Литье бронзы: художественное, в домашних условиях
Литье бронзы в художественном стиле является настоящим произведением искусства. Это направление работы с металлом зародилось еще до нашей эры, но при этом оно не забыто и сейчас.
Постепенно технология художественного литья из бронзы совершенствовалась. Создавать причудливые изделия из бронзы специалисты могут как в домашних условиях, так и на заводском производстве.
Литые из бронзы конструкции ассоциируются с аристократическим убранством Средних веков.
Пик популярности бронзовое литье получило в эпоху европейского барокко и классицизма. Мастера того времени создавали роскошные и изысканные композиции из бронзы, которыми люди любуются и по сей день.
Сейчас бронзу используют в различных целях, в большинстве случаев для изготовления скульптур и сувениров, лестничных ограждение и решеток, элементов интерьера, люстр и бра, заборов и ворот.
Содержание
- Общая характеристика металла
- Технология изготовления художественных изделий из бронзы
- Особенности работы с бронзой в домашних условиях
- Рекомендации
- Заключительная обработка
Общая характеристика металла
Бронза – это сплав меди в сочетании с оловом, реже в качестве дополнительного элемента используется кремний, свинец или алюминий. В зависимости от процентного соотношения металлов бронза приобретает различный цвет.
В зависимости от процентного соотношения металлов бронза приобретает различный цвет.
Базовые показатели этого материала обусловили его широкое применение в различных направлениях. Бронза отличается следующими свойствами:
- высокая прочность;
- износостойкость;
- низкий уровень коррозии;
- простота обработки;
- паростойкость;
- высокая тепло и электропроводность;
- устойчивость к различным повреждающим факторам. К ним относится и влияние окружающей среды.
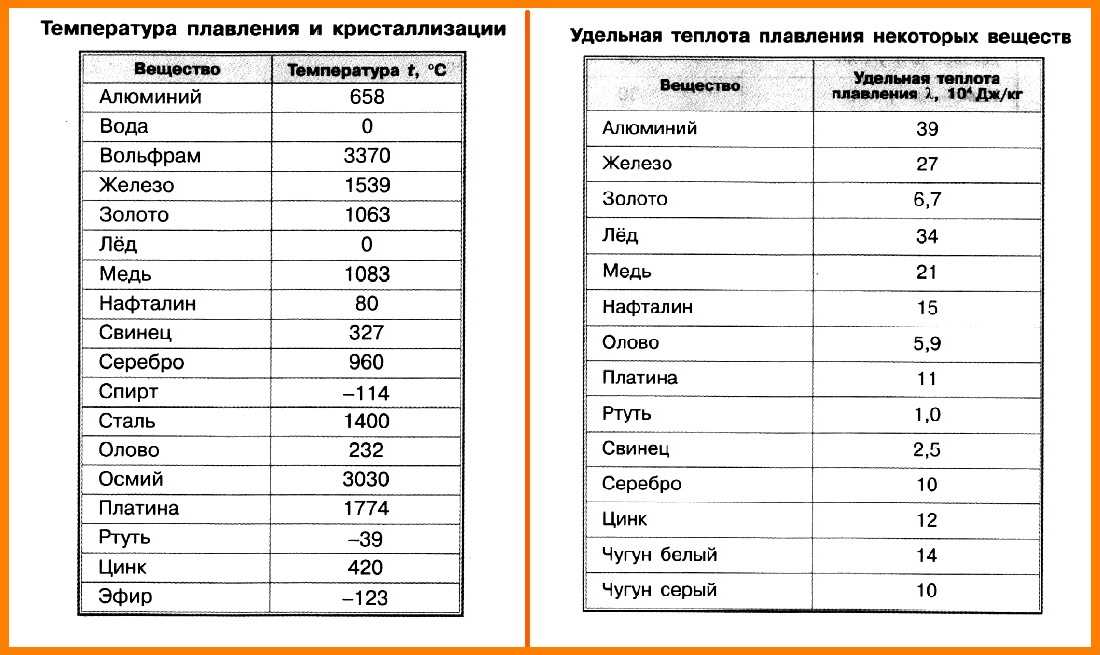
По сравнению с другими аналогичными сплавами бронза отличается особой прочностью и стойкостью. Температура ее плавления 1000–1100 градусов.
Специалисты по работе с металлом используют два варианта бронзы: с содержанием олова и без него. Ко второй группе относятся такие типы бронзы:
- свинцовый – обладает высоким уровнем стойкости и устойчивости;
- бериллиевый – этот сплав характеризуется наибольшей стойкостью и прочностью, превосходя показатели стали;
- кремниецинковый – обладает наиболее высокой текучестью в расплавленном состоянии;
- алюминиевый – наиболее стоек перед различными раздражителями, особенно химическими.


Несмотря на хорошие показатели, оловянный тип бронзы получил самое широкое распространение. Особенностью бронзового литья является небольшой процент усадки, поэтому его часто используют для изготовления деталей, требующих точного соблюдения размера.
Поэтому такие изделия после отливки нуждаются в минимальной обработке, так как они имеют гладкую поверхность и четкие контуры. Это качество металла проявилось и в художественном литье, а также в отрасли машиностроения для изготовления различных деталей.
Технология изготовления художественных изделий из бронзы
Художественное литье из бронзы является популярным способом изготовления различных предметов интерьера:
- статуэток;
- сувенирных часов;
- гербов;
- письменных наборов.
Набор для письма из бронзы
Процесс литья бронзы трудоемкий и многоэтапный, но изделия из него отличаются хорошим внешним видом и качеством и поэтому пользуются популярностью.
Перед тем как изготовить то или иное изделие необходимо создать эскиз будущей конструкции. Эта работа выполняется художником и дизайнером. Разработанный ими рабочий чертеж является основанием для изготовления отливной модели, по которой будет формироваться опечатка будущего изделия.
Эта работа выполняется художником и дизайнером. Разработанный ими рабочий чертеж является основанием для изготовления отливной модели, по которой будет формироваться опечатка будущего изделия.
