Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Содержание
- 1 Устройство сварочного инвертора
- 2 Как работает инвертор
- 3 Причины поломок инверторов
- 4 Особенности ремонта
- 5 Основные неисправности агрегата и их диагностика
- 5.1 Аппарат не включается
- 5.2 Нестабильность сварочной дуги или разбрызгивание металла
- 5.3 Сварочный ток не регулируется
- 5.4 Большое энергопотребление
- 5.
 5 Электрод прикипает к металлу
5 Электрод прикипает к металлу - 5.6 Горит перегрев
 5 Электрод прикипает к металлу
5 Электрод прикипает к металлуУстройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.

 Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах.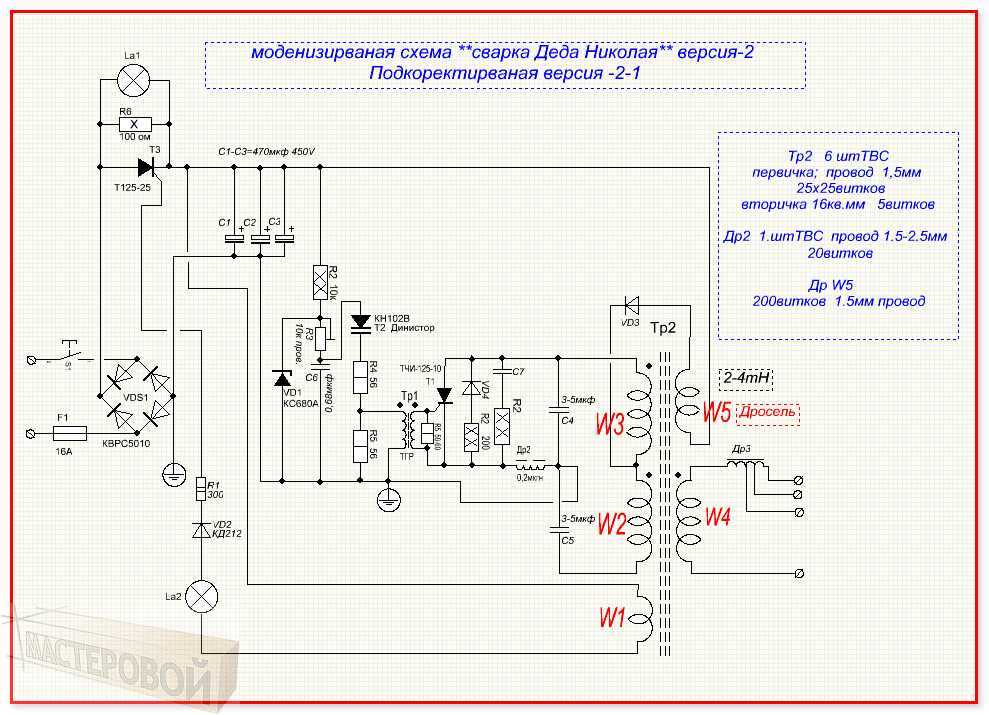 Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов.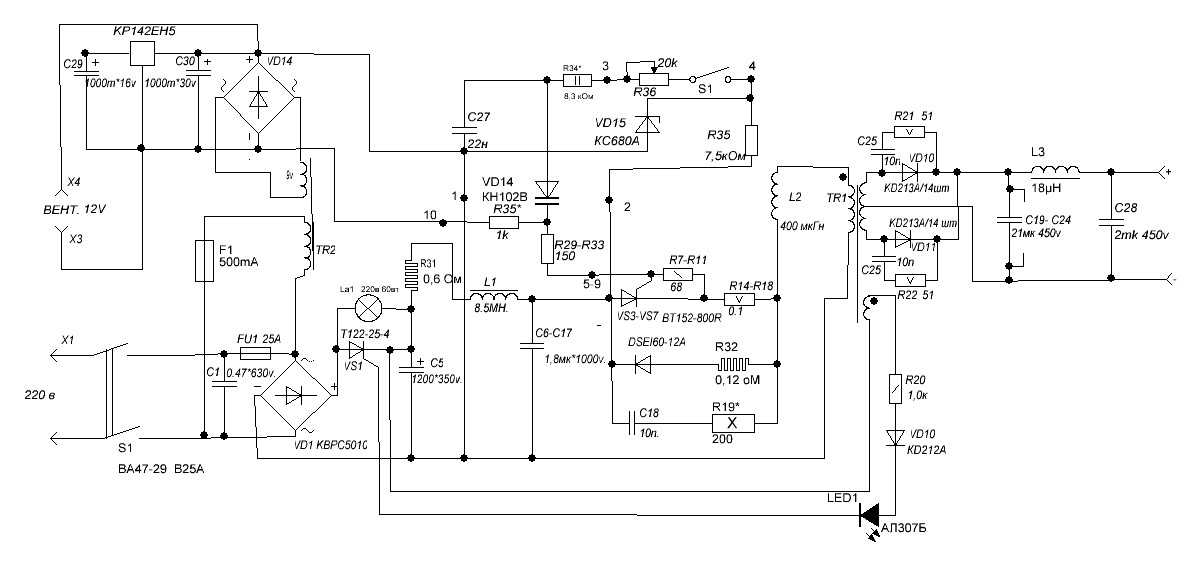 Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.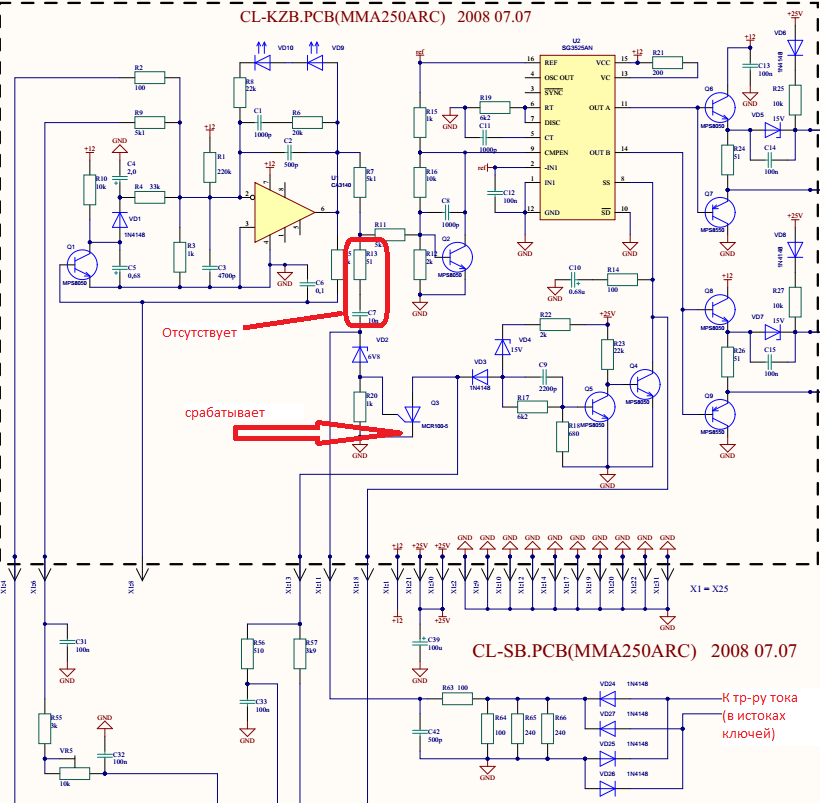
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты.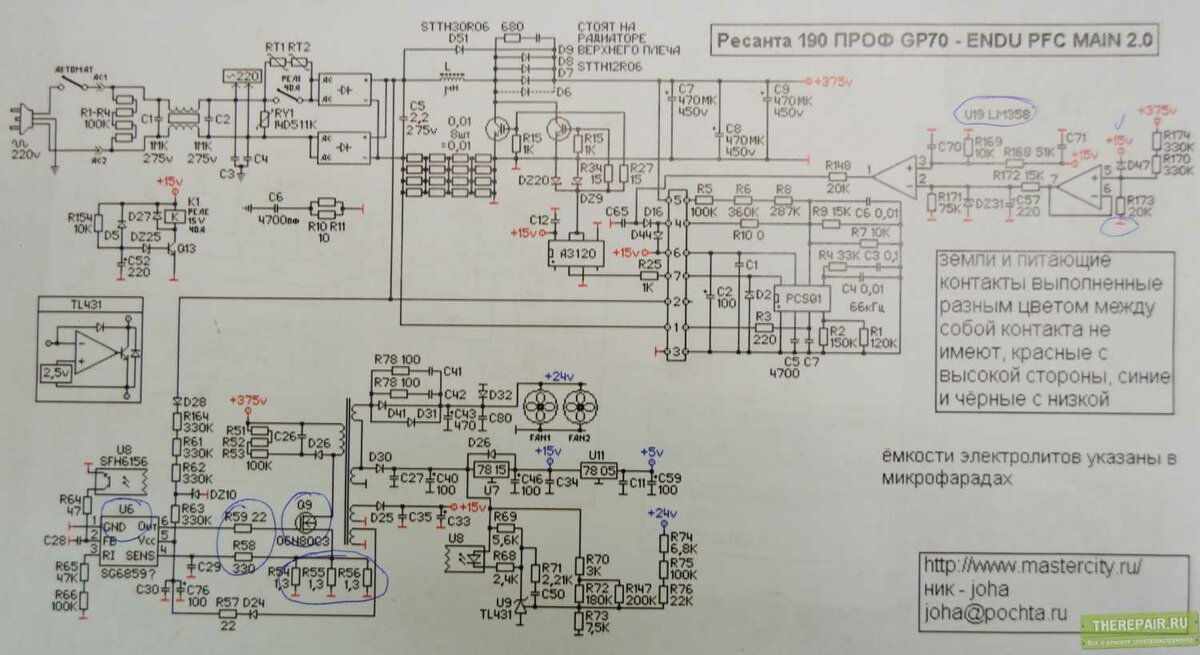 Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
принципы и правила, как сделать своими руками
Сварочные аппараты инверторного типа в наши дни являются надёжными помощниками в выполнении работ квалифицированными специалистами. Их поломка и последующий ремонт у мастера может затянуться, а время простоя — сказаться на оперативности выполнения работ и потере денег. Некоторые прибегают к самостоятельной починке аппарата.
- Как работает сварочный инвертор
