Сварка полуавтоматом без газа обычной проволокой
Сварка становится всё популярнее как в среде профессионалов, любителей и начинающих, которые предпочитают начинать учиться делать первые сварные швы на качественном оборудовании. Это обусловлено рядом преимуществ аппаратной сварки к ручной покрытыми электродами:
- универсальность – полуавтоматы способны варить конструкционные стали, нержавеющую сталь и другие металлы как чугун, алюминий, медь и их сплавы;
- простота процесса – любой, даже который впервые взял в руки держак, способен через непродолжительное время научиться делать швы достаточно высокого качества;
- возможность неразъемного соединения тонкого металла. Высокая скорость и производительность работы.
- удобство – не нужно изменять положение руки при процессе как при электродной.
Соединение деталей подразделяется на два вида: с защитным газом и без защитного газа.
Сварка полуавтоматом флюсовой проволокой без газа
Флюсовая катанка представляете полую трубку, которая наполнена порошком флюса, который при горении обеспечивает необходимую газовую защиту от окислительного воздействия кислорода, образуя облако защиты в зоне горения дуги. катанка с флюсом позволяет производить работу без применение защитного газа.
катанка с флюсом позволяет производить работу без применение защитного газа.
Основные преимущества и недостатки сварки без газа
Преимущества:
- нет необходимости с собой возить баллон с газом, достаточно небольшого аппарата.
К недостаткам можно отнести:
- высокую стоимость проволоки;
- недостаточное качество, отечественных производителей, импортная обойдется дороже, при покупке нужно внимательно осмотреть продукцию, т.к. проволока не всегда соответствует необходимым параметрам. Из-за этого может процесс работы не состояться.
Виды проволоки для ручного полуавтомата
Сварочная катанка для ручных полуавтоматов поставляется в виде бухт или рулонов весом от 2 до 5 кг. Основной диаметр 0,6,0,8,1,1,2 мм. диаметр свыше 1 мм используется узе в промышленных аппаратах.
Для предотвращения внешнего воздействия, продукция упаковывается в плотные материалы, непропускающие воздух, в результате образуется внутри образуется конденсат. Для избежание влияния этого явления перед применением продукцию необходимо просушить в течение несколько часов при температуре 200°C.
Для избежание влияния этого явления перед применением продукцию необходимо просушить в течение несколько часов при температуре 200°C.
Порошковая
Порошковой проволокой называется полая стальная оболочка, заполненная флюсовым порошком, который сгорая в электродуге образует защитное облако зоны сварки, предохраняет от вредного воздействия кислорода. Активные добавки во флюс предотвращают образование на сварочном шве шлака.
Купить проволоку для сварки полуавтоматом без газа можно на специализированных интернет ресурсах или дилерских центрах по продаже сварочного оборудования.
Омедненная
Стальной стержень предназначен для неразъемного соединения и наплавки углеродистых сталей. стержень покрыт специальным медным составом электрохимическим способом для предотвращения поверхностной коррозии металла. Изделие выпускается стабильным химическим составом и имеет низкую цену. Сварка полуавтоматом без газа обычной проволокой получается некачественной: шов неровный с большим количеством раковин и шлаковых включений.
Легированная
Спускается изделие с добавками, высоколегированным компонентами, которые входят никель, вольфрам, медь. Сварочные швы получается высокопрочными. Низколегированная имеет минимальный объем присадочных компонентов.
Нержавейка
Для неразъемных соединений деталей из нержавеющих компонентов применяют проволоку соответствующее из нержавеющего металла. Высококачественные провод имеет легированные добавки, как: марганец, фосфор и хром. В зависимости от присадочного элемента проволока может быть твердой мягкой термостойкой. Материал достаточно дорогой, поэтому настройка полуавтоматического аппарата должна быть максимально точной. Применение сварки полуавтоматом без газа обычной проволокой не даст результата, т.к. сварочный шов получится с большими порами и по причине соединения разных металлов по механическим свойствам, между пластинами возникнут механические напряжения, которые приведут к трещинам.
Алюминиевая
Этот вид продукции предназначен для неразъемного соединение деталей из алюминия и его сплавов. В основе продукции алюминий с добавлением различных присадок, улучшающих качество шва. Одной из особенностей применения этого изделия является то, что проволока должна использоваться в течение нескольких дней после вскрытия упаковки, так – как длительное нахождение на воздухе способствует образование окислительной плёнки. Уменьшение влияния окисла на шов полуавтомат устанавливается на переменный режим тока. Сварка алюминия полуавтоматом без газа применяется редко из – за низкие качества шва. Больше всего практикуется соединение алюминиевых деталей в среде защитного газа – аргона.
