Сварочный полуавтомат своими руками — схема для сборки
Изделие, которое предназначено для процесса сварки называется сварочным полуавтоматом. Аппараты для сварки бывают разных форм и видов, но главное, чтобы этот механизм надежно работал, был качественным, практичным, безопасным и служил долгие годы.
Схемы самодельных сварочных полуавтоматов можно найти в интернете или узнать, получив консультацию специалиста. Данный инструмент пригодится в любом хозяйстве, хранить его можно как дома, так и в гараже или на даче. Для того чтобы сварка полуавтомат своими руками работала, необходимо знать кое-что о принципах работы этого механизма.
Виды сварочных полуавтоматов
Во-первых, нужно отметить, что сварочные аппараты делятся на следующие виды:
- для сварки под слоем флюса;
- для сварки на газах;
- а также для сварки порошковой проволокой.
Бывает такое, что для качественного результата необходимо взаимодействие этих видов аппаратов.
Кроме вышеперечисленных видов, эти изделия делятся и по другим критериям и бывают:
- однокорпусные и двукорпусные;
- стационарные, переносные и передвижные;
- профессиональные, полупрофессиональные и любительские;
- тянущие, толкающие.
Иногда для полноценной и качественной работы необходимо приобрести дополнительное оборудование (например, баллон с углекислым газом).
Основные составляющие сварочного аппарата и принцип сварки
Сварочный полуавтомат своими руками, схема которого не представляет особой сложности, состоит из нескольких основных элементов:
- источник питания;
- устройство с основной функцией – управление сварочным током;
- рукава;
- горелки;
- зажимы.
Источником питания может служить трансформатор, инвертор или выпрямитель. От того, какой источник питания выбран, зависит объем и цена сварочника. Лучшими называют инверторные источники питания.
Электрическая схема сварочного полуавтомата предусматривает, что тип сварки влияет на слаженность работы оборудования в целом.

Принцип работы аппарата заключается в перемещении и регулировке грелки, в контроле и отслеживании сварочного процесса.
Также схемы самодельных сварочных аппаратов предусматривают определенную последовательность работы. На начальном этапе проходит подготовительная продувка системы для дальнейшей подачи газа. Следующим запускается источник питания дуги. Потом подается проволока и начинается движение полуавтомата с определенной скоростью. По окончании процесса, необходимо обеспечить заварку кратера и защиту шва.
Нужно также учесть, что процесс сварки выполняется в специальном помещении с применением сварочного оборудования.
Сварка полуавтомат своими руками предусматривает обязательное соблюдение правил безопасности. Нужно проверить исправность всех механизмов, перепроверить заземлен ли корпус устройства. Во время сварки, нельзя облокачиваться или опираться на аппарат. Если с аппаратом возникли какие-то неполадки, следует немедленно прекратить работу и прибегнуть к помощи специалиста.
Плюсы и минусы сварочного аппарата, и советы по его изготовлению своими руками
Сварочный полуавтомат своими руками, схема которого рассмотрена выше, имеет свои достоинства и недочеты.
К преимуществам можно отнести высокий коэффициент полезного действия, минимальную потерю энергии и расход электротехнического материала. Этот современный механизм характеризуется небольшими габаритами и весом, высоким качеством шва и возможностью работы с любыми сплавами. Его удобно передвигать к месту сварки, и он имеет достаточно высокий уровень безопасности.
Недостатками этого аппарата можно считать его высокую стоимость и плохую работу в условиях отрицательных температур.
Существуют инструкции для изготовления полуавтоматов для сварки своими руками, которые, как правило, предусматривают их применение в мелких бытовых целях. Именно исходя из этого и производятся основные расчеты по его изготовлению. Лучше всего для изготовления этого аппарата ручным способом, использовать трансформаторное железо.

Изучив, что такое электросхема сварочного полуавтомата и основные принципы его действия можно без особого труда сделать сварочный аппарат самостоятельно. Важно не забывать об электробезопасности и правилах, удобнее выполнять работы по изготовлению сварочного полуавтомата в домашних условиях вдвоем. Также нужно помнить, что электрическая схема сварочного полуавтомата предусматривает предварительные расчеты, которые лучше лишний раз перепроверить.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварочный полуавтомат своими руками – схема сборки
Главная » Оборудование » Полуавтоматы » Как сделать сварочный полуавтомат своими руками?
0
Опубликовано: 22.03.2017
Сварочный полуавтомат своими руками собрать из инвертора не слишком просто, так как данная задача потребует определенных знаний в области электроники, умения спаивать между собой различные элементы.
Оглавление:
Какие нужны комплектующие?
