Очень Тонкая Листовая Сталь 5 Букв
Решение этого кроссворда состоит из 5 букв длиной и начинается с буквы Ж
Ниже вы найдете правильный ответ на Очень тонкая листовая сталь 5 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Суббота, 13 Апреля 2019 Г.
ЖЕСТЬ
предыдущий следующий
ты знаешь ответ ?
ответ:
связанные кроссворды
- Жесть
- Очень тонкая листовая сталь
- Тонкая холоднокатаная листовая сталь
- Жесть
- Тонкая листовая сталь, обычно покрытая оловом, хромом и т.
 п 5 букв
п 5 букв - Тонкая холоднокатаная листовая сталь 5 букв
- Тонкое листовое железо 5 букв
- Холоднокатаная отожжённая листовая сталь толщиной 0 5 букв
 п 5 букв
п 5 буквпохожие кроссворды
- Очень тонкая листовая сталь
- Тонкая холоднокатаная листовая сталь
- Тонкая листовая сталь, обычно покрытая оловом, хромом и т. п 5 букв
- Листовая щель у растений
- Листовая свекла
- Цех бумажной фабрики, в котором сортируется листовая бумага
- (разг. ) листовой табак, листовая махорка
- Листовая медь, золото, серебро для припаивания
- Листовая подстилка
- Листовая щель у растений 6 букв
- Холоднокатаная отожжённая листовая сталь толщиной 0 5 букв
- ) листовой табак, листовая махорка
- Бурая листовая капуста с бахромчатыми листьями
- Листовая сталь 5 букв
- Листовая специя 4 буквы
- Листовая щель 6 букв
- Туго натянутая тонкая пленка или тонкая гибкая металлическая пластинка 8 букв
 п 5 букв
п 5 букв ) листовой табак, листовая махорка
) листовой табак, листовая махоркаТонкая Листовая Сталь, Обычно Покрытая Оловом, Хромом И Т.
 П 5 Букв
П 5 БуквРешение этого кроссворда состоит из 5 букв длиной и начинается с буквы Ж
Ниже вы найдете правильный ответ на Тонкая листовая сталь, обычно покрытая оловом, хромом и т. п 5 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Вторник, 16 Июля 2019 Г.
ЖЕСТЬ
предыдущий следующий
ты знаешь ответ ?
ответ:
связанные кроссворды
- Жесть
- Очень тонкая листовая сталь
- Тонкая холоднокатаная листовая сталь
- Жесть
- Очень тонкая листовая сталь 5 букв
- Тонкая холоднокатаная листовая сталь 5 букв
- Тонкое листовое железо 5 букв
- Холоднокатаная отожжённая листовая сталь толщиной 0 5 букв
похожие кроссворды
- Очень тонкая листовая сталь
- Тонкая холоднокатаная листовая сталь
- Очень тонкая листовая сталь 5 букв
- Тонкая холоднокатаная листовая сталь 5 букв
- Холоднокатаная отожжённая листовая сталь толщиной 0 5 букв
- Листовая сталь 5 букв
- Листовая щель у растений
- Листовая свекла
- Цех бумажной фабрики, в котором сортируется листовая бумага
- (разг. ) листовой табак, листовая махорка
- Листовая медь, золото, серебро для припаивания
- Листовая подстилка
- Листовая свекла 8 букв
- Листовая щель у растений 6 букв
- ) листовой табак, листовая махорка
- Бурая листовая капуста с бахромчатыми листьями
- Листовая специя 4 буквы
- Листовая щель 6 букв
 ) листовой табак, листовая махорка
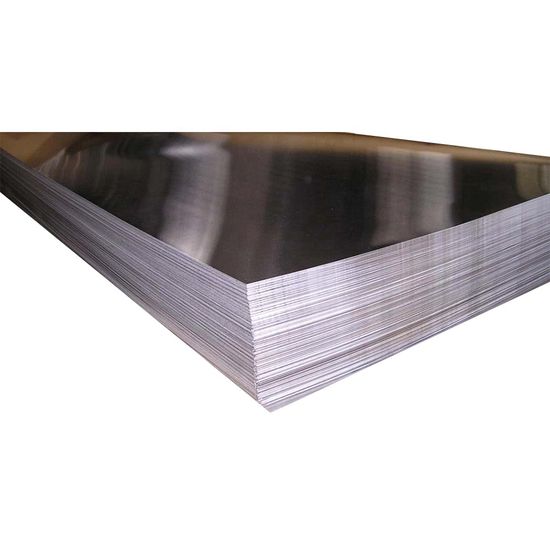
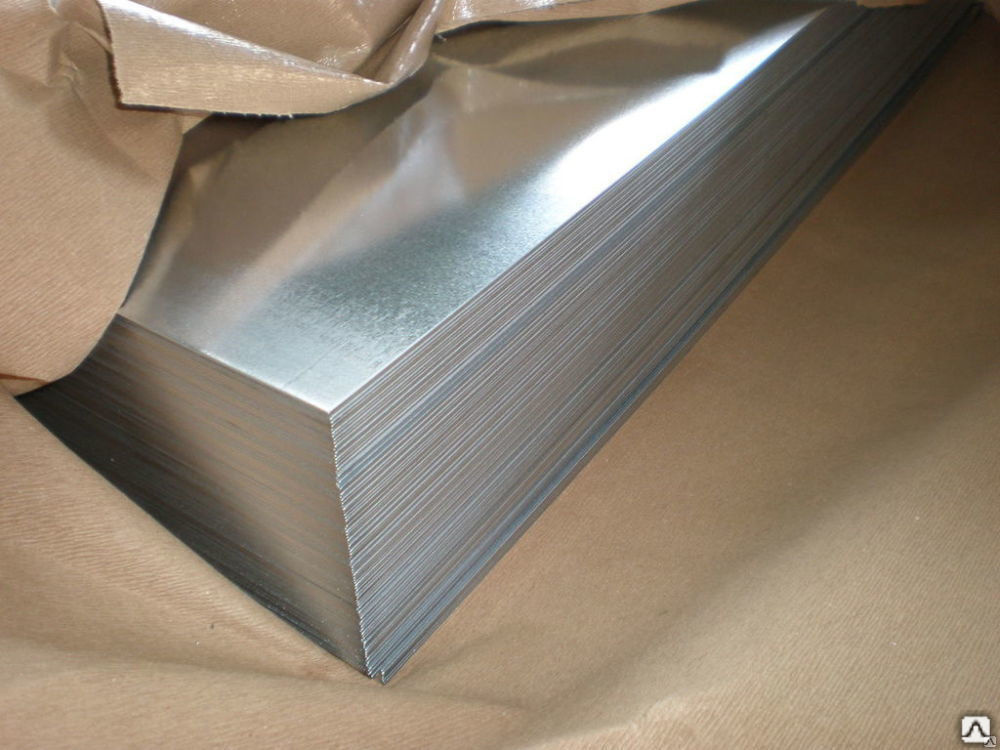
) листовой табак, листовая махоркаСталь листовая ассортимент и характеристики
Листовой прокат, наряду с арматурой, профнастилом, двутавровыми балками является одним из наиболее востребованных видов прокатных изделий. Данный вид проката включает в себя листовые изделия, которые используются в промышленном производстве, например это изготовление сварных труб и других конструкций, производство гнутого профиля (включая уголки, швеллеры), в машиностроении и судостроении (изготовление корпусов), для производства железнодорожной техники, и т.д. Данный вид проката включает в себя листовые изделия, которые используются в промышленном производстве, например это изготовление сварных труб и других конструкций, производство гнутого профиля (включая уголки, швеллеры), в машиностроении и судостроении (изготовление корпусов), для производства железнодорожной техники, и т.д. |
Применение металлического листа позволяет обеспечить решение разных технологических задач с минимальной металлоемкостью (затраты на металл).
