| При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов. |
 При горении дуги происходит образование активных пятен. То из них, которое находится на аноде, именуется анодным пятном, а на катоде — катодным.
При горении дуги происходит образование активных пятен. То из них, которое находится на аноде, именуется анодным пятном, а на катоде — катодным. Получаемый сварной шов имеет более глубокую величину проплавки. Помимо этого, горение дуги является более устойчивым. Обратный вариант полярности имеет смысл применять, если слишком большое выделение теплоты ухудшает качество шва. Такая ситуация возможна, когда сварке подлежат материалы, не слишком хорошо переносящие перегрев — высокоуглеродистые, легированные стали, некоторые цветные металлы. Также, если сварке подлежат тонкие листы.
Получаемый сварной шов имеет более глубокую величину проплавки. Помимо этого, горение дуги является более устойчивым. Обратный вариант полярности имеет смысл применять, если слишком большое выделение теплоты ухудшает качество шва. Такая ситуация возможна, когда сварке подлежат материалы, не слишком хорошо переносящие перегрев — высокоуглеродистые, легированные стали, некоторые цветные металлы. Также, если сварке подлежат тонкие листы. Сварку постоянным током можно осуществлять двумя способами — прямым и обратным.
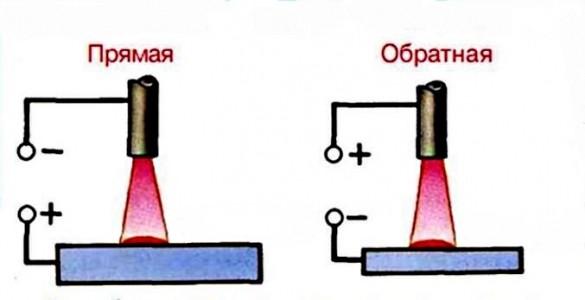
Сварку постоянным током можно осуществлять двумя способами — прямым и обратным.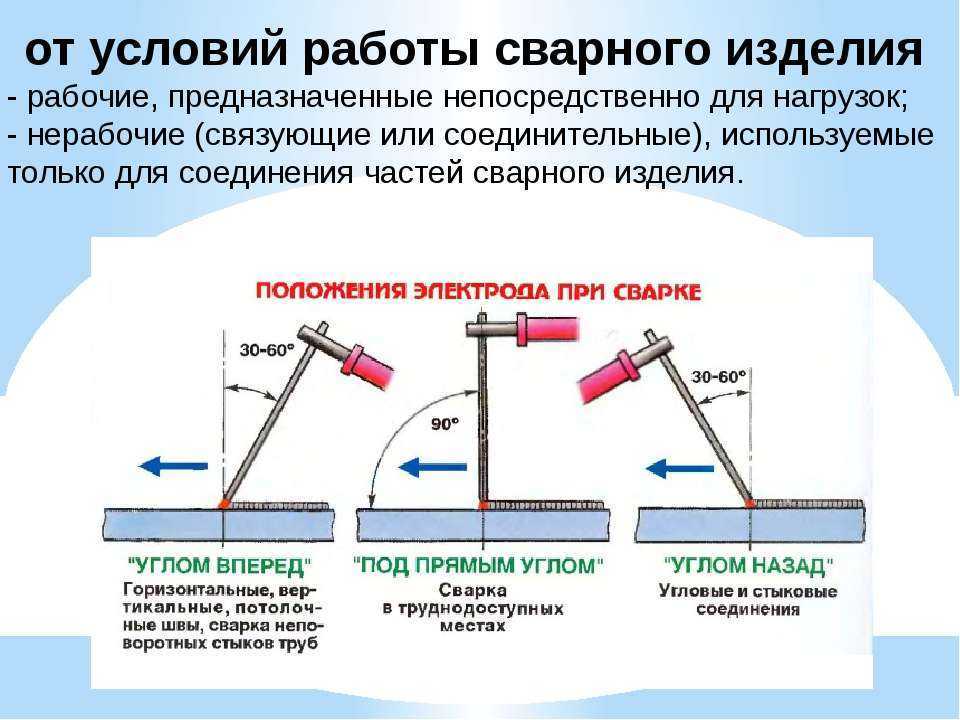



 Нюансами сварки обратным током являются:
Нюансами сварки обратным током являются:
 Правильно выбранная полярность при сварке полуавтоматом позволяет выполнить этот процесс наилучшим образом. Так, например, в случае, когда сварке подлежат детали, изготовленные из нержавеющей стали и при этом применяется защитный газ, следует выбирать обратное подключение. Когда сварке подлежат алюминиевые детали и используется порошковая присадочная проволока, то использовать целесообразнее прямое подключение.
Правильно выбранная полярность при сварке полуавтоматом позволяет выполнить этот процесс наилучшим образом. Так, например, в случае, когда сварке подлежат детали, изготовленные из нержавеющей стали и при этом применяется защитный газ, следует выбирать обратное подключение. Когда сварке подлежат алюминиевые детали и используется порошковая присадочная проволока, то использовать целесообразнее прямое подключение. Вся потребляемая инвертором электроэнергия расходуется только на функционирование сварной дуги.
Вся потребляемая инвертором электроэнергия расходуется только на функционирование сварной дуги. Для удобства при переноске прибор имеет наплечный ремень, обладающий регулировкой по размеру. Для подключения кабеля имеются стандартные разъемы. Один из них служит плюсом, а второй — минусом.
Для удобства при переноске прибор имеет наплечный ремень, обладающий регулировкой по размеру. Для подключения кабеля имеются стандартные разъемы. Один из них служит плюсом, а второй — минусом.
 Таким образом, существует правило — при прямой или иначе «электрод-отрицательной» полярности электрод подключен к минусу, а при обратной или иначе «электрод-положительной» полярности электрод подключен к плюсу.
Таким образом, существует правило — при прямой или иначе «электрод-отрицательной» полярности электрод подключен к минусу, а при обратной или иначе «электрод-положительной» полярности электрод подключен к плюсу.
 Тянуть кабель сможет предплечье, а кисть руки остается свободной. Это поможет свободному манипулированию рукой при осуществлении сварочного процесса.
Тянуть кабель сможет предплечье, а кисть руки остается свободной. Это поможет свободному манипулированию рукой при осуществлении сварочного процесса. При выявлении повреждений таких защитных элементов, как изоляция кабелей или шнуров от сети, следует произвести их замену. Проверка включает отсутствие значительных механических изменений корпуса инвертора, которые могли бы повлиять на нормальный ход работы.
При выявлении повреждений таких защитных элементов, как изоляция кабелей или шнуров от сети, следует произвести их замену. Проверка включает отсутствие значительных механических изменений корпуса инвертора, которые могли бы повлиять на нормальный ход работы. Выяснив, какая полярность при сварке инвертором будет наиболее целесообразна, надо соответствующим образом установить кабели в предназначенные для этого клеммы, поскольку полярность сварки инвертором обеспечивается именно этим подключением.