Модели, используемые для художественного литья из бронзы и латуни, изготавливаются из таких материалов, как дерево или слоновая кость. Пластик или гипс для этих целей используется реже. Поверхность деревянной или слоновой модели обязана быть обработана шпаклевкой и грунтовкой.
После наносится специальный лак в несколько слоев. Такие манипуляции необходимы для того чтобы добиться максимально ровной и гладкой поверхности.
По типу конструкции выделяются следующие типы моделей:
- неразъемные – это монолитные изделия, которые применяются для ручного литья при домашних условиях;
- разъемные – это сборная конструкция, состоящая из отдельных разъединяющихся элементов;
- специальные – это шаблоны, которые применяются для литья сложных конструкций.
Пресс-форм для литья бронзы
После изготовления подходящей модели начинается производство литейной формы. Это довольно трудоемкий и долгий процесс, для выполнения которого необходимы формовочные композиции, специальный инвентарь и приспособления.
Это довольно трудоемкий и долгий процесс, для выполнения которого необходимы формовочные композиции, специальный инвентарь и приспособления.
Сами литейные формы являются как одноразовыми, так и многоразовыми. Они наполняются расплавленным металлом, который после остывания принимает форму, идентичную будущей модели изделия.
Технология литья бронзы состоит из таких этапов:
- изготовления формы;
- расплавление металла;
- заливка;
- выбивка;
- очистка и окончательная обработка отливок.
Особенности работы с бронзой в домашних условиях
Сегодня множество красивых изделий изготавливается на основе сплава бронзы. Если есть желание и возможность заниматься этим в домашних условиях, необходимо прежде всего учесть особые характеристики этого материала.
Нужно обзавестись следующими вспомогательными устройствами:
- форма для заготовки;
- щипцы;
- горн;
- тигель;
- древесный уголь;
- печь, которая обеспечит нужную температуру плавления.
Печь для литья из бронзы
Для достижения желаемого результата нужно соблюдать строгую последовательность в выполнении процесса литья бронзы.
Сначала необходимо поместить тигель на печь и заложить в него куски металла. Установив регулятор нагрева, достигается температура плавления, бронза меняет форму. Затем с помощью крючка тигель вынимается из печи, и сплав заливают в специально подготовленную форму.
Так как температура плавления бронзы относительно невысокая специальную печь специалисты рекомендуют заменить паяльной лампой или автогеном.
Одной из наиболее трудоемких процессов в этой работе является формовка – изготовление специальной формы для литья. Для этих целей используются специальные формовочные смеси из глины или кварцевого песка. Важность этого этапа определяется тем, что от него будет зависеть идеальная форма будущего отливаемого изделия.
Рекомендации
Литье бронзы в домашних условиях требует специально оснащенного помещения, где будут храниться не только все инструменты, но и средства личной защиты. Рекомендуется обязательно обзавестись рабочим огнетушителем.
Рекомендуется обязательно обзавестись рабочим огнетушителем.
Кроме этого, в целях безопасности в мастерской не должны храниться материалы и вещества, которые легко воспламеняются. Для литья бронзы технология важна еще и потому что это занятие довольно травмоопасное.
Если требуется выполнить отливку тонких металлических изделий, то предпочтение необходимо отдать сплаву из латуни, поскольку она легче плавится.
После полного расплавления металла в печи нужно сразу же заполнить форму. Эта процедура занимает несколько минут. Если на этом этапе будет нарушена технология, то в отливке могут образоваться дефекты в виде недолива, шлаковых раковин.
Если литье осуществляется в домашних условиях, то заполнение формы производится специальным металлическим ковшом. Управление ковшом производится вручную.
После того как отливка охладилась до необходимой температуры необходимо ее выбить. Это манипуляция выполняется с помощью клещей и молотка. Если использовалась одноразовая форма, то нужно просто разломать ее.
На промышленном производстве часто используются многоразовые формы. В этом случае выбивка проводится через разъединение элементов формы. После выбивки проводится обрубка, эта процедура заключается в устранении дефектов с поверхности отливка.
Заключительная обработка
После извлечения из литейной формы изделия, как правило, имеет непрезентабельный вид. Оно имеет различные поверхностные дефекты. Чтобы придать изделию из бронзы нормальное состояние и его нужно очистить шлифовальной машинкой или металлической щеткой.
Многофункциональная шлифовальная машина
Помимо очистки, потребуется и чеканка, хотя бронза имеет неплохую текучесть и при заполнении формы с легкостью проходит во все углубления. Тем не менее для того чтобы добиться на изделии четкого рисунка не обойтись без чеканки. Этот этап работы часто занимает долгое время, особенно если изделие имеет ажурные элементы.
Чеканка является наиболее творческим этапом литейной процедуры, и от ее качества будет зависеть окончательный внешний вид изделия. Готовые изделия часто покрывают серебром или позолотой, хромом или никелем. Часто дополнительным слоем покрываются статуэтки.
Готовые изделия часто покрывают серебром или позолотой, хромом или никелем. Часто дополнительным слоем покрываются статуэтки.
Изделия, отличающиеся сложностью конструкции, могут отливаться отдельными частями, а не целиком. После, элементы изделия соединяются специальными замками. Рекомендуется маркировать каждую часть, чтобы не спутать замки при сборке.
Видео: Литье бронзы в стальную форму
ТЕМПЕРАТУРА ПЛАВЛЕНИЯ ЛАТУНИ [в домашних условиях]
Для домашнего мастера [температура плавления латуни] имеет практический смысл, так как этот важный показатель в некоторых случаях может помочь с решением целого ряда проблем.
Латунь в настоящее время используется в самых разных сферах, в том числе, и в промышленности.
Существует несколько видов сплавов на основе этого универсального металла, однако в практическом плане интерес представляют только два из них, а именно, двойной и многокомпонентный с содержанием меди.
Для этого компонентного металла главным легирующим элементом считается цинк, который может быть при необходимости дополнен такими элементами, как марганец, свинец, железо, а также цинк, никель или свинец.
Латунь играет большое значение для такого металлического сплава, как бронза, на который уже давно наблюдается большой спрос.
