Сварка медных проводов: разбираемся в технологии
СОДЕРЖАНИЕ
- Преимущества сварки медных проводов над другими способами соединения
- Выбор аппарата для сварки медных проводов
- Инвертор
- Трансформатор
- Необходимые электроды для сварки медных проводов
- Технология сварки медных проводов
Сварка медных проводов является наиболее надежным и оптимальным способом соединения, хотя и требует определенных навыков. Выполнять эту процедуру необходимо с использованием специального оборудования, в противном случае соединение будет или ненадежным, или не получится вовсе.
Несмотря на эти особенности, сварка провода из меди не составит большого труда. В нашей статье мы расскажем о том, что необходимо для ее осуществления, разберем преимущества сварки перед другими методами и подробно опишем сам процесс.
Преимущества сварки медных проводов над другими способами соединения
Если обратиться к Правилам устройства электроустановок (пункт 2. 1.21 ПУЭ), то, согласно инструкции, для соединения, ответвления и оконцевания жил проводов, в том числе и кабелей, подходят такие способы, как пайка, сварка, опрессовка или сжимы (бывают винтовые, болтовые и т. д.)
1.21 ПУЭ), то, согласно инструкции, для соединения, ответвления и оконцевания жил проводов, в том числе и кабелей, подходят такие способы, как пайка, сварка, опрессовка или сжимы (бывают винтовые, болтовые и т. д.)
Есть множество способов скрепить кабели, но для сохранения проводимости контактов и прочного и долговечного соединения используется метод сварки проводов. Только он гарантирует отличное сочленение и длительную эксплуатацию при отсутствии какого-либо дополнительного обслуживания.
Для сравнения приведем примеры других соединений и определим преимущества сварки:
- Пайка не очень долговечна и подвержена разрушению, так как при этом способе присутствует припой (третий металл), как правило, более легкоплавкий и рыхлый по структуре. Вследствие химических реакций на границе между двумя сплавами происходит постепенный износ и повреждение металла.
Если в качестве критерия брать трудоемкость процесса и его длительность, то пайка дает результат не хуже, чем сварка.
- Клеммники и обжимы. Этот способ не такой идеальный, как сварка. Это объяснимо, поскольку основным материалом для проводников является медь – довольно пластичный металл без необходимой упругости. При сварке проводов металл как бы «вытекает» из-под нагрузки, от этого не защищают даже гровер-шайбы. И при использовании специальных, глубоко подпружиненных самозажимных клеммников площадь контактной поверхности останется небольшой. Если будет сильный ток, пружины потеряют свою упругость из-за нагрева.
- Скрутка. Этот способ не предусмотрен в ПУЭ, следовательно, запрещен. Он может применяться только как временное соединение перед самой сваркой медных проводов.
- Опрессовка
 Это не самый экономичный способ, так как чтобы изделие получилось качественным, нужны хорошие инструменты и материалы.
Это не самый экономичный способ, так как чтобы изделие получилось качественным, нужны хорошие инструменты и материалы.
 Это не самый экономичный способ, так как чтобы изделие получилось качественным, нужны хорошие инструменты и материалы.
Это не самый экономичный способ, так как чтобы изделие получилось качественным, нужны хорошие инструменты и материалы.
Так в чем же преимущество соединения проводов сваркой?
Прежде всего, после сварки получается монолитная комбинация кабелей, поэтому говорить о «контакте» мы уже не можем. Границ проводников больше не существует, и электрический ток, соответственно, проходит через однородный металл.
Кроме этого, сопротивление такого соединения минимально, следовательно, почти не выделяется теплоты.
В результате оплавления может образоваться утолщение, что даст температуру при максимальном токе даже ниже, чем в варианте с подводящими проводниками. Этому также способствует и отсутствие очень плотной изоляции.
Читайте также: «Технология сворки меди и ее сплавов»
Следующий фактор – отсутствие большой ослепительной дуги при сварке скруток медных проводов, если она осуществляется на переменном токе или пониженном напряжении. Скрутка не прогревается на большую глубину, а металл не разбрызгивается. Дело в том, что скрутки сваривают угольным электродом по торцам предварительно скрученных проводников. Мощность аппарата для сварки медных проводов может достигать 800 Вт.
Скрутка не прогревается на большую глубину, а металл не разбрызгивается. Дело в том, что скрутки сваривают угольным электродом по торцам предварительно скрученных проводников. Мощность аппарата для сварки медных проводов может достигать 800 Вт.
Сварка сталей имеет токи большие, чем при сварке скруток, поскольку медь и алюминий плавятся при более низких температурах, а дуга и брызги металла существенно уменьшаются.
Это вовсе не значит, что средства защиты не нужно использовать. Защитные очки и огнеупорные подкладки необходимы, но сами меры безопасности будут проще, чем, например, при сварке сталей.
Ну и, наконец, для предотвращения окисления проводников в процессе сварки, в том числе алюминия, имеется особый флюс «ВАМИ». Для меди обычно используют буру. Скрутка опускается в углубление с флюсом, сделанное в угольном или углеграфитовом электроде.