Выяснив, какая полярность при сварке инвертором будет наиболее целесообразна, надо соответствующим образом установить кабели в предназначенные для этого клеммы, поскольку полярность сварки инвертором обеспечивается именно этим подключением. Сварка инвертором обратной полярностью применяется значительно чаще, чем прямой. Это позволяет получить сварные шва необходимой глубины, толщины, конфигурации.
Сварка инвертором обратной полярностью применяется значительно чаще, чем прямой. Это позволяет получить сварные шва необходимой глубины, толщины, конфигурации.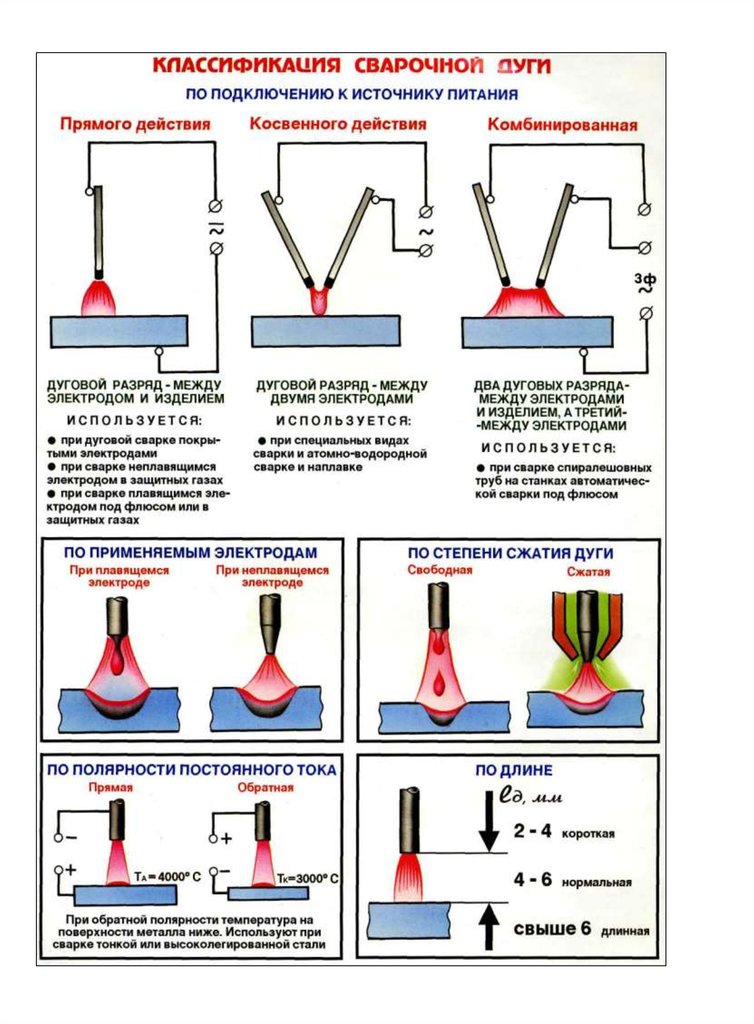 Предварительный анализ и справочники помогут эффективно подойти к этому вопросу.
Предварительный анализ и справочники помогут эффективно подойти к этому вопросу. Особенности выбора электродов для сварки также зависят от многих факторов, таких как: какой вид тока будет использоваться при сварке — постоянный или переменный, пространственное положение сварных швов, предполагаемая скорость сварки, количество слоев шва.
Особенности выбора электродов для сварки также зависят от многих факторов, таких как: какой вид тока будет использоваться при сварке — постоянный или переменный, пространственное положение сварных швов, предполагаемая скорость сварки, количество слоев шва.

 Необходимо следить, что внизу имелись подписи председателя и членов экзаменационной комиссии. После этого новоиспеченный сварщик ставит свою подпись.
Необходимо следить, что внизу имелись подписи председателя и членов экзаменационной комиссии. После этого новоиспеченный сварщик ставит свою подпись.Обратная полярность при сварке: особенности применения
Екатерина
Прямая и обратная полярность при сварке инвертором (или любым другим сварочным аппаратом) задает тон всему рабочему процессу и правильный выбор этого параметра напрямую влияет на качество сварного соединения. При обратной полярности к металлическим деталям подают «минус», а к электроду подводят «плюс». В случае с прямой полярностью все наоборот. И это всего лишь одна из нескольких особенностей, которые нужно учесть при сварке. Но сегодня мы остановимся именно на обратной полярности.
При обратной полярности к металлическим деталям подают «минус», а к электроду подводят «плюс». В случае с прямой полярностью все наоборот. И это всего лишь одна из нескольких особенностей, которые нужно учесть при сварке. Но сегодня мы остановимся именно на обратной полярности.
В этой статье мы подробнее расскажем про обратную полярность при сварке. Вы узнаете, что такое обратная полярность, при каких условиях выбирается данный тип направленности тока, какое оборудование используется в работе с обратной полярностью и как настроить аппарат, чтобы выполнить работу качественно и быстро.
Содержание статьи
- Общая информация
- Выбор полярности
- Оборудование
- Вместо заключения
Общая информация
Что такое обратная полярность при сварке? Обратная полярность тока — это процесс подачи положительного электрического заряда на электрод, а отрицательного электрического заряда — на свариваемую металлическую деталь. При этом тепло распределяется в обратной последовательности: электрод существенно перегревается, а деталь наоборот не прогревается вовсе.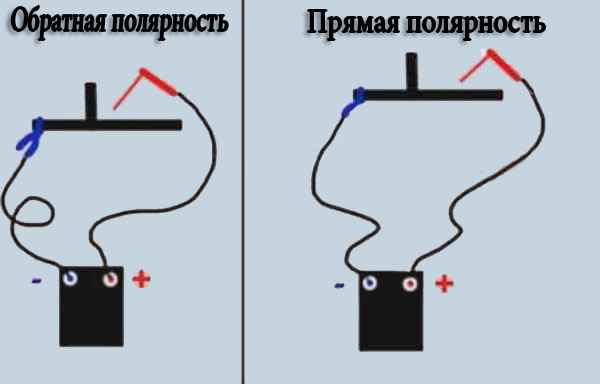 По этой причине обратной полярностью при дуговой сварке пользуются в особых случаях, когда велик шанс деформировать металл при высокой температуре или требуется выполнить очень аккуратный шов. За счет воздействия высокой температуры металл легко прогревается, шов формируется быстро и ровно.