Как и у любого другого элемента из группы металлов, у латуни есть своя температура плавления, говоря другими словами, тот предел, при котором ее можно расплавить.
Если знать этот важный параметр, то можно будет изготовить самые разнообразные конструктивные элементы, в том числе, и в домашних условиях.
Плавление латуни можно отнести к первичной обработке этого металла. В настоящее время известно несколько основных способов, при которых можно расплавить латунь в домашних условиях.
Содержание:
- Основные характеристики
- Особенности обработки
- Порядок работы
Основные характеристики
На плавку латуни, главным образом, влияет ее состав, а потому температура может иметь различные показатели, начиная от восьмисот восьмидесяти градусов по Цельсию и заканчивая девятьсот пятидесятью.
Чтобы понизить данный показатель, необходимо в состав латуни вводить больше цинка и наоборот.
Кроме этого, за счет своих универсальных свойств этот металл имеет свойство свариваться.
Обработку латуни можно производить при помощи сварки, и в этом случае она может прокатываться.
Если не покрыть поверхность данного компонента дополнительной защитой, то через определенное время она немного почернеет из-за контакта с атмосферным воздухом.
Основным цветом латуни является желтый, а ее поверхность достаточно легко поддается полировке. Выбирая способ плавления для этого элемента, следует, главным образом, учитывать его состав.
Видео:
Негативно влияют на латунный сплав такие элементы, как висмут или свинец, поскольку они значительно снижают свойства этого металла к деформации, когда он находится в разогретом состоянии.
Латунь относят к категории цветных металлов, при этом ее химические, а также физические свойства имеют некоторые характерные особенности. Данный элемент обладает целым рядом преимуществ.
Во-первых, этот металл имеет высокую стойкость к коррозионным процессам. Во-вторых, он обладает высокой степенью текучести, что особенно важно при плавлении.
Латуни свойственны высокие антифрикционные свойства, а также достаточно низкая склонность к ликвации.
Следует отметить и то, что данный металл обладает практичностью и имеет превосходные технологические, а также механические свойства.
Есть еще целый ряд достоинств этого универсального компонента, которые носят узконаправленный характер. В зависимости от своей марки, латунь используется в той или иной промышленной сфере.
Металл используется в машиностроении и автомобилестроении, из нее изготавливают целый ряд самых разных изделий различного назначения.
Для того чтобы с данным металлом успешно работать в домашних условиях, для начала необходимо хорошо изучить его свойства, а также знать характеристики сплавов на основе бронзы и меди.
Особенности обработки
Домашний мастер в быту использует множество самых разных деталей, которые сделаны на основе латуни.
Кроме этого, производится достаточно много самого разного инструмента, который содержит в себе этот компонент. Очень часто латунь встречается в сплаве на основе бронзы и меди.
Зная температуру плавления этого металла, а также способы, при которых его можно расплавить, можно самостоятельно производить починку и изготовление некоторых изделий, которые пригодятся в хозяйстве.
Плавление этого универсального компонента на основе бронзы и меди имеет определенные тонкости и нюансы, зная которые можно избежать самых разных сложностей в работе.
Конечно, для того чтобы самостоятельно заниматься плавкой этого металла на основе бронзы, необходимо иметь определенные познания в данной области, а также некоторый инструмент, который может потребоваться в работе.
Кроме этого, для того, чтобы самостоятельно произвести плавку латуни в домашних условиях, необходимо запастись терпением.
Для работы следует обязательно иметь под рукой техническое серебро, а также газовую горелку ручного типа.
Также потребуется медный сплав и специальная графитовая горелка.
Видео:
Следует приобрести в достаточно количестве буру. Кроме этого, для того чтобы максимально обезопасить окружающее пространство для плавления латуни, следует приобрести асбестовый лист.
Данный процесс является достаточно трудоемким и требует соблюдения определенной техники безопасности.
Если сплав латуни создан на основе меди или бронзы, то при плавлении необходимо учитывать определенные тонкости, а также знать некоторые нюансы, которые помогут данную работу провести правильно и максимально эффективно.
Прежде всего, следует учитывать, что сплав на основе бронзы и меди имеет несколько другие параметры плавления, а, соответственно, и у металла меняются некоторые характеристики, как физические, так химические.
После того как будут подготовлены весь необходимый инструмент и материалы, можно переходить к плавке латуни своими руками в домашних условиях.
Порядок работы
Прежде всего, необходимо правильно подготовить муфельную печь, в которой и будет осуществляться вся основная работа.
Также следует проверить в работе горелки. Кроме этого, необходимо иметь под рукой специальный сосуд из огнеупорного материала, например, тигель.
На поверхность основания следует уложить асбестовый лист и позаботится о хорошей вентиляции в помещении, где будет проводиться плавка латуни.
Латунь, которая будет подлежать плавлению, необходимо переработать в измельченную массу. Следует помнить, что чем меньше будут куски металла, тем легче он будет плавиться.
Далее тигель с мелкой латунью аккуратно устанавливается в муфельную печь и при помощи специального регулятора температур выставляется ее необходимое значение.
Если металл создан на основе бронзы или меди, то это обязательно следует учитывать. После того, как печь будет включена, через специальное окошко можно наблюдать, как металл начинает плавиться.
После того, как печь будет включена, через специальное окошко можно наблюдать, как металл начинает плавиться.
При достижении желаемого результата и после того, как металл полностью расплавится, следует аккуратно открыть дверцы печи и вынуть тигель.
Видео:
Сделать это можно при помощи специальных щипцов, которые уберегут от ожогов. Латунь в расплавленном состоянии имеет свойство на своей поверхности образовывать пленку.
Ее необходимо в обязательном порядке убрать и сделать это можно при помощи стальной проволоки. После этого необходимо будет только залить металл в предварительно подготовленную форму.
В том случае, если специальное оборудование для плавки металла отсутствует, можно провести плавление латуни при помощи газовых горелок.
В этом случае горелку следует установить в вертикальном положении и хорошо закрепить.
Далее на подставку помещается сосуд с мелкой латунью и зажигается сама горелка.
При этом пламя должно охватывать всю нижнюю поверхность сосуда.