Выбор аппарата для сварки медных проводов
Как выбрать правильный аппарат для сварки медных проводов? Обычно используется любой генератор тока: инвертор, выпрямитель или трансформатор.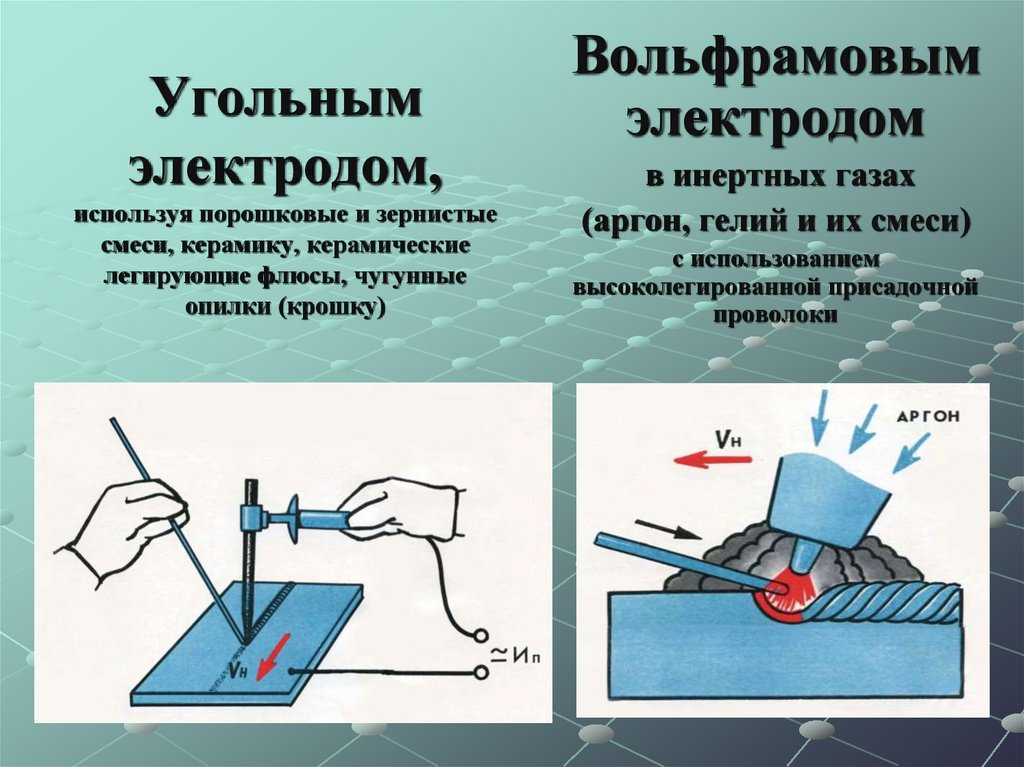 К автоаккумуляторам подключаются клещи для контактной сварки, затем два соединяют последовательно и контакты выводятся к электродам. Мощности обычно достаточно для сварки кабеля с жилой толщиной 5 мм. Больший объем возможен только при использовании сварочного аппарата.
К автоаккумуляторам подключаются клещи для контактной сварки, затем два соединяют последовательно и контакты выводятся к электродам. Мощности обычно достаточно для сварки кабеля с жилой толщиной 5 мм. Больший объем возможен только при использовании сварочного аппарата.
Инвертор
Современные инверторы имеют ряд серьезных преимуществ:
- могут сваривать провода любого сечения;
- им не страшны скачки напряжения в сети, существенно снижен риск «залипания» электрода и пережога медных скруток;
- существуют более простые модели с силой тока до 150–200 А;
- созданы для работы от стандартной электрической сети (без трехфазного тока).
Инвертор проще в работе, чем трансформатор. При процессе сварки постоянным током прямой полярности минус подключается к медному проводу, который нужно сварить, а плюс – к держателю электрода.
Трансформатор
Аппараты предыдущих поколений слишком громоздки и неудобны в транспортировке, но их плюс в том, что они могут создавать ток до 400 А. Трансформатор используют для работы с постоянным током прямой или обратной полярности. С его помощью сваривают медные шины в распределительных коробах, а также соединяют скрученные проводники с большим сечением.
Трансформатор используют для работы с постоянным током прямой или обратной полярности. С его помощью сваривают медные шины в распределительных коробах, а также соединяют скрученные проводники с большим сечением.
Подключается трансформатор, как и инвертор: минус – на скрутку, плюс – на электрод. Хотя у этих аппаратов неплохая производительность, в процессе они нагреваются и сильно гудят, поэтому требуют периодического отключения для остывания. Также при включении они влияют на напряжение в сети, которое потом стабилизируется. Это необходимо учитывать при выборе работ с данным прибором.
Читайте также: «Приспособления для сворки»
Сварочный аппарат можно сконструировать и на основе понижающего трансформатора, имеющего мощностью до 150 А и напряжение в диапазоне от 12 до 38 В, на него наматывается необходимое количество витков кабеля. Это число рассчитывается при помощи таблиц. Для стабилизации дуги в электрическую схему также включается диодный мост. Держатель можно купить в специализированных магазинах, а еще умельцы используют в этих целях зажим троллейбусного контактора. Токопроводящие зажимные клещи изготавливают из пассатижей, к одной из ручек которых крепится контактная клемма. Такой самодельный аппарат обязательно нужно заземлить.
Держатель можно купить в специализированных магазинах, а еще умельцы используют в этих целях зажим троллейбусного контактора. Токопроводящие зажимные клещи изготавливают из пассатижей, к одной из ручек которых крепится контактная клемма. Такой самодельный аппарат обязательно нужно заземлить.
Необходимые электроды для сварки медных проводов
Когда речь идет о сварке медных проводов, то нужно подбирать нужные электроды, для конкретного случая это будут графитовые или угольные.
При сварке в домашних условиях можно использовать стержни батареек либо щитки коллекторных двигателей, а также любые подобные изделия, сделанные из графита.
Графитовые стержни достойно заменят магазинные электроды, но имеется один нюанс: на них нет медного покрытия. Для решения этой проблемы нужно просто доработать держатель. Для этого применяют зажим «крокодил» и для самого электрода, и для соединения массы. Эти предметы не настолько габаритные, как, например, штатные, поэтому можно работать в распределительных щитках. Это будет даже удобнее. Не стоит забывать о том, что ручки нужно дополнительно заизолировать.
Это будет даже удобнее. Не стоит забывать о том, что ручки нужно дополнительно заизолировать.
Угольные и графитовые электроды имеют один общий параметр: их температура плавления в 4 раза выше порога плавления меди. Именно поэтому расход электродов при сварке минимален. Это большой плюс.
При положительной схожести угольных и графитовых стержней в процессе монтажа проводки они обладают разными характеристиками:
- Основное различие – их стоимость. Графит более доступен.
- Отличия по цвету: угольный стержень черный, графитовый – имеет темно-серый металлический оттенок.
- Использование угольного электрода при сварке требует от мастера достаточного опыта и навыка такой работы, поскольку дуга от стержня из угля имеет очень высокую температуру, из-за которой может повредиться свариваемая скрутка. С другой стороны, такие высокие показатели температуры случаются при заниженном токе. Из этого можно сделать вывод, что угольными электродами хорошо работать на слабом сварочном аппарате.
