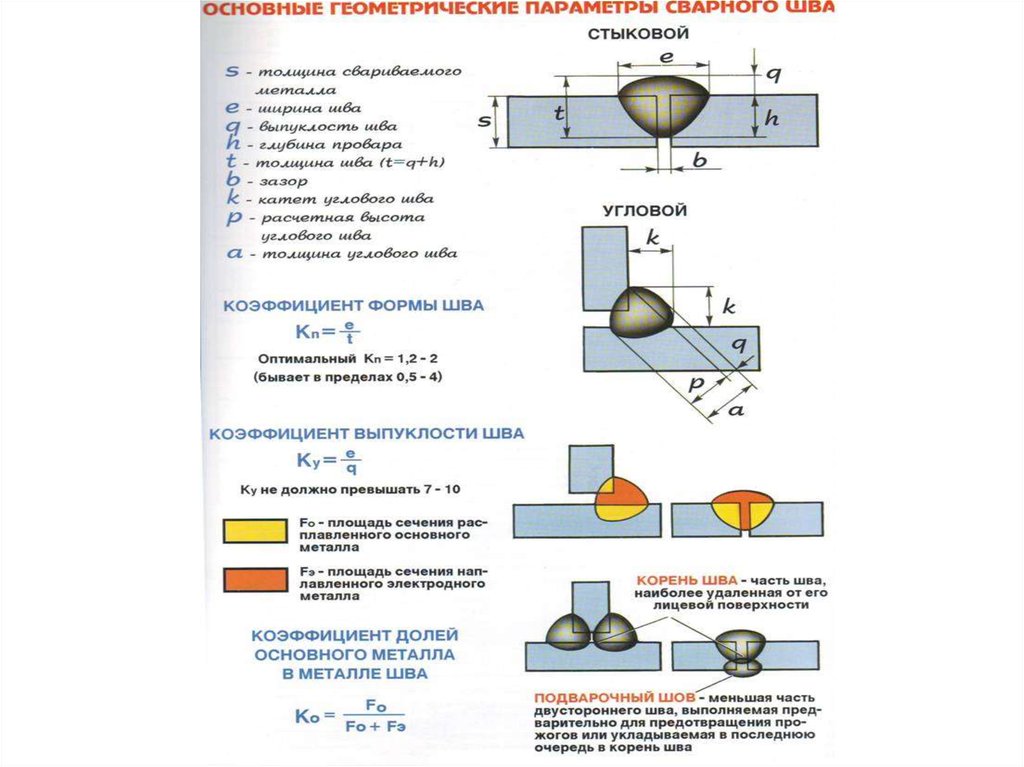
Геометрия сварных швов
К общим геометрическим параметрам, характеризующим сварные швы, относят: ширину, вогнутость, выпуклость, корень шва.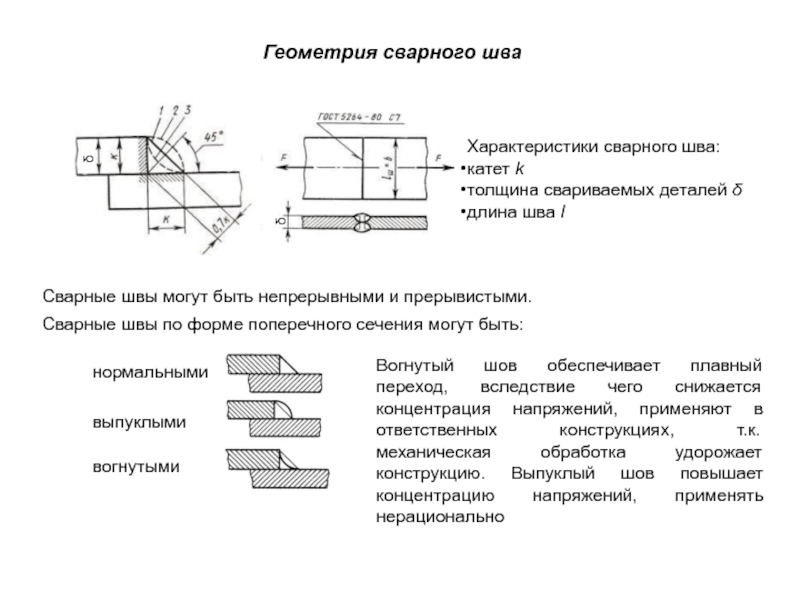
- Шириной называют расстояние между визуально различимыми линиями сплавления шва.
- Вогнутость измеряется расстоянием между плоскостью, проходящей по видимым линиям границ шва и основного металла, и поверхностью, расположенной в месте максимальной вогнутости. Вогнутый корень стыковых швов считается дефектом обратной стороны, им могут обладать односторонние швы.
