Вольфрамовые электроды — экономичность и качество сварки
Редкий металл вольфрам имеет уникальную температуру плавления. Он является абсолютным лидером по тугоплавкости среди металлов, оставаясь твердым при супер высоких температурах. Эти свойства были использованы в производстве комплектующих для сварочных работ. При использовании вольфрамовых электродов на метр выполненного сварочного шва уходит менее грамма расплавленного металла. Вольфрамовые электроды используются в современных сварочных технологиях.
WolfRahm — волчьи сливки?
Открытие металла состоялось еще в 18 веке. Именно тогда он получил странное (с точки зрения перевода на русский язык) название. Причиной стало свойство металла, который встречался в сопровождении оловянных руд и мешал выплавке олова. В процессе он переводил олово в белую пену шлаков.
Несмотря на то, что металл известен уже более двух веков, его массовое использование пришлось только на начало 20 столетия. Производителям сварочной техники стало понятно, что вольфрам и сварное дело — понятия неразделимые.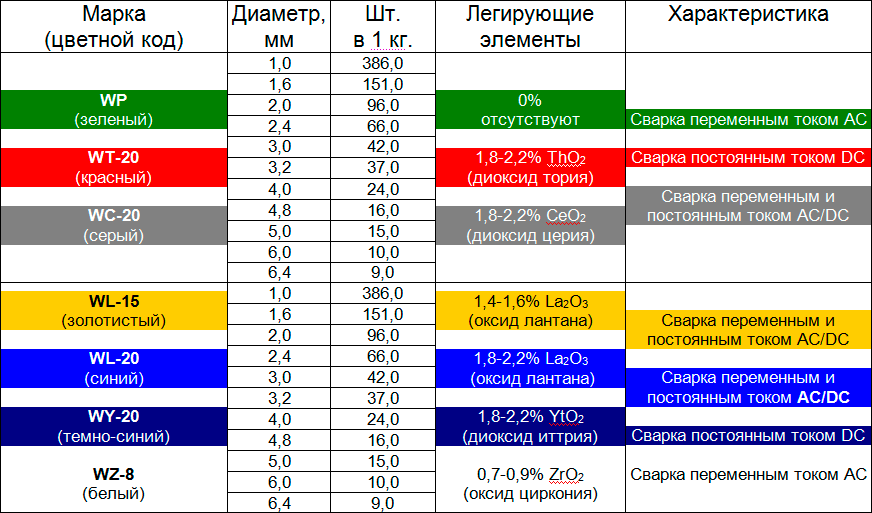 Вольфрамовые электроды из чистого металла или с добавками — незаменимы при соединении металлов, требующих особых условий. Со времени начала промышленного использования, словосочетание «вольфрамовый электрод» стало символом прорыва в технологии сварки.
Вольфрамовые электроды из чистого металла или с добавками — незаменимы при соединении металлов, требующих особых условий. Со времени начала промышленного использования, словосочетание «вольфрамовый электрод» стало символом прорыва в технологии сварки.
Лидером по запасам и добыче вольфрама является Китай, поэтому не стоит переживать, если на упаковке вольфрамовых электродов в качестве страны происхождения указывается КНР.
Условия применения
Чтобы избежать появления окислов на соединительном шве, сварка вольфрамовыми электродами производится исключительно в защитной среде — газовой. Задача газа — защитить зону сваривания металлов от кислорода и воды. Обязательное условие — газ должен быть инертным, то есть не вступать в химическую реакцию с материалом. Чаще для этих целей используют аргон, чуть реже — гелий. Могут использоваться специальные смеси газов. Причина частого применения аргона — доступность и универсальность.
Отметим, что формирование защитной газовой среды в разных сварочных системах происходит по-разному. Самая распространенная и доступная система предусматривает выброс инертного газа непосредственно из сопла горелки. Такой способ доступен для бытовых сварочных приборов. В промышленных условиях детали могут помещаться в специальные камеры, наполненные газом. Такие швы получаются максимально крепкими и качественными. Подобную технологию применяют в самолетостроении.
Самая распространенная и доступная система предусматривает выброс инертного газа непосредственно из сопла горелки. Такой способ доступен для бытовых сварочных приборов. В промышленных условиях детали могут помещаться в специальные камеры, наполненные газом. Такие швы получаются максимально крепкими и качественными. Подобную технологию применяют в самолетостроении.
Классификация и маркировка
Деление вольфрамовых электродов на классы имеет простое основание. Маркировка соответствует международному стандарту, поэтому никаких проблем с покупкой возникать не должно. Производителей может быть много, но маркировка остается типовой.
Вольфрамовые электроды для аргонодуговой сварки можно разделить на группы по типу тока, на котором можно проводить сварочные работы:
- переменная. С помощью электродов этой группы сваривают изделия из алюминия, магния, смесей и сплавов с ними. В этой группе находятся электроды из основного металла без примесей;
- постоянная. Сюда относят вольфрамовые электроды для аргонной сварки с композиционным составом;
- универсальная — может использоваться обратная полярность.


Иная, более детальная, классификация предусматривает деление на группы в зависимости от состава. Точнее — в зависимости от названия лигатуры в составе. Все они имеют особую маркировку, состоящую из букв и цифр. Начальная буква не меняется («W») и означает металл, из которого в основном состоят сварочные электроды — вольфрам. Следующая буква зависит от той легирующей добавки.
Цифровые показатели в маркировке указывают на процентное содержание лигатуры и длину самого прутка. Предусмотрена простая цветовая маркировка наконечников электродов. Достаточно знать какой именно цвет нужен для конкретных условий аргонодуговой сварки.
Марки
На рынке реализуются следующие вольфрамовые электроды, где легирующая добавка определена латинской буквой:
- P — вольфрамовые электроды без примесей — зеленые отметки. Самые первые сварочные прутки из вольфрама на рынке. Состав: 99,5 % чистого металла. Произвели переворот в технологии сварки аргоновой дугой. С их помощью стало возможным варить без прожогов такие сложные материалы, как алюминий, магний, любые металлические смеси и сплавы. Особенность — достаточно долгий розжиг сварочной дуги. Российское обозначение серии — ЭВЧ — чистый;
- C — с церием — серые. Относятся к универсальному типу вольфрамовых электродов WC20 для аргонодуговой сварки. Содержание добавки — 2 %. Относятся к универсальной группе. Устойчивы, могут использоваться в работе с капризными металлами;
- Z — с цирконием — белые. Полноценная альтернатива электродам из чистого вольфрама, но с гораздо более высокими показателями быстроты формирования дуги, ее стабильности. Это заслуга небольшой доли циркония — всего 0,8 %. Недостаток — прутки очень требовательны к чистоте сварочной ванны, малейшие погрешности могут привести к эрозии наконечника;
- L — вольфрамовые электроды с лантаном — черные (1 %), золотые (1,5 %), синие (2 %). Лигатура равномерно распределяется по длине стержня, предотвращая эрозию наконечника при недостатке силы тока. Особенность — возможность быстрого повторного розжига. Российская маркировка — ЭВЛ;
- Т — с торием — красные (2 % лигатуры). Его наличие позволяет сваривать самые капризные и тонкие металлы, не допуская прожогов. На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;
- Y — с иттрием — синие (2 %). Среди перечисленных марок иттриевые электроды — самые устойчивые. Их использование оправдано при сварке конструкций, которые должны выдерживать огромные нагрузки. Отечественное обозначение по ГОСТу — ЭВИ.