В основе продукции алюминий с добавлением различных присадок, улучшающих качество шва. Одной из особенностей применения этого изделия является то, что проволока должна использоваться в течение нескольких дней после вскрытия упаковки, так – как длительное нахождение на воздухе способствует образование окислительной плёнки. Уменьшение влияния окисла на шов полуавтомат устанавливается на переменный режим тока. Сварка алюминия полуавтоматом без газа применяется редко из – за низкие качества шва. Больше всего практикуется соединение алюминиевых деталей в среде защитного газа – аргона.
Таблица технических характеристик проволоки для деталей из алюминия
| Свариваемый основной металл | Присадочный материал (сварочная проволока) универсальная | Присадочный материал (сварочная проволока) специальная для обеспечения особых свойств шва | |||
|---|---|---|---|---|---|
| Стойкость против горячих трещин | Временное сопротивление разрыву | Относительное удлинение | Коррозионная стойкость | ||
| А99, А97, А95 | А99 | А99 | СвА85Т | А99 | А99 |
| АД0, АД1 | СвА5 | СвА5 | СвА5 | СвА97 | СвА97 |
| Амц | СвАМц | СвАМц | СвАМц | СвАМц | СвАМц |
| АМг3 | СвАМг3 | СвАМг5 | СвАМг5 | Авч | Авч |
| АМг5 | СвАМг5 | СвАМг6з | СвАМг6 | СвАМг5 | Св1557 |
| АМг6 | СвАМг6 | СвАМг6з | СвАМг6 | СвАМг6з | Св1557 |
| АВ, АД31, АД33 | СвАК5 | СвАК5 | Св1557 | Св1557 | Авч |
| 1915 | Св1557 | СвАМг5 | СвАМг6 | СвАМг5 | Св1557 |
 youtube.com/embed/2HrmjNtP6sE?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/2HrmjNtP6sE?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> Подготовка к работе
Одной из особенности сварки без подачи газа является обратная полярность источника тока. При настройке подачи проволоки необходимо убедиться, что диаметр подающего гнезда в ролике подающего механизма соответствует диаметру проволоки. Прижимной ролик не нужно сильно закручивать, так как мягкая оболочка может замяться, для того чтобы этого не произошло, при подаче наконечник горелки необходимо прикручивать к корпусу только после появления конца катанки из отверстия канала. Только после этого нужно устанавливается наконечник. Сопло настраивать не нужно так – как при работе подачи газа через него не будет.
Оборудование для работы
Чтобы приступить к работе необходим, аппарат для подачи сварочной проволоки и источника тока, сварочная проволока и защитный газ (при работе в среде защитного газа). Применяемый газ – это углекислота CO2, либо смесь углекислоты с аргоном, стандартная смесь – 80% аргона и 20% углекислого газа.
Для начала необходимо определиться с условием работы аппарата: сколько часов он будет в непрерывной работе, какая толщина металла будет свариваться. Так, например, если толщина металла 5 – 10 мм тогда требуемый ток полуавтомата должен быть примерно 50 – 400А. Если же аппарат предназначен для неразъёмного соединения автомобильного железа толщиной 0,8- 0,6 мм достаточно мощности до 200 А. Также необходимо определить время сколько будет длится непрерывная работа. Если это время превышает более 4 час. тогда о необходимо выбирать аппарат с полезной нагрузкой полезную нагрузку более 60%.
Представляем один из популярных сварочных полуавтоматов Solaris MULTIMIG-228
Аппарат работает в 3 режимах:
- работа только с проволокой – режим МIG – МAG,
- сварка ручная – ММА,
- покрытым электродом и аргоновая сварка неплавящимся вольфрамовым электродом – TIG.
Аппарат имеет широкий настрой функций, которое найдет широкое применение на СТО, ремонтных мастерских, а также в частном хозяйстве. Сердцем аппарата является микропроцессорная система, которая выполняет функции по управлению узлами аппарата. Такое управление работы устройства является наиболее оптимальным на всех режимах работы. Пластиковые элементы корпуса изготовленный высокопрочного полиамида.