В этом случае процесс плавления будет сопровождаться достаточно сильным окислением, уменьшить которое можно при помощи древесного угля.
Если латунь создана на основе бронзы или меди, то ее температура плавления несколько увеличиваться, а значит, на плавку металла уйдет немного больше времени и это следует обязательно учесть.
Точка плавления металлов
Знание температур плавления различных металлов важно для производителей и сварщиков. Металлы плавятся постепенно, так как металл поглощает тепло. Задолго до того, как кусок металла достигнет точки полного плавления, он может начать размягчаться и деформироваться. Для простоты мы обычно классифицируем температуру плавления металла как точку, при которой он становится полностью жидким (называется ликвидус).
При соединении металлов с очень разными температурами плавления, таких как медь и сталь, пайка может быть лучшим выбором, чем сварка. При пайке кислородно-ацетиленовая горелка используется для нагрева присадочного металла, обычно сплава латуни, который имеет более низкую температуру плавления, чем две металлические детали. Когда наполнитель плавится, он втягивается в шов, а затем затвердевает при охлаждении. Две соединяемые части никогда не достигают точки плавления, а это означает, что соединение не является постоянным.
При пайке кислородно-ацетиленовая горелка используется для нагрева присадочного металла, обычно сплава латуни, который имеет более низкую температуру плавления, чем две металлические детали. Когда наполнитель плавится, он втягивается в шов, а затем затвердевает при охлаждении. Две соединяемые части никогда не достигают точки плавления, а это означает, что соединение не является постоянным.
Сварка и пайка
Сварка — это процесс соединения двух секций металла путем нагревания обеих частей до их точки плавления, создавая ванну жидкого расплава, в которой их молекулы полностью смешиваются. В ванну расплава часто добавляют третий металлический наполнитель. Когда расплавленный металл остывает и затвердевает, две части полностью сплавляются неразрывной связью.
Знание того, какие металлы можно сваривать, и выбор лучших металлов для сварки может частично зависеть от их температур плавления — если они отличаются на большую величину, одна из секций будет плавиться быстрее, чем другая. Это может привести к выбросу или другим механическим повреждениям.
Это может привести к выбросу или другим механическим повреждениям.
При соединении металлов с очень разными температурами плавления, таких как медь и сталь, пайка может быть лучшим выбором, чем сварка. При пайке кислородно-ацетиленовая горелка используется для нагрева присадочного металла, обычно сплава латуни, который имеет более низкую температуру плавления, чем две металлические детали. По мере плавления наполнитель втягивается в шов, а затем затвердевает при охлаждении. Две соединяемые части никогда не достигают точки плавления, а это означает, что соединение не является постоянным.
Следующий список температур плавления обычных металлов и их сплавов варьируется от самой низкой до самой высокой (обратите внимание, что температура плавления будет варьироваться в зависимости от точного состава сплава):
Свинец имеет одну из самых низких температур плавления среди всех металлов — 621 F (327 C).
Алюминий имеет относительно низкую температуру плавления 1218 F (659 C).
Бронза : 1675 F (913 C). Бронза для подшипников содержит в основном медь, а также свинец и цинк, что снижает ее температуру плавления до 179°С.0°F (977°С). Кремниевая бронза представляет собой латунный сплав с низким содержанием свинца, который обычно состоит из 96% меди и небольшого процента кремния. Его температура плавления составляет 1880 F (1025 C).
Латунь : 1700 F (927 C) Латунь представляет собой сплав меди.
Copper : 1981 F (1083 C)
ЧИСТ IRON : 2200 F (1204 C)
Сталь : 2500 F (1371 C)
Stainless Steel : 2750 F (1510 C).
Никель : 2646 F (1452 C)
Кованое железо: 2700 F (1482 C)Железо :2800 F (1538 C)
Вольфрам имеет чрезвычайно высокую температуру плавления 6150 F (3399 C), поэтому он используется для сварки TIG. .
.
Industrial Metal Supply предлагает широкий ассортимент металлов, а также сварочное оборудование и расходные материалы. Посетите одно из наших семи мест или закажите онлайн сегодня.
Температура плавления металлов и сплавов | Ящик для инструментов
Что такое температура плавления?
Температура плавления вещества – это температура, при которой оно переходит из твердого состояния в жидкое при атмосферном давлении; при температуре плавления твердая и жидкая фазы находятся в равновесии. Температура плавления вещества зависит от давления и обычно указывается при стандартном давлении в справочных материалах. Точка плавления также называется точкой разжижения, солидусом или ликвидусом.
Температура плавления обычных материалов
Температура плавления стали: 1425-1540 °C / 2600-2800 °F
Температура плавления золота: 1064 °C/1947,5 °F
Температура плавления меди: 1084 °C / 1983 °F
Температура плавления железа: 1538 °C / 2800 °F
Температура плавления свинца: 327,5 °C / 621 °F. Температура плавления серебра: 961 °C / 1761 °F.
Температура плавления серебра: 961 °C / 1761 °F.
