Сварка чугуна инвертором: основные методы
Чугун — сплав металла, который очень плохо варится. Причина кроется в углероде, из которого он состоит. Обычно углерод имеет вид графита или представляет собой карбид железа. Однако были найдены различные способы, при которых появилась возможность проводить сварочные работы с чугуном.

Конструкция сварочного инвертора.
В большинстве случаев сварка чугуна требуется при ремонте лопнувших чугунных деталей, когда необходимо избавиться от трещин и различных дефектов, которые возникают в процессе работы или во время литья.
Сложности сварочного процесса связаны с невысокой пластичностью чугуна. Это приводит к возникновению трещин, когда происходит усадка сварочного шва. Большие помехи создает сварочному процессу соединение кислорода и углерода, появляется окись углерода. Из-за него шов становится очень пористым. Сварка чугуна инвертором помогает решить очень многие проблемы.
Варить чугун можно самыми разными способами. Каждый из них обладает индивидуальными положительными свойствами. Основным параметром при выборе способа сварки является полученное качество сварки. Для деталей с мягким швом проводится сварка чугуна определенным видом сварки. Когда необходимо получить высокую твердость свариваемой поверхности, применяются совершенно другие материалы, чтобы варить чугунные детали.
Схема горячей сварки чугуна.
Сварка чугуна подразделяется на два вида:
- холодная;
- горячая.
Горячий вид применяется на предприятиях, которые имеют возможность нагреть чугунные изделия. Сварка чугуна при высоких температурах позволяет получить высокое качество шва. В бытовых условиях, небольших ремонтных мастерских горячую сварку использовать невозможно. Ее заменяет дуговая сварка.
Этот вид сварки не может существовать без применения электродов, которым нужен самый разный ток. Один электрод может работать только с переменным током, другой — только при подаче постоянного тока. Возникает вопрос: как варить чугун при таких обстоятельствах? С этой целью очень удобно использовать сварочный инвертор. Это устройство может превратить входящий ток в тот, который необходим конкретному электроду.
Сварка чугуна с помощью инвертора проводится с нагревом свариваемого участка и с последующим охлаждением. Когда невозможно нагреть деталь, сварку проводят без нее.
Типы электродов для работ
Таблица электродов для сварки.
- Прутки чугуна, имеющие тонкое покрытие. Ими можно варить чугун при подаче любого вида тока. Пруток покрывается специальным составом, в котором содержится очень много углерода. Сварочная дуга при этом работает намного стабильнее.
- Металлические стержни, покрытые слоем графита. Стоимость таких электродов невысока, но хромает качество сварочного шва. Наплавка металла получается неоднородной, очень сложно обрабатывать шов. Этими электродами сваривают только небольшие трещины декоративного литья.
- Стержни, имеющие медную основу. Сварочный шов состоит из сплава меди, углерода и железа. Высокое качество имеют маленькие швы, длина которых не превышает 6 см. Для такого метода требуется проводить после каждого прохода обязательную проковку шва. Этот способ не используется в местах, где нет свободного подхода.
- Стержень с никелевой основой. Этот вид позволяет получить отличный прочный шов, который можно обрабатывать. Такому шву также требуется проковка, но ее можно проводить без особых сложностей. Один-единственный минус есть у этого вида — они очень дорого стоят. Поэтому их продают в виде сплава железа, никеля и меди.
Сварка чугуна — это достаточно сложный процесс. Для него необходим точный выбор сварочного аппарата и соответствующих электродов.
Идеальным вариантом является метод, когда чугун прогревается перед сваркой и охлаждается после нее.
В результате получается очень надежный сварочный шов. Ручная дуговая сварка проводится с использованием сварочного инвертора. При этом применяются электроды, обрабатывающие зону шва.
Необходимый тип элемента во многом зависит от вида сварки. Правильно подобранный электрод позволяет быстро и с высоким качеством провести сварку чугуна. В результате получается шов высокого качества.
Основные методы сварки
Классификация способов сварки.
Когда применяется горячий метод, выполняется равномерный нагрев детали. Охлаждение шва должно быть медленным. При таком технологическом процессе происходит графитизация металла, не наблюдается отбеливание.
Полугорячий метод требует несколько иного подхода. В сварочную зону поступают графитизирующие вещества, при этом изделие нагревается до температуры, равной 450 градусам. Все зависит от сложности детали. Такой подход позволяет проводить замедленное охлаждение. Улучшаются условия для выделения графита. Чтобы провести подогрев, применяют газовое пламя.
Когда применяется холодный метод, подогрев детали не осуществляется. Сварка чугуна таким холодным способом подразделяется на несколько видов:
- стальными электродами;
- специальными электродами с покрытием из цветных сплавов;
- чугунными электродами.