- Конструкция инверторных аппаратов
- Типовые неисправности инверторов
- Как отремонтировать сварочный инвертор своими руками
Ремонт инверторных сварочных аппаратов своими руками довольно прост, если знать типовые неисправности и иметь нужное оборудование и запчасти. Здесь помогут как измерительная техника вроде мультиметров и осциллографов, так и обычный мощный паяльник, качественный флюс и припой для замены повреждённых элементов. Это ведёт к значительной экономии средств на обслуживание, так как обращаться в специализированные сервисные центры придётся только в случае крупных или фатальных неисправностей.
Как работает сварочный инвертор
Инверторный аппарат — источник постоянного тока, обеспечивающий во время сварки конструкций и изделий из металла зажигание и непрерывность работы электрической дуги. Это достигается высокочастотной трансформацией тока большой силы, что приводит к уменьшению размера трансформатора
и делает выходящий ток стабильнее. Нужные параметры тока достигаются в несколько этапов:
Нужные параметры тока достигаются в несколько этапов:- первичное выпрямление тока, поступившего из сети;
- трансформация выпрямленного тока в высокочастотный;
- увеличение силы тока высокочастотным трансформатором, что ведёт к уменьшению его напряжения;
- вторичное выпрямление до заданной величины.
Выпрямление тока происходит с помощью диодных мостов нужной мощности, частоту регулируют высокомощные трансформаторы, которые, имея высокую частоту, обеспечивают необходимую силу тока на выходе.