- Для инверторного аппарата, оснащенного регулятором силы тока, лучше всего подойдут графитовые стержни. К тому же квалификация мастера может быть невысокой при работе с ними. Графит также дает большую прочность соединению, сопротивляемость окислению, да и качество сварки гораздо лучше, чем с применением угля.
 С другой стороны, такие высокие показатели температуры случаются при заниженном токе. Из этого можно сделать вывод, что угольными электродами хорошо работать на слабом сварочном аппарате.
С другой стороны, такие высокие показатели температуры случаются при заниженном токе. Из этого можно сделать вывод, что угольными электродами хорошо работать на слабом сварочном аппарате.Технология сварки медных проводов
Техника безопасности при сварочных работах очень важна. Их необходимо проводить в защитной маске либо в очках, специальной одежде и рукавицах. Помните, что можно обжечься металлом и его брызгами, повредить глаза («наловить зайчиков»).
В домашних условиях инверторная сварка медных проводов требует использования угольных либо графитовых электродов. Как говорилось выше, в качестве электрода можно использовать и угольный стержень от отработавшей батарейки.
Для более точного ориентирования представляем рабочий диапазон сварочного тока:
- 2 жилы, сечение каждой 1,5 мм² – 70 А;
- 3 жилы, сечение каждой 1,5 мм² – 80-90 А;
- 2-3 жилы, сечение 2,5 мм² – 80-100 А;
- 3-4 жилы, сечение 2,5 мм² – 100-120 А.
Медь, которая используется при изготовлении электрических проводов, всегда имеет разный состав и качество. Эти параметры и определяют подходящий режим сварки. Как понять, что выбран оптимальный режим? Убедитесь, что электрод не прилипает к месту сварки, а дуга устойчива. Если уже имеется опыт в сварочных работах, то данные параметры вполне можно соблюдать.
Как проходит сварочный процесс:
- С медного кабеля снимается оболочка изоляции (примерно 7–10 см).
- Многожильные провода скручиваются (процесс скрутки).
- Скрутка подрезается, образуя ровный срез. Нужно оставить длину примерно 5 см.
- На скрутке крепится зажимной механизм из меди для отведения избыточного тепла, устанавливается заземление.
- Срез скрутки подносится к электроду.
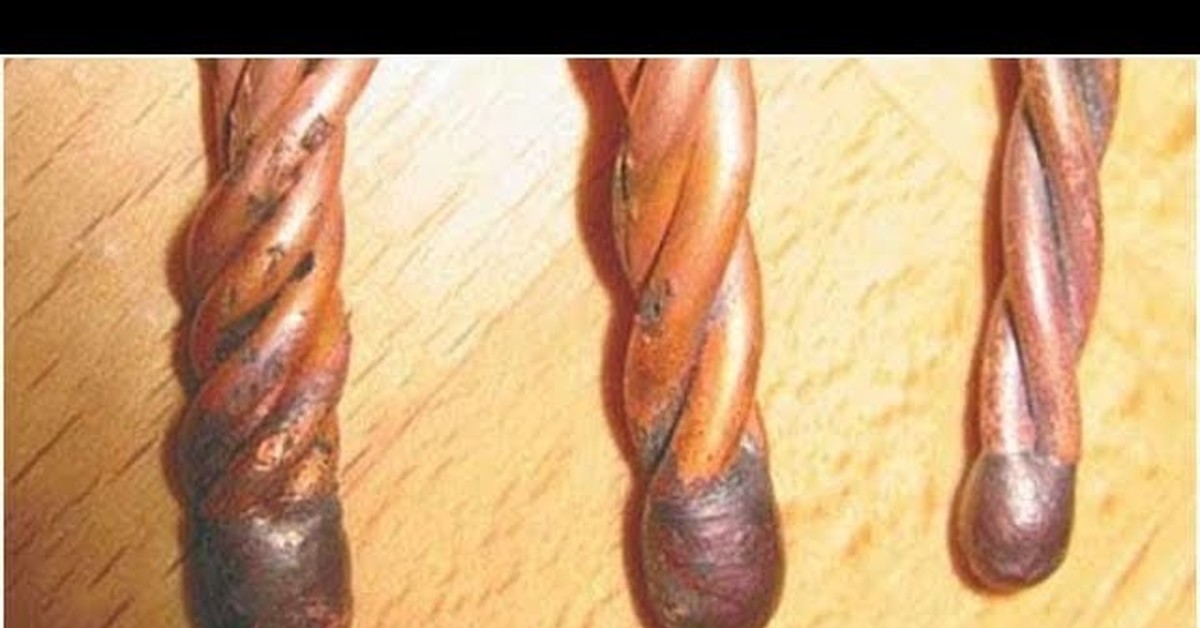
- Сварка завершена, когда на конце проводов появляется расплавленный медный шарик, на это уходит порядка 1-2 сек.
- Сварку останавливают, чтобы не повредить изоляционный материал.
- Остывшие концы электропроводки изолируются изолентой или термоусадочной трубкой.

Обратите внимание на то, что, кроме прочего, также необходимо вовремя менять сварочный медный наконечник, который фиксирует электрод в процессе сварки. Его основная задача – подавать электрический ток на электрод. Его состояние будет отражаться на качестве сварочного шва: внутри наконечника есть отверстие, которое и должно хорошо удерживать стержень. К сожалению, оно достаточно скоро утрачивает свои свойства при частых сварках. Сварочный наконечник из меди также быстро изнашивается и чаще всего требует замены.
Читайте также: «Выбор параметров режима ручной дуговой сварки»
Сварка медных проводов ручным дуговым способом – пожалуй, самый надежный метод и наиболее качественный вид соединения. Если инвертор подбирается по четко заданным параметрам – это 70 % успеха сварки. Выбирая прибор, обратите внимание на его мощность. Важно представлять себе область его применения, а также место и характеристику деталей, с помощью которых планируете пайку. Сварочный процесс требует точного расчета времени – не более 1-2 секунды. Это позволит получить качественные швы. Если не пренебрегать рекомендациями экспертов, то при работе сложностей не возникнет.