По этой причине обратной полярностью при дуговой сварке пользуются в особых случаях, когда велик шанс деформировать металл при высокой температуре или требуется выполнить очень аккуратный шов. За счет воздействия высокой температуры металл легко прогревается, шов формируется быстро и ровно.
Обратная полярность просто необходима при сварке нержавейки, тонкого металла, легированной и высокоуглеродистой стали, алюминия и прочим сплавов, легко подвергающихся перегреву. Так, например, ток обратной полярности — обязательный спутник электродуговой сварки с применением флюса или сварки в среде инертного газа. У вас просто не получится качественно наплавить металл, если вы будете использовать, скажем, аргонодуговую сварку и установите прямую полярность.
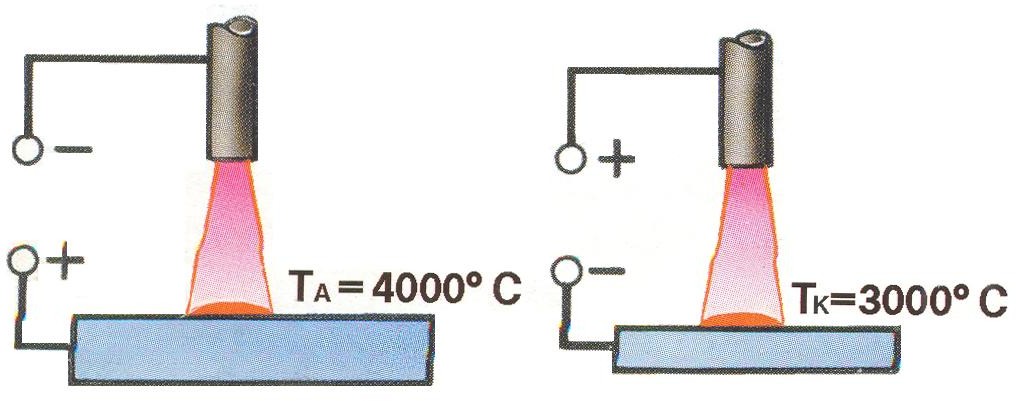
Многие новички все равно задаются вопросом, почему при некоторых работах используется обратная или прямая полярность при сварке инвертором? Постараемся объяснить подробнее. Обратная полярность применяется в работе, поскольку при горении дуги на конце сварочного стержня образуются участки с высокой концентрацией анодов и катодов. При этом температуры существенно отличаются, область анода может быть горячее области катода на 700 градусов по Цельсию!
При этом температуры существенно отличаются, область анода может быть горячее области катода на 700 градусов по Цельсию!
Исходя из этого нетрудно догадаться, что при обратной полярности выделяется огромное количество тепла, что способствует качественному провариванию металла. Если для сварки того или иного металла этот показатель важен, то применяется обратная полярность. Прямая направленность тока используется во всех остальных случаях.
Кстати, при работе с постоянным током обратной полярности электрод сгорает значительно быстрее, чем при работе с прямой полярностью. Это связано опять же с избыточным нагревом стержня. Так что будьте готовы к перерасходу комплектующих. Если вы используете переменный ток, то выбор полярности не актуален вовсе, поскольку направление тока будет постоянно меняться во время работы.
Итак, повторим: полярность устанавливается только при работе с постоянным током. Обратная полярность применяется при сварке особых легко деформирующихся металлов, когда шов нужно сформировать быстро и качественно.
Сварка током обратной полярности не может ни отразиться на свойствах используемого в работе электрода. Через стержень проходит большое количества тепла, а это значит, что и сама деталь очень быстро нагревается, металл легко и глубоко проваривается, при этом практически не разбрызгивается (особенно, при сварке с флюсом).
Можно ли менять полярность прямо во время работы, если на сварочном инверторе (или любом другом типе оборудования) есть такая возможность? Вы, конечно, можете попробовать этот способ в качестве эксперимента, но мы не станем рекомендовать вам это. В этом просто нет необходимости. Но иногда бывают ситуации, когда вы начали работу не с той полярности и внезапно обнаружили это, поэтому хотите выставить другие настройки. Постарайтесь закончить начатое без изменения полярности (если требования к сварному шву не очень высокие). Да, электрод будет прилипать, но с этим нужно смириться. Если шов должен получиться качественным и красивым, то лучше начните работу заново, установив другую полярность.
Выбор полярности
Давайте еще немного времени уделим правильному выбору полярности. Помимо самого металла важно учесть и электроды или проволоку, которую вы используете в работе. Выбор прямой или работа на обратной полярности при сварке зависит от типа покрытия. Если вы работаете угольным электродом, то подключение обратным способом нежелательно, поскольку такие стержни быстро разрушаются при перегреве. Если вы используете проволоку, которая не имеет никакого покрытия вовсе, то она без проблем расплавится и при прямой полярности, но при использовании с переменным током она даже не нагреется.
Также на выбор полярности влияет то, какой шов вы хотите сделать, какие у него должны быть размеры и форма. При работе с постоянкой и обратной направленностью швы хорошо проплавлены, сварное соединение узкое и неглубокое, поскольку процесс сварки длится недолго из-за высоких температур.
Оборудование
Сварка постоянным током обратной направленности осуществляется только на сварочных аппаратах, предназначенных для такой работы. Выбор сварочного аппарата — это отельная немаловажная тема, поэтому в рамках этой статьи мы расскажем только самое главное. Прежде всего, ваш сварочный аппарат должен иметь возможность работать с разными режимами и подавать проволоку с разной скоростью. Так вы сможете варить аргоном или углекислым газом (это очень важно при сварке нержавейки), но не сможете варить порошковой проволокой, поскольку для этого необходима прямая полярность.
Выбор сварочного аппарата — это отельная немаловажная тема, поэтому в рамках этой статьи мы расскажем только самое главное. Прежде всего, ваш сварочный аппарат должен иметь возможность работать с разными режимами и подавать проволоку с разной скоростью. Так вы сможете варить аргоном или углекислым газом (это очень важно при сварке нержавейки), но не сможете варить порошковой проволокой, поскольку для этого необходима прямая полярность.
С помощью обратной полярности появляется возможность использовать в своей работе полуавтоматическое сварочное оборудование. Здесь держак и масса подключаются к «плюсу» и «минусу» соответственно. За счет этого флюс выгорает постепенно и полностью, сама сварка происходит в образовавшемся газовом облаке.
Вместо заключения
Выбор полярности при сварке постоянным током — задача не из легких, если вы начинающий сварщик. Нужно учесть все возможные нюансы, связанные с типом и толщиной металла, используемым в работе электродом или присадочной проволокой, а также удачно выбрать сварочный аппарат с нужным вам набором функций. Все это кажется чем-то очень сложным, но поверьте, с опытом вы будете настраивать аппарат и подбирать комплектующие, даже не задумываясь. Изучайте много теории и не забывайте применять ее на практике.