- Выпуклость шва определяется расстоянием межу плоскостью, которая проходит по видимым линиям границ основного металла и шва, и поверхностью шва в месте максимальной выпуклости.
- Корень – это часть шва, максимально удалённая от лицевой поверхности, которая по существу является его обратной стороной.
Угловые швы характеризуют следующие размерные параметры: катет, толщина, расчётная высота.
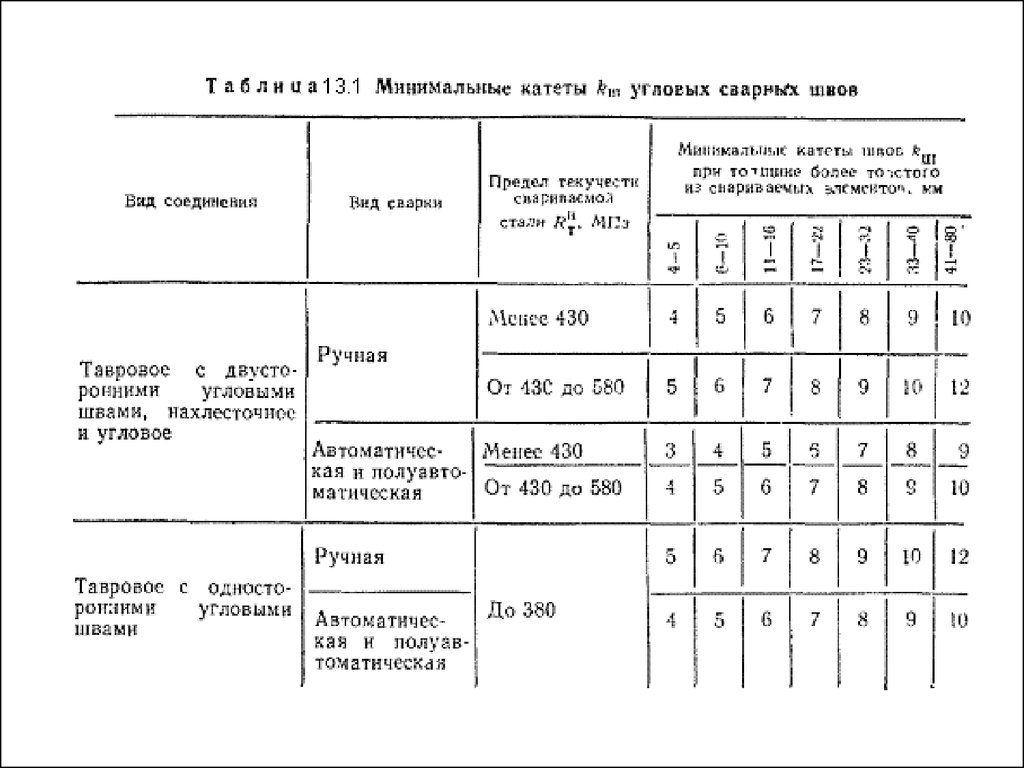
- Катет угловых швов – кратчайшее расстояние от поверхности первого свариваемого элемента до границы сварного шва на поверхности второго элемента. Катет является параметром режима, который необходимо соблюдать во время сварки. В угловых соединениях для сварки изделий одинаковой толщины катет шва может быть задан толщиной кромок. Для угловых и тавровых соединений катет принимают равным толщине материалов, а при тавровом соединении изделий разной толщины его приравнивают к толщине более тонкого элемента. Катет должен иметь достаточные размеры для обеспечения прочности соединения, но слишком большая его величина может вызвать сварочные деформации.
- Толщиной углового шва называют максимальное расстояние от его поверхности до точки наибольшего проплавления основного металла.
- Величину расчётной высоты используют для оценки прочности сварного соединения.
 В угловых соединениях для сварки изделий одинаковой толщины катет шва может быть задан толщиной кромок. Для угловых и тавровых соединений катет принимают равным толщине материалов, а при тавровом соединении изделий разной толщины его приравнивают к толщине более тонкого элемента. Катет должен иметь достаточные размеры для обеспечения прочности соединения, но слишком большая его величина может вызвать сварочные деформации.
В угловых соединениях для сварки изделий одинаковой толщины катет шва может быть задан толщиной кромок. Для угловых и тавровых соединений катет принимают равным толщине материалов, а при тавровом соединении изделий разной толщины его приравнивают к толщине более тонкого элемента. Катет должен иметь достаточные размеры для обеспечения прочности соединения, но слишком большая его величина может вызвать сварочные деформации.Для угловых швов вогнутая форма поверхности с плавным переходом к основному металлу считается благоприятной. Это связано с тем, что в угловых швах тяжело проварить корень на полную толщину, особенно при проведении сварки наклонным электродом.