Если инвертор подбирается по четко заданным параметрам – это 70 % успеха сварки. Выбирая прибор, обратите внимание на его мощность. Важно представлять себе область его применения, а также место и характеристику деталей, с помощью которых планируете пайку. Сварочный процесс требует точного расчета времени – не более 1-2 секунды. Это позволит получить качественные швы. Если не пренебрегать рекомендациями экспертов, то при работе сложностей не возникнет.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка медных проводов инверторным аппаратом с использованием угольных и графитовых электродов
Среди различных способов соединения медных носителей тока лучше всего зарекомендовал себя метод сварки. Соединенные сваркой жилы образуют равномерную массу с максимальной проводимостью. Это не допускает внутреннего разогрева, сохраняет пожарную безопасность и бесперебойную работу сетевых электроустановок.
Содержание
- 1 Какое оборудование потребуется для сварки медных проводов
- 2 Применяемые электроды
- 3 Особенности использования угольных электродов
- 4 Сварочные электроды из графита
- 5 Инверторы
- 6 Рекомендованные режимы сварочного тока для разных проводников
- 7 Подготовительные работы
- 8 Алгоритм сварки проводов
Какое оборудование потребуется для сварки медных проводов
Для сваривания подготовленных медных кабелей понадобится инвертор, электроды.
Особенности меди: текучесть, высокая теплопроводность, способность поглощать газы — требуют от исполнителя опыта и мастерства.
Применяемые электроды
Для сварки медных проводов применяют две разновидности электродов: угольные или графитовые с покрытием из медного напыления:
- температура разрушения материала электрода — более 3800ºС, а у меди плавление при 1080ºС, что допускает их многократное использование;
- быстрый разогрев материала стержня до температуры разжижения меди;
- во время сварки углеродный стержень не прилипает к проводам;
- 5-10 А — достаточный, хотя и небольшой ток для устойчивого разряда дуги.
Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
Угольный электрод используется, когда графитовым элементом сварить не удается. Работать нужно очень внимательно, чтобы не допустить перегрева изоляции.
 Угольные электроды обычно используются в сварочных устройствах малой мощности.
Угольные электроды обычно используются в сварочных устройствах малой мощности.При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
Сварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
Графитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Выбор модели исходит из предполагаемых режимов использования прибора: от получасовой работы без перерыва до многочасового интенсива.
Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².
Примерная стоимость инверторов для сварки на Яндекс.маркетРекомендованные режимы сварочного тока для разных проводников
Величина сварочного тока зависит от размера сечения и количества жил в скрутке: чем толще скрученный жгут, тем большее значение силы тока нужно выставить на сварочном аппарате:
- 2 жилы, сечение каждой 1,5 мм² — 70 А;
- 3 жилы, сечение каждой 1,5 мм² — 80-90 А;
- 2-3 жилы, сечение каждой 2,5 мм² — 80-100 А;
- 3-4 жилы, сечение каждой 2,5 мм² — 100-120 А.

Указанные режимы сварочного тока являются ориентировочными. У разных производителей провода отличаются по химическому составу и заявленному сечению, сварочные приборы также отличаются своими характеристиками. Поэтому величину сварочного тока лучше подбирать практически на небольшом отрезке того же провода. Оптимальным при подборе режима опытным путем будет тот, когда дуга устойчива, а кончик электрода не клеится к месту сварки.
У современных аппаратов инверторного типа:
- устойчивый сварочный разряд, обеспечивающий качественное выполнение сварочных работ;
- при сварке жидкий металл не разбрызгивается;
- дуга не ослепляет сварщика из-за невысокой точки плавления меди;
- инверторы нетяжелые, их габариты небольшие, что позволяет переносить их к месту монтажа на ремне.
Подготовительные работы
Перед началом работы с проводами нужно еще раз проверить отсутствие на них напряжения.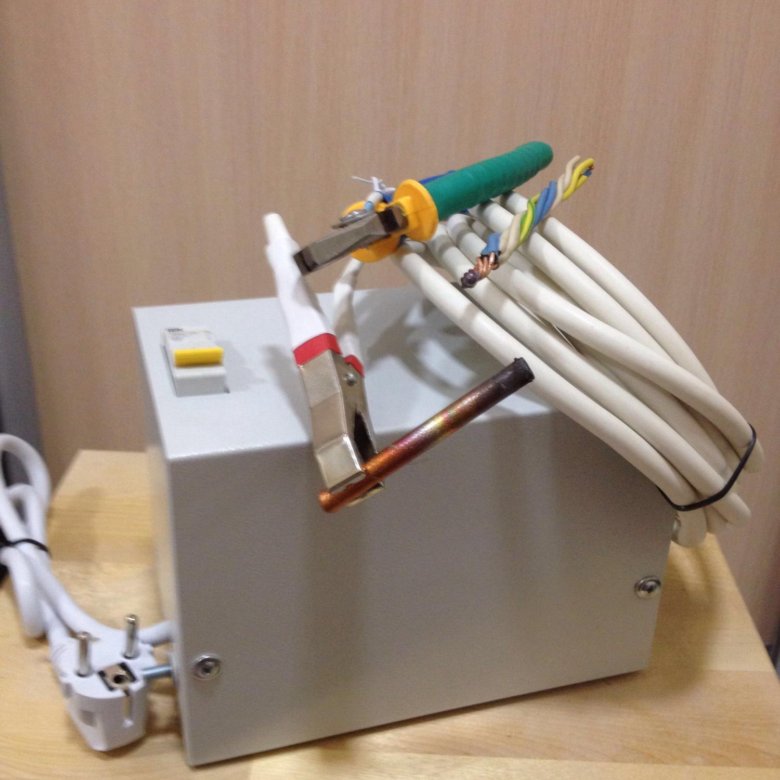
Для дальнейшей работы понадобятся нож или специальные разделочные приспособления, наждачная шкурка, растворитель, плоскогубцы или пассатижи, изоляционная лента или термоусадочная трубка. Если для изоляции применяется термоусадочная трубка, очень удобно использовать фен, дающий плотное облегание пленкой.