Чтобы переделать инверторный аппарат из ручного режима потребуется воспользоваться определенным оборудованием. Также надо иметь под руками ряд комплектующих, без которых полноценное выполнение работ не представляется возможным:
- Так как полуавтоматическая сварка будет работать от инвертора, потребуется взять инвертор, способный сформировать сварочный ток, сила которого будет достигать хотя бы 150 А;
- Специальный механизм, обеспечивающий равномерную и постоянную подачу проволоки;
- Горелка, которая представляет собой ключевой рабочий элемент;
- Шланг требуемого диаметра, через который будет происходить подача проволоки;
- Еще один шланг, по которому в зону сваривания металла будет подаваться специальный защитный газ;
- Катушка с намотанной на нее сварочной проволокой, однако, эту деталь придется определенным образом переделать;
- Специальный блок электронного типа, через который и будет осуществляться управление работой самодельного сварочного полуавтомата.


Наибольшее внимание необходимо уделить подающему устройству, которое отвечает за подачу проволоки в зону сварки. Для получения максимально аккуратного шва без различных дефектов с внешней стороны, скорость подачи проволоки в самодельном сварочном полуавтомате подбирается такая, чтобы проволока успевала полностью расплавляться и формировать качественный шов.
Стоит отметить, что в процессе полуавтоматической сварки может использоваться проволока различного диаметра и изготовленная из разных материалов, соответственно показатель расплавления будет различным. Чтобы работать со сварочными полуавтоматами было как можно удобнее, в самодельной конструкции должен быть предусмотрен механизм регулировки скорости устройства, которое будет подавать проволоку.
Как правильно переделать трансформатор от инвертора?
Чтобы получить в конечном счете качественный полуавтоматический сварочный аппарат, необходимо подвергнуть определенным переделкам трансформатор инвертора. Сделать это самостоятельно не слишком трудно, однако, для этого придется следовать ряду определенных правил.
Сделать это самостоятельно не слишком трудно, однако, для этого придется следовать ряду определенных правил.
Прежде всего, нужно сделать обмотку трансформатора. Для этого понадобится медная полоска и обмотка из термобумаги. Нужно найти именно полосу, проволока для этих целей не подойдет, так как собранный по такому методу своими руками сварочный полуавтомат станет очень сильно нагреваться.
Вторичная обмотка также нуждается в определенной переделке. В схему сварочного полуавтомата нужно внести еще одну обмотку трансформатора, включающую в себя три слоя жести.
Данное технологическое решение способствует значительному увеличению проводимости токов. Чтобы знать, как сделать сварочный полуавтомат своими руками, нужно помнить о необходимости внесения в схемы сварочных полуавтоматов вентилятора, который будет использоваться для того, чтобы качественно охлаждать всю конструкцию, не допуская ее перегрева.
Как правильно произвести настройку инверторного аппарата для проведения полуавтоматических сварных работ?
Чтобы внести определенные изменения в схемы самодельных сварочных аппаратов-полуавтоматов, нужно сначала полностью обесточить данную конструкцию. Для дополнительной защиты от перегрева на радиаторах нужно установить входной и выходной выпрямитель, а также силовые ключи.
Когда все эти действия будут произведены, силовую часть сварочного аппарата соединяют с блоком управления и пробуют подключить его к электросети. Сначала должен загореться индикатор, говорящий о том, что изделие подключено. Перед тем как опробовать изделие в сварке, к выходам нужно подключить осциллограф и с его помощью постараться отыскать электрические импульсы, частота которых должна находиться в пределах от 40 до 50 кГц. Между ними должен сохраняться промежуток 1,5 мкс – этого эффекта можно добиться благодаря изменению входного напряжения. Как только оптимальное напряжение будет найдено, можно попробовать подключить сварочную проволоку и сварить две заготовки.
Как наладить механизм подачи?
Для этого потребуется взять два подшипника, величина которых должна соответствовать типоразмеру 6202, также понадобится электродвигатель от автомобильных дворников, причем чем меньше будет его размер, тем лучше.
Когда будет производиться выбор сварочного аппарата и его соответствие схеме сварочного полуавтомата, необходимо тщательно проверить, чтобы он вращался строго в одном направлении. Помимо этого, нужно будет взять ролик с диаметром ровно 25 мм. Его насаживают поверх резьбы на вал электромотора. Все нестандартные элементы конструкции производятся самостоятельно – так в последующем будет гораздо легче производить ремонт сварочных полуавтоматов своими руками.
Механизм подачи включает в себя две пластины, на которых установлены подшипники.
Этот разъем, в свою очередь, будет подключаться к сварочному рукаву, установленному на передней части корпуса. К этой же пластине подключается катушка с намотанной проволокой. Чтобы катушка хорошо держалась на механизме подачи, под нее делают специальный вал, который крепится перпендикулярно к текстолитовой пластине. С краю у вала должна быть нарезана резьба, чтобы катушка как можно плотнее садилась на него.
