Расход бетона: нормы использования вязальной проволоки
Как правило, расчеты затрат бетонного раствора содержатся в проектной документации. Однако если вы возводите свой дом, хозяйственное строение и прочие постройки самостоятельно, то осуществить вычисления придется своими руками. От их правильности зависит стоимость бетонных работ.
Затраты бетона зависят от типа изготавливаемой конструкции.
Как осуществить расчеты для основы дома
Объем затрат бетона зависит от типа выбранного фундамента.
Плитная основа
Подобное основание – это монолитная плита, заливаемая под всем домом.
В данном случае надо знать площадь здания и толщину основы.
- Приведем пример. Нужно залить плитный фундамент, толщиной 10 см (0.1 м) под дом, размерами 9×9 м.
- Площадь плиты равна: 9∙9=81 м2.
- Вычисляем объем заливки: 81∙1=8.1 м3. Таким же образом осуществляются расчеты для бетонной стяжки.


Данная инструкция не учла ребра жесткости внизу фундамента, которые обеспечивают его устойчивость и жесткость.
Они пересекаются и разбивают основу на квадраты.
- Для фундамента 9×9 м надо уложить ребра через каждые 3 м.
- Толщина их равняется толщине самой плиты, в нашем случае — это 10 см.
- Общее количество ребер — 6 (3 поперек и 3 вдоль), длина каждого из них 9 м.
- Следовательно, общая их длина равна 54 м. При ширине и высоте ребер 0.1 м, объем их составляет: 54∙1∙0.1=0.54 м3.
Складываем обе цифры и получаем итог — 8.64 м3 раствора.
Ленточное основание
Ленточная основа.
Норма расхода бетона на 1м3 такого фундамента также рассчитывается просто.
С этой целью надо знать ширину, длину, глубину заложения и высоту наземной части основы.
- Нашим примером будет то же здание со сторонами размерами 9×9 м. Его периметр равен 9∙4=36 м. Пусть ширина основы будет 40 см (0.4 м), глубина заложения 1 м, а наземная часть 50 см (0. 5 м).
- Иными словами, общая высота основания равна 1+0.5=1.5 м.
- Вычисляем объем фундамента: 36∙4∙1.5=21.6 м3.
 5 м).
5 м).Обратите внимание!
Данный расчет не учитывает перегородки.
Если они есть в проекте, следует суммировать объем лент под них и объем основного фундамента.
Столбчатый фундамент
Параметры, принимаемые во внимание при вычислениях.
Чтобы определить затраты бетона для обустройства подобного фундамента, надо знать число, высоту и поперечное сечение опор.
Сначала вычисляется расход смеси на 1 столб, затем цифра перемножается на их число.
- При расчетах площади опоры, имеющей круглое сечение, применяется формула S=3.14∙R∙ Буквы означают: S – искомую площадь, а R – это радиус сечения.
- При прямоугольной форме столбов, площадь вычисляется перемножением двух их смежных сторон.
- Когда площадь опоры будет найдена, следует ее умножить на высоту опор и их число. Так вы найдете объем нужного бетона.

Расход арматуры
Арматуру подсчитывают, определяя ее общую длину.
При заливке сооружения с арматурным каркасом, также следует подсчитать затраты материалов для него.
Каркас из прутьев
Для расчета каркаса надо всего лишь замерить всю длину арматуры.
Расход вязальной проволоки на 1 м3 бетона определяется так.
- Сначала определяется метод соединения. Он может быть таким: фиксируются поперечные и продольные прутья нижнего пояса, далее к ним прикручиваются прутки вертикальные. А уже к ним фиксируется поперечная и продольная арматура верхнего пояса.
- Значит, в точках пересечения двух горизонтальных и одного вертикального прута будет 2 соединения проволокой.
- Для перевязки одной точки пересечения арматуры необходимо 15 см вязальной проволоки. При этом она складывается вдвое, следовательно, на одно соединение ее надо 30 см.
Объемное армирование
Объемное армирование при помощи фиброволокон используется все шире.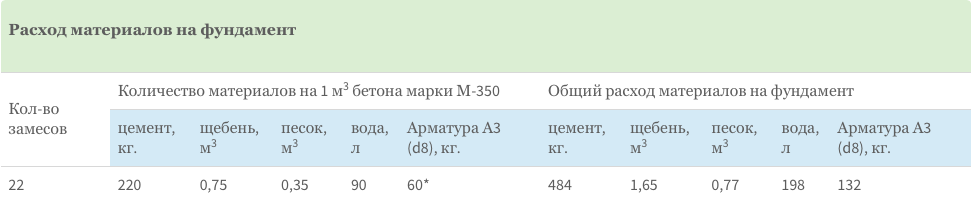 В отличие от аналогов из металла, они распределены в массе раствора равномерно, повышают его вяжущие качества и стойкость к расслоению.
В отличие от аналогов из металла, они распределены в массе раствора равномерно, повышают его вяжущие качества и стойкость к расслоению.
Расход фибры на 1м3 бетона приведен в таблице.
| Область использования | Желательный размер волокон, в мм | Расход материала |
| Промышленные виды полов | 12 и 20 | 0.6 кг/1 м3 – чтоб избежать образования трещинообразования при усадке.0.9 кг/1 м3 — для увеличения прочности бетона. |
| Бетонные и железобетонные конструкции | 12 и 20 | 0.6 кг/1 м3 — чтоб исключить трещинообразование при отвердении.0.9 кг/1 м3 – чтоб повысить прочность конструкций и избежать трещин. |
| Ячеистые виды бетона (пенобетон и газобетон не автоклавного отвердения) | 12, а также 20 и 40 | от 0.6 кг/1 м3, исходя из нужной прочности изделия. |
Гидроизоляция
Гидроизоляционные составы глубокого проникновения часто применяются для бетонных конструкций.
Обратите внимание!
Например, расход Пенетрона на 1м3 бетона не так уж велик, зато он пресекает проникновение влаги через основание.
Помимо этого состав увеличивает прочность и морозостойкость бетона.
Данная гидроизоляция выпускается в сухом виде. Состоит она из специального цемента, мелкомолотого кварцевого песка и активных химических присадок.
Расход Пенетрона на 1м2 бетона варьируется от 0.8 до 1.2 кг, что зависит от степени шероховатости основы.
Нормы, применяемые на производстве
На фото расход материалов для разных заводских бетонов.
Нормы расхода бетона на производстве применяются, согласно требованиям ГоСТ №14.322/83.
Они отражают максимальный объем раствора, который можно использовать для производства единиц изделий либо работы. Составляя норматив, технологи учитывают полезный расход материала, его потери и отходы. Исходя из них, определяется и цена изделий.
На заводах нужный объем смеси для выпуска определенной продукции находят расчетным либо графоаналитическим методом.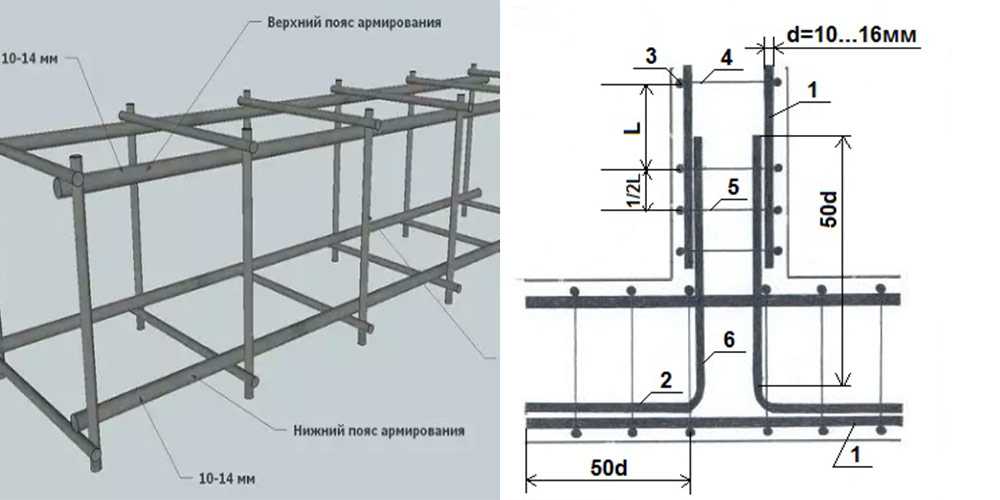
- При расчетном способе применяются чертежи и техническая документация. Также учитывается коэффициент расхода бетона при его уплотнении.