 Особенность — достаточно долгий розжиг сварочной дуги. Российское обозначение серии — ЭВЧ — чистый;
Особенность — достаточно долгий розжиг сварочной дуги. Российское обозначение серии — ЭВЧ — чистый; Его наличие позволяет сваривать самые капризные и тонкие металлы, не допуская прожогов. На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;
Его наличие позволяет сваривать самые капризные и тонкие металлы, не допуская прожогов. На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;Правила выбора
Выбирают вольфрамовые электроды, ориентируясь на:
- тип тока;
- легирующие добавки;
- диаметр стержня, влияющего на толщину будущего шва.
Вольфрамовые электроды для аргонной сварки нужно подготовить к работе. Сварщику придется предварительно заточить пруток. В этом заключается основной недостаток неплавящихся стержней и отличие от плавящихся. Последние не нуждаются в подготовке и могут использоваться сразу. Форму кончика вольфрамового электрода нужно постоянно проверять в процессе работы. Все дело заключается в потоках электронных частиц, направляющихся к кончику стержня. От интенсивности их движения зависит сила, с которой дуга давит на изделие. А от нее уже зависит равномерность проварки шва, его ровность, толщина и чистота.
Последние не нуждаются в подготовке и могут использоваться сразу. Форму кончика вольфрамового электрода нужно постоянно проверять в процессе работы. Все дело заключается в потоках электронных частиц, направляющихся к кончику стержня. От интенсивности их движения зависит сила, с которой дуга давит на изделие. А от нее уже зависит равномерность проварки шва, его ровность, толщина и чистота.
Установлены жесткие требования, соблюдение которых позволит получить ровный красивый шов без пропусков и прожогов. Предусматриваются формы:
- шарика или полусферы — для серий WP и WL;
- иглы — для всех остальных.
Имеет значение и другой показатель — высота обработки наконечника. Ее определяют с помощью математических вычислений — необходимо умножить размер диаметра прутка на константу — 2,5. При диаметре 6 см понадобится заточить пруток на высоту 15 мм. Заточку осуществляют болгаркой или точильным станком.
Еще один важный показатель, который влияет на качество сварки — угол. Правила выбора угла заточки:
Правила выбора угла заточки:
- низкий уровень тока — 10 или 20 градусов;
- невысокий уровень тока — не более 30 градусов;
- высокий — до 120 градусов.
Из опыта — самый эффективный размер — от 20 до 90 градусов. Если он менее 20 градусов — вольфрамовый электрод быстро износится и придется приобретать новый. Если угол превышает показатели в 90 градусов, появляется риск нестабильной работы дуги.
Не имеет значения состав электрода, его легирующие добавки для выбора угла заточки. Важен только уровень подаваемого тока. Неправильно выбранный угол тут же приведет к видимым проблемам: неровный или шов с непроваренными участками, быстрое изнашивание расходника.
Советы
Наилучшим вариантом для вольфрамовых электродов аргонодуговой сварки является работа на постоянном токе прямой полярности. Особое внимание необходимо уделить заточке кончика прутка. Рекомендуется уделить внимание другим моментам:
- В процессе заточки не стоит усердствовать. Материал может перегреться и стать хрупким. Дальнейшее его использование будет вряд ли возможно, он просто раскрошится;
- Важно следить за качеством подаваемого газа. Объемная доля качественного аргона достигает 99,9 %. Если его качество низкое, это сразу станет заметно по потемневшему шву. Необходимо будет провести регулировку с помощью оборудования на баллоне;
- Важно наладить оптимальную силу тока, чтобы избежать эрозии наконечника прутка. Затупление или образование большой капли приведет к недолговечности электрода, пропуску участков расплавления, сквозным прожогам материала;
- Для получения качественного шва сварку проводят справа налево. Горелка удерживается в правой руке, а присадочная проволока — в левой.
 Материал может перегреться и стать хрупким. Дальнейшее его использование будет вряд ли возможно, он просто раскрошится;
Материал может перегреться и стать хрупким. Дальнейшее его использование будет вряд ли возможно, он просто раскрошится;В ряде случаев может применяться переменный ток. Сварка аргоном на переменном токе не столь требовательна к форме кончика прутка. Здесь важно просто подготовить электрод к сварке, придав кончику полукруглую форму. А вот к поверхностям, которые потребуется сварить, сварка на переменном токе очень чувствительна. Особенно это касается алюминия. Основное условие получения ровных сварных швов без непроваренных участков — очистка и тщательное удаление жировых следов с поверхности.
Особенно это касается алюминия. Основное условие получения ровных сварных швов без непроваренных участков — очистка и тщательное удаление жировых следов с поверхности.