Применение сварки всегда очень трудоемкое и сложное дело. Однако ее используют не только в металлургической промышленности, она нашла себе применение и в строении судов. В данном случае применяется угольный электрод, электрод из стали, газовый аппарат.
Варианты сварных соединений.
Для каждого металлургического процесса требуется конкретный способ сварки. Метод, которым будет пользоваться сварщик, зависит от вида шва и температуры детали. Чугун — это особый металл, имеющий собственные технологические показатели и особые свойства. Ему требуется особый подход, работа с ним должна выполняться с точным соблюдением технологии его обработки.
Техническая промышленность использует сегодня самые разные виды материалов. К каждому из них требуется индивидуальный подход. Эти материалы обладают высокой стойкостью. У них очень большой коэффициент прочности. Эти свойства позволяют работать с такими деталями без каких-либо их повреждений.
За счет добавления магния получается новый модифицированный материал. Его применяют при изготовлении деталей, у которых должна быть повышенная прочность. Данные изделия рассчитаны на длительную эксплуатацию.
Чем лучше проводить сварку чугуна?
Неплавящиеся электроды
Сварка чугуна в домашних условиях.
Чтобы варить чугун, разрешается использовать любые типы неплавящихся электродов:
- графитовый;
- вольфрамовый;
- угольный.
Присадкой для них являются чугунные стержни, особые присадочные прутки, состоящие из различных цветных металлов. Сварочную зону защищает флюс, в состав которого входит бура, иногда используют инертный аргон. Самой распространенной и популярной сегодня стала сварка типа AC TIG. Процесс происходит с использованием вольфрамового электрода, при подаче переменного тока. Защитной средой становится аргон и добавочные присадки из никеля.
Чугунные электроды
Особый материал, позволяющий исправить недостатки чугунного литья. Этот тип электродов создан из круглых прутков, которые покрыты особой обмазкой, состоящей из самого разного материала. В нее входит:
Холодная сварка давлением.
- мел;
- графит;
- полевой шпат;
- ферромарганец.
В некоторых случаях добавляют термит, который замедляет остывание сварочного шва. Сварочный процесс проходит при подаче постоянного тока, но допускается и использование переменного. Величина сварочного тока зависит от диаметра электрода. Чем больше диаметр, тем больше ток.
Холодная сварка чугунными электродами не дает однородности шва. Очень сложно получить скорость охлаждения сварочного шва и его околошовной зоны, без отбеливания. Поэтому такой вид сварки применяется очень редко. Намного лучше получается качество шва, когда детали подогреваются до температуры 300°C, иными словами, во время полугорячей сварки.
Особые электроды, предназначенные для проведения холодной сварки
Чтобы получить надежный сварочный шов способом холодной сварки, требуется применить специальные электроды с содержанием особых добавок никеля и сплавов меди. Железо образует вместе с никелем состав, который не реагирует с углеродом. Это позволяет избавиться от сектора отбеленного чугуна. Полученный наплавленный металл легко обрабатывается, так как он имеет низкую твердость. В полученном сварочном шве не возникают трещины, не образуются поры.
Медь тоже не реагирует с углеродом, однако она не образует общий раствор с железом. По этой причине наплавление может получиться неоднородным, в его состав может входить высокоуглеродистое железо, имеющее высокую твердость.
moyasvarka.ru
Проведение сварки чугуна инвертором в домашних условиях: как пользоваться обычными электродами
Чугун в бытовых условиях применяют очень часто: начиная с батарей и других элементов сантехники, заканчивая компонентами заборов, запчастями машин, станков, коллекторов, промышленного оборудования. Сложности возникают, когда дело доходит до варки этого металла. Сварка чугуна электродами — задача непростая. Если при обработке других видов стали не требуется особой подготовки, то наварить швы на чугунные детали без навыков невозможно.
Содержание материала
Особенности работы с чугуном
Рабочие со стажем определят свариваемость металла всего лишь по единому разрезу. Если структура является мелкодисперсной, а оттенок близок к серому, то такой чугун сваривать намного проще, чем темные крупнозернистые породы. Если говорить о соединении деталей, находящихся длительное время в масле, или тех, что постоянно подвергались окислениям в воде, грунте либо других средах, то такие сварочные материалы не являются подходящими. Следует принимать во внимание, что чугун принадлежит к материалам с ограниченной свариваемостью, и учитывать ряд его особенностей:
- металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;
- при несоблюдении температурных режимов и перекаливании металла углерод выгорит, образуются поры;
- отсутствие необходимой температуры и минимальная пластичность — главные причины напряжений в местах соединения швов;
- расплавленным чугуном могут создаваться окислы с температурой плавления выше, чем у исходного материала.
Главный недостаток, с которым сталкиваются молодые мастера, — когда детали остывают, в местах сварки образовываются трещинки. Предотвратить такие последствия возможно только при строгом соблюдении технологии холодного сваривания.