Принципиальная схема сварочного полуавтомата, изготовленного самостоятельно, отличается практичностью, надежностью и экономичностью. Стоит отметить, что наверняка конструкция будет выглядеть не слишком привлекательно, однако по своим эксплуатационным характеристикам она практически ничем не будет отличаться от профессионального промышленного оборудования.
Как осуществляется обмотка дросселя?
Чтобы дроссель работал надежно и при этом не перегревался при прохождении через него электрического тока, нужно воспользоваться трансформатором ОСМ-0,4, мощность которого составляет 400 Вт. Кроме того, при изготовлении качественной конструкции придется воспользоваться эмальпроводом, диаметр которого минимум должен составлять 1,5 мм, однако, лучше брать с небольшим запасом, например, 1,8 мм.
Следует намотать на дроссель два слоя провода, причем они должны быть качественно изолированы друг от друга. Провода в каждом из них укладывают как можно более плотно – это нужно для получения качественной индукционной катушки. На следующем этапе следует воспользоваться алюминиевой шиной размерами 2,8х4,65 мм.
Ее наматывают в один слой, изготавливая 24 витка, а оставшиеся концы делают длиной приблизительно по 30 см. В дальнейшем нужно будет собрать сердечник, между ним и катушкой должен быть зазор размером приблизительно 1 мм. Чтобы соединение получилось как можно более жестким, между сердечником и обмотками нужно будет проложить небольшие кусочки текстолита.
В дальнейшем нужно будет собрать сердечник, между ним и катушкой должен быть зазор размером приблизительно 1 мм. Чтобы соединение получилось как можно более жестким, между сердечником и обмотками нужно будет проложить небольшие кусочки текстолита.
Для питания схемы управления также необходимо воспользоваться трансформатором, причем данную конструкцию собирать самостоятельно совершенно необязательно, так как можно по небольшой цене приобрести готовое изделие. Главным критерием является то, что конструкция должна выдавать 24 В при силе тока около 6 А.
Подведём итог
Если вся конструкция будет правильно собрана, то ею будет очень удобно пользоваться, а срок ее службы будет превышать даже профессиональные аппараты. Однако при неправильной сборке наиболее уязвимым элементом конструкции будет регулятор подачи проволоки, поэтому временами данные элементы будут нуждаться в проведении ремонтных или профилактических работ.
В остальном, сваривать металлические детали с помощью полуавтоматического аппарата, собранного своими руками, довольно-таки удобно и просто, так как эта технология значительно проще по сравнению с традиционной ручной электродуговой сваркой.
Сергей Одинцов
tweet
MIG, TIG, Arc и многое другое
перейти к содержаниюWeldingMetal
Сварка — это процесс, используемый в производстве на протяжении тысячелетий. Различные виды сварки помогают производителям ковать мечи, строить корабли, мебель и многое другое. Существует множество видов сварки, каждый из которых имеет конкретное практическое применение. Когда вы начнете, вы обнаружите, что некоторые виды сварки легче освоить, в то время как на освоение других процессов могут уйти годы. Различные виды сварки работают внутри помещений, а другие лучше всего применять на открытом воздухе. Читайте дальше, чтобы узнать больше о типах сварки и определить, какой из них лучше всего соответствует вашим потребностям.
Какие бывают виды сварки?
Существует множество различных видов сварки для различных уровней опыта и областей применения. Вы можете определить, какой тип сварки вам подходит, изучив свой опыт сварки и какие материалы вы хотели бы сваривать. В то время как некоторые типы сварки создают чистые валики и требуют минимальной очистки, другие типы сварных швов создают большие сварные швы, которые требуют очистки от большего количества шлака. Некоторые виды сварки подходят только для черных металлов, другие более универсальны. Мы составили краткий список нескольких распространенных типов сварки, их плюсов и минусов.