Все это кажется чем-то очень сложным, но поверьте, с опытом вы будете настраивать аппарат и подбирать комплектующие, даже не задумываясь. Изучайте много теории и не забывайте применять ее на практике.
Похожие публикации
что такое, отличия, род тока
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
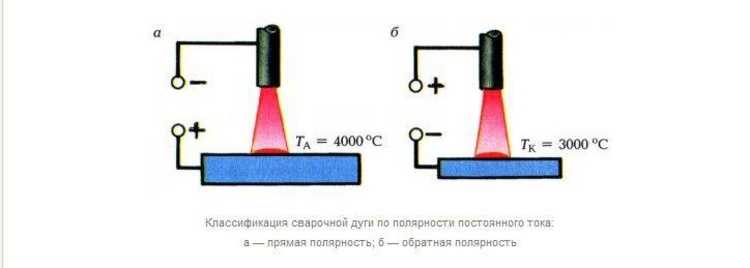
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения.
Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Обзор видов
Газовая сварка и процесс соединения заготовок, выполняемый электрической дугой, имеет принципиальные технологические отличия. На сварочные аппараты с подключением электротока спрос намного выше, так как автоматы-инверторы или полуавтоматы, применяемые для ручной электросварки, универсальны, что дает возможность их применения в бытовых условиях.
Считается, что разница в работе с постоянным и переменным током существенна. Приобретая сварочный аппарат, пользователи редко меняют вид постоянного тока на переменный, так как варить постоянным током проще – надо лишь подключить источник питания. Однако не все так просто, как кажется.
Однако не все так просто, как кажется.
Прямая
Обозначение «сварка прямой полярности» подразумевает процесс, во время которого на рабочую поверхность заготовки поступает положительный заряд электрического тока через сварочный выпрямитель. Смена полярности в каждом случае по-разному отражается на эффективности работы электрода. Электрическому току с прямой направленностью будут соответствовать следующие характеристики:
- во время процесса электросварки рабочая поверхность заготовки не накаляется, так как приток тепловой энергии к ней минимален;
- под действием электрода происходит достаточная глубина проплавки металла заготовки, но она гораздо меньшая, по сравнению со сваркой обратной полярности;
- в процессе работы сварочный электрод довольно быстро плавится, и чтобы выполнить весь объем работы, иногда требуется его замена;
- вероятность того, что в процессе сварки будут образовываться брызги металла, достаточно высока.
При выполнении сварочных работ с применением прямой полярности электротока скорость плавления у металла получается наиболее высокой, она почти вдвое выше, чем при сварке с применением электротока обратной полярности. Но есть нюанс, заключающийся в том, что образующаяся электродуга при методе прямой полярности электротока формирует свое нагревание не так стабильно, как это бывает при обратной полярности, а сам процесс электросварки сопровождается образованием брызг металла.
Но есть нюанс, заключающийся в том, что образующаяся электродуга при методе прямой полярности электротока формирует свое нагревание не так стабильно, как это бывает при обратной полярности, а сам процесс электросварки сопровождается образованием брызг металла.
Обратная
С целью осуществления сварочных манипуляций, где применяется электроток обратной полярности, подключение клемм выполняют противоположным методом. К рабочей поверхности детали должен поступать отрицательный заряд с минусовой клеммы, тогда как на сварочный электрод будет подаваться положительный заряд тока от плюсовой клеммы.
Особенности электросварки обратной полярности заключаются в следующем:
- в процессе выполнения сварочных работ рабочая поверхность заготовки достаточно сильно нагревается;
- данный вид технологии обеспечивает довольно глубокую проплавку металла и качественный сварочный шов;
- сварочный электрод в процессе работы расплавляется очень медленно и не требует частой замены;
- при выполнении сварки разбрызгивание расплавленного металла очень незначительно.


Работая с постоянным электротоком, для соединения заготовок важно тщательно и равномерно прогреть рабочую поверхность до момента плавления металла. Делается это с целью образования на заготовках сварочной ванны
При этом если сила электротока недостаточна, то поверхность заготовки не будет прогрета надлежащим образом, а если мощность электротока чрезмерно высока, то поверхность детали будет перекалена, и в процессе выполнения электросварки электродуга станет поступать внутрь заготовки, отталкивая назад металл.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор, напрямую связано с электрически током.
Эти правила просты и бесхитростны:
Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору
Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему. После визуальной проверки установить ручку с регулятором силы тока на минимальное значение
Кабель, где есть электродержатель, крепим к плюсовому разъему. После визуальной проверки установить ручку с регулятором силы тока на минимальное значение
Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке. Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда
Сварка инвертором.
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Порядок использования инвертора
Узнав об основах использования данного аппарата, необходимо рассмотреть порядок работы с ним. Сюда включают следующие стадии:
Поверхность материала отделяют от загрязнений и ржавчины. Это понадобится для того, чтобы сформировать надежный шов; Выбираете режим сварочного тока и тип электрода
Здесь важно рассмотреть как материал, так и параметры сварного шва; Соединяете плюсовую клемму с металлической поверхностью для проведения необходимых операций; К держателю электрода подключаем минус; Формируем дугу, затем молотком снимаем окалину с получившегося шва.
Это стандартная последовательность действий. Однако она не учитывает форму соединения и ориентацию электрода. Такие тонкости необходимы для формирования специальных видов швов для сварки. Последние используются для цилиндрических емкостей (сепараторы в нефтегазовой сфере, строительные резервуары).
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким;
- используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.
Обзор видов
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент
В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса
При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
Прямая
Прямая полярность подключения обладает следующими характеристиками:
в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
электрическая дуга устойчива и постоянна, не склонна к срывам; сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока; с помощью электродуги можно выполнять резку металлических заготовок;
сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным; методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
нагрев присадочной проволоки или электропроводника происходит медленно;
с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
при образовании шва снижен процент введения карбона в массу расплавленного металла.
Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.
Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.
Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.
Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки током ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции.
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.
Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
I = (20 + 6d) d
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
I = 30 d;
при диаметре 3-4 мм формула меняется на:
I = 40 d.
Расчетное значение на практике корректируют. Обычно происходит изменение в меньшую сторону на 10-15%.
Типы полярности при SMAW, MIG, MAG, FCAW, TIG и SAW
Что такое полярность сварки и влияние полярности на сварку?
Полярность сварки — это электрическая цепь, которая создается при включении сварочного аппарата (типа постоянного тока) с отрицательным и положительным полюсом.
Полярность является важным фактором при выборе процесса сварки различных материалов. Например, использование полярности переменного тока при сварке TIG для сварки алюминия.
Это важный параметр для сварки электродом, когда разные сварочные электроды требуют разной полярности сварки для хороших результатов сварки.