Технологии соединения деталей
Существует три широко известные методики соединения чугунных деталей. Речь идет о таких работах:
Также рекомендуем прочитать:
- Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.
- Полухолодное сваривание. От первого способа отличается только температурой нагрева. В этом случае температура нагрева изделий не должна превышать 350 градусов.
- Холодная сварка. Нагрев заготовок исключается, но в пределах технологии есть многочисленные нюансы, без которых нельзя получить шов высокого качества. Сварка чугуна электродом в домашних условиях инвертором выполняется именно таким методом.
Как подготовить материал
Чугуну требуется предварительная подготовка перед началом сваривания. Сначала нужные места защищают, используя болгарку с кругом в виде лепестка либо другие подходящие насадки. Верхний слой защищают до уровня не окисленного металла, обезжиривая бензином или растворителем. Если нужно избавиться от трещин, металл чистят, пока не покажутся их окончания, строго в тех точках насверливают отверстия с диаметром 10 мм.
Говоря о том, как сварить чугунные детали, стоит выделить и некоторые особенности подготовительного этапа:
 Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.
Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.- Проведение разделки кромок. Нельзя допускать острых краев в местах сопряжений металла, их следует сделать сферическими.
- Нужно пользоваться специальными электродами. Давая ответ на вопрос относительно того, как заварить чугун обычным электродом, нужно отметить, что это практически нереально. Специалисты советуют приобретать присадки, среди компонентов которых хром, медь, никель и другие лигатуры, упрощающие наплавление на чугун аргоном.
 Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.
Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.Сварочный процесс
После ознакомления с этапом предварительной подготовки сварки чугуна в домашних условиях необходимо должное внимание уделить описанию основных технологических моментов:
- придерживаться обратной полярности при подключении;
- выставлять мощность на минимум для заданной толщины электродов;
- один непрерывный шов может иметь длину до 50 мм;
- необходимо делать частые перерывы для исключения перегрева стали;
- первые и последние слои при многослойной варке обязательно подковывают молотком с незначительным усилием.
 придерживаться обратной полярности при подключении;
придерживаться обратной полярности при подключении;Итак, главные моменты рассмотрены, остается понять, как варить чугун инвертором. Есть два способа.
Применение шпилек и многослойности
После завершения фиксации шпилек можно приступать непосредственно к наварке швов полуавтоматом. Вокруг каждой из них послойно кладется металл, из которого и формируются заплатки. Не допускать нагрева свыше 80 градусов можно, придерживаясь шахматного порядка или выполняя действия по очереди с противоположных сторон изделий.
Завершающий момент для такого рода сварочных работ — нанесение верхнего соединительного шва из нержавеющей проволоки, предназначение которого — прочное объединение наваренной стали в пространстве, полученном вокруг шпилек.
Сначала следует убедиться в том, насколько правильно созданы фаски. После этого посредством специального электрода, выдерживая оптимальный температурный режим, начинают аккуратно наплавлять первый слой электросваркой. Он будет главным и определит качество дальнейших работ. Каждый из слоев еще в горячем состоянии должен тщательно проковываться молотком. Когда есть свободный доступ к обратной стороне изделий, то после нанесения первого слоя его нужно перевернуть, наплавить такой же шов, после чего завершить многослойную варку сверху, а потом снизу. После проковки швов поверхность поддается шлифовке.
pochini.guru
Сварка чугуна электродом в домашних условиях инвертором
С помощью инвертора или аппарата на постоянном токе можно успешно провести сварку чугуна электродом в домашних условиях. Нужно правильно подобрать инструменты и проводить процедуру без перегрева отдельных участков материала. Перед началом манипуляций с основным изделием следует потренироваться на черновом железе.
Чугунные изделия широко применяются в промышленности и быту. Для частного использования из них изготавливают сантехнику, элементы ограждений, запчасти к автомобилям. Активная эксплуатация сплава приводит к необходимости проведения сварочных действий.
Особенности чугуна
Работа с чугуном имеет некоторые тонкости. Для качественной сварки потребуются правильные электроды. Нужно знать особенности металла.
Чугун — это сплав железа и углерода, последнего содержится не более 2,14%. Он включает также определенные добавки и примеси. При электросварке углерод способен кристаллизоваться, поэтому данный вид стали при обработке становится хрупким. Это влияет на качество сварного соединения.

Характеристика чугуна
Проблемы при сварке чугуна электродом возникают по следующим причинам:
- материал склонен к появлению трещин и пор;
- образуются каленые структуры, удалить которые с поверхности непросто;
- тонкий металл при перегреве может рассыпаться;
- быстро затупляется режущий железо инструмент;
- белый сорт, твердый, хрупкий, не реагирует на обработку, его можно лишь шлифовать;
- мягкий (ковкий) металл хорошо поддается обработке.