- При графоаналитическом методе сопоставляются реальные затраты материала с цифрами протоколов. Далее делаются графики, которые анализируются компьютерными программами.
Вывод
Предельно важно знать точную цифру затрат раствора при осуществлении работ, будь то расход газобетонных блоков на 1 м2 или смеси для монолитных конструкций. От этого зависит, каким образом вы организуете процесс строительства.
Видео в этой статье даст вам больше пищи для размышлений.
Добавить в избранное Версия для печати
Поделитесь:
Статьи по теме
Все материалы по теме
Армирование бетона: нормы расхода, установка арматуры
Для укрепления железобетонных конструкций проводится армирование бетона. Несмотря на высокие характеристики качества и устойчивости, бетонный материал имеет свойства поддаваться процессам деформирования из-за влияния различных факторов эксплуатации. Затвердевшая смесь отличается устойчивостью перед усадкой, но очень чувствительна к моментам растяжения. В связи с этим сооружения могут саморазрушаться. Чтобы избежать такого результата, бетон укрепляют с помощью связанной между собой арматуры.
Несмотря на высокие характеристики качества и устойчивости, бетонный материал имеет свойства поддаваться процессам деформирования из-за влияния различных факторов эксплуатации. Затвердевшая смесь отличается устойчивостью перед усадкой, но очень чувствительна к моментам растяжения. В связи с этим сооружения могут саморазрушаться. Чтобы избежать такого результата, бетон укрепляют с помощью связанной между собой арматуры.
Содержание
- Зачем нужно армирование: в чем польза?
- Преимущества и недостатки: характеристика
- Разновидности армирования
- Дисперсное
- Монолитное
- Укрепление армосеткой
- Нормы расхода для самостоятельной процедуры
- Этапы работ: установка арматуры
Зачем нужно армирование: в чем польза?
Армирование бетона позволяет распределить силовую нагрузку в области растяжения и стыков основных балок и перегородок, так как сталь обладает значительно высшей упругостью. Бетонный раствор, в свою очередь, оберегает металл от коррозии или процессов плавки во время горения.

Бетон активно и положительно взаимодействует с арматурными материалами. При использовании дополнительных укреплений стройматериал не подвергается разрушению даже во время эксплуатации в специфических условиях. Как правило, металлические элементы имеют рельефную поверхность, которая обеспечивает быструю и надежную сцепку между плоскостями. Арматура для бетона имеет такие виды поверхностей, как:
- серповидная;
- кольцевая;
- четырехсторонняя;
- комбинированная.
Современная строительная промышленность не стоит на месте в ряду классической арматуры, такой как стальные прутья или проволока, на смену пришли новые армирующие материалы для бетона:
- стеклянные элементы;
- базальтовые соединения;
- углеродные компоненты;
- стеклопластик.
Армированный бетон располагает такими неоспоримыми плюсами:
- Надежная усадка. Даже самые замысловатые и многофункциональные конструкции обладают этой особенностью.
- Выдержка влияния аномально высоких температур. Не реагирует на период морозов и циклы оттаивания.
- Стойкость сооружения к механическим и силовым нагрузкам.
- Отсутствие процессов саморазрушения: бетон не трескается и не расслаивается.
 Даже самые замысловатые и многофункциональные конструкции обладают этой особенностью.
Даже самые замысловатые и многофункциональные конструкции обладают этой особенностью.Кроме существенных приоритетных факторов, существуют и минусы, которые нужно учитывать перед тем, как армировать бетон, а именно:
- Проблематичное укрепление с помощью армирующих элементов уже возведенной конструкции.
- Существенное увеличение предполагаемого веса сооружения. Такой момент обязательно должен рассматриваться в процессе проектирования.
Разновидности армирования
Дисперсное
Предполагает добавление в процессе приготовления бетонного раствора мелкодисперсных модификаторов, которые больше известны в строительстве, как «фибра». Дополнительный компонент состоит из таких веществ, как:
Дополнительный компонент состоит из таких веществ, как:
- сталь;
- базальт;
- полипропилен;
- стекловолокно.
Монолитное
Бетоном заливается каркас, состоящий из нескольких рядов стальной сетки.Такой тип армирования бетона осуществляется еще в процессе производства материала на специализированном заводе или промышленном предприятии. Схема монтажа арматуры заключается в установке внутрь бетонного изделия каркаса, состоящего из нескольких рядов стальной проволоки. Установка арматуры — вертикальное и поперечное расположение металлических элементов внутри структуры. Внутренняя полость стройматериала состоит из крупных укрепительных ячеек размером до 20 см.
Укрепление армосеткой
Самый распространенный метод упрочнения бетонных конструкций. Популярность объясняется качеством процедуры и легким применением материала. Армосетка бывает нескольких видов:
- железная;
- композитная;
- полимерная.
Металлическая анкеровка приобретается в строительных магазинах уже в готовом виде, размер варьируется от 0,35 на 2 или 1,7 на 2 м. Расположение диаметра образующихся ячеек — 17—22 см. Композитные и полимерные сетки признаны профессионалами, как самые надежные армирующие элементы. Мнение специалистов объясняется отсутствием возможности коррозийного процесса.
Расположение диаметра образующихся ячеек — 17—22 см. Композитные и полимерные сетки признаны профессионалами, как самые надежные армирующие элементы. Мнение специалистов объясняется отсутствием возможности коррозийного процесса.
Нормы расхода для самостоятельной процедуры
Для определения количества материала проводят предварительные расчеты.Провести точный расчет армирующих материалов довольно трудно, для каждого конкретного случая применяется разная таблица подсчета. Если армирование бетонной поверхности решено провести своими руками, поможет высчитать примерные нормы расхода такой пример:
- Для армирования фундамента. Расход вязальной проволоки на 1 м3 бетона составит 150—200 кг.
- Для укрепления несущих стен или бетонной стяжки. Примерно 220—250.
Этапы работ: установка арматуры
Качественная установка арматуры состоит из длительного процесса, который разбивается на этапы:
- Осмотр рабочей площади для армирования, учет контуров и наклонов участка.
- Процедура сооружения деревянной опалубки.
- Подготовка и обработка армирующих элементов. Предполагает исключить дефекты, убрать внешние погрешности материала. Подбор конкретных замеров, упрочнители должны соответствовать размерам и длине конструкции.
- Расчет расстояния между металлическими включениями, зазор должен быть одинаковый, высчитывается с помощью уровня.
- Закрепление арматуры. Сделать это можно несколькими методами: закрепить специальной проволокой или сваркой.
- Этап заливки бетоном. Главное, правильно рассчитать объем, для этого нужно периметр основания умножить на ширину и высоту.
- Утрамбовка уложенного раствора с помощью катка.
- Наступление периода полной усадки и твердения материала. Армированный бетон затвердевает за 3—4 недели от момента укладки.

При самостоятельном армировании бетонных плоскостей можно использовать сталь в листах, она намного проще в применении, а также алюминиевые прутья, металлические трубы без пустот, сетку-рабицу. Главный фактор — подготовленный материал для армирования должен быть чистым, без налета ржавчины. Не станет лишним добавление в бетонный раствор гидроизоляционных модификаторов, которые защитят сооруженную конструкцию от процессов коррозии.
Главный фактор — подготовленный материал для армирования должен быть чистым, без налета ржавчины. Не станет лишним добавление в бетонный раствор гидроизоляционных модификаторов, которые защитят сооруженную конструкцию от процессов коррозии.