Одной из растущих отраслей народного хозяйства является производство профнастила. Для изготовления профилированного листа применяется листовая сталь разного класса. Современный потребитель выбирает профнастил купить который можно по доступной цене, ключевым же фактором, определяющим стоимость данной продукции является класс и тип листовой стали, примененной для производства этой группы товаров. Изготавливаемый профнастил цены на который расположены в среднем ценовом диапазоне как правило изготавливается на основе качественной листовой стали, полностью соответствующей стандартам по механическим и химическим свойствам металла.
Цены на «Листовой прокат» уточняйте у наших менеджеров по телефонам в Москве
| +7 (495) 540-49-64 Офис | +7 (968) 685-93-36 Михаил |
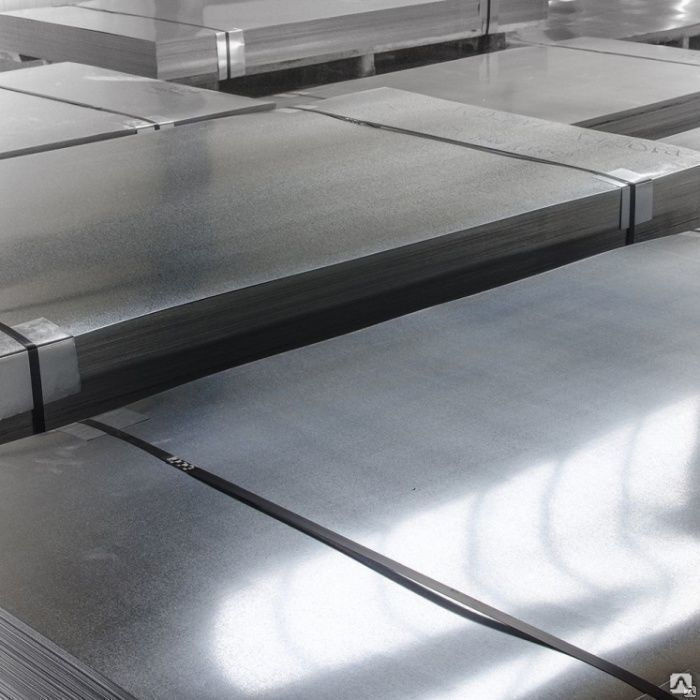
Основные виды листового проката включают в себя листовую горячекатаную сталь углеродистой и низколегированной марки, листовую холоднокатаную сталь углеродистой марки. Широко распространен горяче/холоднокатаный прокат из нержавеющей стали (для использования в условиях требующих максимальной защиты от коррозии). Также стоит упомянуть прокат из легированной стали, листовой прокат, получаемый механической обработкой, жесть, ленточные материалы, а также прочие виды листового металлопроката — это электротехническая сталь, многослойная сталь (2-3 слойная), титановый лист и листы из прецизионного сплава.
По способу производства листовую сталь различают на горячекатаную и холоднокатаную. Также продукция разделяется по геометрическим размерам (это габариты стального листа, включая размеры поверхности и толщину металла). Так, сталь толщиной 0,5-3,9 мм классифицируется как тонколистовая, лист стальной толщиной 4-160 мм относится к классу толстолистовой стали. Прокат может поставляться листом или в рулонах. Имеют значение параметры точности (сталь высокой/нормальной точности), плоскостности (нормальная, высокая, особо высокая), а также важен характер обработки кромки (с обрезной/необрезной кромкой).
Так, сталь толщиной 0,5-3,9 мм классифицируется как тонколистовая, лист стальной толщиной 4-160 мм относится к классу толстолистовой стали. Прокат может поставляться листом или в рулонах. Имеют значение параметры точности (сталь высокой/нормальной точности), плоскостности (нормальная, высокая, особо высокая), а также важен характер обработки кромки (с обрезной/необрезной кромкой).