Конструкция инверторных аппаратов
Большинство сварочных инверторов имеет блочное строение, где каждый из блоков можно, в свою очередь, разделить на собственные составляющие. Основных блоков три:
- блок питания;
- управляющий блок;
- силовой блок.
Блок питания стабилизирует входной ток. От других элементов его обычно отделяет металлическая перегородка. Он состоит из конденсаторов, накапливающих заряд, дроссельной системы управления, собранной на диодах, и управляемого транзисторами многообмоточного дросселя.
Он состоит из конденсаторов, накапливающих заряд, дроссельной системы управления, собранной на диодах, и управляемого транзисторами многообмоточного дросселя.
В свою очередь, силовой блок, контролирующий процессы преобразования тока, состоит из таких частей, как:
- первичный и вторичный выпрямители — собраны на основе диодных мостов, в случае первичного способных выдерживать ток силой до 40 ампер, напряжением до 250 вольт и частотой 50 Гц, а в случае вторичного — мощных диодов, способных поддерживать ток в 250 ампер с напряжением около 100 вольт;
- инверторный преобразователь — силовой транзистор с пороговыми значениями силы, напряжения и мощности тока, соответственно, 32 ампера, 400 вольт и 8 киловатт;
- высокочастотный трансформатор, состоящий из обмоток медной ленты, делающих возможным повышение силы тока до 250 ампер с напряжением во вторичной обмотке трансформатора не выше 40 вольт.