Сварные швы Сварке TIG Горелки для плазменной сварки| Тип | Плюсы | Минусы |
|---|---|---|
| Сварка MIG – Дуговая сварка металлическим электродом в среде защитного газа (GMAW) | MIG отлично подходит для быстрой сварки больших и толстых материалов. Это самый удобный вид сварки для начинающих. | MIG не такие точные, прочные и чистые, как сварные швы TIG. Материалы заготовки должны быть полностью очищены от ржавчины или шлака. |
| Сварка ВИГ – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) | TIG обладает высокой точностью и универсальностью, что позволяет вам сваривать широкий спектр небольших и тонких материалов. Он отлично подходит для сварки цветных металлов. | сложнее научиться, что делает ее более медленным процессом с более длительным временем выполнения и более высокими производственными затратами. |
| Сварка стержнем – Дуговая сварка в защитном металле (SMAW) | Ручная сварка очень универсальна, недорога и проста в освоении. Его можно использовать на различных металлических сплавах. | Расходуемые электроды необходимо часто заменять, а шлак необходимо удалять после сварки, что замедляет процесс. |
| Сварка под флюсом – Дуговая сварка порошковой проволокой (FCAW) | Сварка под флюсом не использует защитный газ, поэтому ее можно использовать на открытом воздухе и в ветреную погоду. Его также можно использовать на различных металлических сплавах. | Присадочный материал дороже по сравнению с другими видами дуговой сварки. Кроме того, при дуговой сварке выделяется больше дыма и дыма, чем при других видах дуговой сварки. |
| Сварка энергетическим лучом (EBW) | Сварка энергетическим лучом позволяет сваривать толстые и тонкие материалы, а также разнородные металлы с разной температурой плавления и проводимостью. Электронная сварка точна и дает сварщику контроль над процессом. | Материалы усаживаются и охлаждаются после соединения, что может привести к растрескиванию и искривлению в месте сварки. |
| Сварка атомным водородом (AHW) | Сварка атомарным водородом может достигать температуры до 4000 ° C, что позволяет сваривать вольфрам, самый тугоплавкий металл.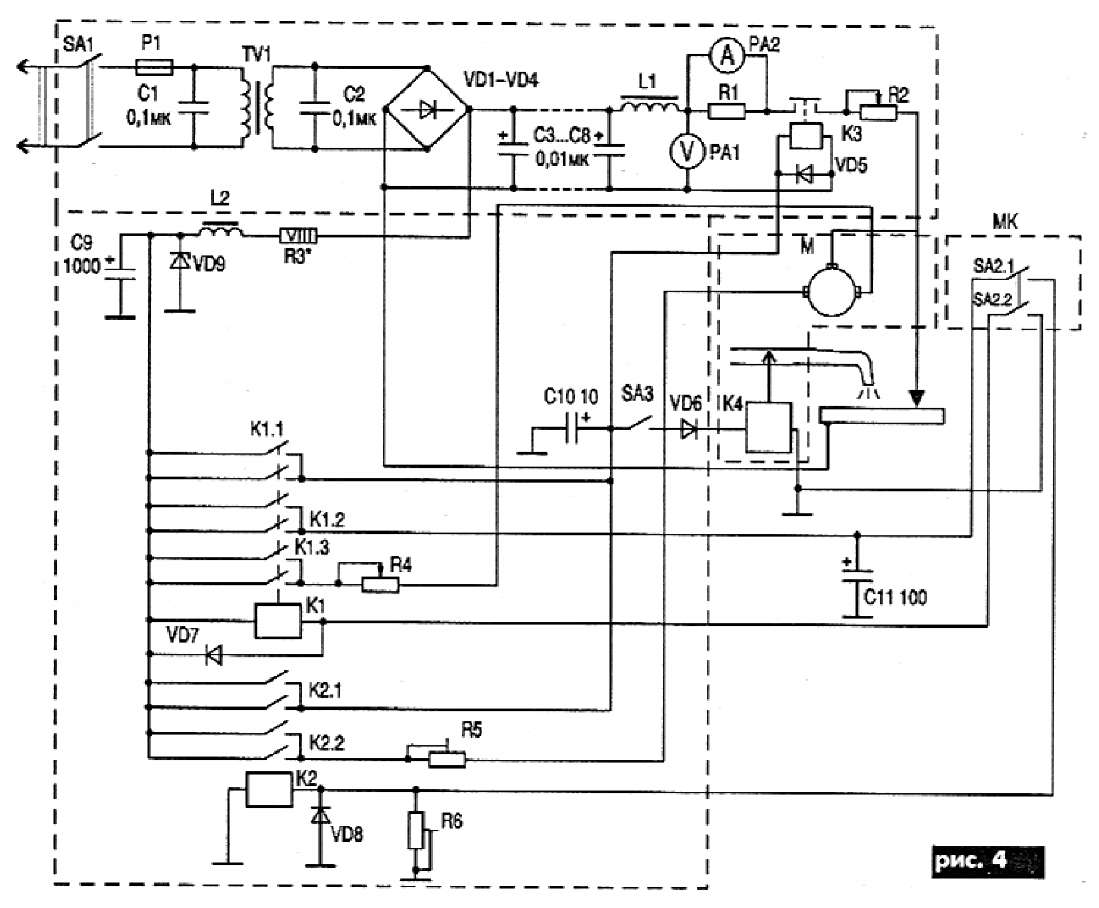 Водород предотвращает окисление и загрязнение материалов. Этот процесс не требует флюса. Водород предотвращает окисление и загрязнение материалов. Этот процесс не требует флюса. | Сварка атомным водородом заменяется дуговой сваркой металлическим электродом из-за доступности недорогих инертных газов. |
| Кислородно-ацетиленовая сварка | Кислородно-ацетиленовая горелка легкая, компактная и бесшумная. Кислородно-ацетиленовые горелки могут легко резать железосодержащие материалы толщиной до 8 дюймов. Вы можете использовать кислородно-ацетиленовый газ для резки, пайки и сварки стали. | Ацетиленовое топливо более дорогое по сравнению с другими видами топлива. |
| Плазменная дуговая сварка | обеспечивают полный контроль над дугой и высокое качество сварки. Сварные швы чистые, ровные и прочные. | Оборудование для плазменной сварки стоит дорого, поэтому затраты на ввод в эксплуатацию высоки. Это более специализированный сварочный процесс, который требует больше времени для первоначального обучения. Это более специализированный сварочный процесс, который требует больше времени для первоначального обучения. |
Сварка МИГ
Сварка металлов в среде инертного газа (МИГ) — это процесс дуговой сварки, в котором для получения сварного шва используется сплошной проволочный электрод. Электрод подается в сварочный пистолет и нагревается. Это простой вид сварки для новичков.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (ВИГ) представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Это точная форма сварки, позволяющая сварщику регулировать силу тока и расход газа. Сварка TIG наиболее эффективна для более деликатных материалов и может использоваться для сварки как черных, так и цветных металлов.