В процессе контроля качества реальных изделий катет и толщину измеряют с помощью различных шаблонов.
На качественные показатели сварных соединений оказывает влияние множество факторов, которые необходимо учитывать при выборе типа соединения для получения требуемых эксплуатационных характеристик свариваемых деталей и конструкций.
Похожие статьи
- Сварка в различных положениях: правильный выбор угла наклона сварочного электрода
- Сварочные швы: виды соединений
- Сварка труб под давлением — сложно ли это на практике?
- Сварка швеллеров без потери прочности соединения
Сварные соединения. Беспокоиться или нет?
Сварные швы и болты — наиболее сложные элементы с точки зрения моделирования узлов. Заготовки в Excel могут немного упростить их расчёт. Моделировать такие соединения в FEA программах весьма сложно ввиду отсутствия готовых моделей и наборов для болтов и сварки. Для решения этих задач был разработан КМКЭ и реализован в программе IDEA StatiCa.
Модель сварных швов в КМКЭ
В решатель IDEA StatiCa заложена уникальная методика, которая носит название Компонентного метода конечных элементов (КМКЭ).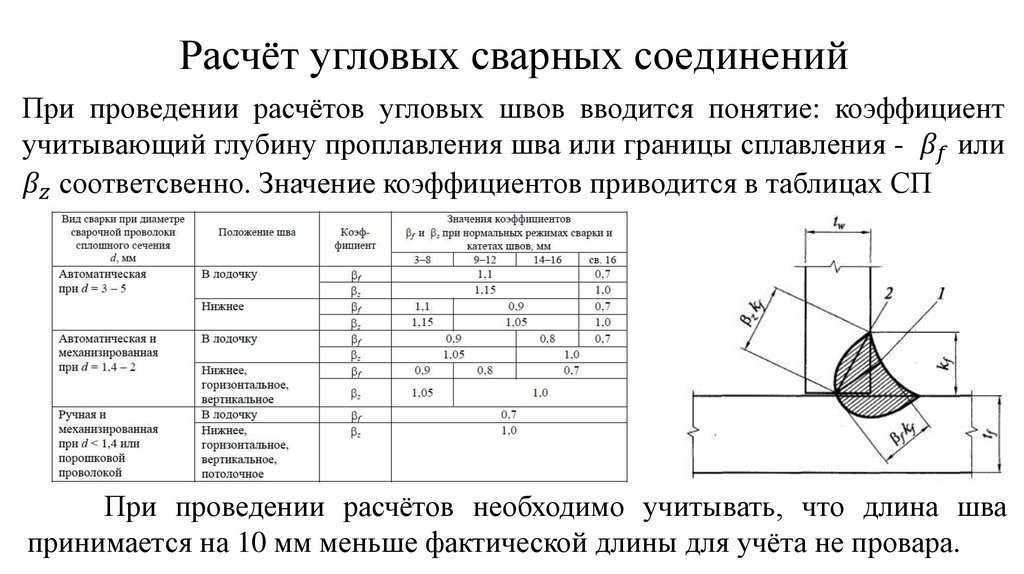
Есть несколько подходов к описанию сварных швов в численных моделях. Большие деформации делают механический анализ более сложным. Здесь могут быть использованы различные способы описания сетки конечных элементов, кинетические и кинематические переменные, а также сложные модели. Как правило, в расчётах используются различные типы геометрических 2D и 3D моделей, и, как следствие, разные типы конечных элементов в зависимости от требуемой точности. Наиболее часто применяемой моделью материала является общая пластическая модель, не зависящая от времени, с критерием текучести по фон Мизесу. Остаточные напряжения и деформации, вызванные свариванием деталей, в расчётной модели не учитываются.
 Такое соединение называется многоузловым объединением ( МО, multi-point constraint, MPC, в английском варианте). Оно связывает узлы конечно-элементной сетки одной пластины с гранью или поверхностью другой пластины. Узлы не соединяются напрямую. Преимущество такого подхода — возможность соединять пластины с несогласованными сетками конечных элементов (сетки различной плотности). Эти ограничения позволяют моделировать срединную поверхность свариваемых пластин с небольшим смещением, соответствующим реальной конфигурации сварного шва и его толщине. Распределение нагрузки по сварному шву наследуется от МО (МРС), а напряжения вычисляются в сечении шва. Этот момент очень важен при распределении напряжений в пластине, расположенной под сварным швом при моделировании Т-образных соединений.