Выбор правильной полярности влияет на внешний вид, прочность и качество сварного шва. Неправильный выбор полярности приведет к сильному разбрызгиванию, недостаточному или чрезмерному проплавлению и отсутствию контроля над сварочной дугой.
Типы полярности сварки/тока при SMAW, GTAW, FCAW и GMAWДля сварки используются три различных типа тока или полярности:
- Переменный ток (AC), ток 2 9 отрицательный электрод (DCEN) также называется прямой полярностью.
- Положительный электрод постоянного тока также называется DCEP и обратной полярностью.
DCEN или также известный как Прямая полярность работает с электродом, подключенным к отрицательной клемме, а работа подключается к положительной клемме, как показано на рисунке ниже (слева).
Электроны перетекают от катода (сварочный электрод) к аноду (заготовка). Это дает около 1/3 тепла сварки на сварочном стержне и 2/3 на свариваемом основном материале. Прямая полярность по указанной выше причине приводит к сильному плавлению сварочного электрода.
DCEN используется для сварки GTAW/TIG, а также для некоторых ограниченных применений при дуговой сварке защищенным металлом (сварка электродом). DCEP нагревает электрод намного сильнее, чем DCEN при сварке TIG; таким образом, DCEP редко используется в процессе сварки TIG.
Что такое положительный электрод постоянного тока или полярность DCEP?DCEP также называется Обратная полярность. В DCEP, как вы можете видеть на рисунке выше, задание подключается к отрицательной клемме, а сварочный стержень подключается к положительной клемме.
Электроны перетекают от основного материала к сварочному электроду (поток электронов от катода к аноду).
Изменение этих конечных точек, как указано выше, приводит к концентрации тепла на 2/3 на сварочном стержне и на 1/3 на свариваемом основном материале.
DCEP используется в процессах сварки электродом (SMAW), сварки GMAW (MIG/MAG, FCAW) и сварки под флюсом. Из-за сильного нагрева на конце электрода DCEP приводит к более быстрому расплавлению присадочной проволоки или электрода, что приводит к более высокому наплавленному металлу по сравнению с DCEN.
Что такое DCEP и DCEN при сварке?Сварка DCEP и DCEN — это два разных типа сварки, в которых используются разные методы создания сварного шва. Сварка DCEP, или электрод постоянного тока , положительный (также называемый обратной полярностью), использует постоянный ток для создания дуги между электродом (подключенным к положительной клемме) и заготовкой (подключенной к отрицательной клемме).
Этот тип сварки часто используется в процессах сварки электродом (SMAW), сварки GMAW (MIG/MAG, FCAW) и сварки под флюсом.
Сварка DCEN или отрицательный электрод постоянного тока (также называемый прямой полярностью), также использует постоянный ток для создания дуги между электродом (подключенным к отрицательной клемме) и заготовкой (подключенной к положительной клемме) .
DCEN в основном используется с электродами Stick Welding некоторых типов. При сварке TIG в основном используется DCEN, поскольку он выделяет меньше тепла на неплавящемся вольфрамовом электроде, что увеличивает срок его службы.
Что такое полярность переменного тока?Переменный ток (AC) При полярности используется переменный ток, поэтому нет отрицательных или положительных клемм.
Потоки электронов продолжают чередоваться каждые 1/120 секунды от сварочного стержня к основному материалу. Полярность переменного тока с чередующимися клеммами обеспечивает очищающее действие на заготовку.
Это действие особенно полезно при сварке материалов с жесткими оксидными слоями, таких как сварка алюминиевых и магниевых сплавов.
Полярность сварного шва определяется направлением тока. При сварке электрод является положительной клеммой, а заготовка — отрицательной клеммой.
Полярность можно изменить, поменяв провода на сварочном аппарате, что изменит направление тока. Изменение полярности изменит внешний вид сварочной ванны.
Влияние полярности сварки на проникновение и распределение тепла при сваркеВ GMAW , если мы оставляем электрод отрицательным, дуга станет нестабильной, а разбрызгивание будет чрезмерным, а сварочная проволока будет меньше нагреваться, что приведет к низкой скорости оплавления.
Аналогично, в GTAW , если мы оставим вольфрамовый электрод положительным, это приведет к быстрому плавлению вольфрамового электрода. Это может привести к включению вольфрама в сварной шов, а также к другим дефектам сварки.
Таким образом, правильный выбор полярности сварки очень важен. Влияние полярности сварки и распределения тепла показано на рисунке ниже.
Сварка электродом — это процесс сварки, в котором для создания сварного шва используется плавящийся электрод. Электрод представляет собой кусок металла, который соединяется с заготовкой и расплавляется дугой.
Ниже приведены типы электродной сварки с полярностью:
- Постоянный ток (DC) и
- Переменный ток (AC).
Тип используемого тока определяет полярность электрода. При постоянном токе способ подключения электрододержателя к аппарату определяет дальнейшую полярность сварки в двух видах:
- DCEP: положительный электрод постоянного тока
- DCEN: отрицательный электрод постоянного тока
Постоянный ток создает прямой или постоянный поток электричества. Постоянный ток создает отрицательную или положительную полярность, как объяснялось выше.
Переменный ток (AC) создает волнообразный поток электричества. Этот тип тока используется для сварки металлов, таких как алюминий и магний, которые требуют очищающего действия для очистки поверхностных оксидных слоев.
Полярность сварки MIGСварка MIG — это распространенный процесс сварки, в котором для создания сварного шва используется расходуемый проволочный электрод. Электрод подается в сварной шов с катушки, и сварщик направляет сварочную дугу между электродом и заготовкой.
Существует два типа полярности сварки MIG:
- Постоянный ток (постоянный ток), в основном DCEP используется при сварке MIG-MAG.
- Переменный ток (ac). Полярность переменного тока используется для сварки MIG алюминия и в тандемном процессе MIG.
При сварке дуговой сваркой с флюсовой сердцевиной (FCAW) полярность сварщика может быть либо постоянной (постоянный ток), либо переменным (переменный ток).
В режиме постоянного тока электрод всегда положительный, а заготовка всегда отрицательный. Это создает более стабильную дугу и меньше разбрызгивания.
В режиме переменного тока полярность чередуется с положительной на отрицательную, что создает более стабильную дугу и меньше брызг. Большинство сварочных аппаратов с флюсовой проволокой работают в режиме постоянного тока, но некоторые из них можно переключить в режим переменного тока.
Полярность сварки ВИГПри сварке полярность источника питания определяет направление потока электронов. При сварке TIG электрод всегда является отрицательной клеммой, а заготовка всегда является положительной клеммой.
Причина — меньше тепла в отрицательном электроде, что, в свою очередь, положительно влияет на длительный срок службы неплавящихся вольфрамовых электродов при сварке TIG.