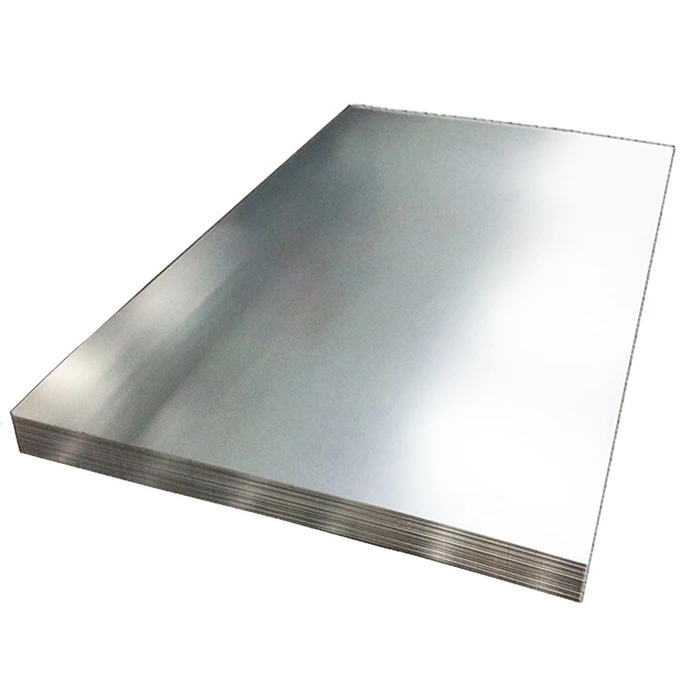
Химический состав стали определяет группу прочности стального листа. Прокат из низколегированной стали может использовать различные типы металла, в зависимости от вида и толщины металлопродукции. Также выпускается лист стальной оцинкованный, лист из нержавеющей и высоколегированной стали. Наиболее востребованными является оцинкованная сталь листовая купить которую можно по доступным ценам.
Готовая продукция из листовой стали, включает в себя следующие виды товаров — это горяче/холоднокатаный лист, рифленая листовая сталь, оцинкованные листы, а также лист металлический неоцинкованный.
Как уже упоминалось, оцинкованный лист является наиболее широко применяемым материалом, поскольку довольно удобен в использовании и имеет оптимальные показатели прочности и долговечности.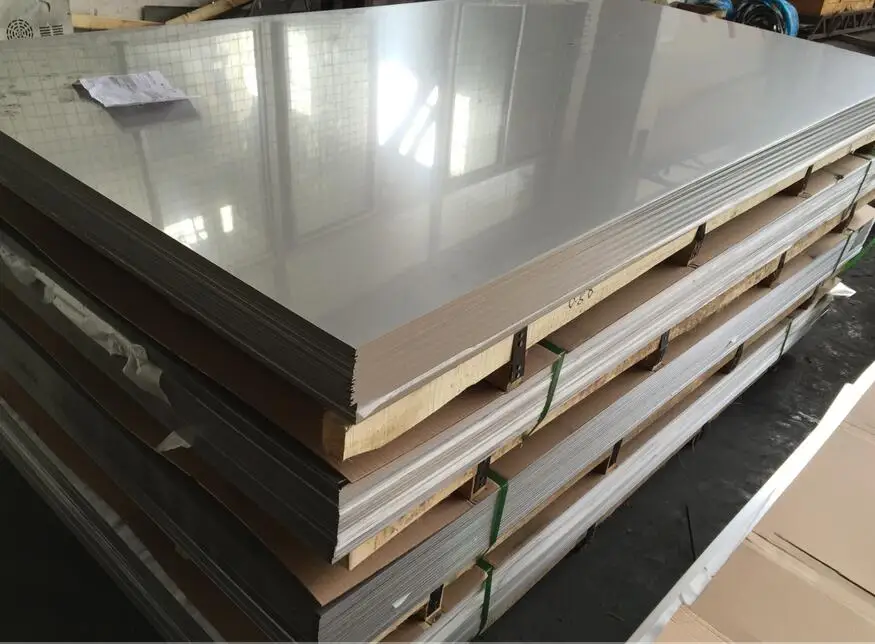 Основными потребителями на данный вид товаров являются промышленные предприятия, различные субъекты хозяйственной деятельности, а также частные лица.
Основными потребителями на данный вид товаров являются промышленные предприятия, различные субъекты хозяйственной деятельности, а также частные лица.
Множество продукции современных отраслей народного хозяйства широко используют листовую сталь для изготовления товаров. Оцинкованный лист 2-го класса покрытия без узора кристаллизации, наиболее востребован для производства. Также
Неплохим спросом пользуется лист рифленый, имеющий как правило, ромбическое и чечевичное рифление. Этот вид проката часто используется в качестве напольного или стенового покрытия. Одной из полезных функций такого стального листа является хорошая сцепляемость с другими материалами, кроме того, во многом сфера применения рифленого металла определяется толщиной готовых изделий, также зависит от толщины продукта сталь листовая цена — больший расход металла прямо пропорционален стоимости проката.
Для изготовления профлиста берется тонкий металлический лист (холоднокатаный профиль), также тонкая листовая сталь является основой для производства перфорированного листа, кровельных и стеновых материалов (металлочерепица).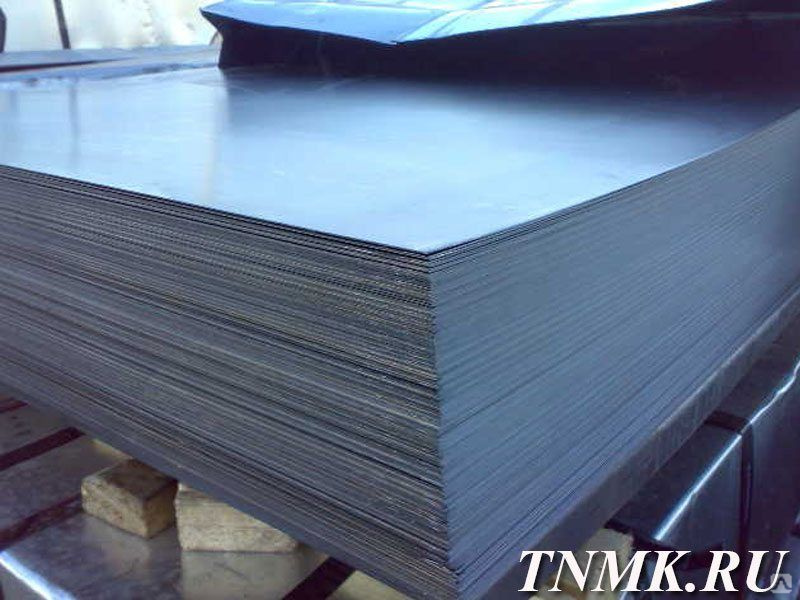 Готовая продукция может иметь как оцинкованное покрытие, так и более современное, полимерное. Подводя итоги можно сделать вывод о широкой распространенности листового проката, а также возможности приобретения прокатных изделий исходя из условий современного рынка по довольно доступной цене.