Используемая литература и источники:
- ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
- Cary, Howard B. & Helzer, Scott C. (2005), Modern welding technology, Upper Saddle River, New Jersey: Pearson Education
- Watkins, Arthur D. & Mizia, Ronald E, Optimizing long-term stainless steel closure weld integrity in DOE standard spent nuclear canisters, ASM International
Поделиться в социальных сетях
Расчет веса вольфрамового электрода от поставщика Авек Глобал
- каталог
- Никелевые сплавы
- Титан
- Нержавейка
- Редкие и тугоплавкие металлы
- Вольфрам
- Молибден
- Редкие металлы в прокате
- Цирконий марки
- Цирконий европейский
- Zr-700 труба, круг пруток
- Zr 700 лист, лента, проволока
- Zr 702 труба, круг пруток
- Zr 702 — лист, лента, проволока
- Zr704 — труба, лист, круг
- Цирколой-2 труба, круг пруток
- Цирколой-2 лист, лента, проволока
- Цирколой-4 труба, круг пруток
- Цирколой-4 лист, лента, проволока
- Магний марки
- Магний европейские марки
- Магний литейный
- Тантал марки
- Танталовые сплавы
- Редкие металлы
- Редкоземельные металлы
- Лантоиды
- Порошки металлические
- Бронза, медь, латунь
- Бронзовый прокат
- Бронзовый прокат Din, En
- Оловянистая бронза
- CuSn10, C90700
- CuSn12, 2. 1052
- C91700, CuSn12Ni
- CuSn12Pb, C92700
- CuSn7ZnPb, C93200
- C90500, CuSn10Zn
- Свинцовая бронза
- CuSn10Pb10, C93700
- CuSn7Pb15, C93800
- CuSn5Pb20, C94100
- Алюминиевая бронза
- C61000, CuAl8
- CuAl8Fe3, C61400
- CuAl9Ni3fe2, C95500
- CuAl9, C95300
- CuAl10Fe3, C62300
- CuAl11Fe3, C62400
- Никель алюминиевая бронза
- CuAl10Ni5Fe4, c63000
- CuAI10Fe5Ni5, c95500
- CuAl10Ni, C95800
- CuAl11Ni, C95520
- CuNi10Fe1Mn, Cw352h
- Кремнисто алюминиевая бронза
- CW301G, C64200
- Кремнистая бронза
- CuAl11Fe3, C65500
- CuSi3Fe2Zn3, C65620
- CuSi1.5, C65100
- Оловяно-свинцовая бронза
- CuSn6Zn4Pb2, c92200
- Медный прокат
- Латунный прокат ГОСТ
- Латунная труба дкрнм
- Латунная проволока
- Латунный круг
- Латунная лента
- Латунный лист
- Латунный шестигранник
- Литьё латунное
- Лс59-1, CuZn40Pb2
- Л60, CuZn40
- Л63, СuZn37, C27200
- Л68, CuZn33
- Л70, 2. 0265, СuZn30
- Л80, 2.0250, СuZn20
- Л90, СuZn10, C52400
- Л96, 2.0220, CuZn5
- Ло62-1, 2.0530, c46400
- ЛО70-1, c44300
- Ло90-1, C41000
- Лц40с, C85800
- ЛМЦ58-2, CuZn40Mn2
- ЛЖМЦ59-1-1
- ЛАЖ60-1-1
- ЛК80-3
- Латунный прокат Din, En
- Безсвинцовая латунь
- CuZn5, C21000
- CuZn10, C22000
- CuZn15, C23000
- CuZn20, C24000
- CuZn30, C26000
- CuZn33, C26800
- CuZn37, 2.0321
- CuZn40, C28000
- CuZn31Si1, 2.0490
- Адмиралтейская латунь
- CuZn28Sn1, C44300
- CuZn39Sn1, c46400
- Свинцовая латунь
- CuZn38Pb1,5, C37000
- CuZn36Pb3, C36000
- CuZn39Pb2, C37700
- CuZn39Pb3, C38500
- CuZn40Pb2, C38010
- CuZn36Pb2As, CW602N
- Алюминиевая латунь
- CuZn37Mn3Al2PbSi
- CuZn20Al2, C68700
- CuZn19Al6, C86300
- Красная латунь
- CuSn2ZnPb, C84400
- CuSn5ZnPb, C83600
- Цветные металлы
- Баббит, припой, олово
- Алюминиевый прокат
- Алюминиевый прокат Гост
- Авиаль сплав
- Ад31, AlMg0,7Si
- Ад33, AlMg1SiCu
- Магналий сплав
- Амг2, AlMg2
- Амг3, AlMg3
- Амг5, AlMg5
- Амг6, AlMg6
- Алюминиевый прокат
- В95, AlZnMgCu1. 5
- Ак4, 2618
- Ак4-1, AlCu2Mg1.5Ni
- Ак6, AlCuMg0.5
- Ак8, AlCu4SiMg
- АКЦМ
- Ам4 п
- Вак4
- Вд1, 1105
- Сва5
- Алюминий прокат Европа
- Сплав 1050
- Сплав 1100
- AlCu4SiMg, 2014, 3.1255
- AlCu6Mn, 2219
- AlMn1Cu, 3003, 3.0517
- AlMg2,5, 5052, 3.3523
- AlMg4.5Mn0.7, 5083, 3.3547
- AlMg1SiCu, 6061, 3.3214
- AlMg0.7Si, 6063, 3.3206
- AlSi1MgMn, 6082, 3.2315
- AlZn4.5Mg1.5Mn, 7005
- AlZn6CuMgZr, 7050, 3.4144
- AlZn5.5MgCu, 7075, 3.4365
- Автомобильные алюминиевые сплавы
- Сплавы алюминия с редкими металлами
- Дюраль
- Цветные металлы прокат
- Легированная сталь
- Котельная и пружинная сталь
- Пружинная и рессорная сталь
- 50ХФА, 50CrV4, 50hf
- 51ХФА, 51CrV4, 1.8159
- 55С2А, 55Si7, 1.5026
- 60Г, С60Е, 1.1221
- 60С2, 60si7, 60s2
- 60С2А, 60mnsicr4, 1.2826
- 60С2ХА, 54sicr6,1.7103
- 65, c67s, 1.1231
- 65Г, ck67, 65g
- 65С2ВА, 65Si7, 1.5028
- Котельная сталь
- 12Х1МФ, 14MoV6-3,13hmf
- 13ХФА
- 15Х1М1Ф, 15crmov5-9, 1.8521
- 15ХМ, 13CrMo4-5, 15hm
- 18Х11МНФБ, X22CrMoV12-1
- 20К, p265gh, st41k
- 30Х3МФ, 31CrMoV9, 1.8519
- Жаропрочная релаксационностойкая сталь
- 30ХМ, 25CrMo4
- 25Х1МФ, 21CrMoV5-7
- 25Х2М1Ф, 24CrMoV5-5
- 35ХМ, 34CrMo4, 1.7220
- Конструкционная сталь
- Подшипниковая сталь
- ШХ15, 100Cr6, 1.3505
- Азотируемые конструкционные стали
- 38Х2МЮА, 34CrAlMo5, 38hmj
- 40Х, 41cr4, 40h
- Цементируемая конструкционная сталь
- 12ХН2, 15CrNi6, 15hn
- 12ХН3А, 14nicr14, 12hn3a
- 15Х, 15Cr3, aisi 5115
- 18ХГ, 16MnCr5, 16hg
- 18ХГТ, 20mncr5, 18hgt
- 18Х2Н4ВА, 18CrNiMo7-6
- 18Х2Н4МА, x19nicrmo4
- 20Х, 20Cr4, 20h
- 20ХГНМ, 20NiCrMo2-2
- 20Х2Н4А, 20cr2ni4a
- Низколегированная конструкционная сталь
- 09Г2С, 13mn6, 09g2s
- 14Г2, 17mn4, p295gh
- 16ГС,15ga
- 16Г2АФ, p460n, s420n
- 17Г1С, s355j2g3, 1.0570
- 17Г1С-У, St52-3, s355j0
- 35Г2, 35s20, 1.1170
- 45Г2, 45g2
- Легированная конструкционная сталь
- 10g2, 10Г2, aisi 1513
- 12Х2Н4А, 15NiCr13
- 11SMnPb30, 1.0718, АС14
- 20Г, 20mn5, 1.1133
- 20ХН3А, aisi 4320
- 20ХМ, 24CrMo5, 1.7258
- 25ХГМ, 20CrMo5
- 30Х, aisi 5130, 30h
- 30ХГС, 30hgs
- 30ХГСА, 30hgsa
- 30ХГСН2А, 30hgsna
- 30ХН2МА, 30CrNiMo8
- 30ХН3А, 31nicr14, 1.5755
- 34ХН3МА, 36NiCrMo16
- 35ХГС, 35hgs
- 35ХГСА, 35hgsa
- АС35Г2, 36smnpb14
- 38Х2Н2МА, 34CrNiMo6
- 40ХН2МА, 34CrNiMo4
- 38ХС, 37hs
- 38ХА, 37Cr4, aisi 5135
- 38ХН3МФА, 35nicrmov12-5
- 40Г, 40Mn4, aisi 1035
- 38ХМ, 42CrMo4, 4140 — aisi
- 40ХН, 36NiCr6
- 40ХФА, aisi 4142
- 45Х, 45h, 1.7035
- 45ХН2МФА, k2425
- А40Г, 44smn28
- Инструментальные стали
- Легированная инструментальная сталь
- 5ХНВ, 56NiCrMoV7
- 5ХВ2СФ, 1.2542
- 9ХФ, 80CrV2
- 11ХФ, 115CrV3
- ХВГ, 105WCr6
- ХГС, 100CrMn6