Если вольфрам сделан положительным (DCEP), вольфрамовый электрод будет сильно нагреваться, и он будет очень часто повреждаться, что сократит срок его службы.
Полярность аппарата для сварки TIG можно изменить, поменяв местами провода шнура питания. Когда машина настроена на обратную полярность, ток будет течь от заготовки к электроду, а не от электрода к заготовке.
При сварке алюминия полярность переменного тока используется при сварке TIG.
Таблица полярности сваркиПолярность сварки — это направление электрического тока, протекающего через сварочную цепь. Наиболее распространенным типом сварки с полярностью является постоянный ток (DC), который течет в одном направлении. Переменный ток (AC) также течет в одном направлении, но он меняет свое течение много раз в секунду.
Полярность сварки Chartis помогает определить полярность сварки для различных электродов для сварки. С помощью таблицы полярности сварщик может напрямую выбрать полярность сварки в зависимости от типа сварочного электрода.
Ниже приведен пример таблицы полярности сварочного электрода.
Таблица полярности сварки Существует два типа полярности сварки постоянным током: прямая полярность и обратная полярность. При прямой полярности положительный электрод (проволока или палочка, плавящая металл) подключается к отрицательной клемме источника питания.
При обратной полярности положительный электрод присоединяется к положительной клемме источника питания. Приведенная ниже таблица полярности сварки включает полярность сварки для сварки MIG, TIG и дуговой сварки.
Большинство сварщиков используют постоянный ток с прямой полярностью для большинства сварочных работ. Однако обратная полярность может быть полезна для определенных типов сварки, таких как сварка алюминия TIG.
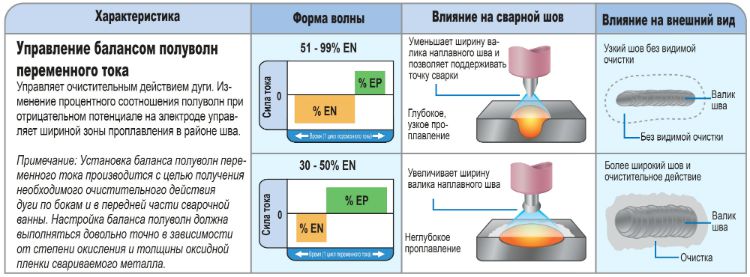
Сварка алюминия MIG ПолярностьПри сварке MIG алюминия (GMAW) используется полярность переменного тока. Полярность переменного тока оказывает очищающее действие при сварке MIG алюминия, обеспечивая хорошее качество сварки наряду с очищающим действием от оксидов. Чистый аргон или гелий в качестве сварочного защитного газа используется для сварки MIG алюминия.
Похожие сообщения:
- Режим переноса металла в GMAW, FCAW и SMAW
- Сварка различных типов металлов: почему это важно?
- Сварка металлическим сердечником и сварка порошковой проволокой
AC DC Понятие полярности
Знаете ли вы, что означают AC (переменный ток) и DC (постоянный ток) на вашем сварочном аппарате и электродах? Ну, в основном эти термины описывают полярность электрического тока, который создается сварщиком и проходит через электрод. Выбор электрода с правильной полярностью оказывает реальное влияние на прочность и качество вашего сварного шва — так что читайте дальше и убедитесь, что вы понимаете разницу! Для дополнительной уверенности попробуйте выполнить два теста в конце статьи, чтобы определить полярность.
Термины «прямая» и «обратная» полярность используются в магазине. Они также могут быть выражены как «электрод-отрицательная» и «электрод-положительная» полярность. Последние термины являются более описательными и будут использоваться в этой статье.
Полярность возникает из-за того, что электрическая цепь имеет отрицательный и положительный полюса. Постоянный ток (DC) течет в одном направлении, что приводит к постоянной полярности. Переменный ток (AC) течет половину времени в одном направлении и половину времени в другом, меняя свою полярность 120 раз в секунду с током частотой 60 герц.
Сварщик должен знать значение полярности и понимать, какое влияние она оказывает на процесс сварки. За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Воздействие различных химических веществ в покрытии может изменить это состояние. Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки. Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
Использование сварочного аппарата трансформаторного типа потребовало разработки электрода, который мог бы работать при любой полярности из-за постоянного изменения полярности в цепи переменного тока. Хотя переменный ток сам по себе не имеет полярности, когда электроды переменного тока используются на постоянном токе, они обычно лучше всего работают с одной определенной полярностью. Покрытие на электроде указывает, какая полярность является наилучшей, и все производители указывают рекомендуемую полярность на контейнере с электродом.
Для надлежащего провара, равномерного внешнего вида валика и хороших результатов сварки необходимо соблюдать правильную полярность при сварке любым металлическим электродом. Неправильная полярность приведет к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, трудностям в управлении дугой, перегреву и быстрому возгоранию электрода.
Большинство машин имеют четкую маркировку в отношении того, что представляют собой клеммы или как их можно установить для любой полярности. На некоторых машинах есть переключатель для изменения полярности, тогда как на других необходимо менять кабельные наконечники. Если есть какие-либо вопросы относительно того, используется ли правильная полярность или какая полярность установлена на машине постоянного тока, есть два легко выполняемых эксперимента, которые вам ответят. Первый заключается в использовании угольного электрода постоянного тока, который будет корректно работать только при отрицательной полярности. Во-вторых, использовать электрод Fleetweld 5P, который лучше работает при положительной полярности, чем при отрицательной.
Проверка полярности:
A. Определите полярность с помощью угольного электрода
1. Очистите основной металл и расположите горизонтально
2. Сформируйте кончики двух угольных электродов на шлифовальном круге так, чтобы они были идентичны с постепенным конусом, отходящим на 2 или 3 дюйма от кончика дуги
3. Зажмите один электрод в электрододержателе близко к конусу
4. Установите силу тока от 135 до 150
5. Отрегулируйте любую полярность
6. Зажгите дугу (используйте щит) и удерживайте в течение короткого времени. Измените длину дуги с короткой на длинную, чтобы можно было наблюдать за действием дуги
7. Наблюдайте за действием дуги. Если полярность отрицательная (прямая), дуга будет стабильной, простой в обслуживании, однородной и конической формы. Если полярность положительная
(обратная), дугу будет трудно поддерживать, и на поверхности основного металла останется черный нагар
8. Измените полярность. Другим электродом зажгите дугу и удерживайте такое же время. Наблюдайте за дугой, как и раньше
9. Осмотрите концы двух электродов и сравните. Тот, что используется на отрицательной полярности, будет равномерно сгорать, сохраняя форму. Электрод, используемый на положительной полярности, быстро сгорит тупым
B. Определите полярность с помощью металлического электрода (E6010)
1. Очистите основной металл и расположите плоско
2. Установите силу тока от 130 до 145 для электрода 5/32 дюйма
3. Отрегулируйте любую полярность
4. Ударьте Сохраняйте нормальную длину дуги и стандартный угол наклона электрода и запускайте валик
5. Прислушайтесь к звуку дуги Правильная полярность с нормальной длиной дуги и силой тока приведет к нормальному потрескиванию Неправильная полярность с нормальным
установка длины и силы тока приведет к неравномерному «потрескиванию» и «хлопкам» с нестабильной дугой
6. См. выше характеристики дуги и валика при использовании металлического электрода с правильной и неправильной полярностью.