Для получения качественного соединения проводится подготовительная работа в такой последовательности:
- с жилы бережно снимают участок изоляционного покрытия не менее 7 см для жилы сечением 1,5 мм². Если провода толще, то на каждые 0,5 мм² диаметра жилы убавляют 5 мм изоляции. Разделку проводят вдоль проводника ножом или специальным инструментом — стриппером;
- оголенные участки провода зачищают наждачной шкуркой;
- поверхность проводников обезжиривают ацетоном или уайт-спиритом;
- аккуратно, чтобы не повредить провода, скручивают их в жгутик руками или плоскогубцами, стараясь обеспечить их плотное прилегание друг к другу;
- кусачками или монтажными ножницами отрезают кончик жгута для выравнивания жил.

Алгоритм сварки проводов
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора;
- к сварочному аппарату подключают питание от сети;
- держатель с электродом подносят к концу скрутки;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.

После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
Что такое сварочный кабель и как мне узнать, какой купить?
Нравится нам это или нет, но иногда наши машины разваливаются. По проводам не проходит электричество для питания машины, или какая-либо другая механическая поломка приводит к неисправности машины. В любой ситуации необходимость тратить внезапные дополнительные деньги на замену машины дорого обходится, вызывает стресс и вызывает разочарование.
К счастью, не все потеряно. В некоторых ситуациях в неправильной работе аппарата виноват сварочный кабель. Стресс, чрезмерное использование или какая-либо другая внешняя сила приводят к разрыву проводов, ведущих от розетки к машине.
При поиске и устранении неисправностей сварочного аппарата проверьте провода и кабели на наличие любых признаков износа, оголенных проводов или глубоких складок в покрытии проводов. Если вы заметили какое-либо повреждение, то, скорее всего, ваш сварочный кабель не работает из-за проводов. Если вы знаете, что делаете, или если у вас есть удобное руководство, вы можете легко заменить проволоку, не тратя лишние деньги на новый аппарат для дуговой сварки.
Сварочный кабель имеет широкий выбор толщины, длины, прочности и множества других характеристик. Если вы точно не знаете, что вам нужно, вы обязательно потеряетесь в море кабелей. Если вы покупаете лично, вам может повезти найти кого-то, кто знает больше о сварочных кабелях и может лучше помочь вам, но если вам нужно делать покупки в Интернете, вам придется потратить некоторое время на изучение и понимание различных ограничения и требования к сварочным кабелям.
Что такое сварочный кабель?
Если вам никогда не приходилось заменять сварочный кабель или вы новичок в мире сварки, вы, скорее всего, не знаете, что такое сварочный кабель. На первый взгляд, это соединение от розетки к машине, которое позволяет проходить электрическим токам. Это самый популярный тип кабеля в сварочном сообществе, и он обладает наибольшей портативностью и универсальностью по сравнению с другими типами кабелей.
На первый взгляд, это соединение от розетки к машине, которое позволяет проходить электрическим токам. Это самый популярный тип кабеля в сварочном сообществе, и он обладает наибольшей портативностью и универсальностью по сравнению с другими типами кабелей.
Несмотря на это, сварочные кабели немного сложнее, чем может показаться на первый взгляд. Когда вы приедете в местный магазин товаров для дома или рискнете в Интернете, есть вероятность, что вы сразу же обнаружите, что выбор перед вами.
Покрытие и изоляция
Сварочный кабель поставляется с четырьмя различными типами покрытия или изоляционного материала:
- Неопрен
- EPDM (этилен-пропилен-диеновый мономер)
- CPE (хлорированный полиэтилен)
- ПВХ
Как правило, вы найдете сварочный кабель, изготовленный из первых двух материалов, неопрена и EPDM, хотя вы также можете увидеть термореактивный кабель в качестве альтернативы этим двум. Если вы специально ищете сварочный кабель с EPDM-покрытием, вы можете проверить, какой тип термореактивного материала используется в кабеле.
Поскольку производители склонны называть неопрен и EPDM термореактивными материалами, их функции практически идентичны. Оба этих материала очень гибкие, поэтому вы можете перемещать их по мастерской или препятствиям, не беспокоясь о сопротивлении. Эти два покрытия также обладают высокой устойчивостью к суровым погодным условиям, воде, влаге и истиранию. Однако, когда дело доходит до воздействия газа или жидкости на нефтяной основе, эти два покрытия не выдерживают. Если вы работаете в среде с любым элементом, вам следует рассмотреть возможность использования альтернативного покрытия.
ПВХ намного жестче, чем неопрен и EPDM. При этом жесткость придает сварочному кабелю большую прочность и лучшую устойчивость к порезам, разрывам и изгибам проволоки. Если вы обнаружите, что более агрессивно относитесь к своим кабелям, чем хотели бы, вы можете рассмотреть возможность выбора сварочного кабеля из ПВХ. В качестве альтернативы, если вы проводите больше времени в сварочной мастерской, вы можете использовать покрытие из ПВХ.
Внутренний металл
Сварочный кабель, который вы будете использовать специально для сварочных аппаратов, поставляется с медным проводником. Медь является одним из наиболее гибких и прочных металлов, когда речь идет о проведении электричества и способности противостоять нагреву. Когда вы пропускаете ток через медный кабель, электричество нагревает медь, в результате чего сварочный аппарат получает тепло, необходимое для сварки. Медь легко выдерживает большинство сварочных ситуаций без каких-либо затруднений.
Выбор сварочного кабеля для покупки
Выбор сварочного кабеля — непростая задача. Не рассчитывайте приехать в магазин товаров для дома и решить, что вам нужно оттуда. Зная заранее, какой сварочный кабель вам нужно приобрести, вы сэкономите время и нервы, когда будете искать нужный кабель.
Когда дело доходит до точного определения типа кабеля, вам необходимо заранее принять во внимание несколько различных факторов.