Тепловая и силовая защита силового блока осуществляется термовыключателями и специальными платами, построенными на основе логических микросхем типа 561ЛА7 или её аналогов (CD4011 или К176ЛА7, например). Конденсаторы и резисторы входят в состав фильтров высокой частоты, защищающих преобразователи и выпрямители тока. Для охлаждения всех частей инвертора используются вентиляторы малого диаметра (до 60 мм) и радиаторы, отводящие тепло от самых горячих радиоэлектронных элементов плат.
Конденсаторы и резисторы входят в состав фильтров высокой частоты, защищающих преобразователи и выпрямители тока. Для охлаждения всех частей инвертора используются вентиляторы малого диаметра (до 60 мм) и радиаторы, отводящие тепло от самых горячих радиоэлектронных элементов плат.
Управляющий блок, как правило, собирают на основе либо задающего генератора, либо широкоимпульсного модулятора. В его состав входят и резонансные дроссели и конденсаторы.
Типовые неисправности инверторов
Ремонт сварочного инвертора своими руками следует начинать с установления причин выхода аппарата из строя. Таких причин может быть две: неправильно выбранный режим работы аппарата (например, когда его мощности не хватает для разрезания металла большой толщины) или неисправности в силовой и электронной части.
Признаки неправильной работы аппарата помогают понять к какой причине относится неисправность. Так, если в процессе сварки в горении дуги наблюдается неустойчивость или разбрызгивается металл, следует проверить правильность выставленной величины силы тока. Её для каждого электрода нужно подбирать в зависимости от его длины, толщины и типа. От силы тока также зависит и скорость сварки.
Её для каждого электрода нужно подбирать в зависимости от его длины, толщины и типа. От силы тока также зависит и скорость сварки.
Если сварочный электрод прилипает к поверхности детали, но при этом величина силы тока установлена в соответствии с его характеристиками, следует проверить длину и толщину провода используемого удлинителя, так как для сварки должны использоваться электрические кабеля небольшой длины, не больше 40 метров, и сечением более 4 квадратных миллиметров. Ещё несколькими причинами этого могут быть упавшее напряжение в сети, плохо подготовленная поверхность сварки, окисление ключевых элементов схемы питания инвертора и плохой контакт блоков инвертора в панельных гнёздах.
Если аппарат отключается при продолжительном выполнении сварки деталей, ему, скорее всего, нужно дать остыть, так как срабатывает защита от перегрева. Получаса достаточно для продолжения работ.
Невозможность включить аппарат может говорить о многих проблемах. В первую очередь следует проверить стабильность напряжения в сети, так как если оно опускается ниже 190 вольт, инвертор работать не будет.
Как отремонтировать сварочный инвертор своими руками
Приступая к ремонту, в первую очередь необходимо снять корпус инвертора, осмотреть на предмет запылённости и проверить основные силовые элементы. Признаки окисления и потемнения вследствие перегрева на платах основных блоков, вспухшие конденсаторы, выгоревшие детали, канавки на ножках электронных элементов и отсутствие контактов ножек с платой в результате некачественной пайки, всё это может привести к потере работоспособности. Если есть возможность визуально определить такие элементы, они выпаиваются с плат.
Кроме мощного паяльника здесь пригодятся отсос для припоя, легкоплавкие сплавы для упрощения съёма некоторых деталей, в пайке которых применялся, например, бессвинцовый припой, оплётки из медных нитей, позволяющие убрать крупные скопления припоя возле ножек элементов и, конечно же, качественный флюс, улучшающий теплопередачу и позволяющий припою на плате расплавляться легче.
Замена производится на детали с такой же маркировкой или аналогичные, подбираемые с помощью сравнения основных характеристик — конденсаторы могут быть чуть более высокой ёмкости, например. Оборванные провода нужно соединять аналогичными по толщине сечения и использовать термоусадочные трубки в местах спайки двух проводом между собой.
Если замена самых визуально заметных повреждений плат не помогла, следует приступить к прозвонке электронных схем. Самое уязвимое место, с которого следует начать прозвонку — это силовой блок с транзисторами. Если транзисторы не прозваниваются в соответствии с нормой, неисправность могла затронуть и драйвер, который их раскачивает.