Готовая продукция может иметь как оцинкованное покрытие, так и более современное, полимерное. Подводя итоги можно сделать вывод о широкой распространенности листового проката, а также возможности приобретения прокатных изделий исходя из условий современного рынка по довольно доступной цене.
Листы из нержавеющей стали, меди и сплавов
У нас есть в наличии листовой металл следующих спецификаций:
Нержавеющая сталь
AMS-5510, AMS-5513, AMS-5516, AMS-5517,
AMS-5518, AMS-5519, AMS-5524, AMS-5528,
AMS-5529, AMS-5904, AMS-5906, AMS-5911,
AMS-5913, ASTM-A-240, ASTM-A-666, ASTM-A-693
Алюминий
QQA-1876, QQA-250/4, QQA-250/5, ASTM-B-209, AMS-4025, AMS-4027
Медь
ASTM-B-152, ASTM-B-194
Латунь
ASTM-B-36
Техническая информация
Алюминий — «Typical Bright»
Предложение 65 Заявление о соответствии
Продукт: нержавеющая сталь, алюминий, медь и латунь (лист и рулон), деревянная упаковка и масло
Материалы, произведенные нашими поставщиками и предоставленные Thin Metal Sales, Inc.
содержит компоненты, о которых согласно Закону 65 штата Калифорния известно, что они вызывают рак, врожденные дефекты и/или наносят вред репродуктивной системе. Предоставленные материалы не являются опасными по своей природе; тем не менее, некоторые действия и процессы, такие как сварка, плавление, шлифование и т. д., могут производить газы или порошки и выделять эти компоненты, представляющие опасность, следует принять соответствующие меры предосторожности, чтобы защитить себя и окружающих от прямого контакта с дымом, порошком /пыль и т.д.Посмотреть всю нашу техническую информацию
Латунь – «Типичный яркий»
Предложение 65 Заявление о соответствии
Продукт: нержавеющая сталь, алюминий, медь и латунь (лист и рулон), деревянная упаковка и масло
Материалы, произведенные нашими поставщиками и предоставленные Thin Metal Sales, Inc.
содержит компоненты, о которых согласно Закону 65 штата Калифорния известно, что они вызывают рак, врожденные дефекты и/или наносят вред репродуктивной системе. Предоставленные материалы не являются опасными по своей природе; тем не менее, некоторые действия и процессы, такие как сварка, плавление, шлифование и т. д., могут производить газы или порошки и выделять эти компоненты, представляющие опасность, следует принять соответствующие меры предосторожности, чтобы защитить себя и окружающих от прямого контакта с дымом, порошком /пыль и т.д.Посмотреть всю нашу техническую информацию
Медь — «Typical Bright»
Предложение 65 Заявление о соответствии
Продукт: нержавеющая сталь, алюминий, медь и латунь (лист и рулон), деревянная упаковка и масло
Материалы, произведенные нашими поставщиками и предоставленные Thin Metal Sales, Inc.
содержит компоненты, о которых согласно Закону 65 штата Калифорния известно, что они вызывают рак, врожденные дефекты и/или наносят вред репродуктивной системе. Предоставленные материалы не являются опасными по своей природе; тем не менее, некоторые действия и процессы, такие как сварка, плавление, шлифование и т. д., могут производить газы или порошки и выделять эти компоненты, представляющие опасность, следует принять соответствующие меры предосторожности, чтобы защитить себя и окружающих от прямого контакта с дымом, порошком /пыль и т.д.Посмотреть всю нашу техническую информацию
Нержавеющая сталь – «Typical Bright»
Предложение 65 Заявление о соответствии
Продукт: нержавеющая сталь, алюминий, медь и латунь (лист и рулон), деревянная упаковка и масло
Материалы, произведенные нашими поставщиками и предоставленные Thin Metal Sales, Inc.
содержит компоненты, о которых согласно Закону 65 штата Калифорния известно, что они вызывают рак, врожденные дефекты и/или наносят вред репродуктивной системе. Предоставленные материалы не являются опасными по своей природе; тем не менее, некоторые действия и процессы, такие как сварка, плавление, шлифование и т. д., могут производить газы или порошки и выделять эти компоненты, представляющие опасность, следует принять соответствующие меры предосторожности, чтобы защитить себя и окружающих от прямого контакта с дымом, порошком /пыль и т.д.Посмотреть всю нашу техническую информацию
 содержит компоненты, о которых согласно Закону 65 штата Калифорния известно, что они вызывают рак, врожденные дефекты и/или наносят вред репродуктивной системе. Предоставленные материалы не являются опасными по своей природе; тем не менее, некоторые действия и процессы, такие как сварка, плавление, шлифование и т. д., могут производить газы или порошки и выделять эти компоненты, представляющие опасность, следует принять соответствующие меры предосторожности, чтобы защитить себя и окружающих от прямого контакта с дымом, порошком /пыль и т.д.
содержит компоненты, о которых согласно Закону 65 штата Калифорния известно, что они вызывают рак, врожденные дефекты и/или наносят вред репродуктивной системе. Предоставленные материалы не являются опасными по своей природе; тем не менее, некоторые действия и процессы, такие как сварка, плавление, шлифование и т. д., могут производить газы или порошки и выделять эти компоненты, представляющие опасность, следует принять соответствующие меры предосторожности, чтобы защитить себя и окружающих от прямого контакта с дымом, порошком /пыль и т.д. содержит компоненты, о которых согласно Закону 65 штата Калифорния известно, что они вызывают рак, врожденные дефекты и/или наносят вред репродуктивной системе. Предоставленные материалы не являются опасными по своей природе; тем не менее, некоторые действия и процессы, такие как сварка, плавление, шлифование и т. д., могут производить газы или порошки и выделять эти компоненты, представляющие опасность, следует принять соответствующие меры предосторожности, чтобы защитить себя и окружающих от прямого контакта с дымом, порошком /пыль и т.д.