Сварка электродом или дуговая сварка
Сварка электродом — это процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом, для выполнения сварного шва. Он обеспечивает прочные сварные швы и хорошо работает с более толстыми материалами. Это универсальный сварочный процесс, он прост в настройке оборудования и, как правило, прост в освоении.
Он обеспечивает прочные сварные швы и хорошо работает с более толстыми материалами. Это универсальный сварочный процесс, он прост в настройке оборудования и, как правило, прост в освоении.
Сварка под флюсом
Сварка под флюсом — это полуавтоматический или автоматический процесс дуговой сварки, в котором используется плавящийся электрод с непрерывной подачей. Электрод содержит флюсовый сердечник, который обеспечивает защиту сварного шва от атмосферы, что делает его очень портативным и универсальным.
Плазменно-дуговая сварка
Плазменно-дуговая сварка образует электрическую дугу между неплавящимся электродом и заготовкой. Процесс характеризуется высокой температурой и концентрацией энергии, что позволяет сварщику выполнять глубокие и узкие швы на высоких скоростях.
Ацетиленовокислородная сварка
Ацетиленокислородная сварка использует горючие газы и кислород для сварки или резки металлов. Кислород повышает температуру пламени, обеспечивая локальное плавление материала заготовки.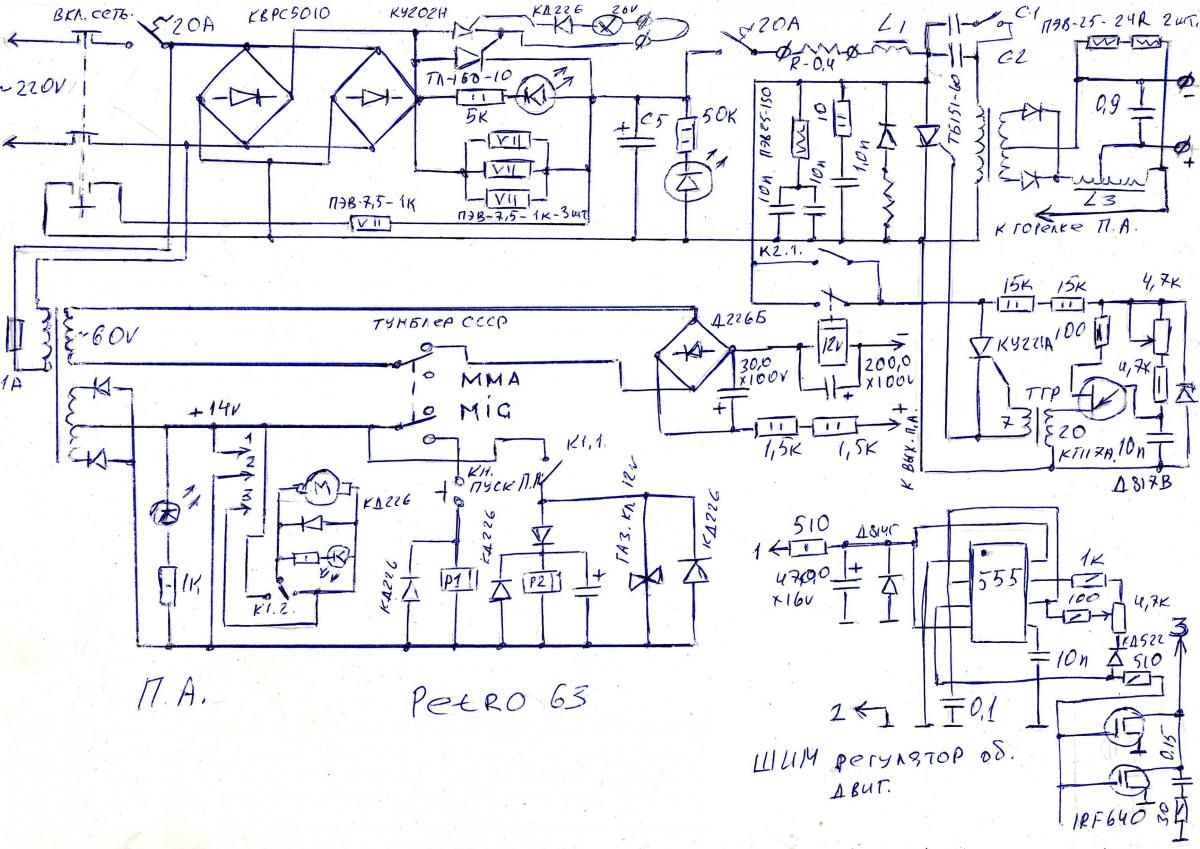
Какой тип сварного шва самый прочный?