Сердцем аппарата является микропроцессорная система, которая выполняет функции по управлению узлами аппарата. Такое управление работы устройства является наиболее оптимальным на всех режимах работы. Пластиковые элементы корпуса изготовленный высокопрочного полиамида.
Передняя панель оснащена двумя цифровыми дисплеями отображающий сварочный ток и сварочные напряжение. Это позволяет контролировать настройку параметров максимально точно в режиме работы. На дисплее аппарат отражает реальное напряжение и токи, используемые для данного вида работ, позволяет выставить более оптимальный режим работы.
Аппарат легкий, с небольшими габаритами. Аппарат позволит быстро научиться приемам сварки полуавтоматом для начинающих без газа и на остальных режимах. Так же можно найти обучающий материал на интернет ресурсах, сварка полуавтоматом без газа обучающее видео можно посмотреть здесь.
Сварку полуавтомат без газа купить можно на специализированных интернет – ресурсах либо на специализированных дилерских центрах, где можно получить квалифицированную консультацию при приобретении аппаратуры для сварки полуавтомат без газа по сниженным ценам.
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
zakaz@themechanic. ru
ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Сварка полуавтоматом без газа обычной проволокой и в среде углекислого газа
Сварочные работы при помощи полуавтоматического аппарата выполняются либо в среде защитного газа, либо с использованием специальной флюсосодержащей проволоки. Зачастую сварка полуавтоматом без газа обычной проволокой приводит к формированию несовершенного шва, подверженного быстрой деградации.
Защитная среда, образованная газом или испарениями флюсовой присадочной проволоки, обеспечивает хорошую проварку поверхностей и гарантирует отсутствие существенных дефектов сварного шва.
Что такое полуавтоматическая сварка в среде углекислого газа?
Сварка полуавтоматом без газа и с газом используется в таких промышленных отраслях:
- судостроение и судоремонтные работы;
- кузовные работы;
- строительство трубопроводов;
- монтажные работы;
- производство котлов и габаритной аппаратуры;
- сваривание поверхностей при стальном литье.
Принцип действия полуавтоматической сварки заключается в следующем: в зону сварки из баллона подводится углекислый газ, который распадается на угарный газ и кислород под действием высокой температуры от электрической дуги.
Угарный газ идеально подходит для защиты поверхности от окисления, однако, смесь углекислого газа и кислорода способствуют выгоранию легированных добавок и углерода из соединяемых изделий. Такой процесс приводит к падению качества шва и образованию в нем большого количества пор.
Для нейтрализации недостатков сварки в углекислой среде используют специальный присадочный материал. Проволока, используемая при варке в защитном газе, представляет собой сплав на основе кремния и марганца.
Проволока, используемая при варке в защитном газе, представляет собой сплав на основе кремния и марганца.
Наиболее популярными марками присадочной проволоки являются: Св-08ГС, Св-08Г2С. Присадки значительно активнее железа и окисляются первыми, тем самым перетягивая на себя кислород и не давая ему разрушить сварной шов при выполнении механизированной сварки.
Особенности метода
Соединение металлических частей при помощи полуавтоматической сварки происходит в результате непрерывной подачи плавкого электрода. В качестве электрода выступает полая трубка определенного диаметра. Плавление происходит от электрической дуги.
В качестве электрода выступает полая трубка определенного диаметра. Плавление происходит от электрической дуги.
В промышленности выделяют два способа работы полуавтомата:
- использование газовой среды необходимо при соблюдении требования защиты шва от попадания кислорода;
- сварка без газа освобождает сварщика от трудностей, связанных с перемещением оборудования, а также постоянного пополнения емкости.
Для того чтобы предотвратить трудозатраты рекомендуется применять полуавтоматическую сварку без газовой среды. Применяется гибкая трубка, внутри материал имеет полость, в процессе изготовления пустоту заполняют флюсом, происходит его нагрев, выделяется газ. Шов защищается от действия посторонних веществ. К преимуществам относят:
- питание аппарата от центральной сети при помощи проводов;
- подвижность приспособления;
- непрерывность подачи без остановок на замену электрода.
 youtube.com/embed/T1VqIta1DYE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/T1VqIta1DYE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Особенности сварки в углекислом газе
| |||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||
 Благодаря собранным данным и мониторингу в режиме реального времени система предлагает революционный способ улучшения процессов до максимизирует время безотказной работы и общую эффективность оборудования (OEE). В сочетании с программным обеспечением Wizard View® Weld Central® представляет собой совершенную систему мониторинга производительности сварочной ячейки!