Для сварки применяют серый чугун. Он вязкий, пластичный, помимо 3,2—3,5% углерода имеет в составе серу, кремний, марганец, фосфор.

Особенности сварки чугуна
При обработке железа важно знать некоторые технологические особенности:
- при варке инвертором нельзя нагревать материал до температуры выше 80°C, исключить перегрев помогут периодические перерывы в процессе сварки;
- соблюдение обратной полярности.
Подготовительный этап перед проведением сварки
Для получения качественного соединения необходимо основательно подготовиться к проведению сварочных работ. Нужно внимательно выполнить следующие предварительные действия:
Подготовка металла под сварку
- болгаркой с лепестковым кругом очистить элементы от загрязнений и пыли;
- обезжирить конструкцию растворителем;
- при манипуляциях с тонким металлом оборудовать место работы подкладками для отведения тепла;
- перед варкой толстого материала напильником или болгаркой произвести разделку кромок;
- трещины засверлить по краям и разделать по длине или вырезать трещины и закруглить концы;
- перед горячей сваркой изделие нужно нагреть с помощью печи, газовой горелки или паяльника.
Для работы подойдут проводящие ток стержни, содержащие медь или никель (ОЗЖН-1, ОЗЧ-2,3, 4,6, МНЧ-2 и другие).
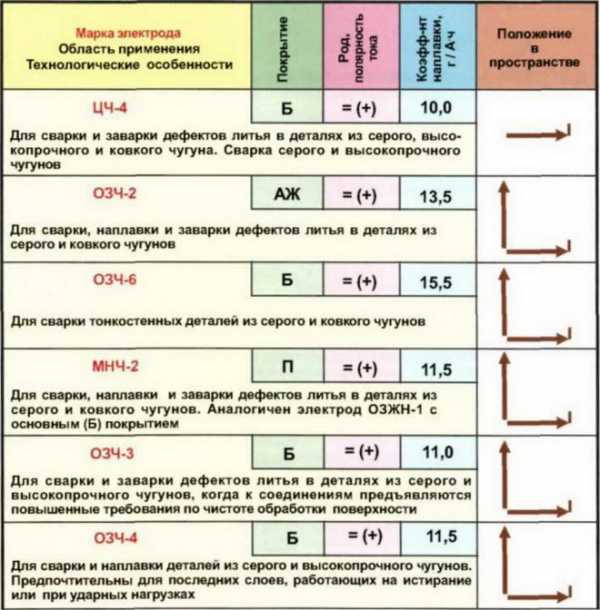
Характеристика марок электродов
Технологический процесс варки чугуна в домашних условиях
Для правильной сварки чугуна электродом в домашних условиях следует соблюдать требования к подготовке изделий и ведению сварного шва:
Сварка чугуна — схема
- При работе с толстым материалом выполняется разделка кромок под углом 45°. Это делается с помощью болгарки или точильного станка.
- Графитовое основание размещают под материалом толщиной 3 мм и менее. Это предотвратит вытекание расплавленного металла с обратной стороны.
- Очищают поверхности от грязи, разогревают его паяльником или иным методом.
- При достижении необходимой температуры начинают варить чугун. Ставятся прихватки, фиксирующие конструкцию (кроме заварки швов и раковин). Их число должно быть больше на 20%, чем при работе с малоуглеродистой сталью.
- Шов делают быстро, избегая колебаний электродом. Для соединений более 10 см он ведется с разных сторон в несколько заходов. Благодаря этому все части изделия прогреваются равномерно.
- Толстые пластины требуют многопроходных швов. Второй и последующие слои делаются при колебании электродом. Так границы шва расширяются, чугун прочнее связывается.
- Каждый проход завершается отделением шлака. Это предупреждает непровары, позволяет перекрыть поры нижнего шва.
- Закончив работу, материал присыпают песком или углем и дают остыть.

Горячая сварка чугуна — этапы
Иногда качественную сцепку шва производят при помощи металлических шпилек с резьбой. Они вкручиваются в кромки изделия и должны иметь диаметр до 40% от толщины рабочего материала. Их требуемое количество вставляют в обрабатываемую поверхность в шахматном порядке. Такое расположение исключает перегрев изделия. Они усиливают сварное соединение, снижают содержание в нем углерода.
Вокруг каждой шпильки металл наплавляют послойно. Затем заваривается пространство между нетронутыми креплениями. Выполняют один соединительный шов или несколько.
Способы сварки
Сваривание чугунных сталей производится одним из трех способов:

Горячий и холодный способ сварки
- Горячим. Перед соединением детали прогревают до 600—650°C. Для домашних условий данный метод не подходит. Он требует наличия специального нагревательного аппарата, знания нюансов взаимодействия с нагретым металлом.