- Валковая инструментальная сталь
- Сталь Х
- Штамповая инструментальная сталь
- 3Х3М3Ф, 32CrMoV12-28
- 3Х2В8Ф, X30WCrV9-3
- 4Х5МФС, X37CrMoV5-1
- 4Х5МФ1С, X40CrMoV5-1
- 5ХГМ, 40CrMnMo7
- 5ХНМ, 54NiCrMoV6
- 6ХС, 60MnSi4
- 6ХВ2С, 60WCrV7
- 7Х3, 55NiCrMoV6
- 9ХВГ, 100MnCrW4
- Х6ВФ, X100CrMoV5-1
- Х12, X210Cr12
- Х12М, X165CrMoV12
- Х12МФ, K110
- Х12Ф1, X155CrVMo12-1
- Быстрорежущая инструментальная сталь
- Р6М5, 1.3343
- Р6М5К5, hs6-5-2-5
- Р6М5Ф3,1.3344
- Р9М4К8, 1.3207
- Р18, 1.3355
- Углеродистая инструментальная сталь
- У10, C105W1
- 11G12, 110Г13Л, X120Mn12
- Стальная труба
- Котельная и пружинная сталь
- Сетки и соединения
- Прайс
- Компания
- Справочник
- Контакты
 1052
1052 0265, СuZn30
0265, СuZn30 5
5применение для аргоновой сварки, состав и особенности, маркировка
Прутки, выполненные из вольфрама и его сплавов, получили широкое распространение как электроды, предназначенные для получения неразъемных соединений при помощи аргоновой сварки. Их применяют для создания особо ответственных узлов, например, ёмкостей, работающих под давлением. С применением вольфрамовых электродов сваривают нержавеющие и легированные сплавы.
Применение и особенности сварки
Необходимо отметить, что применение электродов из вольфрама обеспечивать стабильность режима сварки, постоянную сварочную дугу. Эти свойства обеспечивают получение сварных швов высокого качества. Максимальную эффективность сварка этими материалами показывает в среде защитных газов. Такой вид сварочных работ применяют для соединения таких материалов, как молибден, никель и некоторых других.
Инструмент этого типа относят к неплавящимся, но в технологическом процессе его применяют одновременно с присадочной проволокой. Вольфрамовые изделия применяют для соединения металлов разного состава.
На поверхность изделий, выполненных из вольфрама и его сплавов, не наносят никакой обмазки. Присадочный материал в процессе работы сварщик подаёт отдельно, как правило, он тоже выполнен в виде прутка или проволоки.
Защиту сварочной ванны от воздействия атмосферного кислорода обеспечивает газ, который её окружает, для этих целей применяют аргон, углекислоту, гелий или из смеси.
На практике чаще всего применяют прутки длиной 175 мм, но существуют сварочные прутки и меньшей длины — от 50 до 150 мм. Диаметр применяемых материалов лежит в диапазоне от 1 до 8 мм. Выбрать необходимое изделие можно с помощью специальных таблиц.
Качество выполняемых работ, в первую очередь, обеспечивает химический состав вольфрамового сплава. Так, при их изготовлении в сплав вносят добавки следующих химических веществ: тория, циркония и ряда других. Эти присадки повышают стойкость прутков к плавлению, и, само собой, улучшают качество сварки.
Сварщик должен постоянно отслеживать состояние рабочего кончика вольфрамового прутка. Дело заключается в следующем: от формы кончика зависит работа дуги на поверхности деталей. Его форма оказывает влияние на качество сварного шва, его форму и размеры. Именно поэтому кончик изделия должен быть всегда заточен. На практике применяют правила и форму заточки, которые приемлемы для тех или иных видов работ.
Форму заточки определяет марка изделия, так WP кончик должен быть выполнен в виде сферы, на WT на конце должна быть небольшая выпуклость, а вот сварочные прутки марки WC затачивают под конус.
Размер обработки (заточки) конца прутка определяют по следующей форме — его диаметр умножают на 2,5. То есть изделие с диаметром 3 мм необходимо обрабатывать на расстоянии в 7,5 мм. Кроме того, надо учитывать и то, что в зависимости от свариваемых материалов и силы сварочного тока углы заточки должны быть разными. Несоблюдение этих правил может привести к сокращению времени эксплуатации инструмента.
Так, если кончик заправлен неравномерно, это может привести к отклонению дуги от заданного направления. Неверно подобранная ширина приведёт к такому дефекту, как непровар.
Несмотря на множество достоинств этих изделий, существует как минимум один существенный недостаток — это сложности с розжигом и поддержанием дуги.
Для устранения этого недостатка розжиг дуги выполняют за несколько шагов:
- Создают короткое замыкание на теле заготовки.
- Отвод электрода от заготовки на заранее определённое расстояние.
Для выполнения этой операции в месте сварки добавляют циркониевую присадку. Такой метод позволяет выполнить розжиг качественной дуги.
Маркировка изделий
Как и большинство подобной продукции, вольфрамовые электроды имеют классификацию, которая выполняется по применяемости. Одни, например, WP применяют для работы с алюминием, а WC для работы нержавейкой. Для того чтобы их было удобнее различать, на них наносят цветовую полосу.
Для маркировки вольфрамовых сварочных прутков применяют буквенно-цифровое обозначение. Кроме этого, квалифицируют вольфрамовые электроды для аргонодуговой сварки по цветам.
Кроме него, на поверхность прутков наносят цвета, соответствующие их марке. Обозначение электродов включает в себя описание химического состава, а также наличие добавок. В обозначении присутствует буква W, она говорит о том, что в основе химического состава лежит вольфрам. Количество добавок не превышает 0,5% от объёма.
Вторая буква показывает тип присадки, которая применяется для изготовления вольфрамовых электродов.
Так, марка WP — это вольфрамовые электроды для сварки алюминия и его сплавов. Кроме этого, металла электроды марки WP применяют для обработки магния. Изделия с маркой WZ8 содержат в себе цирконий. Их применяют для работы с бронзой, магнием, никелем и их сплавами. Изделия способны работать с большими нагрузками, в отличие от изделий другой марки. Электроды этой марки маркируют с помощью зелёного цвета.