Такое соединение называется многоузловым объединением ( МО, multi-point constraint, MPC, в английском варианте). Оно связывает узлы конечно-элементной сетки одной пластины с гранью или поверхностью другой пластины. Узлы не соединяются напрямую. Преимущество такого подхода — возможность соединять пластины с несогласованными сетками конечных элементов (сетки различной плотности). Эти ограничения позволяют моделировать срединную поверхность свариваемых пластин с небольшим смещением, соответствующим реальной конфигурации сварного шва и его толщине. Распределение нагрузки по сварному шву наследуется от МО (МРС), а напряжения вычисляются в сечении шва. Этот момент очень важен при распределении напряжений в пластине, расположенной под сварным швом при моделировании Т-образных соединений.
В наших Теоретических основах вы можете найти больше информации об особенностях моделирования сварных швов в КМКЭ и верификации их моделей.
Если вы хотите узнать больше о КМКЭ в общем, то Общие теоретические основы — это определённо то, что вам нужно для начала.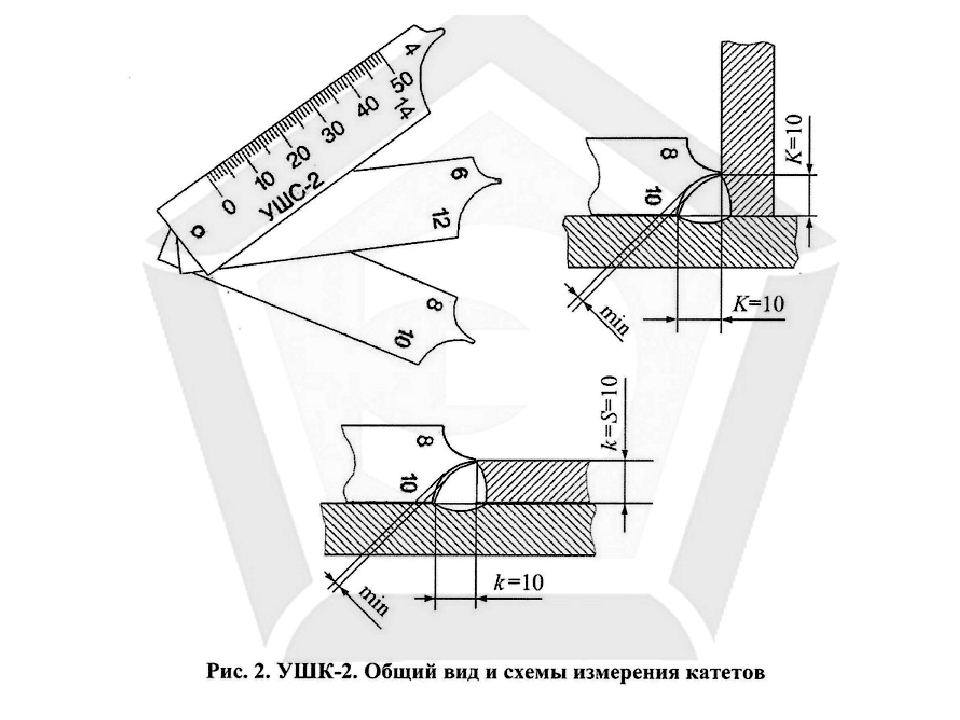
Сварные швы в нормативных методиках
Проверка сварных швов по СП 16
В IDEA StatiCa можно задавать швы с полным проваром или угловые швы, они могут быть непрерывными по всей длине граней соединяемых деталей, частичными или прерывистыми. Швы с полным проваром считаются равнопрочными материалу соединяемых деталей и поэтому не проверяются. В случае угловых швов между интерполяционными кинематическими вставками, соединяющими пластины, добавляется специальный упругопластический элемент сварки. Материал этого элемента работает идеально-упруго-пластически, что позволяет перераспределять напряжения с более нагруженных элементов сварного шва на менее нагруженные и получить прочность шва, схожую с ручным расчётом в случае произвольных сварных швов или тавровых сварных швов в соединениях, не подкреплённых рёбрами жёсткости. Проверка выполняется для самого нагруженного элемента сварного шва.