3D-печатная опалубка для бетона: современное состояние, возможности, проблемы и области применения
1. Энтони Ф., Грисхаммер Р., Спек Т. и др.. Оценка устойчивости легкой биомиметической потолочной конструкции. Биоинспир Биомим 2014;9:16013. [PubMed] [Google Scholar]
2. Хаммонд Г., Джонс С. Воплощенный углерод: перечень углерода и энергии (ICE). Лоури Ф., Це П., ред. Брэкнелл, Соединенное Королевство: Батский университет, BSRIA, 2011. ISBN: 9780. 860227038. [Google Scholar]
3.
Эндрю РМ.
Глобальные выбросы CO₂ от производства цемента.
4. Olivier JGJ, Janssens-Maenhout G, Muntean M, et al. Тенденции глобальных выбросов CO₂: отчет за 2016 год. PBL и EC-JRC, изд. Гаага, Нидерланды: Агентство экологической оценки Нидерландов PBL, 2016. [Google Scholar]
5. Knaack U, Hickert S, Hildebrand L. Concretable. Роттердам, Нидерланды: Nai010 Publishers, 2015. ISBN: 978-9462082212. [Академия Google]
6. Ванглер Т., Льорет Э., Райтер Л. и др.. Цифровой бетон: возможности и проблемы. RILEM Tech Lett 2016; 1:67. [Google Scholar]
7. Басуэлл Р.А., да Силва В.Р.Л., Бос Ф.П. и др.. Структура классификации процессов для определения и описания цифрового производства бетона. Cem Concr Res 2020;134:106068. [Google Scholar]
8. Дельгадо Камачо Д., Клейтон П., О’Брайен В.Дж. и др.. Применение аддитивного производства в строительной отрасли — перспективный обзор. Автомат Констр 2018;89: 110–119. [Google Scholar]
9.
Лоук Д., Дини Э., Перро А. и др..
3D-печать в бетонном строительстве — возможности и проблемы. Cem Concr Res
2018;112:50–65. [Google Scholar]
и др..
3D-печать в бетонном строительстве — возможности и проблемы. Cem Concr Res
2018;112:50–65. [Google Scholar]
10. Уэст М., Арая Р. Тканевая опалубка для бетонных конструкций и архитектуры. В: Креплин Б., Блетцингер К.У., Оньяте Э., ред. Международная конференция по текстильным композитам и надувным конструкциям. Структурные мембраны. Барселона, Испания: Международный центр численных методов в инженерии, 2009 г.; стр. 7–10. [Google Scholar]
11. Попеску М., Райтер Л., Лью А. и др.. Здание из бетона со сверхлегкой вязаной несъемной опалубкой: прототип бетонного моста-оболочки. Структуры 2018;14:322–332. [Google Scholar]
12. Попеску М. Вязаная несъемная опалубка для бетона. Кандидатская диссертация, ETH Zürich, Швейцария, 2016. DOI: 10.3929/ethz-b-000408640. [CrossRef] [Google Scholar]
13.
Собек В. Бетонные оболочки на пневматической опалубке. В: Хеки К., изд. Симпозиум МАСС. Осака, Япония: Международная ассоциация оболочек и пространственных конструкций, 19 лет. 86; стр. 337–344. ISBN 0444426841. [Google Scholar]
86; стр. 337–344. ISBN 0444426841. [Google Scholar]
14. Ислер Х. Новые материалы для оболочечных и пространственных конструкций. В: Чатман С., Умберто Э., Жан-Мари К. (ред.) Всемирная конференция IASS 1974, Милан. Мутон, Париж, 1979. 7.43–7.75. [Google Scholar]
15. Кромосер Б., Хубер П. Системы пневматической опалубки в строительстве. Adv Mater Sci Eng 2016;2016:4724036. [Google Scholar]
16. Дертельманн М., Книпперс Дж., Козловски В. и др.. Исследовательский павильон ICD/ITKE 2014–15: Размещение волокна на пневматическом корпусе на основе водяной паутины. Архит Дес 2015;85:60–65. [Академия Google]
17. Макги В., Феринга Дж., Сондергаард А. Процессы для объемной архитектуры. В: Брелл-Чоккан С., Брауманн Дж., ред. Роботизированное производство в архитектуре, искусстве и дизайне. Вена, Австрия: Springer, 2013; стр. 62–71. ISBN 978-3709114643. [Google Scholar]
18.
Мартинс П.Ф., де Кампос П.Ф., Нуньес С. и др. Тектоника цифрового бетона. Шкаф для роботизированной резки горячей проволокой. В: Flatt RJ, Wangler T, ред. Книжная серия РИЛЕМ. Том 19. Цюрих, Швейцария: Springer, 2019.; стр. 311–322. ISBN 9783319995199. [Google Scholar]
В: Flatt RJ, Wangler T, ред. Книжная серия РИЛЕМ. Том 19. Цюрих, Швейцария: Springer, 2019.; стр. 311–322. ISBN 9783319995199. [Google Scholar]
19. Søndergaard A, Feringa J, Nørbjerg T, et al. Роботизированная резка горячим лезвием. В: Рейнхардт Д., Сондерс Р., Берри Дж., ред. Производство роботов в архитектуре, искусстве и дизайне, 2016 г. Сидней, Австралия: Springer, 2016 г.; стр. 150–164. [Google Scholar]
20. Раст Р., Дженни Д., Грамазио Ф. и др.. Пространственная резка проволокой: совместная роботизированная резка нелинейной геометрии поверхности для строительных компонентов, изготовленных на заказ. Вышли: Чиен С., Чу С., Шнабель М.А., и др. , ред. CAADRIA Живые системы и микроутопии: на пути к непрерывному проектированию. Гонконг: Исследования в области компьютерного архитектурного проектирования в Азии, 2016 г.; стр. 529–538. ISBN 9789881
2. [Google Scholar] 21.
Мартинс П.Ф., Соуза Дж.П. Технология цифрового производства в бетонной архитектуре. В: Томпсон Э.М., ред. Fusion-Материалы 32-й конференции ECAAD. Том 1. Факультет инженерии и окружающей среды Ньюкасл-апон-Тайн, Великобритания, 2014; стр. 475–484. ISBN 978-94-91207-07-5. [Google Scholar]
В: Томпсон Э.М., ред. Fusion-Материалы 32-й конференции ECAAD. Том 1. Факультет инженерии и окружающей среды Ньюкасл-апон-Тайн, Великобритания, 2014; стр. 475–484. ISBN 978-94-91207-07-5. [Google Scholar]
22. Батталья К.А., Миллер М.Ф., Живкович С. Субаддитивная 3D-печать оптимизированных бетонных решетчатых конструкций с двойной кривизной. В: Уиллманн Дж., Блок П., Хаттер М. и др., Ред. Производство роботов в архитектуре, искусстве и дизайне, 2018. Чам, Цюрих, Швейцария: Springer, 2018; стр. 242–255. [Google Scholar]
23. Хуркскенс И., Мирьян А., Грамазио Ф. и др. Роботизированные ландшафты: проектирование процессов формирования крупномасштабных автономных землеройных работ. Пришли: Генгнагель К, Баверел О, Берри Дж, и др. , ред. Симпозиум по дизайн-моделированию. Воздействие: дизайн со всеми чувствами. Берлин, Германия: Springer, 2020; стр. 69–81. ISBN 9783030298289. [Google Scholar]
24.