7. Отрегулируйте другую полярность и запустите еще один валик.
8. Очистите валик и проверьте. При неправильной полярности, отрицательном электроде, вы получите многие плохие характеристики валика, показанные в Уроке 1.6
9. Повторите несколько раз, пока не сможете быстро распознать правильную полярность
Рекомендации по полярности сварки для сварки TIG, MIG и Stick
Сварщики используют множество способов соединения двух металлических частей. Тип инструментов, тепло и давление, используемые в каждом процессе, делают его уникальным.
Указанный метод сварки должен выполняться профессионалами, которые знают, как это делать. При правильном выполнении он может создавать первоклассные сварные швы.
Итак, если вы хотите узнать об этом больше, продолжайте читать!
Содержание
- 1 Что такое полярность при сварке?
- 2 Различные типы полярности сварки
- 2. 1 Полярность сварки постоянным током
- 2.2 Полярность сварки переменным током
- 2.
- 3 Настройки полярности на аппаратах
- 3.1 Электрод постоянного тока Отрицательная полярность (DCEN)
- 3.1.1 Advantages of DCEN
- 3.1.2 Disadvantages of DCEN
- 3.2 Direct Current Electrode Positive Polarity (DCEP)
- 3.2.1 Advantages of DCEP
- 3.2.2 Disadvantages of DCEP
- 3.1 Электрод постоянного тока Отрицательная полярность (DCEN)
- 4 Какая полярность подходит для сварки MIG?
- 5 Какая полярность подходит для сварки электродом?
- 6 Какая полярность подходит для сварки TIG?
- 6.1 Что такое сварка TIG?
- 6.2 Полярность сварки ВИГ
- 7 Заключение
Полярность имеет два разных полюса, где отрицательные частицы электрического тока бегут от отрицательного полюса к положительному. Положительный полюс — это область, где отрицательный заряд меньше, чем в отрицательном полюсе. С помощью настроек полярности при сварке вы можете выбрать, где находится каждый полюс и будут ли они меняться. Любой из полюсов может существовать как со стороны электрода, так и со стороны зоны сварки. В постоянном токе полюса не меняются, и электричество течет от отрицательного к положительному (например, только от электрода к детали или только от детали к электроду). В переменном токе полюса меняются с определенной частотой, и поэтому частицы электричества колеблются вперед и назад. Свойства сварки полностью различны для каждого типа электрического тока.
В школе вы, возможно, помните, как в упражнениях предполагали, что электричество течет от положительного полюса к отрицательному из-за ложного заблуждения, существовавшего до изобретения микроскопов более века назад. Реальное направление тока не имело значения в средней школе, в то время как при сварке оно очень важно. Итак, поскольку очень легко все перепутать, всегда старайтесь выяснить, где находится отрицательный полюс. Это единственный способ узнать наверняка, что происходит.
Для выполнения сварки TIG требуется источник питания. Это позволит вам сделать дугу между двумя материалами. Первый материал предназначен для сварки, а второй должен быть типом электрода. Как уже упоминалось, этот процесс сварки известен многим, поскольку его можно использовать для различных типов металлов.
Полярность для сварки TIG поставляется в двух различных типах. Полярность сварки TIG на постоянном и переменном токе. Оба они имеют соответствующие подтипы; электроотрицательный DCEN и электроположительный DCEP. В этом разделе мы собираемся обсудить различные типы полярности сварки TIG.
Итак, без лишних слов, приступим!
Существует две классификации AWS (Американского общества сварщиков) для электродов SMAW (дуговая сварка в защитных газах). Это E6011 и E6010. Оба они имеют схожие свойства. Эти два считаются электродами из мягкой стали. Его также можно использовать для нескольких сварочных работ. Кроме того, оба они имеют одинаковые механические свойства и эксплуатационные характеристики.
Но, несмотря на их сходство, они все же имеют заметные различия. Вы можете использовать E6011 как с постоянным, так и с переменным током. С другой стороны, E6010 можно использовать только с постоянным током.
Кроме того, E6011 поставляется с более высоким уровнем покрытия целлюлозно-калиевого типа, в то время как E6011 имеет более высокий уровень покрытия целлюлозно-натриевого типа.
Полярность сварки постоянным токомПервый тип полярности сварки — это постоянный ток, и большинство сварщиков предпочитает именно эту полярность сварки по сравнению с переменным током. Вы можете использовать электроды E6010 и E6011 с этой полярностью. Когда дело доходит до более серьезных сварочных работ, включая сварку низколегированных сталей и сварку труб, требующих повышенной прочности, вы можете положиться на этот тип полярности.
В дополнение к этому важно помнить, что только электрод E6010 подходит для такого вида сварки с использованием полярности постоянного тока. Обратите внимание, что для сварки электродом используется полярность DC+. Это потому, что он известен тем, что создает превосходный профиль борта. Не только это, но и обеспечит вам высокий уровень проникновения.
С другой стороны, полярность постоянного тока может обеспечить высокую скорость расплавления электрода и более низкое проплавление. Но это полярность постоянного тока, используемая для сварки более тонкого металла, чтобы избежать прожога.
Полярность сварки переменным током Если источник питания, который вы используете, излучает переменный ток или переменный ток, вы можете ожидать, что появятся обратная полярность и прямая полярность. Во время полупериода можно ожидать, что электрод находится в отрицательной форме. Это означает только то, что он имеет положительные опорные пластины. С другой стороны, теперь у вас может быть положительный электрод и отрицательная базовая пластина. Имейте в виду, что частота источника питания всегда будет влиять на количество циклов.
Если у вас есть положительные базовые пластины, а ваш электрод подключен к отрицательному источнику, то известно, что это прямая полярность или отрицательная полярность электрода постоянного тока (DCEN). . Это полярность, которая позволит электронам течь к базовым пластинам, исходящим от электрода.
В результате опорная плита может выделять больше тепла по сравнению с электродом. Это означает только то, что электроды имеют пониженную скорость осаждения металла. Обратите внимание, что проблемы, возникшие в результате недостаточного слияния, будут устранены.
Этот тип полярности не имеет функции очистки. Это означает только то, что дефекты могут возникнуть, если базовые пластины не были должным образом очищены перед использованием.