Ни один тип сварки не является самым прочным среди всех видов сварки. Самый прочный сварной шов зависит от типа металла, толщины материала и ожидаемой весовой нагрузки на сварной шов. Сварка TIG обеспечивает самые чистые сварные швы в обычных условиях, потому что большее количество присадочного металла попадает непосредственно в соединение и производит меньше брызг. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым типом сварки для начинающих. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Какой вид сварки следует изучить?
При определении типа сварки, который вам следует изучить, вы можете спланировать тип материалов, с которыми вы хотели бы работать, количество времени, которое вам нужно для обучения, и ресурсы, которые у вас есть.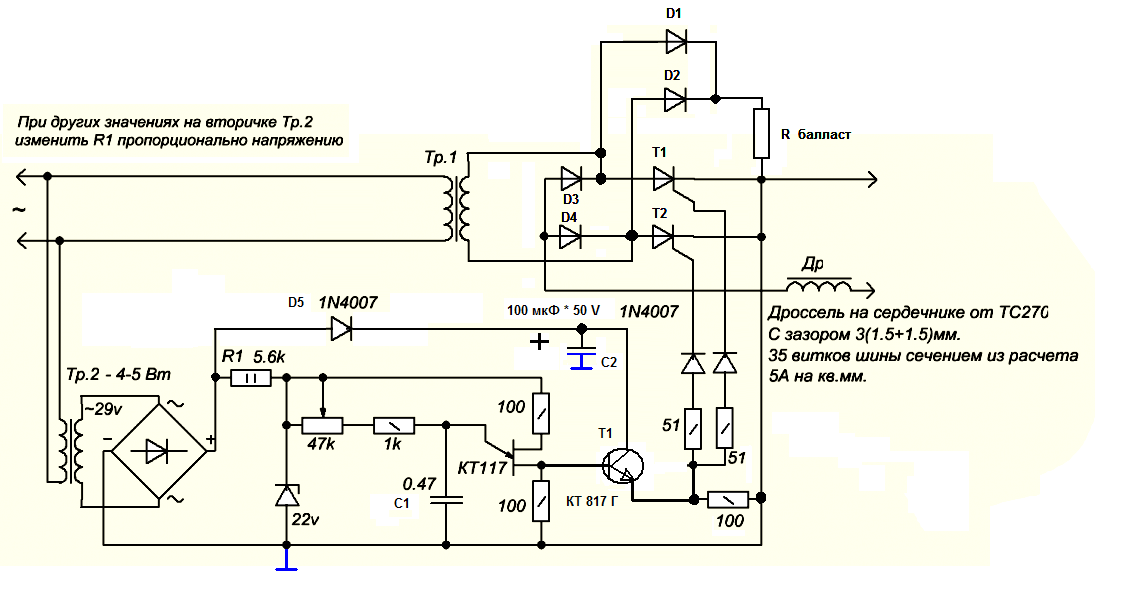 Сварка MIG — самый удобный вид сварки для начинающих. Это более быстрый процесс, которому легко научиться и который прощает ошибки. Сварка TIG — это более медленный процесс, который требует больше времени для освоения и обеспечивает более точные сварные швы на различных типах материалов.
Сварка MIG — самый удобный вид сварки для начинающих. Это более быстрый процесс, которому легко научиться и который прощает ошибки. Сварка TIG — это более медленный процесс, который требует больше времени для освоения и обеспечивает более точные сварные швы на различных типах материалов.
Каким видам сварки можно научиться в Крусибле?
В Крусибле начальные и продвинутые классы обучаются четырем различным видам сварки: кислородно-ацетиленовой газовой сварке, дуговой или электродуговой сварке, сварке МИГ и сварке ВИГ. Начните с начального курса по сварке MIG или попробуйте все четыре типа на нашем курсе «Изучение сварки». Crucible также предлагает курсы сварки TIG для начинающих и продвинутых, которые познакомят вас с работой с различными материалами. В классе дуговой сварки вы узнаете, как использовать электрическую дугу для создания тепла для плавления и соединения металлов. Дуговая сварка — отличный метод для сложных соединений и положений сварки. Курс кислородно-ацетиленовой сварки Crucible научит вас сваривать с использованием тепла, выделяемого горящими газами. Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Виды сварки Часто задаваемые вопросы
Какой вид сварки лучше?