Линдеманн Х., Петри Дж., Нойдекер С. и соавт. Технологическая цепочка для роботизированного производства нестандартных армированных волокном бетонных панелей двойного изгиба с помощью адаптивной формы. В: Menges A, Sheil B, Glynn R, et al. , ред. Изготовление: переосмысление дизайна и конструкции. Лондон, Великобритания: UCL Press, 2017; стр. 218–223. [Академия Google]
В: Menges A, Sheil B, Glynn R, et al. , ред. Изготовление: переосмысление дизайна и конструкции. Лондон, Великобритания: UCL Press, 2017; стр. 218–223. [Академия Google]
25. Качинский депутат. Сгибайте, складывайте, заливайте: переосмысление гибкой опалубки с цифровым изготовлением и складыванием оригами. В: Бисли П., Хан О., Стейси М., ред. ACADIA 2013: Адаптивная архитектура. Кембридж, Онтарио, Канада: Ассоциация автоматизированного проектирования в архитектуре, 2013 г.; стр. 419–420. ISBN 9781926724270. [Google Scholar]
26. Хак Н., Лауэр В.В. Сетка-форма: роботизированные пространственные сетки в качестве железобетонной опалубки. Архит Дес 2014;84:44–53. [Академия Google]
27. Шиппер Р., Янссен Б. Изготовление элементов двойного изгиба из сборного железобетона с использованием результатов экспериментов с гибкой формой. FIB Symp Concr Eng Excell Effic 2011;2:883–886. [Google Scholar]
28.
Грамазио Ф., Колер М., Уиллман Дж. и др..
Безотходная опалубка свободной формы. В: Труды второй международной конференции по гибкой опалубке, BRE CICM, Университет Бата,
2012 г.; 258–267. [Google Scholar]
В: Труды второй международной конференции по гибкой опалубке, BRE CICM, Университет Бата,
2012 г.; 258–267. [Google Scholar]
29. Ассоциация быстрого производства. ИСО/АСТМ 52900: 2018. Аддитивное производство. Общие принципы. Терминология. Европейский комитет по стандартизации, Брюссель, Бельгия, 2018 г. DOI: 10.1520/F2792-12A.2. [CrossRef] [Google Scholar]
30. Лаарман Дж., Йокич С., Новиков П. и др. Производство антигравитационных добавок. В: Грамазио Ф., Колер М., Лангенберг С., ред. Изготовление 2014 Переговоры по дизайну и изготовлению. Цюрих, Швейцария: UCL Press, 2014; стр. 192–197. ISBN 978-1787352148. [Google Scholar]
31. Хамбах М., Рутцен М., Фолькмер Д. Глава 5. Свойства портландцементной пасты, армированной волокнами, напечатанной на 3D-принтере. В: Санджаян Дж. Г., Назари А., Нематоллахи Б., ред. Технология 3D-печати бетоном. Баттерворт-Хайнеманн, Оксфорд, Великобритания, 2019 г.; стр. 73–113. ISBN 9780128154816. [Google Scholar]
32.
Панда Б. , Унлюер С., Тан М.Дж. Исследование реологии и прочности геополимерных смесей для экструзионной 3D-печати. Cem Concr Compos
2018;94:307–314. [Google Scholar]
, Унлюер С., Тан М.Дж. Исследование реологии и прочности геополимерных смесей для экструзионной 3D-печати. Cem Concr Compos
2018;94:307–314. [Google Scholar]
33. Хошневис Б., Даттон Р. Инновационный процесс быстрого прототипирования позволяет создавать сложные формы больших размеров с гладкой поверхностью из самых разных материалов. Матер Технол 1998; 13:53–56. [Google Scholar]
34. Хошневис Б. Роботизированные комплексы для автоматизированного строительства. Университет Южной Калифорнии. Патент HK1096345А1, с. 47, 2005. [Google Scholar]
35. Фэн Л., Юхонг Л. Исследование статус-кво и проблем 3D-печатных зданий в Китае. Glob J Hum Soc Sci Res 2014; 14:1–4. [Google Scholar]
36. Дубалле Р., Баверел О., Дирренбергер Дж. Классификация строительных систем для 3D-печати бетона. Автомат Констр 2017; 83: 247–258. [Google Scholar]
37.
Бараник И. Эта сложная бетонная колонна была изготовлена с использованием опалубки, напечатанной на 3D-принтере. Dezeen, Опубликовано в 2017 г.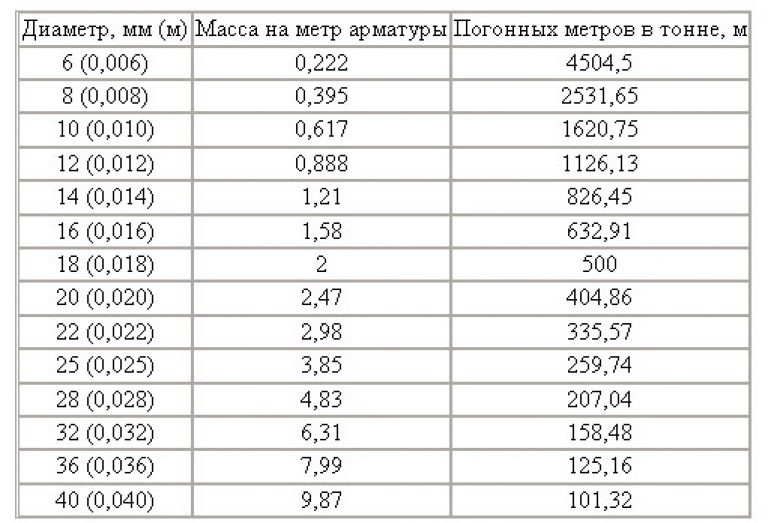 https://www.archdaily.com/806230/this-complex-concrete-column-was-made-using-3d-printed-formwork По состоянию на август.
18, 2021.
https://www.archdaily.com/806230/this-complex-concrete-column-was-made-using-3d-printed-formwork По состоянию на август.
18, 2021.
38. Госселин С., Дюбале Р., Ру П. и др.. Крупномасштабная 3D-печать сверхвысококачественного бетона — новый технологический маршрут для архитекторов и строителей. Матер Дес 2016; 100:102–109. [Google Scholar]
39. Домашняя страница Apis Cor. Апис Кор. Опубликовано в 2021 г. По состоянию на июль. 6, 2021. https://www.apis-cor.com/
40. Антон А., Бедарф П., Ю А. и др. Бетонная хореография: предварительное изготовление колонн, напечатанных на 3D-принтере. В: Bury J, Sabin JE, Sheil B, et al. , ред. Fabricate 2020 Создание отказоустойчивой архитектуры. Лондон, Великобритания: UCL Press, 2020; стр. 286–29.3. [Google Scholar]
41. Коста ЕЭК, Дуарте Х.П., Бартоло П. Обзор аддитивного производства для производства керамики. Быстрый прототип J 2017;23:954–963. [Google Scholar]
42.
Хошневис Б., Буккапатнам С., Квон Х. и др..
Экспериментальное исследование контурной обработки с использованием керамических материалов. Быстрый прототип J
2001; 7: 32–41. [Google Scholar]
и др..
Экспериментальное исследование контурной обработки с использованием керамических материалов. Быстрый прототип J
2001; 7: 32–41. [Google Scholar]
43. Каки АЛ. 3D-печать бетоном распространяется на мировое строительство. Опубликовано 18 февраля 2017 г. По состоянию на июль. 1, 2021. https://worldarchitecture.org/architecture-news/cvzhp/3d-concrete-printing-expands-to-world-construction.html
44. Ван С., Дрицас С., Морел П. и др.. Глиняная робототехника. В: Chien SF, Choo S, Schnabel MA, et al. , ред. CAADRIA Живые системы и микроутопии: на пути к непрерывному проектированию. Мельбурн, Австралия: Компьютерное исследование архитектурного дизайна в Азии, 2017; 579–589. [Google Scholar]
45. Крамп СС. Устройство и способ создания объемных объектов. Патент Stratasys, Inc. AT205944T; СА2027731С; DE6
09T2; EP0833237B1; JPH082598B2; US5121329A, с. 44, 1992. [Google Scholar] 46.