Номинал
Прежде чем вы начнете искать сварочный кабель, вы должны точно знать, какой рейтинг должен соответствовать вашему кабелю.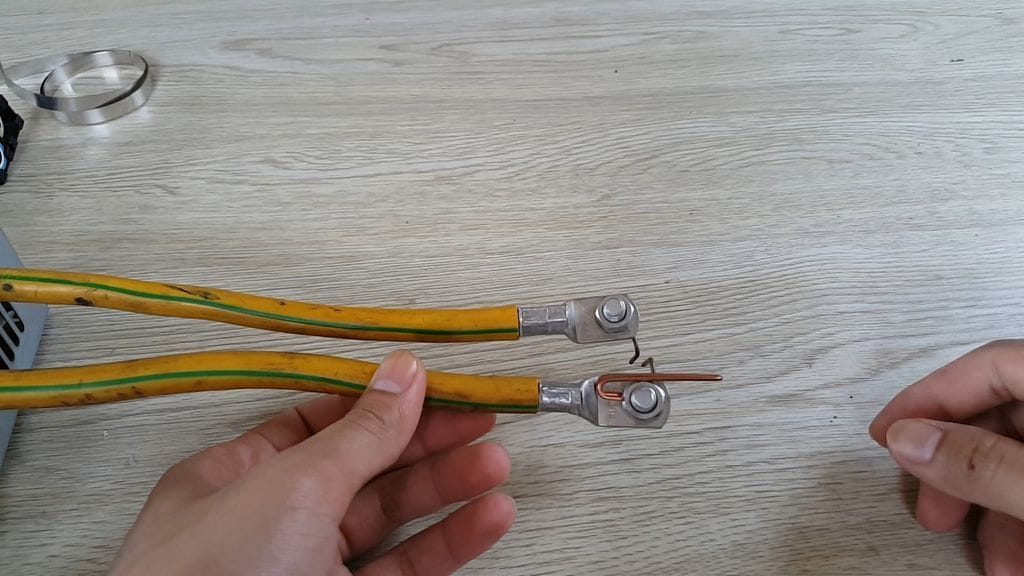 Вам понадобится кабель, рассчитанный на нужное вам напряжение и способный безопасно и эффективно передавать электрический ток. Когда вы определите, какое напряжение вам нужно, вы должны убедиться, что ваше оборудование также может безопасно и адекватно использовать эту энергию.
Вам понадобится кабель, рассчитанный на нужное вам напряжение и способный безопасно и эффективно передавать электрический ток. Когда вы определите, какое напряжение вам нужно, вы должны убедиться, что ваше оборудование также может безопасно и адекватно использовать эту энергию.
Чтобы понять, какой тип рейтинга вам нужен, необходимо хорошо знать стоящую перед вами задачу. Вам нужно будет иметь глубокое представление о сварочном проекте, необходимой мощности и характеристиках сварочного кабеля. Знание этой информации полностью зависит от вас, и хотя может возникнуть соблазн купить сварочный кабель вслепую, вам следует потратить время, чтобы выяснить, какой номинал вам понадобится.
Длина
Вы можете подумать, что длина сварочного кабеля не имеет большого значения. Можно подумать, что чем длиннее кабель, тем лучше. Это позволит вам иметь лучший доступ к областям вокруг вас во время сварки. Однако лучше наоборот. Вам нужен сварочный кабель, длина которого близка к необходимой вам от розетки до объекта, который вы свариваете. Другими словами, чем короче сварочный кабель, тем лучше.
Другими словами, чем короче сварочный кабель, тем лучше.
При покупке нового сварочного кабеля необходимо знать общую длину сварочного контура. Эта длина представляет собой весь путь, который электричество должно будет пройти во время использования. Цепь включает в себя расстояние от сварочного аппарата, сварочного поворота или держателя электрода, рабочего кабеля, рабочего зажима и стержневого электрода или проволоки.
В большинстве случаев у вас будет два кабеля — один для подключения сварочного аппарата к электроду, а другой — для подключения сварочного аппарата к рабочему зажиму. Электрический ток должен проходить между обоими этими кабелями и выдавать достаточно энергии к тому времени, когда она вам понадобится.
Во всех сварочных кабелях используется медь из-за ее низкого сопротивления. Однако некоторое сопротивление все же существует. Более длинные сварочные кабели должны пропускать электрический ток через большее количество меди, что приводит к уменьшению начальной силы тока к тому времени, когда он достигает конца линии. Более короткие кабели не так сильно теряют, потому что ток должен проходить гораздо меньшее расстояние.
Более короткие кабели не так сильно теряют, потому что ток должен проходить гораздо меньшее расстояние.
Сила тока, калибр и толщина
Сила тока вашего сварочного кабеля относится к максимальной величине электрического тока, которую кабель может безопасно передавать. Чем выше допустимая нагрузка, тем больший ток может проводить сварочный кабель. Если вам требуется определенная сила тока для правильного выполнения вашей задачи, убедитесь, что кабель может достигать максимума.
Ampacity также сообщает вам, какой ток может выдержать ваш сварочный кабель, прежде чем он начнет перегреваться и отключится. Вы также можете увидеть, что мощность называется номинальной емкостью. Номинальная мощность — это процент тока, который ваш сварочный кабель может использовать в течение десяти минут, прежде чем он перегреется и отключится. Альтернативное имя, по сути, представляет собой ту же информацию, но вы увидите ее в процентах, а не в виде числа с аббревиатурой AWG.
Длина кабеля также напрямую влияет на силу тока на конце линии. Чем длиннее кабель, тем меньше сила тока на конце. Если вам нужен более длинный кабель, вам следует приобрести кабель с большей силой тока, чтобы к тому времени, когда он достигнет сварочного аппарата, у вас было достаточно ампер.
Чем длиннее кабель, тем меньше сила тока на конце. Если вам нужен более длинный кабель, вам следует приобрести кабель с большей силой тока, чтобы к тому времени, когда он достигнет сварочного аппарата, у вас было достаточно ампер.
С другой стороны, вы можете использовать кабель меньшей длины для достижения аналогичных результатов. В этом случае вы должны максимально приблизиться к нужной вам силе тока с кабелем.
Калибр сварочного кабеля — это другое название толщины и силы тока, которую может проводить кабель. Чем выше калибр, тем толще кабель и тем больше вы можете провести.
Гибкость и скручивание
Для сварочного кабеля гибкость является одним из наиболее важных аспектов, которые следует учитывать. В зависимости от среды, в которой вы работаете, вам нужно будет решить, требуется ли вам более гибкий сварочный кабель, чтобы помочь вам маневрировать вокруг объектов, или вы можете использовать менее гибкий кабель.