Самый нагруженный элемент углового сварного шва проверяется согласно п. 14.1 СП 16.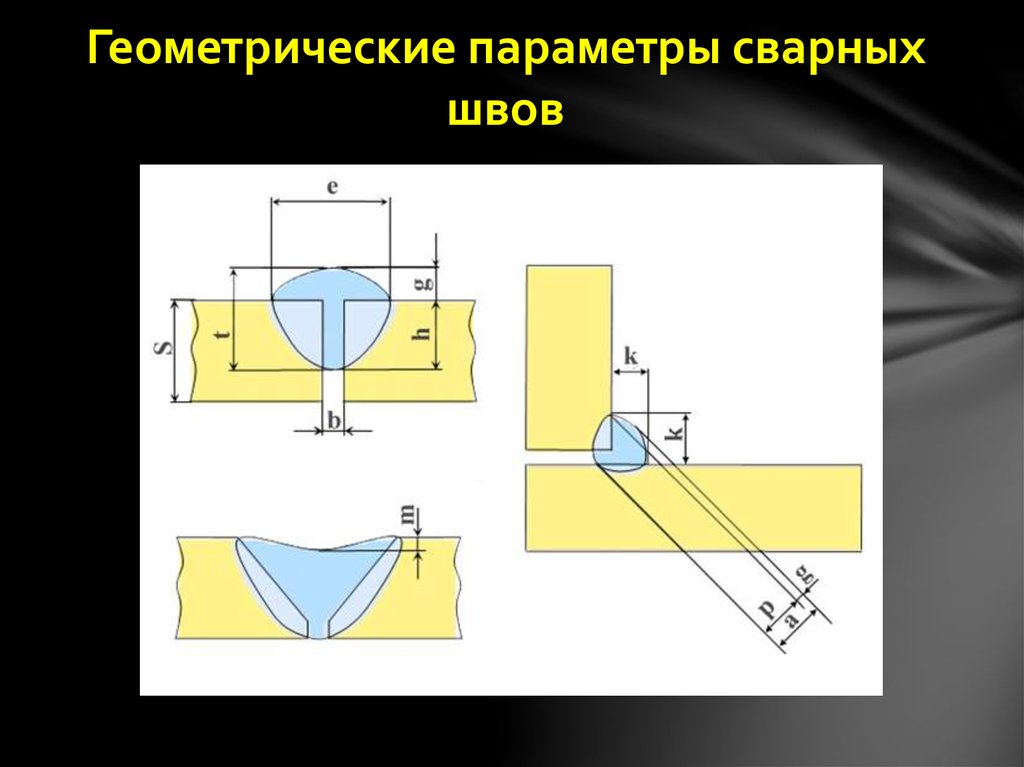 Длина сварных швов в расчётах берётся равной фактической за вычетом 1 см на каждом непрерывном участке согласно п. 14.1.16 СП 16.13330.2017.
Длина сварных швов в расчётах берётся равной фактической за вычетом 1 см на каждом непрерывном участке согласно п. 14.1.16 СП 16.13330.2017.
Проверка по металлу шва выполняется по формуле:
\[ \frac{N}{\beta_f k_f l_{we} R_{wf} \gamma_c} ≤ 1.0 \]
Аналогичным образом выполняется проверка по металлу границы сплавления:
\[ \frac{N}{\beta_z k_f l_{we} R_{wz} \gamma_c} ≤ 1.0 \]
где:
- N – приведённое усилие сдвига, действующее в элементе сварки
- βf – cкоэффициент проплавления металла шва по Табл. 39 СП 16.13330.2017. Он назначается в Настройках норм и расчётов в зависимости от вида сварки и положения шва (настроек материалов сварки)
- βz – коэффициент проплавления металла границы сплавления по Табл. 39 СП 16.13330.2017. Он задаётся в Настройках норм и расчётов в зависимости от вида сварки и положения шва (настроек материалов сварки)
- kf – катет сварного шва; угловые швы подразумеваются с одинаковыми катетами
- \( l_{we} = \frac{l_w}{l} \cdot l_e \) – расчётная длина элемента сварки
- lw = l – 10 mm – расчётная длина элемента сварки
- l – фактическая длина сварного шва
- le – фактическая длина элемента сварки
- \( R_{wf} = 0. 55 \frac{R_{wun}}{\gamma_{wm}} \) – расчётное сопротивление сварного соединения при условном срезе угловых сварных швов по металлу шва – СП 16.13330.2017, Таблица 4
- Rwz = 0.45 Run – расчётное сопротивление сварного соединения при условном срезе угловых сварных швов по металлу границы сплавления – СП 16.13330.2017, Таблица 4
- γc – коэффициент условий работы по Табл. 1 СП 16.13330.2017, может быть изменён в Настройках норм и расчётов
- Rwun – нормативное сопротивление металла швов сварных соединений с угловыми сварными швами по Табл. Г.2 СП 16.13330.2017
- γwm – коэффициент надёжности по металлу шва, принимается равным γwm = 1.25 для Rwun ≤ 490 МПа и γwm = 1.35 в остальных случаях – СП 16.13330.2017, Таблица 4
- Run – временное сопротивление стали соединяемых элементов
 55 \frac{R_{wun}}{\gamma_{wm}} \) – расчётное сопротивление сварного соединения при условном срезе угловых сварных швов по металлу шва – СП 16.13330.2017, Таблица 4
55 \frac{R_{wun}}{\gamma_{wm}} \) – расчётное сопротивление сварного соединения при условном срезе угловых сварных швов по металлу шва – СП 16.13330.2017, Таблица 4| Электрод | Rwun [МПа] | Rwf [МПа] |
| E42 | 410 | 180 |
| E46 | 450 | 200 |
| E50 | 490 | 215 |
| E60 | 590 | 240 |
| E70 | 685 | 280 |
| E85 | 835 | 340 |
Положение сварного шва может быть задано при выборе электрода и вида сварки в настройках Норм и расчётов. 2 } \]
2 } \]
Проверка сварных швов по AISC