Электрод марки WT20 содержит в своём химическом составе торий. Изделия этого типа наиболее распространены, но вместе с тем они несут определённую угрозу сварщику и людей, работающих рядом с ним. Все дело в том, что этот материал является источником радиации. Это накладывает некоторые ограничения на их применение в производстве сварочных работ. Электроды этой марки маркируют с помощью красного цвета.
Надо отметить, что стержни, содержащие торий, позволяют работать практически с любым видом материала, от обычных сталей, до никелевых или молибденовых сплавов.
К универсальным электродам относят и те, которые принадлежат марке WC 20. В их химический состав входит церий, что позволяет работать как при переменном, так и при постоянном сварочном токе. Ещё одно отличие изделий этой марки заключается в том, они обеспечивают стабильное горение дуги даже при небольшой мощности источника тока. Электроды этой марки маркируют с помощью тёмно-синего цвета.
Другими словами, вольфрамовые электроды, классификация которых была приведена выше, могут быть использованы при сварке любых сплавов.
Оборудование для сварки
Если используется электрод вольфрамовый для аргоновой сварки, необходим особый набор оборудования. Он включает:
- источник постоянного или переменного тока;
- горелки с установленным на ней неплавящимся электродом;
- ёмкости, в которые закачан инертный газ;
- рукава (шлангов) для подачи газа в рабочее пространство.
Электроды выполняют из вольфрама или его соединений. Температура его плавления составляет 3 380 градусов Цельсия, что позволяет использовать его для работы практически со всем металлами. Во время работы он не плавится, единственное, что требуется, — это выполнять заточку в соответствии с определёнными требованиями. Электрод устанавливают в горелку, при этом та часть электрода, которая не принимает участия в работе, защищается колпаком. Это необходимо для предотвращения его замыкания на массу.
На горелке установлена кнопка, которая подаёт газ и напряжение. На конце горелки установлено керамическое сопло. Из него выходит кончик электрода. К рукоятке горелки подсоединяют рукава, через которые подаётся газ.
После того как сварщик нажимает кнопку, начинается подача газа и электричества. Газ, поступающий из сопла, изолирует сварочную ванну от воздействия газов, содержащихся в атмосфере.
Преимущества и недостатки
Сварка с применением вольфрамовых электродов гарантирует получения шва без шлака. В таком шве отсутствуют поры. Сварка такого типа позволяет соединять между собой большинство известных сплавов и металлов. Кроме того, применение сварки этого типа позволяет создавать соединения со стенками разной толщины.
Сварка вольфрамовыми электродами выполняется без искр и брызг. На шве не образуется шлак, не выделяется дым, в отличие от электродов, покрытых обмазкой. Все эти факторы позволяют выполнять сварку с высокой скоростью.
Вместе с тем сварка таким материалом подразумевает то, что перед выполнением работы необходимо тщательно зачистить поверхность деталей. В противном случае получаемый шов будет обладать определёнными дефектами (непроварами, порами и пр.).
Особенности применения и маркировки вольфрамовых электродов
Особенности применения и маркировки вольфрамовых электродов
Неплавящиеся электроды используют преимущественно для плазменной резки и сварки. Также их применяют при сварке в защитном газе. В качестве неплавящихся электродов используются прутки из вольфрамовой проволоки. Поскольку вольфрам представляет собой тугоплавкий металл с температурой плавления, достигающей 4500ºС, его расход в процессе сварки незначителен. Использование вольфрамовых электродов дает возможность выполнять аргонодуговую сварку цветных металлов и разнообразных высоколегированных сталей с присадочным материалом или без него. Одновременно в процессе обеспечивается хорошая защита зоны работы инертным газом.
Особенности сварки вольфрамовыми электродами
Получение качественной сварки, в частности тонколистовых конструкций, обеспечивается точной подготовкой и сборкой кромок в специальных сварочно-сборочных приспособлениях или вручную прихватками вольфрамовым электродом.
Загрязнение у вольфрамового электрода рабочего конца снижает его стойкость (в этом случае сплав вольфрама имеет более низкую температуру плавления), что качество шва ухудшает. В связи с этим, дугу необходимо возбуждать без контакта с присадочной проволокой или основным металлом, с использованием осциллятора. Правильный выбор силы сварочного тока позволяет незначительно расходовать рабочий конец электрода и долго сохранять форму его заточки.
В большой степени качество шва в процессе сварки вольфрамовыми электродами зависит от надежности оттеснения воздуха от зоны работы. С этой целью применяют такие защитные газы, как углекислота и аргон. Их необходимый расход определяется зависимости от скорости сварки, типа сварного соединения, толщины и состава свариваемого металла. В процессе сварочных работ поток защитного газа должен надежно охватывать электрод, разогретую часть присадочного прутка и всю область сварочной ванны. При сварке на повышенных скоростях требуется усиление потока защитного газа, следовательно, увеличивается его расход.
Использование вольфрамовых электродов с различной маркировкой для разных видов сварки:
- WZ 8. Применяется для аргонодуговой сварки. При помощи вольфрамовых электродов данной марки работают с никелем, алюминием и их сплавами.
- WC 20. Использование этого электрода дает возможность сваривать высоковоспламеняющиеся металлы, титан, медь, никель, бронзу, другие сплавы.
- WL. Электроды данной марки необходимы для напыления постоянным и переменным током, плазменной сварки. Их применяют для работ постоянным и переменным током на деталях, изготовленных из высоколегированной стали.
Маркировка вольфрамовых электродов
Вольфрамовые электроды маркируются в соответствии с существующими международными стандартами. Согласно стандарту EN 26848, им присваивается буквенно-цифровое обозначение. Также все вольфрамовые электроды маркируются цветом.
Буквами обозначается состав электрода. Первая буква W – это вольфрам, вторая – оксид химического элемента, который имеется в составе определенного электрода.
Обозначение основных оксидов, входящих в состав вольфрамовых электродов (дополнительная маркировка):
- Z — оксид циркония;
- T — оксид тория;
- C — оксид церия;
- L — оксид лантана;
- P — чистый вольфрам.
Нюансы маркировки вольфрамовых электродов:
- Число, расположенное после буквенной маркировки, обозначает процент добавок. К примеру, 20 указывает на содержание в составе электрода 2% легирующего оксида.
- В некоторых случаях после процента добавок стоит еще одно число, обозначающее в мм длину вольфрамового электрода. По стандарту электроды производятся длиной 175, 150, 75 и 50 мм.
- Диаметры вольфрамовых электродов составляют от 1 до 6,4 мм.