Тип сварки, который подойдет вам лучше всего, зависит от вашего опыта, материалов и проектов. Сварке MIG, как правило, легче всего научиться. Сварка TIG — это более медленный и точный процесс, который работает со многими различными типами материалов. Дуговая и кислородно-ацетиленовая сварка обеспечивают прочные сварные швы на толстых материалах и могут работать на открытом воздухе и под водой.
В чем разница между сваркой MIG и TIG?
При сварке MIG и TIG используется дуга для создания тепла и сварки металлов; однако разница между ними заключается в способе использования дуги. MIG использует проволочный сварочный электрод, который постоянно перемещается по сварочному аппарату на катушке для выработки тепла. TIG использует вольфрамовый электрод, который создает электрическую дугу между горелкой и материалами.
TIG использует вольфрамовый электрод, который создает электрическую дугу между горелкой и материалами.
Какому способу сварки легче всего научиться?
Сварка MIG, как правило, самый простой вид сварки для начинающих. Сварочные аппараты MIG используют подающую проволоку, которая проходит через аппарат с заданной скоростью. Это делает процесс относительно быстрым и обеспечивает стабильные сварные швы.
Какому виду сварки труднее всего научиться?
Сварка ВИГ является самым сложным видом сварки для изучения по целому ряду причин. Процесс сварки TIG медленный и требует времени, чтобы привыкнуть к нему новичку. Сварщику TIG требуется ножная педаль для подачи электрода и управления переменным током, удерживая при этом устойчивую руку у сварочной горелки. Это дает сварщику больше контроля над процессом, но новичку может потребоваться больше времени для обучения.
Продолжить изучение металлических направляющих
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота. …
…
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте разницу между черными и цветными металлами и как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металла до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить собственное кузнечная кузница и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов от типов форм до различных методов литья….
Подробнее →
Вы можете научиться сваривать металл
В Горниле еженедельно проводятся новые занятия по сварке.
Производство металлической мебели
Изготовьте единственную в своем роде металлическую мебель для вашего дома! Помимо базовой сварки MIG, этот курс фокусируется на проектировании и изготовлении функциональных и эстетически привлекательных. ..
..
Узнать больше и зарегистрироваться →
Сварка TIG I
TIG (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом) тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока,…
Узнать больше и зарегистрироваться →
Сварка МИГ
МИГ (металл в среде инертного газа) — самый распространенный вид современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается по шлангу…
Узнать больше и зарегистрироваться →
Лаборатория сварки MIG и TIG
Лабораторные занятия являются большим преимуществом, исключительно для участников Крусибл! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкция не предоставляется…
Узнать больше и зарегистрироваться →
Сварка в кислородно-ацетиленовой среде
Сварка с использованием тепла, выделяемого горящими газами, является одним из старейших методов сварки, восходящим к Древней Греции. В этом курсе студенты познакомятся со сжиганием газа…
В этом курсе студенты познакомятся со сжиганием газа…
Узнать больше и зарегистрироваться →
Молодежная сварка ВИГ I
Сварка ВИГ (вольфрам в среде инертного газа) — это высокоточный метод сварки, который обеспечивает чистоту и целенаправленность сварки. сваривает все, от сверхтонких до очень толстых материалов. Вы узнаете…
Узнать больше и зарегистрироваться →
Молодежная сварка МИГ
МИГ (металл в среде инертного газа) — наиболее распространенный современный вид сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
Молодежная дуговая сварка I
Научитесь плавить, резать, сгибать и фигурный металл. Это интенсивное введение в дуговую сварку, также известную как дуговая сварка, и резка кислородно-ацетиленовой горелкой проводится техническим специалистом….
Узнать больше и зарегистрироваться →
Дуговая сварка I
Научитесь соединять куски металла с помощью дуговой сварки, также известной как сварка электродом. Инструкторы научат вас резать металл горячим пламенем кислородно-ацетиленовой горелки и использовать…
Инструкторы научат вас резать металл горячим пламенем кислородно-ацетиленовой горелки и использовать…
Узнать больше и зарегистрироваться →
Изучение сварки
Не можете решить, какой тип сварки выбрать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). Вы получите…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для ветряных колокольчиков, плазменной резкой по бокам их уникального дизайна, а также подвешивать стальные цепи, крюки и резать металл…
Узнать больше и зарегистрироваться →
Сварка TIG II
Этот курс расширяется на основных навыках, которым обучают в TIG Welding I. Учащимся будет предложен ряд технических упражнений, предназначенных для улучшения их концентрации и контроля, обзора суставов. ..