Boyd IV RP, Weller C, Disanto A и др. Производство сот и аппаратура для аддитивного производства. Branch Technology, Inc. Патент US10618217B2, с. 42, 2017. [Google Scholar]
Branch Technology, Inc. Патент US10618217B2, с. 42, 2017. [Google Scholar]
47. Ай Билд — Бетонная опалубка. Опубликовано в 2021 г. По состоянию на июль. 19, 2018. https://ai-build.com/concreteformwork.html
48. Нэн С., Паттерсон С., Педрески Р. Новые территории практики цифровых материалов. В: Труды 3-й двухгодичной конференции «Исследования через дизайн». РДТ. 2017; Figshare и Национальный музей Шотландии, Эдинбург, Великобритания. стр. 356–371. [Академия Google]
49. Петерс Б. Аддитивная опалубка: гибкая опалубка, напечатанная на 3D-принтере. В: Гербер Д., Хуанг А., Санчес Дж., ред. АКАДИЯ: Дизайнерское агентство. Лос-Анджелес, Калифорния: Ассоциация компьютерного проектирования в архитектуре, 2014 г.; стр. 517–522. ISBN 9781926724515. [Google Scholar]
50. Питерс БП. Опалубка для архитектурных приложений и методов. Кентский государственный университет. Патент US2015336297A1, с. 22, 2015. [Google Scholar]
51.
Джипа А., Бернхард М., Дилленбургер Б. Субмиллиметровая опалубка. 3D-печатная пластиковая опалубка для бетонных элементов. В: Биг К., изд. Новый дизайн TxA + технология. Остин, Техас: Техасский университет, 2017 г.; п. 9. [Google Scholar]
Субмиллиметровая опалубка. 3D-печатная пластиковая опалубка для бетонных элементов. В: Биг К., изд. Новый дизайн TxA + технология. Остин, Техас: Техасский университет, 2017 г.; п. 9. [Google Scholar]
52. Джипа А., Бернхард М., Руффрей Н. и др.. Свобода изготовления опалубки для бетонного каноэ. Gestão Tecnol Proj 2019;14:25–44. [Google Scholar]
53. Дойл С., Хант Э. MELTING 2.0: Увеличение бетонных колонн с помощью водорастворимой 3D-печатной опалубки. В: Аго В., дель Кампо М., Дойл С.Е. и др., Ред. Распределенная близость ACADIA 2020. Ассоциация автоматизированного проектирования в архитектуре, онлайн, 2020. 2: 192–197. ISBN 978-0-578-95253-6. [Академия Google]
54.
Дойл С.Э., Хант Э.Л. Растворимая 3D-печатная опалубка исследует аддитивное производство железобетона. В: Биг К., Бриско Д., Одом С. и др., Ред. ACADIA 2019 Вездесущность и автономия. Остин, Техас: Ассоциация автоматизированного проектирования в архитектуре, 2019 г.; стр. 178–187. ISBN 9780578591797. [Google Scholar]
[Google Scholar]
55. Лешок М., Дилленбургер Б. Растворимая 3D-печатная опалубка. В: Биг К., Бриско Д., Одом С., ред. ACADIA вездесущность и автономия. Остин, Техас: Ассоциация компьютерного проектирования в архитектуре, 2019 г.; стр. 188–197. ISBN 978-0578591797. [Google Scholar]
56. Лешок М., Дилленбургер Б. Устойчивая тонкостенная 3D-печатная опалубка для бетона. В: Gengnagel C, Baverel O, Burry J и др., ред. Симпозиум по дизайн-моделированию. Воздействие: дизайн со всеми чувствами. Берлин, Германия: Springer, 2019; стр. 1–15. [Google Scholar]
57. Бургер Дж., Льорет-Фричи Э., Скотто Ф. и др.. Яичная скорлупа: Ультратонкая трехмерная печатная опалубка для бетонных конструкций. 3D Print Addit Manuf 2020;7:49–59. [Google Scholar]
58.
Jipa A, Barentin CC, Lydon G и др. Опалубка, напечатанная на 3D-принтере, для интегрированных железобетонных плит фуникулера. В: Ласаро С., Оньяте Э., Блетцингер К.У., ред. Симпозиум IASS и международная конференция по конструкционным мембранам по текстильным композитам и надувным конструкциям, форме и силе. Барселона, Испания: Международная ассоциация оболочек и пространственных конструкций, 2019 г.; стр. 1239. –1246. ISBN 9788412110104. [Google Scholar]
Барселона, Испания: Международная ассоциация оболочек и пространственных конструкций, 2019 г.; стр. 1239. –1246. ISBN 9788412110104. [Google Scholar]
59. Джипа А., Джакомарра Ф., Гизеке Р. и др. 3D-печатная опалубка для индивидуальной бетонной лестницы от компьютерного проектирования до цифрового изготовления. В: Спенсер С.Н., изд. SCF — Симпозиум ACM по вычислительному производству. Питтсбург, Пенсильвания: Ассоциация вычислительной техники, 2019 г.. ISBN 9781450367950. [Google Scholar]
60. Стивенс П. Первая в мире умная бетонная стена активируется прикосновением руки. Дизайнбум. Опубликовано 22 июня 2018 г. https://www.designboom.com/architecture/smart-concrete-wall-nowlab-bigrep-3d-printing-06-27-2018/ По состоянию на август. 18, 2021.
61. Большая респ. Быстрый индивидуальный бетон. Петри Дж., изд. Кемптен, Германия: BigRep Gmbh, 2017. https://bigrep.com/wp-content/uploads/2018/08/Geiger_eBook.pdf По состоянию на август. 18, 2021.
62.
Petri J. Modulares Schalungssystem für die Herstellung von Betonelementen. Модульная опалубочная система для изготовления железобетонных изделий. БигРеп ГмбХ. Патент CN110036163A; DE102016119365А1; ЕР3526424А1; США2019264453А1; WO2018068791A4, с. 14, 2018. [Google Scholar]
Модульная опалубочная система для изготовления железобетонных изделий. БигРеп ГмбХ. Патент CN110036163A; DE102016119365А1; ЕР3526424А1; США2019264453А1; WO2018068791A4, с. 14, 2018. [Google Scholar]
63. Рошли А., Пост Б.К., Чессер П.С. и др. Формы для сборного железобетона, изготовленные методом аддитивного производства большой площади. В: Bourell DL, Beaman JJ, Crawford RH, et al. , ред. Международный симпозиум по изготовлению твердых материалов произвольной формы. Остин, Техас: Техасский университет, 2018 г.; стр. 568–579. [Google Scholar]
64. Сюй Ф. VULCAN: замыкание цикла в 3D-печатном архитектурном дизайне. Архит Дес 2016; 86: 82–91. [Google Scholar]
65. Heinsman H. Aectual Construction — устойчивая, настраиваемая, напечатанная на 3D-принтере. Лондон, Великобритания: NXT BLD, 2018. [Google Scholar]
66.
Набони Р., Брезегелло Л. Опалубка с добавками высокого разрешения для строительных бетонных панелей. В: Bos FP, Lucas SS, Wolfs RJM и др. , ред. Международная конференция RILEM по бетону и цифровому производству. Том 28. Эйндховен, Нидерланды: Springer, 2020; стр. 936–945. ISBN 9783030499167. [Google Scholar]
, ред. Международная конференция RILEM по бетону и цифровому производству. Том 28. Эйндховен, Нидерланды: Springer, 2020; стр. 936–945. ISBN 9783030499167. [Google Scholar]
67. Гардинер Дж.Б. Способ изготовления объекта. патент WO 2015061855A1; США10343320B2; AU2014344811B2; CA2928481А1; CN105765137B; ЕР3063340В1; JP6588901B2; СГ11201603160ВА, с. 40, 2015. [Google Scholar]
68. Гардинер Дж. Б., Янссен С. Р. FreeFab: Разработка роботизированного 3D-принтера для опалубки в строительном масштабе. Robot Fabr Archit Art Des 2014: 131–146. [Google Scholar]
69. Гардинер Дж. Б., Янссен С. Р., Киршнер Н. Реализация роботизированной системы строительного масштаба для 3D-печати сложной опалубки. В: Международный симпозиум по автоматизации и робототехнике в строительстве и горнодобывающей промышленности. Оберн, Алабама: Международная ассоциация автоматизации и робототехники в строительстве, 2016 г.; стр. 515–521. ISBN 9781510829923. [Google Scholar]
70.