Проверка выполняется согласно AISC 360 — Chapter J2. Прочность сварных швов CJP groove подразумевается такой же, как прочность металла границы сплавления и не проверяется. Все результаты необходимых проверок, как уже привыкли многие пользователи IDEA StatiCa, выводятся в табличном формате с текстовыми пояснениями.
К конструктивным здесь относятся проверки минимального и максимального размера шва, а также достаточности длины шва. Максимальный размер шва проверяется по AISC 360-16 – J2. Минимальный — по Табл. J2.4. Подробные пояснения к параметрам можно найти в этой статье.
Результаты IDEA StatiCa тщательно проверяются и верифицируются в соответствии с требованиями AISC:
- Стык на сварке
- Соединения на сварке из спаренных уголков
- Простой стык на сварке
- Простой стык на сварке — LRFD
- другие примеры
Будьте уверены в результатах. Ваши решения будут надёжными и полноценными.
Ваши решения будут надёжными и полноценными.
Проверка сварных швов по Еврокоду
Угловые сварные швы проверяются по EN 1993-1-8. В этом случае инженер следит за расчётным сопротивлением и коэффициентами использования сварки.
Для сварных швов используется автоматическое перераспределение пластических деформаций во избежание сингулярности напряжений в элементах сварки. что позволяет передавать напряжения на недогруженные участки сварного шва по его длине в случае текучести других участков.
Здесь также важно помнить о том, что прочность швов с полным проваром считается равной прочности основного металла и в программе они не проверяются.
Чтобы больше узнать о проверке сварных швов по Еврокоду, обратитесь за помощью к нашим Теоретическим основам.
Верификация сварных соединений по Еврокоду:
- Угловые сварные швы в нахлесточном стыке накладок
- Угловые сварные швы в соединении на срезной планке
- Угловые сварные швы крепления уголка к пластине
- Сварной стык жёсткого рамного узла
- другие примеры
Проверка сварных швов по другим нормам
Многие из вас уже знают, что IDEA StatiCa позволяет выполнять проверку стальных узлов по нескольким нормативным документам.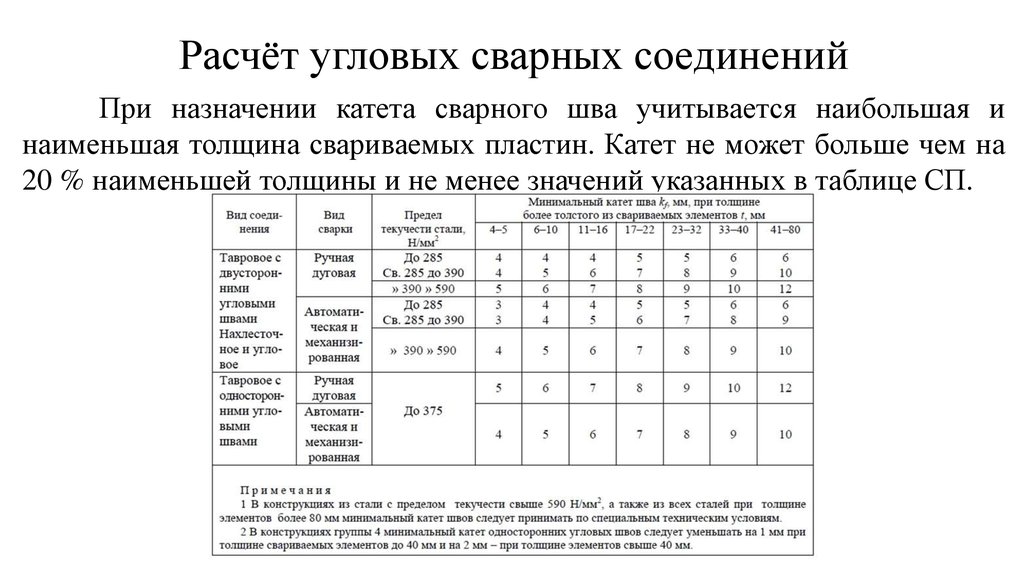 Кроме описанных выше СП, AISC и Еврокода, в КМКЭ осуществляется проверка сварных швов по следующим нормам:
Кроме описанных выше СП, AISC и Еврокода, в КМКЭ осуществляется проверка сварных швов по следующим нормам:
- Проверка сварных швов по CISC (Канада)
- Проверка сварных швов по AS (Австралия) + Конструктивные требования
- Проверка сварных швов по СП (Россия) + Конструктивные требования
- Проверка сварных швов по GB (Китай) + Конструктивные требования
- Проверка сварных швов по HKG (Гонконг) + Конструктивные требования
- Проверка сварных швов по IS (Индия) + Конструктивные требования
Передача сварных швов c помощью BIM интерфейсов
При моделировании стальных узлов в CAD программах в работе с BIM интерфейсами IDEA StatiCa раньше имелось несколько слабых мест, когда дело доходило до сварных швов. В новой версии IDEA StatiCa 20.1, вышедшей в октябре 2020 года, было реализовано несколько улучшений, полезных для инженеров-проектировщиков, которые значительно ускорили процесс расчёта и конструирования в целом.