Однако всегда следует выбирать более гибкий сварочный кабель, а не более жесткий. Во время сварки вы постоянно двигаетесь, и ваш сварочный кабель должен соответствовать этому постоянному движению.
Во время сварки вы постоянно двигаетесь, и ваш сварочный кабель должен соответствовать этому постоянному движению.
Для сварочного кабеля количество прядей напрямую связано с гибкостью медной проволоки внутри кабеля. Чем больше медных жил внутри кабеля, тем более гибким становится кабель. Поскольку производители добавляют больше жил, толщина сварочного кабеля остается прежней, но жилы становятся тоньше и придают кабелю большую прочность, гибкость и более высокий AWG.
Когда вы покупаете сварочный кабель, вы заметите две основные части информации. Вы увидите класс K или класс M. Класс относится к количеству жил кабеля. Класс K имеет меньшее количество нитей и имеет калибр 30 AWG, но это также наиболее часто используемый класс. Класс M будет иметь больше жил и будет иметь калибр 34 AWG. Таким образом, чем выше AWG, тем более прочным и гибким будет кабель.
Будьте осторожны, так как большинство компаний рекламируют свой стандартный сварочный кабель как Super-Flex или Ultra Flex, когда они обычно продают сварочный кабель нормального счета.
Сопротивление
Вам необходимо учитывать ситуацию, тип проекта и окружающую среду, в которой вы будете работать. резка.
Наиболее распространенными материалами для изоляции сварочных кабелей являются неопрен, EPDM, CPE и PVC. Каждый из них имеет свой уникальный набор сопротивлений и долговечности. Перед покупкой любого сварочного кабеля всегда дважды проверяйте, из какого материала сделана изоляция и будет ли он лучшим вариантом для вашего сварочного проекта.
Вы должны будете учесть необходимое количество ампер и убедиться, что кабель может выдержать и обработать его. Вы должны учитывать температуру на рабочем месте, влажные условия, грязные условия, воздействие грязи, масла и других опасных химических веществ. Вам не нужно покрытие, которое портится под действием определенного химического вещества. Эта ситуация может привести к оголению медных проводов, что может привести к возгоранию или поражению электрическим током.
Цвет
Как правило, цвет не оказывает прямого влияния на использование провода. Больше всего вам понадобятся сварочные кабели разного цвета, чтобы вам было легче определить, какой кабель вы подключили к какой машине. Обозначение цветов поможет в чрезвычайных ситуациях, когда вам нужно отключить или определить, какой сварочный кабель или аппарат вызывает неисправность.
Больше всего вам понадобятся сварочные кабели разного цвета, чтобы вам было легче определить, какой кабель вы подключили к какой машине. Обозначение цветов поможет в чрезвычайных ситуациях, когда вам нужно отключить или определить, какой сварочный кабель или аппарат вызывает неисправность.
Обычно можно найти сварочные кабели с желтой, синей, зеленой, красной или черной изоляцией. Некоторые сварочные кабели, такие как сварочный кабель класса M UL/CSA 600V, имеют свой особый цвет. Что касается кабеля класса M, он обычно имеет изоляцию с оранжевым покрытием.
Получите сварочный кабель, который вам нужен, с WesBell Electronics
Нет ничего более неприятного, чем оказаться в ситуации, когда вы не можете сварить, потому что у вас нет под рукой надлежащего сварочного кабеля или в вашем местном магазине товаров для дома не носите конкретный кабель, который вам нужен. Вместо того, чтобы ходить по разным магазинам в последнюю минуту и останавливать процесс вашего проекта, используйте приведенную выше информацию, чтобы определить, какой тип кабеля лучше всего подходит для вас, и купите его заранее.
Вместо того, чтобы беспокоиться о сварочном кабеле, купите его в Интернете, чтобы он всегда был под рукой, когда он вам нужен.
WesBell Electronics предлагает широкий выбор различных сварочных кабелей, которые обязательно удовлетворят любые ваши потребности. WesBell предлагает высококачественный оптовый кабель, который позволяет вам определять длину по мере необходимости. В качестве альтернативы, если вы знаете информацию заранее, мы более чем готовы предоставить вам необходимые элементы.
Не стесняйтесь обращаться к нам сегодня!
Выбор сварочных кабелей подходящего размера
Мне нужно заказать сварочный кабель для нашего магазина, но я не уверен, что мне нужен нужный размер. Я видел несколько справочных диаграмм, но хотел бы объяснить, как их использовать.
Сварочный кабель — это проводник сварочного тока. Он состоит из ряда тонких медных нитей, обернутых в непроводящую прочную оболочку (обычно из синтетического или натурального каучука разных цветов). Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изоляционная оболочка предназначена для того, чтобы выдерживать повторяющиеся движения по шероховатым поверхностям. По мере увеличения уровня тока (измеряемого в силе тока или амперах) необходимо увеличивать диаметр сварочного кабеля и результирующую площадь поперечного сечения медной жилы. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы нести больший объем воды. Вы используете меньший шланг для полива своего сада, в то время как пожарная часть использует гораздо больший шланг для тушения пожаров.
Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изоляционная оболочка предназначена для того, чтобы выдерживать повторяющиеся движения по шероховатым поверхностям. По мере увеличения уровня тока (измеряемого в силе тока или амперах) необходимо увеличивать диаметр сварочного кабеля и результирующую площадь поперечного сечения медной жилы. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы нести больший объем воды. Вы используете меньший шланг для полива своего сада, в то время как пожарная часть использует гораздо больший шланг для тушения пожаров.
«Точность» сварочного кабеля, также известная как допустимая токовая нагрузка или номинальная сила тока, относится к максимальной величине электрического тока, которую кабель может безопасно проводить. Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. е. номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды. Более короткие кабели могут нести больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто рассчитан на температуру проводника 75°C (167°F), 90°C (194⁰F) или 105°C (221°F). В то время как медный провод сам по себе может выдерживать высокие температуры, создаваемые более высокими токами, прежде чем получить повреждение, защищающая их изоляция расплавится. Сварочные кабели также часто рассчитаны на температуру окружающей среды 30°C (86°F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, уменьшить их мощность. Кроме того, несколько кабелей, плотно уложенных вместе, также могут иметь пониженную способность рассеивать тепло. Несколько кабелей должны быть немного разведены в стороны.
е. номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды. Более короткие кабели могут нести больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто рассчитан на температуру проводника 75°C (167°F), 90°C (194⁰F) или 105°C (221°F). В то время как медный провод сам по себе может выдерживать высокие температуры, создаваемые более высокими токами, прежде чем получить повреждение, защищающая их изоляция расплавится. Сварочные кабели также часто рассчитаны на температуру окружающей среды 30°C (86°F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, уменьшить их мощность. Кроме того, несколько кабелей, плотно уложенных вместе, также могут иметь пониженную способность рассеивать тепло. Несколько кабелей должны быть немного разведены в стороны.
Обратите внимание, что, хотя медь является отличным проводником электричества, она все же обладает определенным сопротивлением потоку электронов через нее. Следовательно, в кабеле будет происходить некоторый резистивный нагрев. Сварочный кабель правильного размера может быть теплым на ощупь после продолжительной сварки. Однако, если диаметр кабеля слишком мал для уровня тока, протекающего по нему, кабель будет перегреваться. Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном счете, к обрыву и выходу кабеля из строя). Пробой изоляционной оболочки также может привести к поражению электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, проводит ток не более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Таким образом, кабели большого сечения могут оказаться нерентабельными.
Следовательно, в кабеле будет происходить некоторый резистивный нагрев. Сварочный кабель правильного размера может быть теплым на ощупь после продолжительной сварки. Однако, если диаметр кабеля слишком мал для уровня тока, протекающего по нему, кабель будет перегреваться. Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном счете, к обрыву и выходу кабеля из строя). Пробой изоляционной оболочки также может привести к поражению электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, проводит ток не более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Таким образом, кабели большого сечения могут оказаться нерентабельными.
Электрический кабель обычно классифицируется по размеру AWG (American Wire Gauge), где кабель меньшего диаметра имеет больший номер. На рис. 1 перечислены размеры AWG. Размер манометра (или манометра), превышающий единицу, равен нулю, также выражается как 1/0 (произносится как «один ауток»), два нуля, выражается как 2/0 (произносится как «два аута»), 3/0 и 4/0. Размеры кабеля от № 4 до № 4/0 обычно используются для сварочного кабеля.
На рис. 1 перечислены размеры AWG. Размер манометра (или манометра), превышающий единицу, равен нулю, также выражается как 1/0 (произносится как «один ауток»), два нуля, выражается как 2/0 (произносится как «два аута»), 3/0 и 4/0. Размеры кабеля от № 4 до № 4/0 обычно используются для сварочного кабеля.
Рис. 1: Примеры калибров проволоки
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих собой площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рис. 2. Сравнение размеров кабелей по стандарту AWG и метрических единиц
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих собой площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рис. 3: Пример сварочного контура
Теперь при выборе надлежащего сечения кабеля для сварочного оборудования лучше всего выбрать кабель, способный выдержать максимальную мощность сварочного аппарата. Для этого нужно определить три фактора. К ним относятся:
Для этого нужно определить три фактора. К ним относятся:
• Общая длина сварочного контура
• Номинальная мощность источника сварочного тока
• Рабочий цикл источника сварочного тока
Сварочный контур — это общий путь, по которому проходит электричество. Он включает в себя источник питания, электродный кабель, электрододержатель (или горелку TIG, или устройство подачи проволоки и пистолет), электрическую дугу, рабочий кабель и рабочий зажим. На рис. 3 показана схема сварки. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля. Кабель электрода подключается либо к электрододержателю, либо к горелке TIG, либо к механизму подачи проволоки. Рабочий трос крепится к рабочему зажиму. Обратите внимание, что последние два элемента часто ошибочно называют «заземляющим кабелем» и «заземляющим зажимом». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (т. е. к входному кабелю питания).
е. к входному кабелю питания).
Рис. 4: Однофазные и трехфазные источники питания
Обратите внимание, что полярность сварки не влияет на размер необходимого кабеля. Не имеет значения, в каком направлении протекает ток через сварочную цепь, будь то постоянный положительный ток (DC+), постоянный отрицательный ток (DC-) или переменный ток (AC). Полярность и направление тока влияют только на характеристики сварки и выбор электрода.
Номинальная выходная мощность источника питания — это просто максимальный уровень тока или силы тока, при котором машина предназначена для использования (обратите внимание, что некоторые источники питания могут производить более высокие токи, чем их номинальная мощность, в течение коротких периодов времени). Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная мощность 250 А), Power Wave® S350 (номинальная мощность 350 А), Flextec™ 650 (номинальная мощность 650 А) и т. д.
Рабочий цикл — номинальная мощность источника сварочного тока, выраженная в процентах (%). Это процент десятиминутного периода, в течение которого источник питания может работать при заданном уровне выходного тока, прежде чем превысит свой тепловой предел (т. е. обмотки станут слишком горячими) и отключится, если он имеет защиту от тепловой перегрузки. Как правило, по мере снижения уровня выходного сигнала рабочий цикл увеличивается (до 100 % или непрерывного выходного сигнала). И наоборот, по мере увеличения выходных уровней (до достижения максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла указаны на паспортной табличке источника питания и/или в руководстве по эксплуатации. Рейтинг рабочего цикла источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Рисунок 5: Выбор правильного размера сварочного кабеля
На рисунке 5 приведен пример таблицы для выбора правильного размера сварочного кабеля. Другие таблицы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 ампер с рабочим циклом 60%, и вам требуется общая общая длина электрода и рабочих кабелей 100 футов. Судя по таблице, правильный размер кабеля для выбора будет кабелем #2/0. Размеры кабелей увеличиваются для большей длины в первую очередь с целью сведения к минимуму падения кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые должны быть подключены параллельно или вместе, чтобы разделить текущую нагрузку.
Рисунок 6: Примеры изношенного и поврежденного сварочного кабеля
Следует также отметить, что в дополнение к правильному выбору размера кабеля очень важно поддерживать сварочный кабель и кабельные соединения в хорошем состоянии.