Самый сложный ремонт, с которым можно столкнуться, обслуживая инвертор — это ремонт платы управления ключами, подающей управляющие сигналы на шины затворов блока ключей. Здесь необходимо использовать осциллограф, так как только при его помощи можно увидеть наличие этих сигналов и стабильность их прохода на блок управления.
Отремонтировать аппарат своими руками, имея определённые навыки и детали под рукой, не составляет проблем. Но если опыта работы с паяльником или понимания принципа работы радиоэлектронных деталей у вас нет, лучше всё же доверить такой ремонт профессионалам. Инвертор работает с токами большой силы и при неправильном ремонте может выйти из строя окончательно и грозить покупкой нового аппарата.
Инверторные сварочные аппараты MIG: переверни свой мир с ног на голову
Мой хороший друг МИГман и я говорили о сварке алюминия в условиях кузовного цеха, и он упомянул своего друга по имени AlumiMIGman. Кажется, легкий друг MIGman не только устойчив к коррозии, но также очень жесткий и прочный в пересчете на фунт на фунт. Неудивительно, что все автопроизводители, кажется, возвращаются к различным сплавам, чтобы заменить сталь во многих областях применения.
Сейчас я здесь не для того, чтобы спорить о достоинствах различных сплавов по сравнению со старой простой сталью, но я пришел к выводу, что мне искренне нужно научиться лучше ремонтировать легкие панели, которые становятся очень популярными. на современных автомобилях.
на современных автомобилях.
Одна вещь, которая, кажется, никогда не меняется в этом мире, это тот факт, что все всегда меняется. Конечно, изменения происходят с разной скоростью в разных вещах, но независимо от того, насколько медленно все меняется, вы можете поспорить, что они будут. И аппараты для сварки MIG не претерпели каких-либо серьезных изменений в течение достаточно долгого времени, пока не начал развиваться относительно новый инвертор в технологиях сварки MIG. Несмотря на то, что инверторная технология в сварочных аппаратах MIG существует не менее 20 лет, в нашей отрасли она используется нечасто… пока.
Я не хочу изображать из себя всезнающего эксперта, потому что я далек от этого. Я больше похож на многих из нас — на миссии, когда мы чувствуем необходимость либо улучшить наш процесс ремонта, либо обновить наше оборудование.
Инверторные сварочные аппараты 101
Позвольте мне немного рассказать о том, что я узнал о инверторных сварочных аппаратах. Я начал исследовать этих сварщиков, чтобы узнать, как лучше сваривать алюминиевые панели. Чтобы сделать это, мне сказали использовать переменный ток для достижения наилучших результатов.
Я начал исследовать этих сварщиков, чтобы узнать, как лучше сваривать алюминиевые панели. Чтобы сделать это, мне сказали использовать переменный ток для достижения наилучших результатов.
Использование одного инвертора даст нам постоянный ток, поэтому один из методов, который используют некоторые производители сварочных аппаратов, заключается в использовании двух инверторов — одного сразу за другим — каждый из которых настроен на противоположную полярность и попеременно включает и выключает их. Это дает, так сказать, искусственный переменный ток. Есть и другие способы, но суть в том, что для сварки алюминия вам понадобится некоторая форма переменного тока, независимо от того, как сварщик его производит.
Демонстрируя здесь свое невежество, я никогда не задумывался о том, как работает сварщик, до сравнения формы электрического сигнала со сварным швом. Я не буду вдаваться в подробности, но в основном при описании они разбивают сигнал на семь областей. Начиная с передней стороны, где формируется капля расплава, и заканчивая средними областями, она в основном формируется и переносится на основной материал, заканчивая фоновым током, поддерживающим дугу.
Используя один из этих современных сварочных аппаратов с компьютерным управлением, вы можете управлять формой волны, изменяя продолжительность и полярность, чтобы можно было смещать форму волны таким образом, чтобы улучшить качество сварки.
Преимущества инверторных сварочных аппаратов
4 Великолепное качество сварных швов. На мой взгляд, основным преимуществом использования инверторной технологии является частота, вырабатываемая сварочным аппаратом. Обычный сварочный аппарат трансформаторного типа будет работать с частотой примерно 60 герц, равной силе тока, поступающему от линий электропередач. Напротив, отчеты показывают, что более современный инверторный сварочный аппарат может работать на высокой частоте — до 100 000 герц. Такие цифры трудно даже представить.
Более высокая частота намного эффективнее и, в свою очередь, приводит к более плавной дуге. Рассмотрим швейную машину, у которой 1666 стежков на дюйм по сравнению с 1 стежком на дюйм. Теперь только подумайте, насколько более гладким должен быть сварной шов.