содержит компоненты, о которых согласно Закону 65 штата Калифорния известно, что они вызывают рак, врожденные дефекты и/или наносят вред репродуктивной системе. Предоставленные материалы не являются опасными по своей природе; тем не менее, некоторые действия и процессы, такие как сварка, плавление, шлифование и т. д., могут производить газы или порошки и выделять эти компоненты, представляющие опасность, следует принять соответствующие меры предосторожности, чтобы защитить себя и окружающих от прямого контакта с дымом, порошком /пыль и т.д. содержит компоненты, о которых согласно Закону 65 штата Калифорния известно, что они вызывают рак, врожденные дефекты и/или наносят вред репродуктивной системе. Предоставленные материалы не являются опасными по своей природе; тем не менее, некоторые действия и процессы, такие как сварка, плавление, шлифование и т. д., могут производить газы или порошки и выделять эти компоненты, представляющие опасность, следует принять соответствующие меры предосторожности, чтобы защитить себя и окружающих от прямого контакта с дымом, порошком /пыль и т.д.
содержит компоненты, о которых согласно Закону 65 штата Калифорния известно, что они вызывают рак, врожденные дефекты и/или наносят вред репродуктивной системе. Предоставленные материалы не являются опасными по своей природе; тем не менее, некоторые действия и процессы, такие как сварка, плавление, шлифование и т. д., могут производить газы или порошки и выделять эти компоненты, представляющие опасность, следует принять соответствующие меры предосторожности, чтобы защитить себя и окружающих от прямого контакта с дымом, порошком /пыль и т.д. содержит компоненты, о которых согласно Закону 65 штата Калифорния известно, что они вызывают рак, врожденные дефекты и/или наносят вред репродуктивной системе. Предоставленные материалы не являются опасными по своей природе; тем не менее, некоторые действия и процессы, такие как сварка, плавление, шлифование и т. д., могут производить газы или порошки и выделять эти компоненты, представляющие опасность, следует принять соответствующие меры предосторожности, чтобы защитить себя и окружающих от прямого контакта с дымом, порошком /пыль и т.д.
содержит компоненты, о которых согласно Закону 65 штата Калифорния известно, что они вызывают рак, врожденные дефекты и/или наносят вред репродуктивной системе. Предоставленные материалы не являются опасными по своей природе; тем не менее, некоторые действия и процессы, такие как сварка, плавление, шлифование и т. д., могут производить газы или порошки и выделять эти компоненты, представляющие опасность, следует принять соответствующие меры предосторожности, чтобы защитить себя и окружающих от прямого контакта с дымом, порошком /пыль и т.д.Прошлые проекты
Машины для производства тонких металлических листови опытные операторы позволяют нам обеспечивать превосходное качество, быстрые сроки выполнения заказов и постоянное удовлетворение потребностей клиентов.
 Посмотреть все наши прошлые проекты
Посмотреть все наши прошлые проектыНужен тонкий металл нестандартных размеров? Посетите отдел продаж тонкого металла Чтобы получить больше информации
AS9100D/
ISO 9001:2015
Сертифицировано
Соответствует ROHS
Сверхтонкие сплавы нержавеющей стали
Ультратонкие с жесткими допусками
Подразделение Precision Thin Metal компании Arnold предлагает множество типов высококачественной нержавеющей стали, прокатанной с точными допусками по толщине и плоскостности. Превосходная коррозионная стойкость и хорошая обрабатываемость делают нержавеющую сталь очевидным выбором для многочисленных применений на многих рынках. От устройств коммерческой и оборонной авиации до крошечных прецизионных инструментов и компонентов, до солнечных панелей большой площади и других устройств для производства и управления энергией, а также для целого ряда коммерческих и автомобильных применений, нержавеющая сталь является универсальным выбором.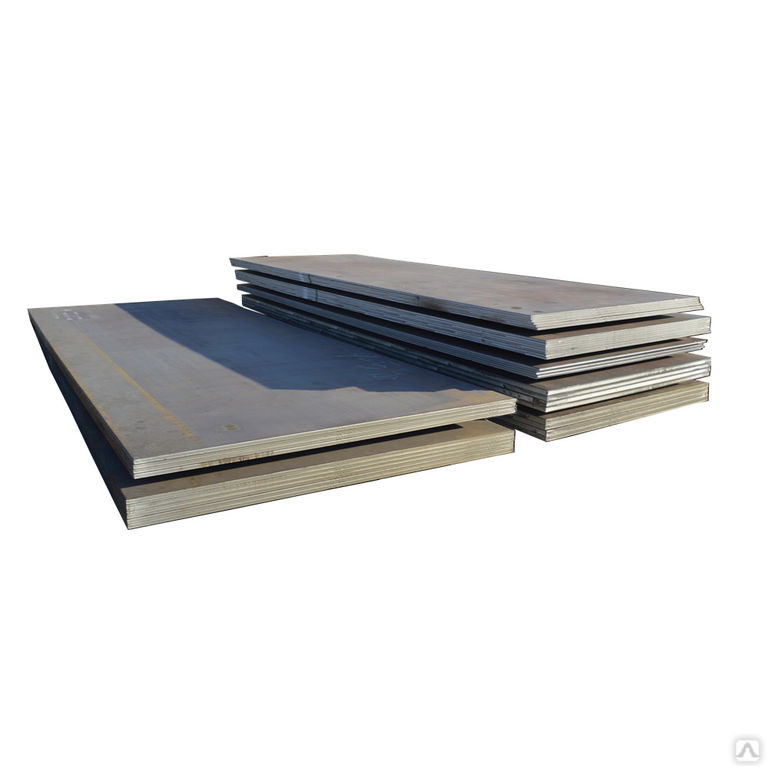
Нержавеющая сталь особенно чувствительна к различным видам термической обработки и может быть легко вытянута и сформирована для производства тонкостенных трубок, игл для подкожных инъекций и других точных устройств для медицинского применения.
Arnold предлагает холоднокатаную нержавеющую сталь различных марок, в том числе перечисленные ниже.