Загрузить справочный лист:
PDFExcel
Температуры плавления металлов и чистых элементов
| Атомный номер | Элемент | Температура плавления (°C) | Температура плавления (°F) | |||||
|---|---|---|---|---|---|---|---|---|
| 89 904 904 | Actium0103 1050 °C1922 °F | |||||||
| 13 | Aluminum | 660.32 °C | 1220.58 °F | |||||
| 95 | Americium | 1176 °C | 2149 °F | |||||
| 51 | Antimony | 630.63 °C | 1167.13 °F | |||||
| 18 | Argon | -189.35 °C | -308.83 °F | |||||
| 33 | Arsenic | 817 °C | 1503 °F | |||||
| 85 | Astatine | 302 °C | 576 °F | |||||
| 56 | Barium | 727 °C | 1341 °F | |||||
| 97 | Berkelium | 986 ° C | 1807 ° F | |||||
| 4 | БЕРЕЛЛИЯ | 1278 ° C | 2349 ° F | |||||
| 83 | Boron | 2076 °C | 3769 °F | |||||
| 35 | Bromine | -7. 2°C 2°C | 19°F | |||||
| 48 | Cadmium | 321.07°C | 609.93 ° F | |||||
| 20 | Кальций | 842 ° C | 1548 ° F | |||||
| 98 | Калифорния | 9009 ° C | . | >3527 °C | >6381 °F | |||
| 58 | Cerium | 795°C | 1463°F | |||||
| 55 | Cesium | 28.44°C | 83.19°F | |||||
| 17 | Chlorine | -101.5 °C | -150.7 °F | |||||
| 24 | Chromium | 1907 °C | 3465 °F | |||||
| 27 | Cobalt | 1495 °C | 2723 °F | |||||
| 29 | Copper | 1084.62 °C | 1984.32 °F | |||||
| 96 | Curium | 1340°C | 2444°F | |||||
| 66 | Dysprosium | 1407°C | 2565°F | |||||
| 99 | Einsteinium | 860°C | 1580°F | |||||
| 68 | Erbium | 1529°C | 2784°F | |||||
| 63 | Europium | 826°C | 1519°F | |||||
| 100 | Fermium | 1527°C | 2781°F | |||||
| 9 | Fluorine | -219. 62 °C 62 °C | -363.32 °F | |||||
| 87 | Francium | 27 ° C (ок.) | 80 ° F (ок.) | |||||
| 64 | Gadolinium | 1312 ° C | Gadolinium | 1312 ° C | . | Галлий | 29.7646 °C | 85.5763 °F |
| 32 | Germanium | 938.25°C | 1720.85°F | |||||
| 79 | Gold | 1064.18°C | 1947.52°F | |||||
| 72 | Hafnium | 2233°C | 4051°F | |||||
| 2 | Helium (@ 2.5 MPa) | -272.20 °C | -457.96 °F | |||||
| 67 | Holmium | 1461° С | 2662°F | |||||
| 1 | Hydrogen | -259.14 °C | -434.45 °F | |||||
| 49 | Indium | 156.5985°C | 313.8773°F | |||||
| 53 | Iodine | 113. | 236.66°F | |||||
| 77 | Iridium | 2466°C | 4471°F | |||||
| 26 | Iron | 1538 °C | 2800 °F | |||||
| 36 | Krypton | -157.36°C | -251.25°F | |||||
| 57 | Lanthanum | 920°C | 1688°F | |||||
| 82 | Lead | 327.46°C | 621.43°F | |||||
| 3 | Lithium | 180.54 °C | 356.97 °F | |||||
| 71 | Lutetium | 1652°C | 3006°F | |||||
| 12 | Magnesium | 650 °C | 1202 °F | |||||
| 25 | Manganese | 1246 °C | 2275 °F | |||||
| 101 | Mendelevium | 827°C | 1521°F | |||||
| 80 | Mercury | -38.83°C | -37.89°F | |||||
| 42 | Molybdenum | 2623°C | 4753°F | |||||
| 60 | Neodymium | 1024°C | 1875 °F | |||||
| 10 | Neon | -248. 59 °C 59 °C | -415.46 °F | |||||
| 93 | Neptunium | 637°C | 1179°F | |||||
| 28 | Nickel | 1453 ° C | 2651 °F | |||||
| 41 | Niobium | 2477°C | 4491°F | |||||
| 7 | Nitrogen | -210.00 °C | -346.00 °F | |||||
| 76 | Osmium | 3033°C | 5491°F | |||||
| 8 | Oxygen | -218.79 °C | -361.82 °F | |||||
| 46 | Palladium | 1554.9°C | 2830.82°F | |||||
| 15 | Phosphorus (white) | 44.2 °C | 111.6 °F | |||||
| 78 | Platinum | 1768.3°C | 3214.9°F | |||||
| 94 | Plutonium | 639.4°C | 1182.9°F | |||||
| 84 | Polonium | 254°C | 489°F | |||||
| 19 | Potassium | 63. 38 °C 38 °C | 146.08 °F | |||||
| 59 | Praseodymium | 935°C | 1715°F | |||||