- Полугорячим. Аналогичен предыдущему способу, но температура нагрева составляет 300—350°C.
- Холодным. Рабочие поверхности не нагревают. Данный метод применяют в домашних условиях.
В быту применяется методика сваривания чугунных сталей с использованием газа. При этом получают более прочный соединительный стык. Технология подходит для проваривания металла на незначительную глубину.
На качество шва влияют некоторые моменты:
Влияние режима сварки на форму шва
- подаваемое на проводящий ток стержень напряжение;
- опыт сварщика, т. е. его умение накладывать на железо расплавляемый электрод;
- сила тока, идущего через проводник;
- скорость прохождения электрода по свариваемым элементам.
Для работы идеально подойдет напряжение 25—30 В при силе тока не менее 150 А. За час проводной стержень должен проходить не более 12 метров. Для этого необходима сварная проволока толщиной до 1 мм.
Сваривание чугунных сталей может производиться нержавеющим электродом. Ее осуществляют в среде инертного газа. Метод применяют при ремонте канализационных труб или автомобильных элементов. Его используют для соединения металлов разной природы.
Соблюдение мер безопасности
Сварка чугуна электродом в бытовых условиях требует соблюдения следующих норм безопасности:
Средства индивидуальной защиты сварщика
- помещение для проведения работ должно иметь освещение и вентиляцию;
- необходимо использовать заземление;
- чугун нельзя быстро охлаждать, поэтому его поверхность нужно защитить от влаги;
- исполнитель обязательно использует СИЗ (средства индивидуальной защиты).
Заварить чугунное изделие в домашних условиях несложно при знании основ работы, соблюдении всех технологических нюансов процесса.
Видео по теме: Мастер-класс по сварке чугуна электродами
specnavigator.ru
Сварка чугуна в домашних условиях инвертором: технология и маркировка электродов
Выполнение сварочных работ с металлом не вызывает особых трудностей. А вот когда дело касается сварки чугуна, то с этой задачей может справиться не каждый, особенно если за дело берется любитель.
В данном случае необходимо строго соблюдать технологию подготовки и сварки, иначе материал можно перепалить, что сделает его хрупким или приведет к другим проблемам. Давайте рассмотрим процесс сварки более подробно.
Особенности материала
Чугун представляет собой железоуглеродистый сплав, с содержанием углерода 2.14 процента.
Данный материал характеризуется рядом свойств, затрудняющих процесс сваривания, а именно:
- формирование трещин и пор;
- образование каленых структур вследствие обработки;
- тонкие заготовки рассыпаются от перегрева.
В зависимости от состава, материал разделяется на белый и серый. Первые особенно трудно поддаются свариванию из-за своей хрупкости и твердости. С серыми работать значительно легче. Они более податливы обработке.
Мастера, имеющие значительный опыт работы и знающие, как сварить чугун, способны даже по разрезу определить его свариваемость. Мелкодисперсная структура металла является более приближенной к серому. Это значит, что работать с ней легче, чем с материалом имеющим в своем разрезе крупные зерна.
Длительное нахождение материала в масляной или водной среде делает его непригодным к сварке. В связи с этим не каждую деталь можно подготовить должным образом для получения качественного соединения.

Технология сварки чугуна.
В связи с ограниченной свариваемостью подобного металла необходимо принимать во внимание следующие его основные особенности:
- данный материал – жидкотекучий, в связи с чем работать с ним можно только лишь в нижнем положении;
- важно строго соблюдать температурные режимы, иначе можно выпалить углерод и сформировать поры;
- низкая пластичность и неправильные термические нагрузки приводят к развитию напряжений;
- при расплавлении образуются окислы с температурой плавления, превышающей таковую для основного материала.
Одной из основный трудностей, с которыми часто сталкиваются сварщики – формирование трещин в области сварки во время охлаждения изделия.
Указанные особенности этого материала, а также дефекты и недостатки могут доставлять трудности только при несоблюдении технологии сварки.
Существует несколько методов, позволяющих обрабатывать данный металл. Достаточно часто используется горячая сварка чугуна, может также применяться сварка чугуна аргоном или же, например, полуавтоматом.
Каждый из указанных методов обладает своими положительными и отрицательными сторонами. В связи с этим выбор той или иной технологии может меняться в зависимости от поставленной задачи.
Не стоит забывать и про необходимость правильно выбирать электроды по чугуну. Учитывая все тонкости работы с подобным материалом возможно достичь наилучших результатов.
Технология сварки электродами
Сварка чугуна полуавтоматом выполняется в соответствии с маркой материала, его размерами и наличием дефектов. Марка электрода для сварки чугуна выбирается по-разному в каждом конкретном случае.
Например, если используется холодная или горячая сварка чугуна, то выбирают электроды ЦЧ-4. Они используются как подготовка чугуна к сварке и позволяют наплавить 1-2 слоя на изношенную часть детали для последующей наплавки специальными стержнями.