Китинг С., Оксман Н. Изготовление соединений: многофункциональная роботизированная платформа для цифрового проектирования и производства. Производитель роботов Comput Integr
2013; 29: 439–448. [Google Scholar]
Изготовление соединений: многофункциональная роботизированная платформа для цифрового проектирования и производства. Производитель роботов Comput Integr
2013; 29: 439–448. [Google Scholar]
71. Китинг С., Оксман Н. Методы и устройства для компьютерного производства распыляемой пены. Массачусетский Институт Технологий. Патент US9566742B2, с. 30, 2013. [Google Scholar]
72. Furet B, Poullain P, Garnier S. 3D-печать для строительства на основе сложной стены из пенополимера и бетона. Аддит Мануф 2019;28:58–64. [Google Scholar]
73. Раэль Р., Сан Фрателло В. Архитектура печати: инновационные рецепты для 3D-печати. Принстон: Princeton Architectural Press, 2018. ISBN: 9781616897475. [Google Scholar]
74. Морель П., Шварц Т. Автоматизированные системы заливки пространственных бетонных решеток. В: Томсен Рамсгаард М., Тамке М., Геннагель С. и др., Ред. Моделирование поведения. Чам, Швейцария: Springer, 2015; стр. 213–223. [Google Академия]
75.
Дилленбургер Б. Maschinelle Übersetzungen. [Машинный перевод]. Тех21
2016;23:25–27. [Академия Google]
Maschinelle Übersetzungen. [Машинный перевод]. Тех21
2016;23:25–27. [Академия Google]
76. Aghaei Meibodi M, Bernhard M, Jipa A, et al. Умный берет у сильного. В: Шейл Б., Менгес А., Глинн Р., и др. , ред. Fabricate 2017: переосмысление дизайна и конструкции. Лондон, Великобритания: UCL Press, 2017; стр. 210–217. ISBN 9781787350014. [Google Scholar]
77. Aghaei Meibodi M, Jipa A, Giesecke R, et al. Smart Slab: компьютерное проектирование и цифровое изготовление облегченной бетонной плиты. Вышел: Анзалон П; Дель Синьор М., Вит А.Дж., ред. ACADIA 2018: Повторная калибровка: о неточности и неверности. Мехико, Мексика: ACADIA, 2018 г.; стр. 434–443. ISBN 9780692177297. [Google Scholar]
78.
Götz S. Geschwungen, gekrümmt, gewendelt. 3D-Gestützte Fertigung von Sonderschalung. Изогнутый, изогнутый, скрученный. Изготовление специальной опалубки с поддержкой 3D. В: Шмитц Э., изд. THIS Fachmagazin Für Erfolgreiches Bauen. Гютерсло, Германия: Bauverlag BV, 2019; стр. 9–11. [Google Scholar]
9–11. [Google Scholar]
79. Антон А., Джипа А., Рейтер Л. и др. Быстрая сложность: Аддитивное производство бетонных плит. В: Салет Т., Бос Ф.П., Лукас С.С., и др. , ред. Вторая международная конференция RILEM по бетону и цифровому производству. DC 2020. Чам, Эйндховен, Нидерланды: Springer, 2020; стр. 1067–1077. [Академия Google]
80. Burger J. Eggshell: Проектирование и изготовление нестандартных конструкционных бетонных колонн с использованием тонкостенной опалубки, напечатанной на 3D-принтере. Делфтский технологический университет и Gramazio Kohler Research, 2019 г. По состоянию на август. 7, 2019. http://resolver.tudelft.nl/uuid:4c44c1be-ac9e-428d-942b-b13111c400fe [Google Scholar]
81. Вербрюгген С., Реми О., Васиэлс Дж. и др.. Несъемная опалубка из TRC, предназначенная для поперечной арматуры железобетонных балок. Adv Mater Sci Eng 2013;2013:648943. [Академия Google]
82.
Перифуа Р.Л., Оберлендер Г.Д. Опалубка для бетонных конструкций. 4-е изд. Брамбл Дж., Джинигер С., Смит С.М., ред. Нью-Йорк: Компании McGraw Hill, 1964. ISBN: 978-0071639170. [Google Scholar]
Брамбл Дж., Джинигер С., Смит С.М., ред. Нью-Йорк: Компании McGraw Hill, 1964. ISBN: 978-0071639170. [Google Scholar]
83. Джипа А., Агай Мейбоди М., Гизеке Р. и др. 3D-печатная опалубка для сборных железобетонных плит. В: Санджаян Дж. Г., изд. Первая международная конференция по строительной 3D-печати, приуроченная к 6-й Международной конференции по инновационному производству и строительству. Том 2018. Технологический университет Суинберна, Мельбурн, Австралия, 2018; стр. 2–9. [Google Scholar]
84. Хак Н., Лауэр В.В., Грамазио Ф. и др. Способ изготовления трехмерной конструкции, элемент сетчатой опалубки для изготовления трехмерной конструкции и способ его изготовления. ETH Сингапур, ETH Цюрих и Sika Tech. Патент DK3042008T3; ЕР3042008В1; СГ11201601573ПА; США2016207220А1; WO2015034438A1, с. 28, 2014. [Google Scholar]
85.
Руффрей Н., Бернхард М., Джипа А. и др.. Сложные архитектурные элементы из UHPFRC и напечатанного на 3D-принтере песчаника. В: Toutlemonde F, изд. Симпозиум RILEM по сверхвысокоэффективному фибробетону. Монпелье, Франция: Association Française de Génie Civil, 2017 г.; стр. 135–144. [Академия Google]
Симпозиум RILEM по сверхвысокоэффективному фибробетону. Монпелье, Франция: Association Française de Génie Civil, 2017 г.; стр. 135–144. [Академия Google]
86. Риппманн М. Геометрические подходы к проектированию оболочки фуникулера для поиска формы и изготовления дискретных фуникулерных конструкций. Кандидатская диссертация. 2016; 23307; Высшая техническая школа Цюриха, Швейцария. [Google Scholar]
87. Блок П., Риппманн М., Ван Меле Т. Компрессионные сборки: производительность снизу вверх для новой формы конструкции. Архит Дес 2017; 87: 104–109. [Google Scholar]
88. Аспрон Д., Менна С., Бос Ф.П. и др.. Переосмысление армирования для цифрового производства бетона. Cem Concr Res 2018;112:111–121. [Академия Google]
89. Хошневис Б., Хван Д., Яо К.Т. и др.. Изготовление в мегамасштабе компанией Contour Crafting. Int J Ind Syst Eng 2006; 1: 301–320. [Google Академия]
90.
Бос Ф.П., Ахмед З.Ю., Ютинов Э.Р. и др..
Экспериментальное исследование металлического троса в качестве арматуры в бетоне, напечатанном на 3D-принтере. Материалы (Базель)
2017;10:1314. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Материалы (Базель)
2017;10:1314. [Бесплатная статья PMC] [PubMed] [Google Scholar]
91. Марчмент Т., Санджаян Дж. Метод армирования сеткой для 3D-печати бетона. Автомат Констр 2020;109:102992. [Академия Google]
92. Генейди О., Кумарджи С., Дубор А. и др. Одновременное армирование бетона при 3D-печати. В: Bos FP, Lucas SS, Wolfs RJM, et al. , ред. Международная конференция по бетону и цифровому производству. Том 28. Эйндховен, Нидерланды: Springer, 2020; стр. 895–905. ISBN 9783030499167. [Google Scholar]
93. Лю И, Джуэтт Дж. Л., Карстенсен Дж. В. Экспериментальное исследование топологически оптимизированной глубокой железобетонной балки с уменьшенным объемом бетона. В: Bos FP, Lucas SS, Wolfs RJM и др., ред. Международная конференция RILEM по бетону и цифровому производству. Том 28. Эйндховен, Нидерланды: RILEM, 2020; стр. 601–611. ISBN 9783030499167. [Google Scholar]
94.