Теперь только подумайте, насколько более гладким должен быть сварной шов.
Энергосбережение – Другим преимуществом частоты является экономия энергии. Более высокая эффективность позволяет этим машинам иметь меньше обмоток в трансформаторе, а это, в свою очередь, снижает потери тепла.
Говорят, что эффективность составляет около 87 процентов (по сравнению с 67 процентами у обычного сварочного аппарата), поэтому снижение счетов за коммунальные услуги является еще одним приятным побочным продуктом.
Повышенная мобильность – Меньший вес означает повышенную мобильность, что дает нам дополнительную свободу перемещения сварочного аппарата. Некоторые из инверторных аппаратов буквально можно держать в руке, что позволяет разместить сварочный аппарат внутри автомобиля, и ему мешает только объем баллона.
Пробный запуск
Прочитав все, что я смог найти об инверторных сварочных аппаратах MIG, я был весьма скептичен.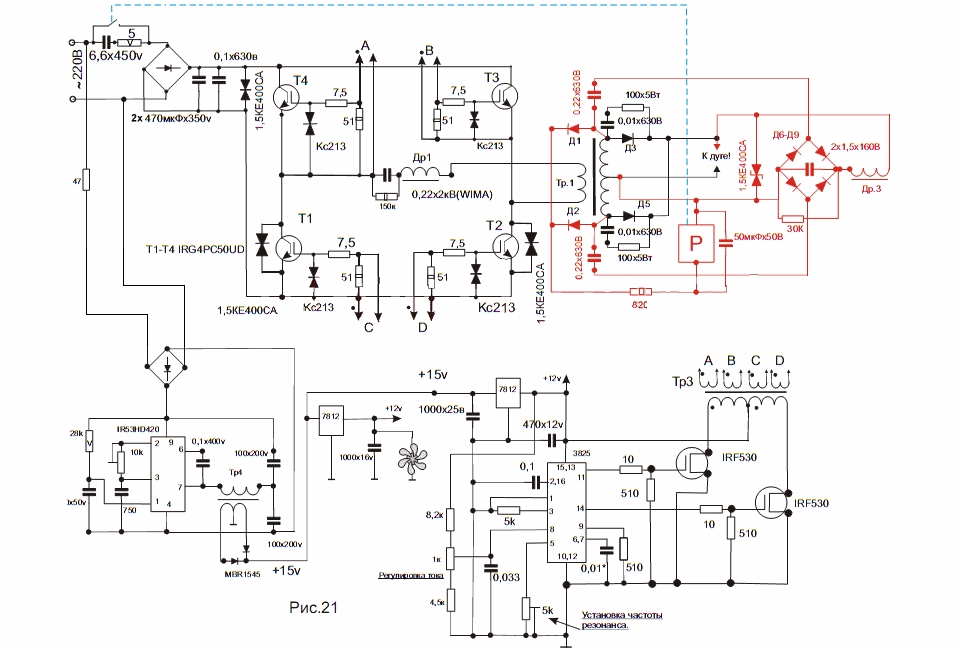 Может ли эта новая для кузовного цеха технология оказаться намного лучше, чем мой шпулемет на нашем старом сварочном аппарате? Поиск шел.
Может ли эта новая для кузовного цеха технология оказаться намного лучше, чем мой шпулемет на нашем старом сварочном аппарате? Поиск шел.
Теперь, где я смогу найти одну из этих новых красавиц, просто лежащих вокруг, ожидающих, когда я попробую?
Ну, так уж получилось, что я вызвался помочь судить конкурс VICA в Техническом колледже Озарк, и так уж случилось, что у них есть сварочный аппарат, оснащенный инверторным питанием и импульсным режимом.
Позвонив Дону Ривзу (инструктору по ремонту кузовов и сварке в OTC), он пригласил меня приехать пораньше, чтобы протестировать сварочный аппарат. Поэтому я договорился с одним из моих техников, Ларри Клайном, встретиться пораньше, чтобы потренировать сварщика.
Дон вкратце рассказал нам о том, как работала установка аппарата, и занялся своими делами, подготавливая все для конкурса VICA, что позволило Ларри и мне хорошо поиграть со сварочным аппаратом.