ОЗЧ-2 наиболее часто применяются в ремонте тонкостенных конструкций. Они позволяют заварить чугун, чтобы убрать дефекты литья. МНЧ-2 также используется для устранения дефектов литья.
Сварка чугуна в домашних условиях – задача посильная каждому человеку. Тем не менее важно соблюдать некоторые рекомендации. Также потребуется наличие определенных навыков у того, кто выполняет работу. Если подобная процедура осуществляется впервые, тогда она может получиться не сразу.
При производстве чугуна выдерживается температура на уровне 1200°C – 1500°C. В связи с этим высокотемпературная обработка этого материала не представляется возможной, а его свойства определяются содержанием углерода.
Выделяют два вида выполнения соединения данного материала: холодная и горячая сварка.

Подогрев при сварке чугуна.
В каждом из отмеченных способов технологии сварки чугуна следует руководствоваться следующими правилами:
- Быстро охлаждать поверхность изделия строго запрещено.
Если необходимо деталь приварить к металлу, тогда увеличить продолжительность остывания последнего можно, засыпав его песком. - В жидком состоянии металл становится текучим, поэтому необходимо применять подформовку.
- Сварка чугуна ТИГ методом сопряжена с рядом трудностей.
В частности должно быть обеспечено прочное прилегание шва. К наиболее трудоемким операциям следует отнести процесс соединения неоднородных изделий. В связи с эти в работе следует учитывать параметры каждой детали.
Если необходимо сделать сварку с помощью сварочного аппарата, обычно используются определенные марки электродов, доступные к покупке в строительных магазинах. Также существует и альтернатива стержням в виде сварочной проволоки.
Проволока для сварки чугуна с графитовым стержнем позволяет формировать достаточно надежное соединение.
В независимости от метода, будь то технология сварки аргоном с использованием полуавтомата или ручная дуговая сварка, необходимо придерживаться следующей последовательности действий:
- подготовить поверхность чугунной детали, удалив с нее дефекты механическим или ручным способом;
- определить марку материала;
- использовать способ, позволяющий обеспечить наилучшее соединение, например, в некоторых случаях можно применять металлические шпильки;
- сварочные работы: данный материал можно варить с применением аргонодуговой сварки, но для этого следует соблюдать некоторые условия;
- после завершения работы детали засыпаются песком или другим материалом, не позволяющим изделию быстро остывать.
Если с первым пунктом, указанного выше перечня, все понятно, то второй следует рассмотреть подробнее. Дело в том, что подготовка включает в себя не только механическую обработку, но и определение всех возможных процедур, которые предстоит выполнить в работе.
Сначала рабочий визуально осматривает изделие и по срезу определяет стойкость к термическому воздействию. Исходя из такого визуального осмотра выбираются режимы сварки.
Что касается формирования надежного соединения, то тут можно применить метод с использованием шпилек. Суть отмеченной технологии заключается в том, что в деталь предварительно устанавливаются шпильки, укрепляющие ее.
Количество шпилек зависит от формы и длины соединения. Также в данном случае следует учитывать состав стержня, которым осуществляется соединение. Обычно такие электроды изготавливаются самостоятельно.
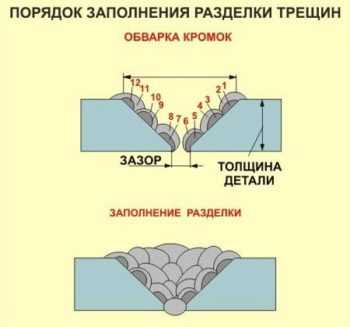
Схема наплавки при сварке чугуна.
Далее во время работы важно выполнять следующее условие: в сварочной ванне следует постоянно поддерживать небольшое количество расплавленного материала, а также его равномерное перемешивание в процессе работы.
Также в процессе формирования соединения часто используют присадки. Может понадобиться применение смеси, состоящей из азотнокислого натрия, соды и технической буры.
Если следовать простым правилам, то дуговая сварка не доставит много проблем и, при наличии определенных навыков, будет достаточно проста. Главное правильно выбирать варящие электроды. В некоторых случая стоит отдать предпочтение стержням марки РДС, а в некоторых – ЭСАБ.
Стоит помнить о том, что электросварка наиболее эффективна не только при правильном выборе электродов для чугуна, но и правильном определении марки материала. При наличии должных навыков сваривание и починка радиатора чугунной батареи не будет вызывать никаких проблем.
Как правильно сваривать чугунные детали?
Холодная сварка чугуна – это метод формирования соединения на материале без подогрева. Сварка чугуна аргоном по данной технологии осуществляется в случаях отсутствия возможности выполнения предварительного прогрева деталей.
Влияние режима электрошлаковой сварки на размеры проплавления чугуна.