| 61 | Promethium | 1042°C | 1908°F | |||||
| 91 | Protactinium | 1568°C | 2854°F | |||||
| 88 | Radium | 700°C | 1292°F | |||||
| 86 | Radon | −71.15 °C | −96 °F | |||||
| 75 | Rhenium | 3186°C | 5767°F | |||||
| 45 | Rhodium | 1964°C | 3567°F | |||||
| 37 | Rubidium | 39.31°C | 102.76°F | |||||
| 44 | Ruthenium | 2334°C | 4233°F | |||||
| 62 | Samarium | 1072°C | 1962°F | |||||
| 21 | Scandium | 1541 °C | 2806 °F | |||||
| 34 | Selenium | 221°C | 430°F | |||||
| 14 | Silicon | 1414 °C | 2577 °F | |||||
| 47 | Silver | 961. 78°C 78°C | 1763.2°F | |||||
| 11 | Sodium | 97.72 °C | 207.9 °F | |||||
| 38 | Strontium | 777°C | 1431°F | |||||
| 16 | Sulfur | 115.21 °C | 239.38 °F | |||||
| 73 | Tantalum | 3017°C | 5463°F | |||||
| 43 | Technetium | 2157°C | 3915°F | |||||
| 52 | Tellurium | 449.51°C | 841.12°F | |||||
| 65 | Terbium | 1356°C | 2473°F | |||||
| 81 | Thallium | 304°C | 579 °F | |||||
| 90 | Thorium | 1842°C | 3348°F | |||||
| 69 | Thulium | 1545°C | 2813°F | |||||
| 50 | Tin | 231.93°C | 449.47°F | |||||
| 22 | Titanium | 1668 °C | 3034 °F | |||||
| 74 | Tungsten | 3422°C | 6192°F | |||||
| 92 | Uranium | 1132.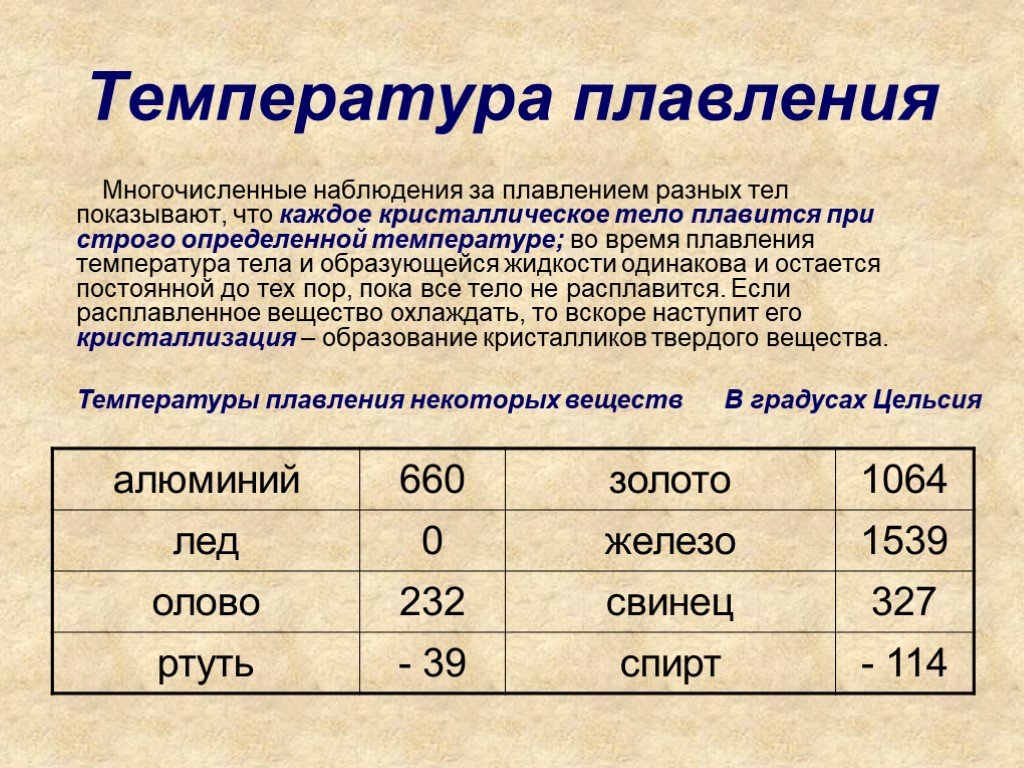 3 °C 3 °C | 2070 °F | |||||
| 23 | Vanadium | 1910 °C | 3470 °F | |||||
| 54 | Xenon (@ 101.325 kPa) | −111.7°C | −169.1°F | |||||
| 70 | Ytterbium | 824°C | 1515°F | |||||
| 39 | Yttrium | 1526°C | 2779°F | |||||
| 30 | Zinc | 419.53 °C | 787.15 °F | |||||
| 40 | Zirconium | 1855°C | 3371°F |
Melting Points of Alloys
| Наименование | Температура плавления (°C) | Cloiting Point (° F) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Алюминиевый сплав | 1377 ° C | 2511 ° F | |||||||
| Aluminum-Calcium Alloy | 9099|||||||||
| Aluminum-Calcium Alloy | |||||||||
| Aluminum-Calcium Alloy | |||||||||
. Aluminum-Cerium Alloy Aluminum-Cerium Alloy | 655 °C | 1211 °F | |||||||
| Aluminum-Copper Alloy | 548 °C | 1018 °F | |||||||
| Aluminum-Germanium Alloy | 427 °C | 801 °F | |||||||
| Aluminum-Gold Alloy | 569 °C | 1056 °F | |||||||
| Aluminum-Indium Alloy | 637 °C | 1179 °F | |||||||
| Aluminum-Iron Alloy | 1153 °C | 2107 °F | |||||||
| Aluminum-Magnesium Alloy | 600 °C | 1110 °F | |||||||
| Aluminum-Nickel Alloy | 1385 °C | 2525 °F | |||||||
| Aluminum-Platinum Alloy | 1260 ° C | 2300 ° F | |||||||
| Алюминий-сплав | 955 ° C | 1211 ° F | |||||||
| Aluminum-Silyoy Alloy | |||||||||
| Aluminum-Zinc Alloy | 382 °C | 720 °F | |||||||
| Amalgam | 178-278 °C | 352. 4-532.4 °F 4-532.4 °F | |||||||
| Arsenic-Antimony Alloy | 605 °C | 1121 ° Ф | |||||||
| Arsenic-Cobalt Alloy | 916 °C | 1681 °F | |||||||
| Arsenic-Copper Alloy | 685 °C | 1265 °F | |||||||
| Arsenic-Indium Alloy | 942 °C | 1728 °F | |||||||
| Arsenic-Iron Alloy | 1103 °C | 2017 °F | |||||||
| Arsenic-Manganese Alloy | 870 °C | 1598 °F | |||||||
| Arsenic-Nickel Alloy | 967 ° С | 1770 °F | |||||||
| Arsenic-Tin Alloy | 579 °C | 1074 °F | |||||||
| Arsenic-Zinc Alloy | 1015 °C | 1859 °F | |||||||
| Babbitt Metal | 433 -466 ° C | 811,4-870,8 ° F | |||||||
| Beeryllium -Copper Alloy | 865 -955 ° C | 1587 -1750 ° F | |||||||
| 1587 -1750 ° F | |||||||||
| 1587 -1750 ° F | |||||||||
| Латунь, Адмиралтейская | 900 — 940 ° C | 1650 — 1720 ° F | |||||||