..
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для ветряных колокольчиков, плазменной резкой по бокам их уникального дизайна, а также подвешивать стальные цепи, крюки и резать металл… от женщин, для женщин! Мы научим вас основам сварки MIG и плазменной резки, включая металлургию, подготовку, соединения, технику и…
Узнать больше и зарегистрироваться →
МАГАЗИН СВАРКИ
2021-06-16T08:16:02-07:00 Ссылка для загрузки страницыПерейти к началу
Все, что вам нужно знать о полуавтоматической сварке
Введение. Что такое полуавтоматическая сварка?
Полуавтоматическая сварка — это тип сварки, при котором используется аппарат для управления дугой и скоростью сварки. Этот тип сварки используется для MIG, TIG, SAW и плазменной дуговой сварки. Это популярный выбор для многих сварочных проектов, поскольку он обеспечивает большую точность и аккуратность, чем ручная сварка. Полуавтоматическая сварка также имеет то преимущество, что она быстрее ручной сварки. Таким образом экономя время и деньги в крупных проектах. Автоматизированная дуговая сварка может использоваться для соединения различных металлов. Например, алюминий, нержавеющая сталь, медные сплавы и чугун.
Полуавтоматическая сварка также имеет то преимущество, что она быстрее ручной сварки. Таким образом экономя время и деньги в крупных проектах. Автоматизированная дуговая сварка может использоваться для соединения различных металлов. Например, алюминий, нержавеющая сталь, медные сплавы и чугун.
Как полуавтоматическая сварка может помочь в различных проектах.
Полуавтоматическая сварка — это процесс, в котором используются машины для соединения двух кусков металла. Это отличный способ для сварщиков сэкономить время и деньги при работе над различными проектами. Полуавтоматические сварочные аппараты используются во многих отраслях промышленности, от автомобильной до аэрокосмической и других. Разработанные, чтобы быть быстрыми и точными, они помогают сварщикам быстро выполнять свои проекты. При этом добиваясь желаемых результатов. Существуют различные типы сварочных полуавтоматов. Каждый подходит для разных типов проектов и приложений. Используя одну из этих машин, сварщики могут быть уверены, что их работа выполняется безопасно и эффективно.
Преимущества использования полуавтоматической сварки по сравнению с ручной сваркой.
Полуавтоматическая сварка — это процесс, который имеет ряд преимуществ по сравнению с ручной сваркой. К ним относятся повышенная скорость и точность. Процесс предполагает использование сварочного полуавтомата. Который способен выполнять те же сварные швы, что и ручной сварочный аппарат, но с большей точностью и скоростью. Этот тип сварки идеально подходит для применений, требующих точности и короткого времени производства. Он также обеспечивает более стабильные результаты по сравнению с ручной сваркой. В результате уменьшается количество дефектов и улучшается качество продукции. Кроме того, полуавтоматические сварочные аппараты просты в эксплуатации, для начала работы требуется минимальное обучение.
Какие бывают полуавтоматические сварочные аппараты?
Полуавтоматическая сварка — это процесс, в котором используются передовые технологии для соединения металлических деталей. Это экономичный способ создания прочных и долговечных сварных швов с меньшим количеством ручного труда. Существует три основных типа сварочных полуавтоматов. Включая аппарат для сварки MIG, аппарат для сварки TIG и аппарат для дуговой сварки с флюсовой проволокой. Каждый тип имеет свои уникальные преимущества и недостатки. Поэтому важно понять, какой из них лучше всего подойдет для вашего проекта, прежде чем совершать покупку. Решения для полуавтоматической сварки включают в себя сварочные тележки, системы круговой сварки и токарные станки. Плюс машины для сварки продольных швов и манипуляторы колонн и стрел.
Это экономичный способ создания прочных и долговечных сварных швов с меньшим количеством ручного труда. Существует три основных типа сварочных полуавтоматов. Включая аппарат для сварки MIG, аппарат для сварки TIG и аппарат для дуговой сварки с флюсовой проволокой. Каждый тип имеет свои уникальные преимущества и недостатки. Поэтому важно понять, какой из них лучше всего подойдет для вашего проекта, прежде чем совершать покупку. Решения для полуавтоматической сварки включают в себя сварочные тележки, системы круговой сварки и токарные станки. Плюс машины для сварки продольных швов и манипуляторы колонн и стрел.
Меры предосторожности при использовании полуавтоматического сварочного аппарата.
При использовании сварочного полуавтомата безопасность имеет первостепенное значение. Важно принять меры предосторожности, чтобы обеспечить безопасное завершение процесса сварки. Некоторые из наиболее важных мер предосторожности включают:
- ношение защитного снаряжения и СИЗ
- проверка надежности всех электрических соединений
- , чтобы в зоне сварки не было горючих материалов.