Благодаря собранным данным и мониторингу в режиме реального времени система предлагает революционный способ улучшения процессов до максимизирует время безотказной работы и общую эффективность оборудования (OEE). В сочетании с программным обеспечением Wizard View® Weld Central® представляет собой совершенную систему мониторинга производительности сварочной ячейки! Программное обеспечение собирает данные с любой горелки с установленным оборудованием Weld Central®. Просто перейдите к нужной горелке, чтобы увидеть визуальное представление данных о сварке, а также информацию об использовании проволоки и газа.
Программное обеспечение собирает данные с любой горелки с установленным оборудованием Weld Central®. Просто перейдите к нужной горелке, чтобы увидеть визуальное представление данных о сварке, а также информацию об использовании проволоки и газа.
 Если вы находитесь в юго-восточном регионе США, свяжитесь с Рэнди сегодня, чтобы решить самые сложные задачи по сварке!
Если вы находитесь в юго-восточном регионе США, свяжитесь с Рэнди сегодня, чтобы решить самые сложные задачи по сварке! Вот несколько распространенных причин обратного выгорания и некоторые шаги, которые вы можете предпринять, чтобы предотвратить их в будущем…
Вот несколько распространенных причин обратного выгорания и некоторые шаги, которые вы можете предпринять, чтобы предотвратить их в будущем… Они также доступны в качестве прямой замены для большинства основных производителей горелок MIG.
Они также доступны в качестве прямой замены для большинства основных производителей горелок MIG. Если сама подача проволоки проходит через систему подачи проволоки плавно, может потребоваться регулировка скорости подачи. Как правило, прожоги из-за скорости подачи вызваны слишком медленной подачей проволоки. Для автоматизированных применений система Weld Central® имеет настройку оповещения как о неправильной скорости подачи, так и о несоответствующем напряжении, вызывая оповещение, которое может помочь предотвратить обратное прожигание до бывают.
Если сама подача проволоки проходит через систему подачи проволоки плавно, может потребоваться регулировка скорости подачи. Как правило, прожоги из-за скорости подачи вызваны слишком медленной подачей проволоки. Для автоматизированных применений система Weld Central® имеет настройку оповещения как о неправильной скорости подачи, так и о несоответствующем напряжении, вызывая оповещение, которое может помочь предотвратить обратное прожигание до бывают. Общая производительность и эргономика конструкции горелки MIG являются еще одним фактором, и иногда простая замена сварочных горелок MIG может иметь большое значение!
Общая производительность и эргономика конструкции горелки MIG являются еще одним фактором, и иногда простая замена сварочных горелок MIG может иметь большое значение! 236 или напишите нам по адресу
236 или напишите нам по адресу  • 5750 Marathon Drive •
Джексон, MI 49201
• 5750 Marathon Drive •
Джексон, MI 49201 Различные виды сварки и для чего они используются
Помните фильм 80-х Flashdance? Главная героиня, Дженнифер Билз, днем работала сварщиком на сталелитейном заводе в Питтсбурге, и для многих людей это было их первым проблеском того, чем сварщик зарабатывает на жизнь.
Дженнифер, безусловно, сделала сварку гламурной, хотя фильм, не говоря уже о навыках сварщика Джен, подвергся резкой критике со стороны критиков.
Джен, как сообщается, впоследствии сказала, что она изучала сварку в течение двух месяцев до начала съемок, но поскольку режиссер хотел, чтобы в камере было больше искр, ей пришлось проделать ужасную работу. Возможно, мы сможем отпустить ее с крючка.
Несмотря на то, что изображают в фильмах, сварка, безусловно, серьезная работа. Он используется для соединения кусков металла вместе и является очень искусным ремеслом.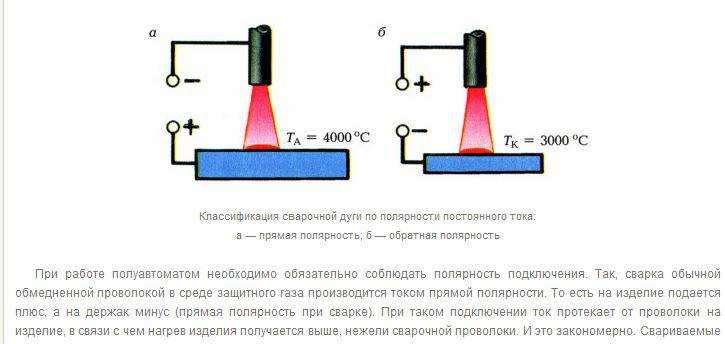 Итак, какие существуют виды сварки и для чего они используются в промышленности?