Причиной возникновения подобной ситуации может быть, например, слишком большой размер изделия или же специфическая форма детали.
Осуществляется сварка чугуна электродом с верхним слоем из стали с низким содержанием углерода. Также нередко используются электроды из нержавейки или медные электроды.
При выполнении сварки чугуна электродом в домашних условиях следует иметь ввиду, что применение стержня без покрытия не позволит достичь высокого качества соединения.
Это связано с неоднородным составом наплавленного металла, а именно, в процессе соединения нижние слои будут обогащаться углеродом и станут близки к чугуну, а верхние, наоборот, станут низкоуглеродистыми и более близкими к металлу.
Если правильно варить чугун по технологии холодной сварки, то в процессе работы материал будет закаляться из-за быстрого отвода тепла. В конечном итоге, твердость соединения окажется существенно выше, чем у детали.
Не стоит забывать и об усадке чугуна и стали, так как она у данных материалов сильно различается, поэтому не стоит допускать слишком больших объемов наплавленного материала.
Чем резать?
Необходимость выполнения подобной процедуры чаще всего связана с демонтажем чугунных труб, батарей отопления и других коммуникаций. На первый взгляд может показаться, что выполнение данной работы не вызовет много труда. Тем не менее в Советском Союзе трубы соединяли добротно, поэтому резать их не так уж и просто.
Горячая сварка чугуна.
Аргонная сварка чугуна позволяет формировать надежные соединения этого вещества со многими другими. Например, это может быть сварка чугуна со сталью или алюминием. В любом случае разобрать заваренную конструкцию не просто.
Тут главное правильно выбрать способ резки. Можно использовать хорошо знакомые инструменты, такие как труборез, зубило, лобзик, газовые резаки и так далее.
Каждый приведенный метод обладает своими достоинствами и недостатками. Например, в некоторых случаях можно спокойно обойтись обычным молотком и зубилом. Особенно если технология сварки чугуна была нарушена и сформированное соединение оказалось слабым.
В других случаях лучше использовать более продуктивные механические, а не ручные, инструменты, для которых электродуговая сварка чугуна – не помеха.
Разделка кромок
После того, как были выбраны электроды по чугуну, необходимо подготовить кромки детали к свариванию. В первую очередь следует позаботиться о чистоте поверхности изделия, о чем уже упоминалось ранее.
Далее, перед тем, как варить чугун электросваркой, следует разделать кромки. Особенно это касается ремонта различных приспособлений. В таких случаях разделка дефектных мест крайне необходима. Она осуществляется с одной или с двух сторон в Х-образной форме.
Сварка стали с чугуном будет более надежной, если перед началом работы сделать наплавку на кромку последнего никелевой присадки. Это позволит сформировать так называемый переходной слой, который положительно скажется на качестве шва.
Конечно же, маркировка электродов по чугуну в данном случае будет отличаться. Подходящими вариантами для соединения со сталью будут стрежни марок ЦЧ-4, ОЗЧ-2.
Марки электродов для сварки
Маркировка электродов по чугуну включает в себя следующие самые распространенные варианты: МНЧ-2, ЦЧ-4, ОЗЧ-2, ОЗЖН. Существуют и другие обозначения, например, т590. Эта марка электрода по чугуну также способна обеспечить качественное соединение.
Электроды для сварки чугуна выбираются в зависимости от решаемой задачи. Например, уже упоминалось о том, что соединение со сталью лучше осуществлять с помощью ЦЧ-4.
В холодной сварке лучше работать стержнями с покрытием. Присадка должна отвечать по составу марке самого чугуна, ведь в зависимости от количества углерода в железе свойства материала будут меняться.
Стоит отметить, что не только сварочные электроды для чугуна дают наилучший результат. Приемлемого качества можно добиться и с использованием УОНИ-13/55.
Тем не менее сварка чугуна инвертором данными стержнями требует определённой осторожности, так как чрезмерный нагрев может привести к формированию трещин в области термического воздействия.
Итоги
Сварка изделий из чугуна может стать проблемой для любого новичка. Тем не менее достаточно следовать нескольким несложным правилам и соблюдать технологию рабочего процесса, и тогда сваренное соединение будет обладать хорошим качеством и надежностью.
tutsvarka.ru
Сварка чугуна с помощью инвертора и полуавтомата
Чугун — один из самых популярных металлов для изготовления разнообразных изделий: от деталей для автомобиля до водопроводных труб. По сути своей, чугун — это углерод и железо, которые в правильной пропорции образуют очень прочный и долговечный металл. Детали из чугуна можно встретить на заводах, в промышленности и даже старые чугунные сковородки десятилетиями служат своим хозяевам.