| Латунь, красный | 990 — 1025 ° C | 1810 — 1880 ° F | |||||||
| , латунь 1810 — 1880 ° F | |||||||||
| , латунь. | 1660 — 1710 ° F | ||||||||
| Бронза, алюминий | 1027 — 1038 ° C | 1881 — 1900 ° F | |||||||
| Bronze, Manganese | 903 865 — 89090 9090. | ||||||||
| Медно-никелевый сплав | 1060-1240 °C | 1940-2264 ° F | |||||||
| Металл Филд | 62 ° C | 144 ° F | |||||||
| Gold-Antimons Alloy | 360 ° C | 903241 ° C | 466 ° F | ||||||
| Gold-Cadmium сплав | 500 ° C | 932 ° F | |||||||
| Gold-Cerium Alloy | |||||||||
| Gold-Cerium Alloy | |||||||||
| Gold-Cerium Alloy | 209 | ||||||||
| . -Германиевый сплав | 356 ° C | 673 ° F | |||||||
| Gold-Lanthanum сплав | 561 ° C | 1042 ° F | |||||||
| Gold-Alloy | 215 | ||||||||
| Gold-Alloy | 215 | ||||||||
. Magnesium Alloy Magnesium Alloy | 575 ° C | 1067 ° F | |||||||
| Золотой мангунский сплав | 960 ° C | 1760 ° F | |||||||
| 1760 ° F | |||||||||
| 1760 ° F | |||||||||
| 1760 ° F | |||||||||
| 1760 ° F | |||||||||
| 1760 ° F | |||||||||
| . | |||||||||
| Золото-натриевый сплав | 876 ° C | 1609 ° F | |||||||
| Gold-Tellurium Alloy | 416 ° C | 781 ° F | |||||||
| Gold-thallium Alloy | |||||||||
| Gold-thallium Allooy | |||||||||
| Gold-thallium | |||||||||
| . Gold-Tin Alloy | 278 °C | 532 °F | |||||||
| Hastelloy C-276 | 1323-1371 °C | 2415-2500 °F | |||||||
| Incoloy | 1390 — 1425 °C | 2540–2600 °F | |||||||
| INMONEL | 1390 — 1425 ° C | 2540 — 2600 ° F | |||||||
| 1427 ° C | 2600 ° F | ||||||||
| 2600 ° F | |||||||||
| Iron, Cast (Gray) | 1175 — 1290 °C | 2150 — 2360 °F | |||||||
| Iron, Ductile | 1,150 — 1,200 °C | 2,100 – 2,190 °F | |||||||
| Iron, Кованые | 1482 °C | 2700 °F | |||||||
| Iron-Antimony Alloy | 748 °C | 1378 °F | |||||||
| Iron-Gadolinium Alloy | 850 °C | 1562 °F | |||||||
| Iron-Molybdenum Alloy | 1452 °C | 2646 °F | |||||||
| Iron-Niobium Alloy | 1370 °C | 2498 °F | |||||||
| Iron-Silicon Alloy | 1202 °C | 2196 °F | |||||||
| Iron-Tin Alloy | 1127 °С | 2061 °F | |||||||
| Iron-Yttrium Alloy | 900 °C | 1652 °F | |||||||
| Iron-Zirconium Alloy | 1327 °C | 2421 °F | |||||||
| Kovar | 1449 ° C | 2640 ° F | |||||||
| Сплав свинцовой адвокаты | 247 ° C | 477 ° F | |||||||
. | 1042 ° C | 1908 ° F | |||||||
| СЛАГОВЫЙ СЛАДЕЙН | 924 ° C | 1695 ° F | |||||||
| Alloy | |||||||||
| . -Titanium сплав | 725 ° C | 1337 ° F | |||||||
| Магний AZ31B | ~ 650 ° C | ~ 1200 ° F | |||||||
| Сплав магния и никеля | 507 ° C | 945 ° F | |||||||
| Магний-празеодимиум сплав | 585 ° C | 1085 ° F | |||||||
| Magnecium-SILICON Alloy | |||||||||
| Magnere-Sily-Alloy | |||||||||
| . Magnesium-Strontium Alloy | 426 °C | 799 °F | |||||||
| Magnesium-Zinc Alloy | 342 °C | 648 °F | |||||||
| Molybdenum-Nickel Alloy | 1317 °C | 2403 °F | |||||||
| Molybdenum-Niobium Alloy | 2297 °C | 4167 °F | |||||||
| Molybdenum-Osmium Alloy | 2377 °C | 4311 °F | |||||||
| Molybdenum-Rhenium Alloy | 2507 °C | 4545 °F | |||||||
| Molybdenum-Ruthenium Alloy | 1927 °C | 3501 °F | |||||||
| Molybdenum-Silicon Alloy | 2077 °C | 3771 °F | |||||||
| Monel | 1300 — 1350 °C | 2370 — 2460 °F | |||||||
| Nickel-Antimony Alloy | 1102 °C | 2016 °F | |||||||
| Nickel-Tin Alloy | 1130 °C | 2066 °F | |||||||
| Никель-титановый сплав | 1117 ° C | 2043 ° F | |||||||