Итак, какие существуют виды сварки и для чего они используются в промышленности?
Сварка МИГ
Сварка МИГ является одним из самых простых видов сварки для начинающих. Сварка MIG на самом деле представляет собой два разных типа сварки. В первом используется оголенный провод, а во втором — флюсовый сердечник.
Сварка MIG неизолированной проволокой может использоваться для соединения тонких металлических деталей. Сварку MIG с флюсовой сердцевиной можно использовать на открытом воздухе, поскольку для нее не требуется расходомер или подача газа. Сварка MIG, как правило, является предпочтительным вариантом сварки для энтузиастов-любителей и сварщиков-любителей, у которых нет денег, чтобы тратить их на дорогостоящее оборудование.
Сварка электродом
Сварка электродом, также известная как дуговая сварка, делается по старинке. Ручную сварку немного сложнее освоить, чем сварку MIG, но вы можете купить сварочное оборудование за очень небольшую плату, если хотите попробовать дома. При сварке стержнем используется сварочный стержень с стержневым электродом.
При сварке стержнем используется сварочный стержень с стержневым электродом.
В видео ниже объясняется разница между сваркой с подачей проволоки и сваркой электродом.
Сварка ВИГ
Сварка ВИГ чрезвычайно универсальна, но она также является одной из самых сложных для освоения технологий сварки, а сварщики ВИГ Lincoln Electric являются квалифицированными специалистами.
Для сварки TIG необходимы две руки. Одна рука подает стержень, а другая держит горелку TIG. Эта горелка создает тепло и дугу, которые используются для сварки большинства обычных металлов, включая алюминий, сталь, сплавы никеля, сплавы меди, кобальт и титан.
Сварочные аппараты TIG можно использовать для сварки стали, нержавеющей стали, хромомолибдена, алюминия, никелевых сплавов, магния, меди, латуни, бронзы и даже золота. TIG — полезный процесс сварки велосипедных рам, газонокосилок, дверных ручек, крыльев и многого другого.
TIG — полезный процесс сварки велосипедных рам, газонокосилок, дверных ручек, крыльев и многого другого.
Плазменно-дуговая сварка
Плазменно-дуговая сварка является точной техникой и обычно используется в аэрокосмической промышленности, где толщина металла составляет 0,015 дюйма. Одним из примеров такого применения может быть лопатка двигателя или воздушное уплотнение. Плазменно-дуговая сварка по технике очень похожа на сварку TIG, но электрод утоплен, а ионизирующие газы внутри дуги используются для создания тепла.
Обычной комбинацией газов является аргон в качестве плазмообразующего газа и аргон плюс от 2 до 5% водорода в качестве защитного газа. Гелий можно использовать в качестве плазменного газа, но поскольку он более горячий, это снижает номинальный ток сопла.
Хотите узнать больше о плазменной сварке? Прочтите эту статью.
Электронно-лучевая и лазерная сварка
Электронно-лучевая и лазерная сварка — это чрезвычайно точные методы сварки с высокой энергией. Электронные лучи и лазеры можно сфокусировать и направить с исключительной точностью, необходимой для сварки самых маленьких имплантируемых медицинских устройств, а также обеспечить огромную мощность, необходимую для сварки крупных деталей космического корабля. Электронно-лучевая и лазерная сварка — это универсальные, мощные, автоматизированные процессы. Оба могут создавать красивые сварные швы с металлургической и эстетической точки зрения. Оба могут быть экономически эффективными.
Электронные лучи и лазеры можно сфокусировать и направить с исключительной точностью, необходимой для сварки самых маленьких имплантируемых медицинских устройств, а также обеспечить огромную мощность, необходимую для сварки крупных деталей космического корабля. Электронно-лучевая и лазерная сварка — это универсальные, мощные, автоматизированные процессы. Оба могут создавать красивые сварные швы с металлургической и эстетической точки зрения. Оба могут быть экономически эффективными.
Посмотрите видео ниже, демонстрирующее некоторые преимущества и недостатки электронно-лучевой сварки по сравнению с лазерной сваркой.
Газовая сварка
Газовая сварка в настоящее время используется редко и в значительной степени вытеснена сваркой TIG.