Экспорт рекомендованных сварных швов
Иногда в процессе импорта моделей из CAD программ некоторые сварные швы могли пропускаться или не передавались корректно. Для таких случаев теперь есть опция «Добавить рекомендуемые сварные швы». Когда эта функция активна, программа выполняет проверку отсутствующих, но потенциально необходимых сварных швов. Такие сварные швы затем добавляются в модель и импортируются вместе с остальными компонентами.
Для таких случаев теперь есть опция «Добавить рекомендуемые сварные швы». Когда эта функция активна, программа выполняет проверку отсутствующих, но потенциально необходимых сварных швов. Такие сварные швы затем добавляются в модель и импортируются вместе с остальными компонентами.
Проверка отсутствующих сварных швов
Чтобы избежать сингулярности в модели узла после его импорта в IDEA StatiCa, лучше обязательно проверить, все ли сварные швы на месте. Для этой цели мы добавили новую полезную функцию, которая поможет пользователю быстро находить неприваренные детали узла. Программа сама распознаёт нужные элементы и отображает список всех пластин и их краёв, позволяя быстро и удобно добавить нужные сварные швы.
Вызвать команду можно щелчком правой кнопки мыши на заголовке Операции дерева проекта в правой части рабочей области.
Заключение
Расчёт узлов в IDEA StatiCa — это верифицированный КМКЭ метод, в который заложена верифицированная модель сварных швов, отражающая реалистичное распределение напряжений в конструкции, позволяющая выполнять все необходимые нормативные проверки и соединять пластины с несогласованными сетками конечных элементов. С валидацией результатов можно ознакомиться в примерах, выполненных по каждым нормам. Конечно-элементная модель узла в IDEA StatiCa создаётся автоматически, что является большим преимуществом для любого программно-вычислительного комплекса на основе МКЭ. Не так давно было реализовано несколько улучшений, позволяющих ускорить процесс импорта узлов из CAD систем.
С валидацией результатов можно ознакомиться в примерах, выполненных по каждым нормам. Конечно-элементная модель узла в IDEA StatiCa создаётся автоматически, что является большим преимуществом для любого программно-вычислительного комплекса на основе МКЭ. Не так давно было реализовано несколько улучшений, позволяющих ускорить процесс импорта узлов из CAD систем.
Сварка деталей — отличный технологический приём, очень полезный в конструировании стальных узлов. Однако, для расчёта и проверки сварных швов по нормам инженеру необходим точный и высокотехнологичный инструмент. И IDEA StatiCa как нельзя лучше подходит под это определение. Она будет незаменима в работе с любыми вашими проектами.
Попробуйте IDEA StatiCa бесплатно
Хотите улучшить свои навыки по моделированию и расчёту узлов? Пройдите онлайн-курс на платформе IDEA StatiCa Campus.