Юстен СК. Печать моста из нержавеющей стали: исследование структурных свойств аддитивных производств из нержавеющей стали для целей гражданского строительства. Bijlaard FSK, Richardson IM, De Vries PA и др., ред. Магистерская диссертация. Делфт, Нидерланды: Делфтский технологический университет, 2015 г. http://resolver.tudelft.nl/uuid:b4286867-9c1c-40c1-a738-cf28dd7b6de5 По состоянию на август.
18, 2021.
Bijlaard FSK, Richardson IM, De Vries PA и др., ред. Магистерская диссертация. Делфт, Нидерланды: Делфтский технологический университет, 2015 г. http://resolver.tudelft.nl/uuid:b4286867-9c1c-40c1-a738-cf28dd7b6de5 По состоянию на август.
18, 2021.
95. Меччерин В., Граф Дж., Нерелла В.Н. и др.. Напечатанная на 3D-принтере стальная арматура для цифровой бетонной конструкции — производство, механические свойства и характеристики сцепления. Constr Build Mater 2018;179: 125–137. [Google Scholar]
96. Хань Д., Инь Х., Цюй М. и др.. Технический анализ и сравнение методов изготовления опалубки для сборных домов по индивидуальному заказу: 3D-печать и традиционные методы. Архит Инг 2020;26:04020001. [Google Академия]
97. ВоксельДжет. Сложная бетонная опалубка — больше эффективности благодаря 3D-печати. Friedberg, 2018. https://www.voxeljet.com/whitepaper-3d-concrete-formwork По состоянию на август. 18, 2021.
98.
Олвуд Дж.М., Эшби М.Ф., Гутовски Т.Г. и др..
Материальная эффективность: Белая книга. Экономия ресурсов
2011;55:362–381. [Академия Google]
Экономия ресурсов
2011;55:362–381. [Академия Google]
99. дель Кампо М., Маннингер С. Автономная тектоника II. В: Gerber DJ, Ibañez M, ред. Парадигмы в вычислительной технике: создание, машины и модели для дизайнерского агентства в архитектуре. eVolo, Лос-Анджелес, Калифорния. 2015 г.; стр. 299–306. ISBN 9781938740091. [Google Scholar]
100. Агусти-Хуан И., Хипа А., Хаберт Г. Экологическая оценка многофункциональных строительных элементов, построенных с использованием технологий цифрового производства. Int J Оценка жизненного цикла 2019;24:1027–1039. [Академия Google]
101. Накашима К., Аузингер Т., Ярусси Э. и др.. CoreCavity: интерактивная декомпозиция оболочки для изготовления двухкомпонентных жестких форм. Трансграф ACM. 2018;37;1–13. [Google Академия]
102. Альдериги Т., Маломо Л., Джорджи Д. и др.. Проектирование композитных форм с учетом объема. Трансграф ACM 2019; 38:1–12. [Google Академия]
103.
Маломо Л., Пьетрони Н., Бикель Б. и др..
FlexMolds: Автоматическое проектирование гибких оболочек для формовки. Трансграф ACM
2016; 35:1–12. [Академия Google]
Трансграф ACM
2016; 35:1–12. [Академия Google]
104. Чакраборти П., Венката Редди Н. Автоматическое определение направлений разъема, линий разъема и поверхностей для составных постоянных форм. J Mater Process Technol 2009; 209: 2464–2476. [Google Академия]
105. Херхольц П., Матусик В., Алекса М. Аппроксимация геометрии произвольной формы с полями высот для производства. Форум по вычислительной графике 2015; 34: 239–251. [Google Академия]
106. Дадсон БХ. Метод строительства на месте с использованием методов последовательного формования. Патент US3275719А, с. 9, 1963. [Google Scholar]
107. Сьюэлл Дж.Б., Тули Дж.Р. Бетонная опалубка. Патент Acrow Eng Ltd. CA858969A, с. 9, 1967. [Google Scholar]
108. Вербург ДК. Формодержатель для изготовления бетонного каркаса здания. JP van Eesteren S Administrat. Патент US3488028A, с. 4, 1967. [Google Scholar]
109.
Маркевиц В., Болдуан Д. Тоннельная опалубка. Хюннебек ГмбХ. патент DE1928196C3; ДК133608С; ФР2048381А5; ГБ1311898А; НЛ141952С; SE354684B; США3678693А, с. 10, 1969. [Google Scholar]
10, 1969. [Google Scholar]
110. Бомер В., Фалтико С. Скользящая форма. Патент US4081227A, с. 12, 1976. [Google Scholar]
111. Ван Метер Р.А. Установка бетонной опалубки летающей палубы. Патент Symons Corp. US4036466A, с. 8, 1975. [Google Scholar]
112. Майер Дж. Глайдефорскалинг. Скользящая опалубка. Патент AT22144T; СА1174481А; DE3117409C2; ДК188182А; ЕР0064183В1; ЭС8303593А1; НО821437Л; PT74831B; US4478385A, с. 8, 1982. [Google Scholar]
113. Уорден В. Гидравлическая самоподъемная опалубка. НУ Форма Инжиниринг. Патент AU607139Б2, с. 21, 1987. [Google Scholar]
114. Молодой Д.А. Изолирующая бетонная стенообразующая конструкция несъемного типа и устройство и система крепления к ней стеновых покрытий. Патент компании Young Rubber Co. CA1312478C, с. 29, 1985. [Google Scholar]
115. Мур младший JD. Утепленная бетонная форма. Патент AU2229899A; КА2315638А1; США6363683B1; WO9936639A1, с. 23, 1998. [Google Scholar]
116.
Cymbala PM, Cymbala AW, Дорен Грегори Дж. и др. Система утепления бетонной опалубки. Патент WO9840577А1; AU5977698A; СА2298435С; US5896714A, с. 12, 1997. [Google Scholar]
и др. Система утепления бетонной опалубки. Патент WO9840577А1; AU5977698A; СА2298435С; US5896714A, с. 12, 1997. [Google Scholar]
117. Боешарт ЧП. Шарнирная стяжка для формирования углов стен. Патент US5039058A, с. 4, 1990. [Google Scholar]
118. Роуч ГС. Навесная утепленная бетонная форма. Патент US2008302045A1, с. 5, 2007. [Google Scholar]
119. Schreyer B. Schalungseinrichtung und Batterieschalung mit dieser Schalungseinrichtung. Устройство опалубки и аккумуляторная опалубка для данного устройства опалубки. Патент AU2016265189B2; БР112017024750А2; CA2986073С; КЛ2017002918А1; CN107750201B; СО2017011709А2; DE102015209157B4; EP3297802B1; Ил255641А; JP6616497B2; КР102039238Б1; МХ2017014864А; РЕ20180363А1; Ф22017502075А1; RU2687676C1; ТН2017000479А1; UA118924C2; US10760289B2, с. 20, 19 мая 2015 г. [Google Scholar]
120. фон Лимбург Ф., Хеземанн И. Устройство опалубки. Умдаш Групп Ньюкон ГмбХ. Патент AR110811A1; AU2018205667A1; БР11201
60А2; КЛ20169А1; DE102017200118A1; EP3565692B1; JOP201
A1; РЕ20191438А1; Ph22019501578A1; WO2018127553A1; ZA201904057Б, с. 23, 2017. [Google Scholar]
23, 2017. [Google Scholar]121. Маккравен СК. Инновации импортной опалубки. Concr Constr World Concr 2002; 47:37–40. [Google Академия]
122. Duty CE, Kunc V, Compton B и др.. Структура и механическое поведение материалов для аддитивного производства больших площадей (BAAM). Быстрый прототип J 2017;23:181–189. [Google Scholar]
Общие сведения о нарезчике канавок, фуганках и кромкообрезных станках
После того, как плита снята, затерта и затерта, может показаться, что отделочные работы завершены. Тем не менее, отделочники знают, что они по-прежнему несут ответственность за то, чтобы сделать все возможное для защиты плиты жесткости до того, как бетон затвердеет.