| Nickel-Tungsten Alloy | 1500 ° C | 2732 ° | 1500 ° C | 2732 ° | 1500 ° C | 2732 ° | 1500 ° C | 2732 at | 2192 °F |
| Nickel-Zinc Alloy | 875 °C | 1607 °F | |||||||
| Nitinol | 1300 °C | 2370 °F | |||||||
| Pewter | 240 °C | 464 °F | |||||||
| Rose’s Metal | 98 °C | 208 °F | |||||||
| Silver-Aluminum Alloy | 562 °C | 1044 °F | |||||||
| Silver-Antimony Alloy | 485 °C | 905 °F | |||||||
| Silver-Arsenic Allo | 540 °C | 1004 °F | |||||||
| Silver-Calcium Alloy | 547 °C | 1017 °F | |||||||
| Silver-Cerium Alloy | 525 °C | 977 ° F | |||||||
| Серебряный сплав серебряной коллеги | 777 ° C | 1431 ° F | |||||||
| Silver-Germanium Alloy | 651 ° C | 903 °С964 °F | |||||||
| Silver-Lead Alloy | 304 °C | 579 °F | |||||||
| Silver-Lithium Alloy | 145 °C | 293 °F | |||||||
| Silver-Magnesium Alloy | 472 °C | 882 °F | |||||||
| Silver-Palladium Alloy | 651 °C | 1204 °F | |||||||
| Silver-Silicon Alloy | 837 °C | 1539 °F | |||||||
| Silver -Стронций сплав | 436 ° C | 817 ° F | |||||||
| Серебряный сплав | 350 ° C | 662 ° F | |||||||
| Silver-zirconium Alloy | 9099 9099|||||||||
| Silver-zirconium | 9099 9099 9099|||||||||
| Silver-zirconium | 9099 9099|||||||||
| Silver-zirconium | 9099|||||||||
| Silver-zirconium | 9099Сталь, углерод | 1425 — 1540 ° C | 2600 — 2800 ° F | ||||||
| Сталь, Maraging | 1413 ° C | 2575 ° F | |||||||
| СТАЛЕ Ф | |||||||||
| Stellite | 1180-1415 ° C | 2156-2579 ° F | |||||||
| Серебряное серебро | 893 ° C | 1640 ° F | 1604 — 1660 ° C | 2920 — 3020 ° F | |||||
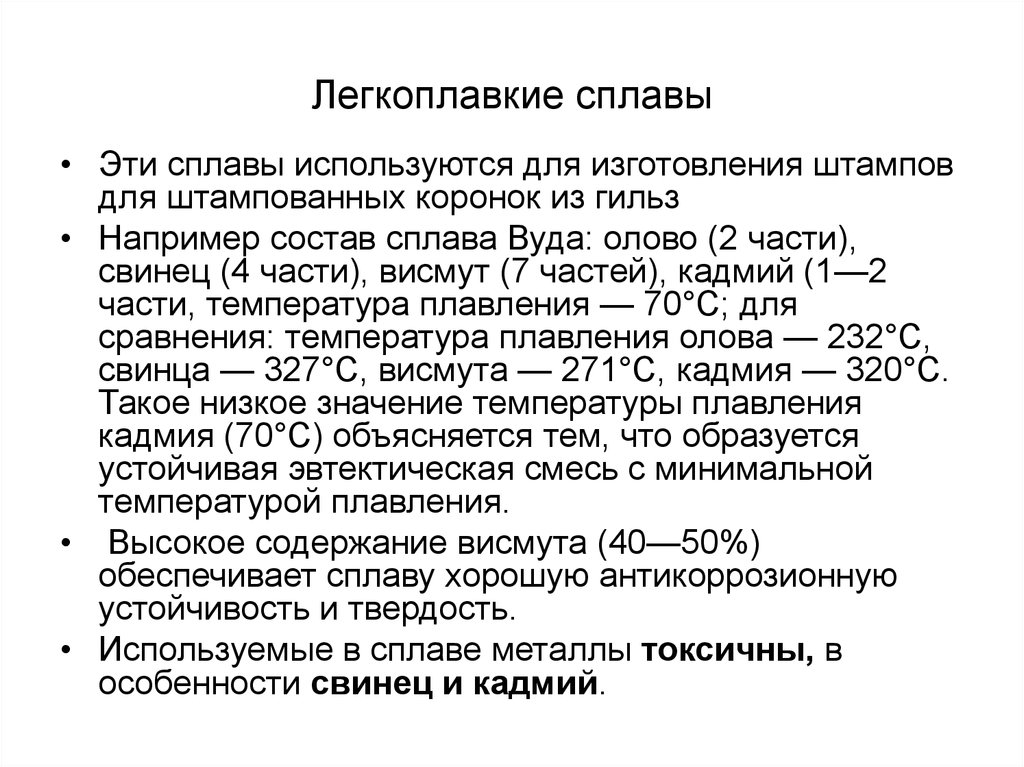
| Металл Вуд | 70 ° C | 158 ° F |

 0904-IUM-9014-IUM-9014-IUM--IUM--IUM-9014-IUM-—.
0904-IUM-9014-IUM-9014-IUM--IUM--IUM-9014-IUM-—.. Конечки Melting Points of Chemicals & Evpalts
99.
| Наименование | Температура плавления (°C) | Точка плавления (° F) | |
|---|---|---|---|
| 2 -пропанол | -89,5 ° C | -129,1 ° F | |
| АКУКАТАЯСКАЯ КИСЛОТА | 16.777777777. | ||
| . | -94 °C | -137.2 °F | |
| Agar | 85 °C | 185 °F | |
| Alcohol, ethyl (ethanol) | -114.38 °C | -173.9 °F | |
| Спирт метиловый (метанол) | -97.5 °C | -143.5 °F | |
| Ammonium | -77.65 °C | -107.77 °F | |
| Ammonium Nitrate | 169. 7 °C 7 °C | 337.46 °F | |
| Beeswax | 64 °C | 140 °F | |
| Benzene | 5.72 °C | 42.3 °F | |
| Boric Acid | 170.88 °C | 339.6 °F | |
| Canola Oil | — 10 °С | 14 °F | |
| Carbon Dioxide | -56.6 °C | -69.9 °F | |
| Carbon Monoxide | -120.6 °C | -185.08 °F | |
| Carbonic Acid | 210 ° C | 410 ° F | |
| Хлороформ | -63,4 ° C | -82,12 ° F | |
| CITRIC ACID | 153 ° C | 294.8 °F | |
| Ethlyne | -169.22 °C | -272.6 °F | |
| Ethylene Dichloride | -35.5 °C | -31.9 °F | |
| Ethylene Glycol | -12.8 ° C | 8.96 °F | |
| Fructose | 103 °C | 217. 4 °F 4 °F | |
| Glucose | 146 °C | 294.8 °F | |
| Glycerine | 17.77 °C | 64 ° Ф | |
| Hexane | -95 °C | -139 °F | |
| Hydrochloric Acid | −26 °C | -14.8 °F | |
| Hydrofluoric Acid | -83.55 °C | — 118.4 °F | |
| Hydrogen Peroxide | -0.42 °C | 31.23 °F | |
| Isopropyl Alcohol | -89 °C | -128.2 °F | |
| Kerosene | 24-25 °C | 75,2-77 °F | |
| Lauric Acid | 44 °C | 111.2 °F | |
| Methanol | -97.61 °C | -143.7 °F | |
| Nitric Acid | -42 °C | -43.6 ° F | |
| Palmitic Acid | 63 °C | 145.4 °F | |
| Paraffin | 65.6 °C | 150 °F | |
| Phosphoric Acid | 42. About the author |