Дон предоставил нам несколько алюминиевых купонов, которые он использует на уроках сварки в школе. Они состояли из кусков оставшихся панелей расширения лимузина толщиной около 0,077, а также кусков автомобильных капотов толщиной около 0,035. Конечно, нам было легче сваривать более тяжелые купоны, чем детали капота автомобиля, но даже тонкие детали автомобиля нам удалось сварить впечатляющим образом.
Они состояли из кусков оставшихся панелей расширения лимузина толщиной около 0,077, а также кусков автомобильных капотов толщиной около 0,035. Конечно, нам было легче сваривать более тяжелые купоны, чем детали капота автомобиля, но даже тонкие детали автомобиля нам удалось сварить впечатляющим образом.
Простота использования этой машины была невероятной. Это было почти как сварка стали обычным сварочным аппаратом MIG. Ларри тоже был впечатлен.
Я не знаю, сколько из вас уже пробовали сварку MIG алюминиевых панелей кузова, но я уже несколько месяцев не пробовал делать это в нашем цехе. Поэтому, вернувшись в магазин, я разобрал наш шпульный пистолет и еще раз попробовал некоторые из тех же панелей.
Как бы я ни был впечатлен, когда впервые опробовал инверторный сварочный аппарат в OTC, я был вдвойне впечатлен после того, как попытался воспроизвести результаты, которых мы достигли утром.
При сварке нашим (теперь казавшимся архаичным) сварочным аппаратом единственный способ, которым я могу добиться сколько-нибудь последовательных результатов, — это то, что я называю точечной сваркой внахлест. С нашим сварочным аппаратом кажется невозможным двигаться со все возрастающей скоростью, достаточной для того, чтобы не проделать дыру в легких панелях, с которыми мы сталкиваемся в условиях кузовного цеха.
С нашим сварочным аппаратом кажется невозможным двигаться со все возрастающей скоростью, достаточной для того, чтобы не проделать дыру в легких панелях, с которыми мы сталкиваемся в условиях кузовного цеха.
Оглядываясь назад на то время, когда у нас появились шпулемет и сварочный аппарат, которые есть сейчас, я был впечатлен. Но теперь, когда мне показали кое-что получше, гениальность нашего старого сварщика значительно померкла.
Upside Down
Постоянно меняющиеся технологии, кажется, делают нас менее довольными вчерашними триумфами, не так ли? Теперь я знаю, что иногда кажется, что что-то новое впечатлит некоторых людей, но я могу заверить вас, что в прошлом у меня были менее чем захватывающие результаты от некоторых «новых и улучшенных» предметов, которые были продемонстрированы мне. .
Но не в этом случае.
Если вы ищете способ сварки все более распространенного алюминия, я рекомендую вам протестировать один или несколько инверторных сварочных аппаратов.
Что касается меня, то я собираюсь продолжить свои исследования инверторных сварочных аппаратов. Я могу попробовать одну из менее дорогих моделей, чтобы посмотреть, как они сравниваются. Машину, на которой мы с Ларри тестировали, я бы назвал Кадиллаком среди сварщиков. Он превзошел мои ожидания, но его цена близка к 6000 долларов.
Это может отпугнуть вас, но, с другой стороны, это может вдохновить вас начать думать о том, от чего вы можете отказаться, чтобы позволить себе такое приобретение.
Посмотрим… если я сократю свой рацион до одного бутерброда с чепухой в день и…
Соавтор Кит Комбс — менеджер кузовного цеха Bill Roberts Chevrolet, где он проработал более 25 лет. В 2000 году он был назван GM/ASE мастером по ремонту/восстановлению после столкновений, а в 2002 году одним из первых получил статус техника GM мирового класса.
Комментарии? Отправьте их по факсу (330) 670-0874
или отправьте по электронной почте редактору BSB Джорджине К. Карсон по адресу [email protected]
Карсон по адресу [email protected]
Какой тип сварки используется для автомобильных рам?
Сварка является неотъемлемой частью многих отраслей промышленности, включая автомобильный сектор в целом и кузовные мастерские в частности. Отличные сварные швы имеют решающее значение в автомобильной сфере, повышая безопасность, надежность и внешний вид любого автомобиля.
Техник по сварке кузовов автомобилей может использовать различные методы и сварочные инструменты для выполнения отдельных работ. Существует множество возможностей использования сварки на автомобилях для ремонта повреждений, вызванных столкновением или старением.