GALAR Кожаный сварочный фартук с раздельными штанинами – Waylander Welding
$49,95
$39,95
Количество
- ВЫСОКОКАЧЕСТВЕННАЯ СВАРОЧНАЯ КОЖА: Наш сварочный фартук с разрезными штанинами изготовлен из высококачественного спилка воловьей кожи и обеспечивает отличную защиту от искр, брызг, тепла и шлака. Мы используем огнеупорный кевларовый шов для дополнительной прочности и защиты.
- УДОБНЫЙ ДИЗАЙН: Этот фартук с разделенными штанинами позволяет свободно двигаться и принимать любое положение, оставаясь при этом защищенным. Эластичные ремни удерживают сварочные насадки плотно и на месте, когда вы стоите на коленях или сидите на корточках.
- ПРОЧНАЯ И КОМФОРТНАЯ ПОСАДКА: Этот нагрудник-фартук из натуральной воловьей кожи для мужчин отличается превосходной термостойкостью и огнестойкостью, а при длине 42 дюйма он обеспечивает достаточную защиту груди и бедер. Наш инновационный дизайн поперечных ремешков на плечах фартука обеспечит удобную посадку и предотвратит боль в шее.
- ДЕРЖИТЕ ВАШИ ИНСТРУМЕНТЫ ПОД РУКОЯТЬЮ: Сварочные или кузнечные инструменты можно легко положить и забыть о них, а они понадобятся позже, поэтому мы добавили два больших кармана в области нагрудника, чтобы ваши сварочные инструменты и принадлежности всегда были под рукой.
- ЗАЩИТА БОЛЬШЕ, ЧЕМ СВАРЩИКИ: Несмотря на то, что наш кожаный фартук с разрезными штанинами является отличным подарком для мужчин-сварщиков, он также может обеспечить наилучшую защиту в качестве кожаного кузнечного фартука или фартука для работы с металлом. Попробуйте его в качестве фартука для гриля, фартука кузнеца или фартука для мастерской.
 Мы используем огнеупорный кевларовый шов для дополнительной прочности и защиты.
Мы используем огнеупорный кевларовый шов для дополнительной прочности и защиты.
Galar Waylander Кожаный сварочный фартук с разрезными штанинами — это высокозащитный фартук, закрывающий грудь от верхней части груди до уровня ниже колен. Он изготовлен из прочного спилка воловьей кожи с прочной, усиленной кевларовой строчкой, поэтому вы знаете, что хорошо защищены от сварочных искр, шлака, брызг или тепла.
Фартук с разделенными штанинами и эластичными лямками обеспечивает плотную посадку без ущерба для комфорта и свободы движений. Ваши ноги остаются закрытыми независимо от того, в каком положении вам нужно находиться, чтобы закончить работу. Инновационная конструкция поперечных ремешков, которые проходят через плечи и спину, предотвращает боль в шее и обеспечивает комфорт.
Инновационная конструкция поперечных ремешков, которые проходят через плечи и спину, предотвращает боль в шее и обеспечивает комфорт.
Мы также добавили 2 больших кармана на комбинезон, чтобы ваши сварочные инструменты и расходные материалы всегда были под рукой. В кармане достаточно места для мобильного телефона и надежной защиты.
Независимо от работы… Waylander Welding поможет вам в буквальном смысле.
Заказы в США:
Все заказы из континентальной части США на общую сумму 49 долларов и более имеют право на бесплатную доставку в течение 2-го дня.
Заказы в Канаде и Мексике:
Время доставки составляет 4-14 дней, в зависимости от пункта назначения.
Все заказы на общую сумму 100 долларов и более имеют право на бесплатную доставку.
Заказы по всему миру:
В настоящее время мы отправляем в следующие регионы: Европа (кроме Беларуси и России), Азия, Ближний Восток.
Все заказы на общую сумму менее 100 долларов США оплачиваются за доставку в размере 50 долларов США и доставляются в течение 4-21 дня.
Щелкните здесь для получения дополнительной информации о доставке.
У нас есть 30-дневная политика возврата средств. Нажмите здесь для получения дополнительной информации о возврате.
Не стирайте и не сушите, потому что это испортит кожу. Не используйте воду для очистки кожи. Используйте мягкую тряпку для очистки кожи. Нажмите здесь, чтобы получить более подробную информацию о чистке изделий из кожи.
Miller Welding Полная страховочная привязь, синяя, 2XL DuraFlex 650K Ножные ремни
ГЛАВНАЯ > Безопасность >> Средства индивидуальной защиты >> Защита от падения >> Упряжь и ремни >>
Привязи
$ 463,63
шт.
| Артикул № | Упак. | |
|---|---|---|
| 44673 | В наличии Доступно под заказ: Товар временно отсутствует на складе и недоступен для About the author |