Цветовая маркировка на вольфрамовых электродах указывает наименование и количество легирующего оксида:
Вы можете купить Вольфрамовые электроды недорого и по выгодной цене в интернет магазине ‘Сварка-Сити’. В каталоге представлены Вольфрамовые электроды с описаниями, а также подробные технические характеристики, фотографии и отзывы посетителей. Мы предлагаем Вольфрамовые электроды ведущих мировых брендов с гарантией и доставкой
Вольфрамовые электроды
Вольфрамовые электроды в последнее время стали активно использоваться на различном производстве. В основном они пригодны для аргонодуговой сварки. Такая сварка проходит в защитной среде аргона, который является газом, и сама сварка проходит с помощью неплавящегося электрода. Рассмотрим детальнее об вольфрамовых электродах в данной статье.
Сам по себе вольфрам является металлом, который характеризуется отличной тугоплавкостью, а его минимальный температурный порог для плавления начинается с 3410 градусов по Цельсию, а сама температура кипения происходит свыше 5900 градусов по Цельсию. Сравнив данные два параметра, мы можем уверенно сказать, что вольфрам является самым тугоплавким металлом из тех, что существуют вообще в природе. Его твердость просто поразительная, он сохраняет свою структуру при очень высоких температурах. Благодаря данным физическим параметрам его из него начали производить неплавящиеся электроды. Однако вольфрам в природе не лежит в готовом виде, его нужно еще специально обработать, а изначально он состоит с окисленных соединений двух химических компонентов – вольфрамита и шеелита.
Чтобы прикупить себе данные электроды, нужно быть уверенным в том, что вы получите действительно качественный продукт, который будет состоять из чистого вольфрама и он не распадется при малых температурах, что может привести к тяжелым последствиям на вашем производстве. Поэтому рекомендуется выбирать надежного поставщика сварочных вольфрамовых электродов, как таковым является интернет-магазин https://hitechsvarka.ru/catalog/svarochnye_elektrody_ok_46/. Данная компания занимается продажей сварочной и абразивной продукции. На данном рынке они уже работают больше 10 лет, то есть опыт за плечами у данных специалистов огромный и им стоит доверять. У них большой ассортимент расходных материалов, которые необходимые для проведения газосварки.
Вольфрамовые электроды отлично гарантируют вам устойчивое состояние дуги при проведении сварки на переменном токе. Вольфрамовые электроды лучше всего применять в аргоновой или в гелиевой среде, там они показывают отличные физические показатели по устойчивости.
Цветовые коды для вольфрамовых электродов Сварка TIG — EWM AG
| Идентификационный код | Масса оксида,% | Оксид | Цвет | В диапазоне |
| WP | – | – | Зеленый | Есть |
| WT 4 | 0.35 — 0,55 | Чт | Голубой | № |
| Вес 10 | 0,80 — 1,20 | Чт | Желтый | № |
| Вт 20 | 1,70 — 2,20 | Чт | Красный | № |
| Вт 30 | 2,80 — 3,20 | Чт | фиолетовый | № |
| Вес 40 | 3.80 — 4,20 | Чт | Оранжевый | № |
| WZ 3 | 0,15 — 0,50 | Zr | коричневый | № |
| WZ 8 | 0,70 — 0,90 | Zr | Белый | № |
| ЗЛ 10 | 0,90 — 1,20 | La | Черный | По запросу |
| ЗЛ 15 | 1.40–1,60 | La | Золото | Есть |
| ЗЛ 20 | 1,80 — 2,20 | La | Темно-синий | Есть |
| WC 20 | 1,80 — 2,20 | CE | Серый | Есть |
| WR 2 * | Смешанные оксиды | Благородные металлы | бирюзовый | Есть |
| E3® | Смешанные оксиды | Благородные металлы | фиолетовый | Есть |
* WR 2 еще не стандартизован
Th: торий; Zr: цирконий; La: оксид лантана; Ce: сероксид
Компания Longevity Inc
знает различные типы вольфрамовых электродов и их цветовые коды от Longevity Inc Промышленная механикаОдин из популярных видов сварки — это сварка вольфрамовым электродом в среде инертного газа (TIG), в которой используется вольфрамовые электроды для соединения различных металлов.В целом процесса, основным компонентом является вольфрамовый электрод, поскольку он обеспечивает ток, необходимый для образования дуги. Среди всех материалов электродов вольфрам предпочтителен из-за его устойчивости к высоким температурам и его твердость.
Сегодня, У сварщиков есть множество вариантов выбора вольфрамового электрода. Для изготовления это решение проще, сварщику нужно учитывать толщину основания материал, тип используемого тока, будь то переменный или постоянный, и как электроды подготовлен.Сварщикам легко подобрать подходящий, как вольфрамовый. электроды доступны в цветовой кодировке. Итак, давайте посмотрим на некоторые распространенные варианты и их коды цветов:
Чистый, зеленый
Для новичкам чистый вольфрам идеально подходит для работы с переменным током, а не с постоянным. Эти электроды на 99,5% состоят из вольфрама, что позволяет сварщикам легко выполнять сварку. В связи Судя по цвету шарикового наконечника, этот электрод обладает хорошей стабильностью дуги.
Ториед, красный
Это электрод имеет 97.3% чистого вольфрама и 1,7-2,2% оксида тория. Один из Причины, которые делают его пригодным для дуговой сварки, — это повышенный ток способность. Ключевые преимущества использования этого электрода:
- Простота использования
- Долговечность
- Низкий уровень потребления
- Результат меньше загрязнение во время процесса
Эти электроды лучше всего подходят для никелевых сплавов, нержавеющих сталей, медных сплавов и титановые сплавы.
Редкоземельный, серый
Редкоземельный вольфрамовый материал доступен с несколькими добавками, такими как гибридные комбинации оксидов или редкоземельных элементов. Рабочие характеристики электродов основаны на этих добавки. Это лучшая альтернатива торированному типу, так как у него такие же уровень эксплуатационных свойств, и они лучше всего подходят для сварки постоянным током Приложения. Они идеально подходят для сварки магниевых сплавов, медных сплавов, некоррозионных стали, алюминиевые сплавы, низколегированные стали и никелевые сплавы.
Цирконий, коричневый
Цирконий Вольфрамовый электрод содержит вольфрам чистотой 99,1% и цирконий 0,15-0,4%. Этот электрод обладает способностью сохранять скругленные кончики, поэтому он идеален для сварки на переменном токе. Сильноточная способность этого электрода устанавливает чрезвычайно стабильная дуга. Этот электрод также может выдерживать высокие токи в эффективный способ.
лантанат, золото
Эти электроды содержат 97.8% вольфрама и 1,3-1,7% лантана, и лучше всего использовать с источниками питания постоянного или постоянного тока на основе трансформатора. Несколько Характеристики, которые делают этот электрод хорошим выбором:
- Впечатляющее повторное зажигание свойства
- Отличное зажигание дуги и стабильность
- Низкая скорость выгорания
Рекламные объявления
О компании Longevity Inc Industrial Mechanical
23 контакта, 0 рекомендаций, 62 очков чести.В APSense с 7 декабря 2018 г., из Калифорнии, США.
Создано 11 дек 2018 23:14. Просмотров 260 раз.