Автомобильная сварка
Вот несколько вариантов сварки автомобилей:
- Сварка рамы или крыла: Рамы и крылья транспортных средств обычно повреждаются при столкновениях. Автомастеру часто приходится вырезать изогнутый кусок металла и заменить его. Затем они используют технику сварки, чтобы закрепить новый кусок металла и безопасно отремонтировать раму или крыло автомобиля.
- Сварка выхлопной системы: Выхлопные системы постоянно бьются. Со временем они ржавеют и образуют отверстия из-за возраста, влаги и использования. Некоторые специалисты по кузовным работам отрезают выхлопную трубу, зажимают детали и сваривают.
- Сварка колес: Слишком большое количество выбоин может привести к растрескиванию металлических рам колес. Иногда его может отремонтировать опытный сварщик TIG.

Какой тип сварочного оборудования обычно используется в автомобильных мастерских?
Найти подходящего сварщика для кузовных работ не так просто, как кажется. По этому вопросу нет недостатка в различных мнениях, но краткое описание различных типов сварочных процессов может помочь вам сделать выбор.
Эксперты по сварке сходятся во мнении: не существует единого сварочного процесса, подходящего для всех требований, предъявляемых к автомобилям. Некоторым легче научиться, в то время как другие дешевле.
Вот три основных типа сварки, которые следует учитывать при сварке автомобилей:
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (ВИГ) сварка аккуратна и точна, но сложна в освоении. Вольфрамовый электрод создает сварочную дугу, а присадочный металл создает сплав между двумя металлическими частями. Еще одним традиционным недостатком сварки TIG является стоимость оборудования. Тем не менее, в настоящее время есть высококачественные устройства, доступные по разумной цене.
Например, инверторный сварочный аппарат TIG PrimeWeld TIG200-D 200 A обеспечивает входное питание с двумя входными напряжениями 120/240 В, что позволяет автомеханикам выполнять сварку практически в любом месте. Он доступен по цене 450,00 долларов США.
Приобрести наш бестселлер для сварки каркаса автомобиля
Сварка электродом
Сварка электродом , также известная как дуговая сварка, проста в освоении и не требует внешнего защитного газа. Хотя он подойдет для многих автомобильных проектов, он требует тщательной очистки и не является лучшим выбором для тонколистового металла. Хорошая новость: вы можете приобрести надежный сварочный аппарат с двойным напряжением менее чем за 200 долларов!
Хотя он подойдет для многих автомобильных проектов, он требует тщательной очистки и не является лучшим выбором для тонколистового металла. Хорошая новость: вы можете приобрести надежный сварочный аппарат с двойным напряжением менее чем за 200 долларов!
Сварка MIG
Металл в среде защитного газа (MIG) , пожалуй, лучший сварочный аппарат для кузовных работ. Он использует защитный газ и присадочный материал в проволоке, подаваемой непосредственно через сварочный аппарат. MIG быстрее, чем большинство других методов сварки, и его гораздо легче освоить. Поскольку сварка MIG — это процесс, выполняемый одной рукой, вторая рука всегда свободна для маневрирования инструментами и материалом.
Большинство опытных сварщиков сходятся во мнении, что сварка MIG является наиболее предпочтительным методом сварки для большинства кузовных ремонтов. Он хорошо работает с широким спектром металлов и подходит для быстрого ремонта. MIG может легко обрабатывать материалы, используемые в автомобильных кузовах, без ущерба для прочности или внешнего вида.
Новейшие сварочные аппараты MIG также имеют опции, которые делают их лучшим выбором для автомобильных мастерских. Например, сварочный аппарат MIG180 180 Amp MIG с шпульным пистолетом от PrimeWeld предлагает три различных процесса сварки: традиционный MIG, порошковую проволоку без защитного газа и опцию для сварки алюминия. Он также имеет блокировку триггера 2T/4T, которая отлично подходит для предотвращения усталости рук при длительных работах, таких как сварка боковых панелей или полов в кузовах автомобилей.
Купить наш самый продаваемый сварочный аппарат MIG для автомобильных рам
Какой тип сварки используется для каркасов автомобилей?
Двумя наиболее подходящими вариантами сварки каркасов автомобилей являются процессы сварки TIG и MIG. Выбор лучшего метода усложняется различными факторами, которые могут определять качество сварного шва. К ним относятся, но не ограничиваются:
- Набор навыков сварщика
- Выбор наполнителя и его взаимодействие с основным материалом
- Сам процесс сварки
Техники-сварщики иногда развивают свои навыки в определенных сварочных процессах и могут быть не такими опытными в других.