ДОСТУПНЫ В РАЗЛИЧНОЙ ТОЛЩИНЕ И ШИРИНЕ
Компания Arnold производит холодные прокаты из нержавеющей стали в соответствии с требованиями заказчика, предлагая этот материал различной толщины и размеров, а также различные виды отделки поверхности и покрытия.
| Толщина | Максимальная ширина |
|---|---|
0,01″– 0,0004″ (0,254–0,01 мм) | 17,5″ (444,5 мм) с закругленной кромкой 17,0″ (431,8 мм) с щелевой кромкой |
4,25″ (107,95 мм) с закругленной кромкой 4,0″ (101,6 мм) с щелевой кромкой |
 00039″>
00039″>ИЗМЕРЕНИЕ В МИКРОНАХ?
См. справочную таблицу толщины материала
СОСТАВ СПЛАВА СТАНДАРТНЫХ И СПЕЦИАЛЬНЫХ МАРОК
Подразделение PTM компании Arnold производит тонкую и ультратонкую нержавеющую сталь различных марок и состояний. Здесь перечислены наиболее часто запрашиваемые оценки.
Для каждого из перечисленных сплавов общий состав представляет собой железо плюс процентное содержание перечисленных элементов.
304
 08 »>
08 »>0,08
2,0
18 – 20
8 – 12
Си
Н, К, С
304 л
 03 »>
03 »>0,03
2,0
18 – 20
8 – 12
Си
Н, К, С
316
 08″>
08″>0,08
2,0
16 – 18
10 – 14
Си
Н, К, С
316л
 03 »>
03 »>0,03
2,0
16 – 18
10 – 14
Си
Н, К, С
410
 15″>
15″>0,15
1,0
11.50 – 13.50
—
Си
К, С
Как сваривать листовой металл или тонкий лист (для начинающих)
Сварщики могут столкнуться с трудностями при работе с тонким листовым металлом, потому что горячая дуга легко деформирует или прожигает металл. Даже профессиональные сварщики иногда терпят неудачу при сварке тонких заготовок.
Даже профессиональные сварщики иногда терпят неудачу при сварке тонких заготовок.
Тем не менее, можно сваривать тонкий листовой металл, используя процессы MIG, TIG и электродуговую сварку. Но MIG и TIG дают наилучшие результаты.
В этой статье вы узнаете, как сваривать тонколистовой металл с использованием каждого процесса дуговой сварки, и представите распространенные ошибки, с которыми сталкиваются новички. Хотя сварка тонкого металла станет испытанием даже для лучших сварщиков, вы можете добиться отличных результатов, обладая некоторыми ноу-хау и практикой.
Процессы сварки тонкого или листового металла
Каждый процесс сварки требует определенных мер предосторожности и настройки оборудования для успешной сварки листового металла.
Итак, давайте обсудим подготовку, необходимую для каждого процесса дуговой сварки, прежде чем переходить к общим проблемам, возникающим при сварке тонкостенных сварных швов.
Сварка МИГ Сварка МИГ отлично подходит для тонких материалов. Однако вы должны использовать проволоку небольшого диаметра, так как для плавления проволоки требуется меньше тепла, что сводит к минимуму ваше тепловложение. Никогда не используйте проволоку толще, чем основной металл, потому что заготовка деформируется или сгорит до того, как проволока расплавится. Для сварки листового металла лучше всего использовать сплошную проволоку MIG диаметром 0,023, 0,024 и 0,030 дюйма.
Однако вы должны использовать проволоку небольшого диаметра, так как для плавления проволоки требуется меньше тепла, что сводит к минимуму ваше тепловложение. Никогда не используйте проволоку толще, чем основной металл, потому что заготовка деформируется или сгорит до того, как проволока расплавится. Для сварки листового металла лучше всего использовать сплошную проволоку MIG диаметром 0,023, 0,024 и 0,030 дюйма.
Кроме того, избегайте использования защитного газа, содержащего 100 % CO2, поскольку он усиливает проникновение, что приводит к прожогу. Лучшим защитным газом для сварки MIG тонких листов мягкой стали является смесь 75% аргона и 25% углекислого газа.
Если возможно, купите или заправьте баллон с защитным газом с еще меньшим содержанием CO2. При сварке очень тонких листов можно снизить содержание CO2 даже до 5 %. Однако не используйте чистый аргон, если только не свариваете алюминий. Для стали необходимо иметь не менее 5% CO2 для стабилизации дуги.
Избегайте порошковых проволок, так как они нагревают металл гораздо сильнее. Порошковые проволоки полые. Так, площадь поперечного сечения стальной проволоки мала, что увеличивает концентрацию тока (тепла) в сварочную ванну. Эти проволоки предназначены для сварки толстых профилей и для улучшения провара, поэтому они не подходят для сварки листового металла.
Порошковые проволоки полые. Так, площадь поперечного сечения стальной проволоки мала, что увеличивает концентрацию тока (тепла) в сварочную ванну. Эти проволоки предназначены для сварки толстых профилей и для улучшения провара, поэтому они не подходят для сварки листового металла.
Сварка ВИГ хорошо подходит для сварки тонколистового металла, особенно если ваш сварочный аппарат поддерживает импульсный режим ВИГ. Импульсная сварка TIG создает дугу, которая колеблет выходную силу тока между двумя заданными значениями до 500 раз в секунду, что позволяет добиться идеального контроля нагрева при некоторой практике.
Но, даже если у вас нет опции импульсной сварки TIG, ножная педаль управления хорошо работает для синхронизации подачи высокой и низкой силы тока в сварочную ванну. Однако, если у вас есть базовая установка TIG, уровень контроля нагрева будет на уровне сварки MIG или немного хуже. Это зависит от ваших навыков. Тем не менее, опытные сварщики ВИГ достигают выдающихся результатов, поскольку процесс сварки ВИГ имеет более узкую зону термического влияния («ЗТВ»), чем любой другой процесс дуговой сварки.
Для успешной сварки тонких заготовок необходимо использовать вольфрамовый электрод небольшого диаметра, например 0,020, 0,040 и 1/16 дюйма. Вольфрамовые электроды большого диаметра требуют более высокой силы тока для запуска дуги, что приводит к деформации или возгоранию материала.