Комментарии
Пожалуйста, войдите, прежде чем оставлять комментарии.
Вольфрамовые электроды с лучшим соотношением цены и качества — Выгодные предложения на вольфрамовые электроды от мировых продавцов вольфрамовых электродов
Отличные новости !!! Вы находитесь в нужном месте, если хотите приобрести вольфрамовые электроды.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, которые предлагают быструю доставку, надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эти вольфрамовые электроды высокого качества должны в кратчайшие сроки стать одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели вольфрамовые электроды на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в вольфрамовых электродах и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг, и предыдущие клиенты часто оставляют комментарии, описывающие свой опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести tungsten electrodes по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
WT20 Вольфрамовые электроды 1.0 1.6 2.4 Вольфрамовые электроды для сварки Red Tig 3,2 мм x 175 мм | Вольфрамовый электрод |
Состояние:
Новый
Бренд:
KOOBEN
Цвет:
Красный
Размер:
1.0 мм x 175 мм 0,040 дюйма x 7 дюймов
1,6 мм x 175 мм 1/16 дюйма x 7 дюймов
2,4 мм x 175 мм 3/32 дюйма x 7 дюймов
3,2 мм x 175 мм 1/8 дюйма x 7 дюймов
Mix — 1,0 / 1,6 / 2,4 мм x 3175 мм
Mix — 1,6 / 2,4 / 3,2 мм x 3175 мм
Mix — 1,6 / 2,4 мм x 5 175 мм
Mix — 2,4 / 3,2 / мм x 5 175 мм
Упаковка:
10 вольфрамовых электродов
Пластиковый ящик
9 вольфрамовых электродов (размер MIX)
Пластиковый ящик
Стандартный:
AWS A5.12M / A5.12: 2009 Класс EWTh-2
ISO 6848: 2004 (E) Класс WTh 20
Вы покупаете вольфрамовые электроды, соответствующие стандартам AWS и ISO. Пожалуйста, выберите нужный цвет и диаметр. В KOOBEN мы предлагаем бесплатный возврат наших вольфрамовых электродов. Если у вас есть какие-либо вопросы, свяжитесь с нами, и мы ответим в течение одного рабочего дня.
* Доставка с отслеживающим номером
* Бесплатный возврат
* Техническая поддержка на английском языке
KOOBEN — ведущая компания по производству сварочных материалов и принадлежностей.Наши качественные продукты разрабатываются и / или тестируются нашей командой, которая имеет опыт работы в сварочной отрасли более 30 лет. Базируясь в Пекине, у нас есть 4 производственных предприятия в Китае и 1 филиал в США. Мы гордимся тем, что имеем сертификат ISO 9001.
| Номера деталей : Вольфрамовые электроды | |||
|---|---|---|---|
| Вольфрамовый электрод Gold Plus (WL15), 1.0 мм (Lathanated) Pk 10 Gold | 0151574050 | ||
| Вольфрамовый электрод Gold Plus (WL15), 1,6 мм (латанированный), уп.10 Gold | 0151574051 | ||
| Вольфрамовый электрод Gold Plus (WL15), 2,4 мм (латанированный) Pk 10 Gold | 0151574052 | ||
| Вольфрамовый электрод Gold Plus (WL15), 3,2 мм (LAthanated) Pk 10 Gold | 0151574053 | ||
| Вольфрамовый электрод Gold Plus (WL15), 4,0 мм (латанированный) Pk 10 Gold | 0151574054 | ||
| Вольфрамовый электрод Gold Plus (WL15), 4.8 мм (латанат.) Pk 10 Gold | 0151574055 | ||
| Вольфрамовый электрод W Pure, 1,0 мм Pk 10 Green | 0151574008 | ||
| Вольфрамовый электрод W Pure, 1,6 мм Pk 10 Green | 0151574009 | ||
| Вольфрамовый электрод W Pure, 2,4 мм Pk 10 Green | 0151574010 | ||
| Вольфрамовый электрод W Pure, 3,2 мм Pk 10 Green | 0151574011 | ||
| Вольфрамовый электрод W Pure, 4.0 мм Pk 10 зеленый | 0151574012 | ||
| Вольфрамовый электрод WC20, 1,0 мм (Ceriated) Pk 10 Серый | 0151574036 | ||
| Электрод вольфрамовый WC20, 1,6 мм (Ceriated) Pk 10 Серый | 0151574037 | ||
| Вольфрамовый электрод WC20, 2,4 мм (Ceriated) Pk 10 Серый | 0151574038 | ||
| Вольфрамовый электрод WC20, 3,2 мм (Ceriated) Pk 10 Серый | 0151574039 | ||
| Вольфрамовый электрод WC20, 4.0 мм (Ceriated) Pk 10 Серый | 0151574040 | ||
| W Pure 1.0×150 мм Pk 10 Зеленый | 0151574208 | ||
| W Pure 1.6×150 мм Pk 10 Зеленый | 0151574209 | ||
| W Pure 2.0×150 мм Pk 10 Зеленый | 0151574245 | ||
| W Pure 2,4×150 мм Pk 10 Зеленый | 0151574210 | ||
| W Pure 3,2×150 мм Pk 10 Зеленый | 0151574211 | ||
| W Чистый 4.0x150mm Pk 10 Зеленый | 0151574212 | ||
| WC20 1.0×150 мм (Ceriated) Pk 10 Серый | 0151574236 | ||
| WC20 1,6×150 мм (Ceriated) Pk 10 Серый | 0151574237 | ||
| WC20 2,0×150 мм (Ceriated) Pk 10 Серый | 0151574242 | ||
| WC20 2,4×150 мм (Ceriated) Pk 10 Серый | 0151574238 | ||
| WC20 3,2×150 мм (Ceriated) Pk 10 Серый | 0151574239 | ||
| WC20 4.0×150 мм (Ceriated) Pk 10 серый | 0151574240 | ||
Применение торированных вольфрамовых электродов
Введение
Вольфрамовые электроды используются при дуговой сварке вольфрамовым инертным газом (TIG) или при плазменной сварке. В обоих процессах электрод, дуга и сварочная ванна защищены от атмосферного загрязнения инертным газом. Вольфрамовый электрод используется потому, что он может выдерживать очень высокие температуры с минимальным плавлением или эрозией.Электроды изготавливаются методом порошковой металлургии и формуются по размеру после спекания.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .
Сварочные электродыTIG обычно содержат небольшие количества других оксидов металлов, которые могут иметь следующие преимущества: —
- для облегчения зажигания дуги
- повысить стабильность дуги
- улучшить токовую нагрузку стержня.
- снизить риск загрязнения сварных швов
- увеличить срок службы электрода
В основном используются оксиды циркония, тория, лантана, иттрия или церия.Добавки обычно составляют от 1% до 4%. Все эти оксиды значительно улучшают зажигание дуги, особенно при сварке постоянным током (DC). Оксид тория (торий) использовался в течение многих лет и был признан эффективным с точки зрения длительного срока службы и термической эффективности. Оксид циркония (диоксид циркония) обычно используется для сварки TIG на переменном токе (AC), обычно для сварки алюминия.