Во время этого перехода объем плиты уменьшается. В зависимости от соотношения воды и цемента в смеси и окружающих условий на строительной площадке проезжие части, тротуары и полы могут усаживаться со скоростью примерно 1/8 дюйма на 20 квадратных футов в течение нескольких часов сразу после укладки. сила в бетоне.Эти силы создают деформации, которые могут вызвать растрескивание в середине плиты и сколы вдоль опалубки.Чтобы уменьшить эту нагрузку, отделочники делают кромки и канавки в бетоне, пока он еще работоспособен.Эти действия обычно выполняются после любого стравливания воды ушел, и незадолго до финальной партии.0003
сила в бетоне.Эти силы создают деформации, которые могут вызвать растрескивание в середине плиты и сколы вдоль опалубки.Чтобы уменьшить эту нагрузку, отделочники делают кромки и канавки в бетоне, пока он еще работоспособен.Эти действия обычно выполняются после любого стравливания воды ушел, и незадолго до финальной партии.0003
Почему важна окантовка
Американский институт бетона (ACI) определяет окантовку как «операцию по обработке краев свежей бетонной плиты для получения закругленного угла». Но вот еще три способа улучшения бетонной плиты кромкой:
1. ОСТАВЛЯЯ РОВНУЮ КРОМКУ. Иногда процесс распалубки может стащить бетон с края опалубки и оставить неровности между поверхностью плиты и верхом опалубки. Эти высокие точки часто находятся всего в нескольких дюймах от периметра плиты. Если не исправить, затвердевшая поверхность может создать проблемы с дренажом или неровные переходы от соседних плит, подвергая их износу.
Таким образом, непосредственно перед применением инструмента для обрезки краев финишер устраняет любые перепады высот, используя ручную терку веерным движением. Это срезает любые выступы и перемещает бетон к краю формы, делая бетон заподлицо с верхней частью формы. После выравнивания инструменты для окантовки можно использовать для завершения и улучшения внешнего вида.
2. ПОВЫШЕНИЕ КАЧЕСТВА КРОМКИ. Первое место, где вы увидите усадку плиты, — это верхняя кромка по периметру, где свежая плита встречается с опалубкой. Если есть какая-либо адгезия бетона к форме, могут возникнуть неровные края. Чтобы устранить любую связь или поверхностное натяжение, отделочники используют инструмент для обработки кромок, чтобы обработать угол с коротким радиусом. Этого небольшого зазора достаточно для того, чтобы плита могла свободно перемещаться, уменьшая вероятность растрескивания или растрескивания вблизи формы.
Окантовка также помогает уменьшить вероятность повреждения при удалении бланков. Когда бетон прилипает к опалубке, при снятии этой опалубки край может быть поврежден.
Когда бетон прилипает к опалубке, при снятии этой опалубки край может быть поврежден.
3. ЗАКРЕПЛЕНИЕ КРАЯ БЕТОНА. При затирке и затирке крупные заполнители вдавливаются в бетон. Это оставляет тонкий слой раствора, называемый «кремом».
Нанесение раствора рядом с формой уплотняет кремообразный бетон, делая его прочнее. Более плотные края более выражены и с меньшей вероятностью откалываются или ломаются при ударе. Кромочное действие также продавливает любой крупный заполнитель у поверхности вниз в плиту, чтобы уменьшить вероятность выскальзывания. Более плотный бетон герметизирует стык, помогая снизить вероятность растрескивания.
Радиус края зависит от спецификаций проекта. Для большинства жилых и легких коммерческих помещений, таких как тротуары, лестницы, подъездные пути и внутренние дворики, большинство отделочников выбирают радиус 1/8 дюйма. Спецификации радиуса края различаются для проектов бордюров и желобов, а также монолитных лестниц для создания прочных формы
Перед обработкой кромки промышленных и коммерческих полов проверьте спецификации Некоторые виды обработки полов требуют специальных методов Например, когда обработка включает плитку, важно не делать кромки
Нарезание канавок для предотвращения растрескивания
Случайное растрескивание от усадки может произойти в период сразу после укладки и до затвердевания. Отделочники могут «контролировать» это случайное растрескивание, размещая канавки в твердеющем бетоне, чтобы снять напряжение от усадки. При правильном расположении на плите трещина возникает внутри канавки и считается контролируемой.
Отделочники могут «контролировать» это случайное растрескивание, размещая канавки в твердеющем бетоне, чтобы снять напряжение от усадки. При правильном расположении на плите трещина возникает внутри канавки и считается контролируемой.
Разметка швов представляет собой смесь науки, искусства и опыта. ACI рекомендует, чтобы расстояние между швами было в 24-36 раз больше толщины плиты. Многие отделочники используют свои рекомендации в качестве руководства, но часто увеличивают количество соединений в зависимости от геометрии, расположения закладных и желаемой эстетики.
В то время как расположение шва является произвольным, требуемая глубина контрольного шва — нет. Существует прямая зависимость между толщиной плиты и глубиной необходимой канавки или выреза. ACI рекомендует, чтобы глубина контрольного шва была равна 1/4 толщины плиты.
Подрядчики устанавливают компенсационные швы либо с помощью инструментов, либо с помощью пилы. Эти параметры часто диктуются толщиной плиты. Для толстых плит (например, больше 6 дюймов, где глубина шва должна быть 1,5 дюйма), ручная обработка нецелесообразна. Но для обычных плит толщиной 4 дюйма или менее контрольные швы могут быть образованы с помощью фуганка, также называемого пазовым фуганком.
Для толстых плит (например, больше 6 дюймов, где глубина шва должна быть 1,5 дюйма), ручная обработка нецелесообразна. Но для обычных плит толщиной 4 дюйма или менее контрольные швы могут быть образованы с помощью фуганка, также называемого пазовым фуганком.
Выбор времени и правильного инструмента
При ручном контроле соединений время решает все. При подходящих условиях чистильщики часто выполняют первый проход по расшивке до начала кровотечения. Затем, когда бетон стал более жестким, после того как большая часть отработанной воды испарилась, отделочники делают второй проход по установленным контрольным швам. Если ждать слишком долго, отделочники могут повредить поверхность плиты. Если бетон слишком сильно затвердевает, нарезка канавок может привести к смещению крупного заполнителя в канавке.
Глубина, форма и ширина канавки
Правильный выбор инструмента так же важен, как и время, и он должен соответствовать окончательным требованиям к конструкции плиты. Их основная функция заключается в обеспечении надлежащей глубины канавки. Глубина долота на дне инструмента может варьироваться от 3 ⁄16 дюйма до 2 дюймов.
Их основная функция заключается в обеспечении надлежащей глубины канавки. Глубина долота на дне инструмента может варьироваться от 3 ⁄16 дюйма до 2 дюймов.
Второстепенная функция инструмента для соединения связана с окончательной формой контрольного соединения. Прорезая канавку, они также «задевают» бетон по мере прохождения. Они создают гладкую контрольную поверхность с обеих сторон проема, избегая неровностей между обеими сторонами плиты. Это краевое действие также относится к сторонам канавки. Прямые чистые канавки обеспечивают лучший контроль трещин.
При выборе ширины желобка важно знать, будет ли шов оставлен как есть, загерметизирован или заполнен. Каждый из этих параметров может диктовать правильную ширину. В зависимости от опции ширина паза может быть от 1 ⁄8″ до 3 ⁄4″.
Радиус канавки
Последним фактором при выборе инструмента является радиус в верхней части канавки. Для необработанных или герметизированных швов радиус должен составлять 1/8 дюйма для пола и от 1/4 дюйма до 1/2 дюйма для тротуаров, проездов или патио.