Отшлифуйте вольфрамовый наконечник до острого кончика для сварки стали и используйте присадочный металл ER70S-2 или стержень из кремниевой бронзы. Для плавления кремниевой бронзы требуется небольшое количество тепла, что делает ее одним из самых популярных наполнителей для хрупких тонких стальных листов.
Избегайте использования смесей защитного газа аргона и гелия, поскольку гелий улучшает тепловложение. Лучше всего использовать чистый аргон в качестве защитного газа при TIG-сварке тонколистовых материалов.
Сварка электродом Большинство сварщиков избегают сварки тонкого металла методом сварки электродом. Трудно контролировать тепловложение и очень легко прожечь материал. Сварка стержнем не является деликатным процессом. Однако при правильной настройке вы можете сваривать листовой металл с помощью SMAW.
Сварка стержнем не является деликатным процессом. Однако при правильной настройке вы можете сваривать листовой металл с помощью SMAW.
В отличие от MIG и TIG, при сварке электродом не требуется защитный газ. Вместо этого флюсовое покрытие на плавящемся электроде не только защищает сварочную ванну, но и влияет на характеристики дуги. Так, некоторые стержневые электроды, такие как E6013, обеспечивают очень мелкое проплавление, необходимое для сварки тонкого металла.
Кроме того, использование полярности DCEN снижает тепловложение и скорость осаждения металла. В результате легче контролировать коробление и предотвращать прожигание тонкого материала. Наконец, при сварке держите выходную силу тока как можно более низкой, но это относится ко всем процессам дуговой сварки при соединении тонких материалов.
Предотвращение или устранение проблем при сварке тонкого металла
Теперь, когда мы рассмотрели основные аспекты различных процессов дуговой сварки, давайте обсудим, как предотвратить и устранить распространенные проблемы при сварке листового металла.
Во избежание коробления металла необходимо прикрепить металлические листы на место и избегать значительных зазоров между прихватками. После того, как все будет прихвачено, сделайте прерывистые сварные швы. Избегайте длинных непрерывных сварных швов с большим количеством тепла.
Сварщик, выполняющий прихваточные швыЛучше, если ваш сварочный аппарат поддерживает таймер прихватки. Например, Eastwood MIG 180 позволяет создавать повторяемые прихваточные швы с одинаковой потребляемой силой тока и длительностью дуги.
Если ваш сварочный аппарат не поддерживает таймер прихватки, вы можете держать дугу горящей слишком долго на некоторых прихватках, что приводит к слишком большому выделению тепла по сравнению с другими прихватками, деформируя материал.
Также попробуйте увеличить скорость сварки. Если вы будете сваривать слишком медленно, вы сосредотачиваете слишком много тепла на одной области. Низкая скорость сварки особенно губительна для нержавеющей стали.
Профессионалы часто используют радиаторы для отвода избыточного тепла от свариваемого металла. Таким образом, размещение алюминиевых или медных плоских стержней под заготовками может помочь предотвратить накопление тепла и деформацию.
Подробнее : Что такое прихваточный шов? И как вы их используете?
ПрожигиВсе, что мы обсуждали, чтобы избежать деформации, относится и к предотвращению прожогов. Однако, если вы проделали дыру в металле, вы зашли еще дальше в неправильном направлении. Некоторое чрезмерное тепло деформирует металлический лист, но слишком сильное его сжигает.
Итак, увеличьте скорость сварки и выполняйте короткие прерывистые швы. Попробуйте сварить соединение с нескольких позиций. Например, разделите длину соединения на четыре, отметьте деления и сплавите каждое отдельно.
Кроме того, используйте заводской воздушный компрессор для охлаждения листового металла между сварными швами.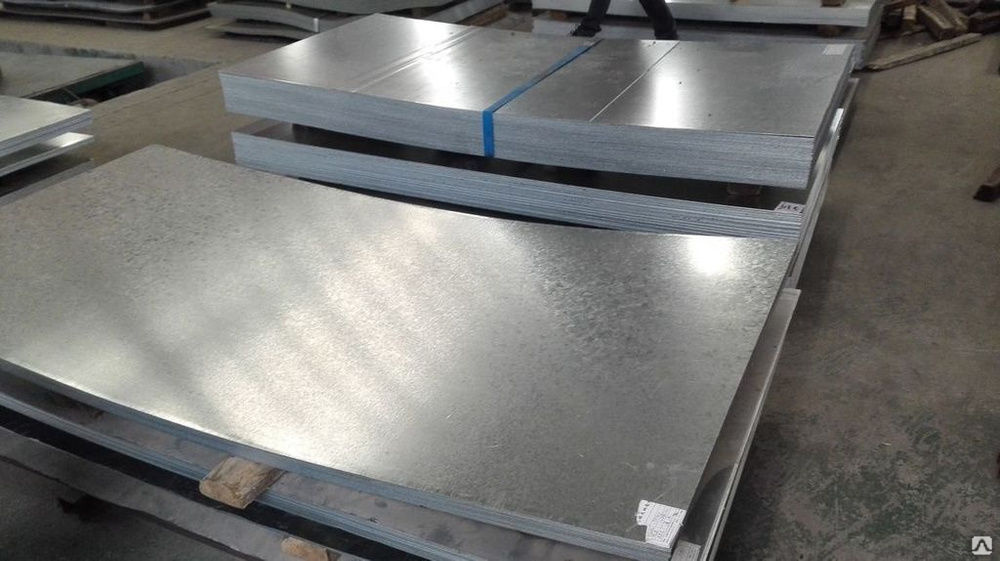 Это также полезно для предотвращения коробления, но если материал слишком тонкий и вы продолжаете проделывать в нем отверстия, вам понадобится вся возможная помощь.
Это также полезно для предотвращения коробления, но если материал слишком тонкий и вы продолжаете проделывать в нем отверстия, вам понадобится вся возможная помощь.
Значительно снизить выходную силу тока. Если ваша текущая настройка силы тока прожигает металл, попробуйте снизить ее на 30-50%. Кроме того, уменьшите диаметр вольфрамового электрода, стержневого электрода или проволоки MIG в соответствии с меньшей силой тока.