Опасности
Торий (Th) слабо радиоактивен с длительным периодом полураспада и испускает в основном альфа (α) частицы, но иногда излучается бета (β) и гамма (γ) излучение.Альфа-частицы не могут проникнуть через кожу или даже бумагу. Однако они вредны, если попадают внутрь пищеварительного тракта или в легкие, где действуют как канцероген.
Оксид тория, таким образом, является радиоактивным материалом с низким уровнем активности, который может вызывать как небольшую внешнюю радиационную опасность, так и внутреннюю опасность при проглатывании или вдыхании. Оценка внешней опасности для сварщика, держащего электрод в течение всего года, составляет очень небольшую долю от максимально допустимой дозы облучения, и делается вывод о том, что внешняя радиационная опасность, вероятно, будет незначительной.
При образовании дуги выброса радиоактивного материала почти не происходит. Однако для достижения максимальной стабильности дуги кончик электрода перед использованием шлифуется до конической формы. Эта форма сохраняется во время использования путем регулярной переточки. В процессе измельчения могут образовываться частицы вольфрама с торием на поверхности. Именно эти частицы пыли создают основную опасность, поскольку их можно вдохнуть, а торий может выделять альфа-частицы с поверхности.
При рассмотрении измерений отбора проб воздуха, выполненных во время измельчения, был сделан вывод, что во время измельчения концентрации в воздухе могут приближаться или даже превышать концентрации, при которых необходимо рассмотреть вопрос об обозначении зоны как контролируемой зоны, как это определено Правилами об ионизирующем излучении 1999 г.
Однако риск рака у сварщиков TIG из-за воздействия тория очень низок, поскольку время воздействия на людей неизменно невелико. По оценкам Датского института сварки, из 1200 сварщиков TIG, работающих полный рабочий день, заболеваемость раком составляет 0–3 балла в течение тридцати лет работы. Хотя эта цифра считается приемлемой, Датский институт сварки рекомендовал прекратить использование торированного вольфрама в Дании, поскольку доступны нерадиоактивные альтернативы.
Безопасные условия труда
Хранилище
Рекомендуется хранить торированные электроды в стальных ящиках, четко обозначенных радиационным трилистником.Хранение в закрытых ящиках не представляет серьезной опасности при обращении и хранении.
Сварщики могут безопасно обращаться с небольшими количествами (запас на 1 день) электродов без каких-либо специальных мер предосторожности.
Подготовка / шлифование
Измельчение представляет наибольшую опасность, так как открытая площадь вольфрама / тория значительно увеличивается и в атмосферу выбрасываются мелкие частицы потенциально радиоактивной пыли.
Рекомендуется использовать специальный точильный камень с местным пылеудалением и носить простую фильтрующую маску, если количество используемых электродов не очень мало (менее 20 в год).Если на шлифовальном круге нет защитного экрана, следует надевать защитные очки. Отвод воздуха из точильного камня должен быть организован таким образом, чтобы частицы помещались в прочный одноразовый мешок.
Чтобы минимизировать выбросы в атмосферу, необходимо использовать безопасный метод сбора и обращения с пылью из сборника (например, ее можно поместить в запечатанный бумажный / пластиковый пакет).
Зона вокруг шлифовальных кругов должна ежедневно очищаться пылесосом для удаления частиц пыли.Если высокоэффективный пылесос недоступен, тогда материал следует увлажнить, чтобы минимизировать количество пыли.
Рабочих следует поощрять мыть руки перед использованием туалета и перед перерывами в работе, и по этой причине помещения для мытья рук должны находиться рядом с рабочими зонами.
Сварка
Некоторое испарение вольфрама действительно происходит во время сварки, но это очень небольшое количество, и соответствующий уровень радиоактивности чрезвычайно низок.Никаких особых мер предосторожности не требуется.
Однако, как и при шлифовании торированных вольфрамовых электродов, ношение средств защиты рта, носа и глаз во время сварки еще больше снизит риск загрязнения.
Альтернативы торированному вольфраму
Оксиды лантана, церия, иттрия и циркония могут использоваться с вольфрамом. Хотя все они незначительно радиоактивны, риск даже ниже, чем с торием, поэтому никаких особых мер предосторожности не требуется. Общее мнение пользователей состоит в том, что церированный или лантановый вольфрам являются приемлемой альтернативой торированному вольфраму, особенно при постоянном токе, в то время как циркониевый вольфрам предпочтителен для сварки переменным током.Между различными альтернативами есть очень незначительные различия в напряжениях дуги, необходимых для равных токов. Следует рассмотреть вопрос об обосновании использования торированных вольфрамовых электродов по сравнению с другими подходящими альтернативами.
Официальные инструкции
Комиссия VIII Международного института сварки, здоровья и безопасности заявляет, что нет никаких особых опасностей при хранении, обращении или сварке, но на точильном камне следует использовать оборудование для удаления пыли, а во время шлифования оператор должен носить средства защиты органов дыхания.Это отражено в Руководстве по охране здоровья и безопасности HS (6) 53 Выбор, использование и техническое обслуживание средств защиты органов дыхания.
В Великобритании использование торированных вольфрамовых электродов регулируется Правилами об ионизирующем излучении 1999 года. Воздействие должно быть минимальным, насколько это практически осуществимо, и руководящие принципы в предыдущих разделах предназначены для этого.
Требуются местные правила и надлежащий надзор. Работодатель должен назначить инспектора по радиационной защите (RPS), который должен отвечать за
- Осуществление и контроль всех процедур по охране здоровья и безопасности при хранении, измельчении, использовании и утилизации торированных вольфрамовых электродов и всех побочных продуктов.
- Ведение учета количества торированного вольфрама на складе и количества электродов, выданных каждому сварщику.
- Инструктаж сварщиков по правильному использованию и шлифовке. Эти процедуры должны быть в форме письменных инструкций в дополнение к устным презентациям. Сварщики должны знать название РПС.
- Контроль для проверки того, что сварщики правильно выполняют процедуры шлифования, и что система пылеудаления работает эффективно.
Рекомендуемая литература
- Правила по ионизирующим излучениям, 1999 г. L121 Утвержденный свод правил и рекомендаций.
- Положения 2002 года о контроле за веществами, опасными для здоровья (COSHH) — Утвержденный свод правил и руководящих указаний L5.
- HSE Guidance note HS (G) 53 Средства защиты органов дыхания на работе.
- Информационный документ HSE: Хранение и использование торированного вольфрама 564/6.
- «Дуговый сварщик за работой», проспект Ассоциации производителей сварочной техники №236
- BS EN ISO 6848: 2004 Дуговая сварка и резка. Неплавящиеся вольфрамовые электроды.
- BS EN 1011-4: Сварка — Рекомендации по сварке металлических материалов. Часть 4: Дуговая сварка алюминия и алюминиевых сплавов.
- ANSI / AWS A5.