Преимущества DCEN
DCEN обеспечит вас достаточным количеством сплава основного металла. В результате металл может получить надлежащее проникновение. Кроме того, также меньше шансов на слабое армирование и включения вольфрама. Это правильная полярность сварки, если вы собираетесь сваривать нержавеющую сталь и другие металлы с высокой температурой плавления. Вы также можете использовать его для соединения более толстых пластин.
Недостатки DCEN
Как мы уже упоминали, DCEN не имеет функции очистки. Это означает только то, что дефекты включения имеют более высокую вероятность появления. Кроме того, он также имеет более высокое остаточное напряжение и высокий уровень деформации.
Этот тип полярности сварки также имеет более широкую зону термического влияния. Это может привести к более низкому уровню производительности, поскольку скорость осаждения ниже. Кроме того, мы не рекомендуем эту полярность сварки при соединении двух более тонких пластин.
Электрод постоянного тока положительной полярности (DCEP)
DCEP также известен как обратная полярность. Это тип полярности сварки, который имеет постоянный ток источника питания, положительный электрод и отрицательную опорную пластину. По внешней цепи электроны будут течь к электроду, исходя из его базовых пластин. Электрон будет течь в крошечных проходах непрерывно. Это позволит вам создать дугу.
Базовые пластины производят электроны. Эти электроны будут ускорены из-за возможной разницы. Ускоренные электроны затем будут создавать более высокий уровень скорости и начнут ударять по электроду. Это приведет к тому, что электроны будут производить кинетическую энергию, которая позже будет преобразована в тепловую энергию. Это приведет к нагреву кончика электрода.
Многие профессиональные сварщики считают, что приблизительное измерение двух третей всего тепла дуги производится на электродах, а остальные части производятся на опорных плитах. В результате электрод начнет быстро разжижаться. Кроме того, улучшится скорость наплавки расходуемых электродов.
Следует отметить, что опорные пластины при такой полярности сварки не сплавляются должным образом. Это потому, что им не хватает тепла. Недостаток тепла может вызвать различные проблемы со сваркой, такие как высокое армирование и низкий уровень проплавления.
Но имейте в виду, что электроны также создают поток, который удаляет масло с опорной пластины. Поток также покроет частицы пыли и оксидные слои, которые вы можете увидеть на поверхности базовых пластин. Это процесс, известный как действие по очистке от оксидов.
Преимущества DCEP
Как вы можете заметить, DCEP имеет функцию очистки дуги, которой нет у DCEN. Когда дуга очищена надлежащим образом, вероятность возникновения проблем с включением низка. Он также имеет более высокий уровень объема отложений. Это означает только то, что вы можете выполнять весь процесс сварки быстро и легко.
Кроме того, он также может уменьшить полную резку, остаточное напряжение и деформацию. Это означает, что вы можете плавно изготавливать тонко нарезанные сварочные пластины. Этот тип полярности сварки подходит для сварки меди и других металлов с низкой температурой плавления.
Недостатки DCEP
Некоторые из вас не знают, что неплавящиеся электроды имеют меньший срок службы. Кроме того, он имеет более высокий уровень усиления, если сварщик не регулирует скорость должным образом.
Так как он имеет низкий уровень проплавления и недостаточно плавится, эта полярность сварки не подходит для соединения более толстых металлов или пластин с более высокой температурой плавления.
Сварка MIG — это самый простой тип сварочного процесса, который подходит для начинающих. Этот тип метода сварки требует положительной полярности DCEP или электрода постоянного тока. Сварщики, использующие этот метод сварки, предпочитают использовать положительный электрод постоянного тока или отрицательный электрод постоянного тока.
Если вы не используете газ для сварки MIG, я бы посоветовал вам использовать DCEN. Переменный ток можно использовать при сварке MIG, и вы можете использовать его для сварки алюминия или намагниченных материалов. Однако имейте в виду, что при использовании переменного тока будет больше брызг и хуже качество поверхности.
Важно прочитать и понять инструкции, написанные в руководствах.
Как мы упоминали ранее, опытные сварщики используют полярность DC+ при сварке электродом. Это потому, что это позволит вам создать профиль борта и даст вам более высокий уровень проникновения. Мы не рекомендуем использовать полярность постоянного тока. Это связано с тем, что он имеет более высокую скорость плавления электрода и меньшее проникновение. Вы можете использовать эту полярность для сплавления более тонких металлических листов. Это хорошо для предотвращения прогорания.
Что такое сварка TIG?
Сварка ВИГ также известна как дуговая сварка вольфрамовым электродом. Еще в 1930–1940-х годах производители самолетов использовали его для соединения материалов, изготовленных из магния. Как правило, процесс выполнения этой сварки выглядит следующим образом: эксперт создает дугу, расположенную между неплавящимся вольфрамовым электродом и основным металлом. Первый элемент — это тип электрода, который нельзя расплавить. Расплавленная сварочная ванна будет создана, когда дуга коснется основного металла.
В сварочную ванну вручную медленно подается тонкий присадочный металл. После этого тонкая проволока начнет плавиться. На протяжении всего процесса инертной защитой будет стенка, которая защитит как сварочную ванну, так и вольфрамовый электрод от загрязнения кислородом. Вы не должны использовать флюсы. После всего процесса вы можете получить прочный сварной шов без шлака, обладающий свойством коррозионной стойкости, обеспечиваемым двумя используемыми металлами.
Авиакосмическая промышленность использует этот метод сварки при создании своих самолетов и космических кораблей. Тот факт, что он обладает антикоррозийным свойством, также используется автомобильными компаниями. Кузовные мастерские также начинают использовать сварку TIG. Многие сварщики поражены результатами, которые дает этот метод при сварке их скульптур.
Полярность сварки ВИГ
Что касается полярности сварки ВИГ, то она имеет прямую полярность, которую некоторые также называют отрицательным электродом постоянного тока (DCEN). Этот процесс сварки использует отрицательную горелку, которая имеет положительную работу. Это процесс сварки, который используется для соединения различных типов металлов. В связи с этим, большинство отраслей промышленности используют этот процесс сварки.
При использовании самого популярного метода сварки, а именно сварки ВИГ, важно использовать правильную полярность сварки. При выполнении сварки TIG рекомендуется использовать отрицательную полярность DCEN или электрода постоянного тока. Пожилые сварщики также называют это прямой полярностью.
Для сварки TIG горелка с отрицательным углом идеально подходит для предотвращения ненужного перегрева вольфрама.
Когда написано «прямая полярность», понятно, что у него отрицательный электрод и положительные базовые пластины. Когда написано «обратная полярность», понятно, что у него отрицательные базовые пластины и положительные электроды. Обратите внимание, что обратная полярность даст вам повышенную скорость осаждения в целом; прямая полярность обеспечивает высокий уровень проникновения.