Внешний видСварка листового металла часто требует красивой гладкой линии сварки. Вы можете достичь этого только с помощью сварочного аппарата TIG. Сварка MIG с коротким замыканием вызывает появление брызг и неровный валик, в то время как сварка электродами создает наименее привлекательные сварные швы. Кроме того, при сварке электродом остается шлак, который необходимо удалять.
После удаления шлака или очистки остатков кремнезема от сварных швов MIG обычно необходимо отшлифовать линию сварки, чтобы улучшить ее внешний вид. Не нажимайте слишком сильно угловой шлифовальной машиной и не сглаживайте одну область слишком долго, чтобы предотвратить накопление тепла. Даже тепло, выделяемое при трении при шлифовании, также может деформировать тонкий листовой металл.
Не нажимайте слишком сильно угловой шлифовальной машиной и не сглаживайте одну область слишком долго, чтобы предотвратить накопление тепла. Даже тепло, выделяемое при трении при шлифовании, также может деформировать тонкий листовой металл.
Шлифование нержавеющей стали — отдельная обширная тема. Поэтому убедитесь, что вы используете тип абразива и размер зерна, которые обеспечивают желаемую отделку. Чтобы удалить обесцвечивание нержавеющей стали от сварки, вы можете использовать проволочные круги из нержавеющей стали, но вы также можете использовать абразив с зернистостью 360 или более грубый. Однако смешивание и выравнивание валиков следует выполнять с помощью абразивного диска, ленты или лепесткового диска с зернистостью 40–80.
Шлифовка низкоуглеродистой стали и алюминия менее сложна. Но для алюминия требуются уникальные шлифовальные круги на восковой основе. Алюминий быстро нагружает обычные колеса, что может привести к их взрыву.
Какой бы металл вы ни обтачивали, будьте осторожны, чтобы не удалить слишком много материала. Легкий материал легко перешлифовать и истончить, что ставит под угрозу прочность соединения.
Легкий материал легко перешлифовать и истончить, что ставит под угрозу прочность соединения.
Если валик сварного шва находится слишком высоко над поверхностью металла, это дефект сварного шва, называемый переполнением или чрезмерным усилением. Это не обязательно требует доработки, но ухудшает внешний вид, подвергает носки сварного шва напряжению и увеличивает вероятность захвата шлака.
Если вы продолжаете делать сварные швы, попробуйте увеличить скорость сварки и уменьшить скорость подачи проволоки MIG или выходную силу тока при сварке электродами.
Вы можете стачивать лишний металл, но при слишком агрессивной шлифовке появляются проколы и трещины. Было бы лучше, если бы вы также помнили, что, поскольку верхняя часть этих валиков является гордой, носки сварного шва испытывают более высокое напряжение, поскольку шлифовальный круг оказывает усилие сверху. Кроме того, давление на выступах сварного шва выше, чем при шлифовке валиков меньшей высоты. Итак, используйте нежное прикосновение.
Итак, используйте нежное прикосновение.
Обычно свариваемые металлы, такие как низкоуглеродистая сталь, нержавеющая сталь и алюминий, требуют различных мер предосторожности при сварке тонких листов. С мягкой сталью легче всего работать, если вы держите силу тока на низком уровне, свариваете быстро и разносите сварные швы. Соблюдая эти меры предосторожности, вы должны добиться хороших результатов.
Однако нержавеющая сталь гораздо менее щадящая. Он не так эффективно проводит тепло, как мягкая сталь, поэтому тепло концентрируется в зоне термического влияния (ЗТВ). Это приводит в лучшем случае к обесцвечиванию.
В худшем случае нержавеющая сталь теряет коррозионную стойкость. Кроме того, сохранение тепла в ЗТВ способствует короблению и прожогу. Кроме того, использование радиаторов менее эффективно для нержавеющей стали, чем для мягкой стали.
В отличие от стали, алюминий быстро проводит тепло, но плавится при более низкой температуре (по сравнению со сталью). Что еще хуже, защитный оксид на поверхности алюминия плавится при значительно более высокой температуре, чем алюминий под ним. Эта комбинация факторов делает алюминий очень сложным для сварки, особенно тонких листов.
Что еще хуже, защитный оксид на поверхности алюминия плавится при значительно более высокой температуре, чем алюминий под ним. Эта комбинация факторов делает алюминий очень сложным для сварки, особенно тонких листов.
Чтобы сварить тонкий алюминий, вы должны двигаться даже быстрее, чем сталь. Дополнительно используйте стрингеры, прямые бусины. Таким образом, вы сведете к минимуму поступление тепла и предотвратите прожигание этого чувствительного материала. Поскольку алюминий исключительно хорошо проводит тепло, использование радиаторов значительно снижает концентрацию тепла в ЗТВ.
Итоговое видеоЭто видео от Everlast демонстрирует многие концепции, которые мы обсуждали в этой статье. Таким образом, это может помочь вам визуализировать, как выглядят продувки и деформации и как их предотвратить.
Часто задаваемые вопросы
Какой самый тонкий листовой металл можно сваривать? Самым тонким листовым металлом, который можно сваривать дугой, является мягкая сталь толщиной 26 Ga. Однако, если вы опытный сварщик, вы можете сваривать даже тоньше с некоторым искажением и прогоранием металла.
Однако, если вы опытный сварщик, вы можете сваривать даже тоньше с некоторым искажением и прогоранием металла.
Лучшим процессом сварки тонкого металла является MIG из-за его скорости. Но многие сварщики утверждают, что процесс сварки TIG имеет преимущество из-за узкой ЗТВ.
Что такое правило 1 за 1 при сварке тонкого металла?Правило 1 к 1 гласит, что для тонкой углеродистой стали следует использовать 1 ампер на 1 тысячную (0,001) дюйма толщины. Однако для нержавеющей стали требуется на 1/3 меньше ампер, а для алюминия — примерно на 1/3 больше.
Какой самый толстый металл можно точечной сваркой?Самый толстый металл, который можно сваривать точечной сваркой, составляет 1,25 дюйма.
Обертывание
Сварка тонкого металла — сложная задача. Этого нельзя отрицать. Но если вы потренируетесь и будете применять советы, которыми мы поделились в этой статье, вы быстро освоитесь.