Несмотря на множество альтернатив, чугун не сбавляет оборотов и остается очень востребованным материалом. Поэтому домашнему или профессиональному сварщику рано или поздно придется столкнуться с необходимость сварки чугуна. В этой статье мы подробно расскажет, какие особенности есть у этого металла, как правильно сварить чугун и как провести сварочные работы по чугуну с максимальной пользой.
Содержание статьи
Особенности чугуна
Сварка чугуна в гаражных условиях или на крупном производстве имеет ряд нюансов, которые нужно учесть перед тем, как приступить к работе. Их немного, поэтому обо всех мы вам и расскажем.
Сварку чугуна нужно осуществлять в нижнем положении, поскольку металл очень текучий. Не перегревайте чугун при сварке, иначе гарантировано образуются поры, а вслед за ними и трещины. Также при плавлении чугун выделяет особый газ, который отрицательно влияет на формирование сварного шва. Поэтому сварка чугунных деталей должна выполняться быстро и с соблюдением температурного режима. Не переохлаждайте раскаленный чугун, иначе опять же образуются трещины.

Чтобы при работе с этим металлом получиться по-настоящему качественное сварное соединение, учитывайте все особенности и характеристики самого чугуна. Обязательно подготовьте металл перед сваркой, выберите правильный режим работы в вашем сварочном автомате и используйте специальные электроды. Но обо всем этом мы поговорим далее, для начала разберемся с подготовкой металла, поскольку с этого начинается технология сварки чугуна.
Подготовительный этап
Подготовительный этап — один из самых важных, так как от правильной подготовки зависит качество дальнейшей работы. Для начала очистите поверхность от грязи, пыли и коррозии (если имеется). Обезжирьте ацетоном металл. Если предстоит сварка тонкого чугуна, то заранее позаботьтесь о наличии теплоотводящей подкладки. Разделайте кромки с помощью напильника или болгарки. Если вам предстоит сварка чугунных деталей горячим методом (метод, при котором деталь перед сваркой нагревается), то используйте для этого печь или газовую горелку.
Способы сварки
Инверторная сварка плавящимся электродом
Теперь перейдем к способам сварки. Чугун варится при средней температуре, так что его можно сварить инверторным аппаратом прямо в гараже или на даче, не говоря о заводском цеху. Сварка чугуна инвертором осуществляется с применением плавящегося электрода, а также со сварочным аппаратом и холодным методом (метод, при котором деталь перед сваркой не нагревается в печи или вручную с помощью горелки). Плавящиеся электроды должны иметь в составе никель или медь. Ниже вы можете видеть таблицу, с рекомендуемыми настройками для разных электродов.
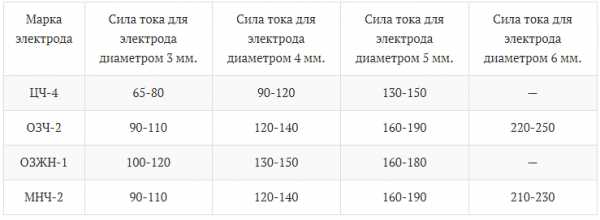
Допускается делать прерывистые швы, но не короче 3 сантиметров в длину, нужно использовать температуру не более 80 градусов по Цельсию и давать чугуну остыть. Также установите обратную полярность.
Сварка стальными электродами
Можно ли сварить чугун обычными стальными электродами? Вы, конечно, можете попробовать, но мы не рекомендуем делать это, особенно дуговой сваркой. Да, стандартные электроды из стали стоят дешево, но такое соединение получится неэстетичным и недолговечным. Если вам нужно сварить ответственную деталь (например, часть водопровода), то лучше используйте специальные электроды и не экономьте.
Сварка чугунными электродами
Для чугуна лучше всего подходят специализированные чугунные электроды. Варить можно и холодным, и горячим методом, как вы посчитаете нужным. Мы зачастую прогреваем деталь перед сваркой, чтобы структура металла стала лучше, а шов был надежнее.

С помощью таких электродов можно без проблем исправить множественные дефекты чугунного литья, например, трещины, дыры или сколы. В работе зачастую используются электроды марок МНЧ-1, ОЗЧ-1 или ОЗБ-2М. Они стоят не так уж дорого, зато качество работы на высоте.
Сварка чугуна электродом в домашних условиях осуществляется на постоянном, и на переменном токе. Чтобы правильно установить значение тока посмотрите, каков диаметр вашего электрода. 1 миллиметр диаметра электрода соответствует 25-50 амперам.
Сварка неплавящимися электродами
Сварка чугунных деталей неплавящимися электродами осуществляется в среде защитного газа или с использованием флюсов бура. Также можно использовать присадочную проволоку из никеля, меди или алюминия. В качестве неплавящегося электрода используют угольные, вольфрамовые или графитовые стержни.
В большинстве случаев при использовании неплавящихся электродов осуществляется сварка чугуна аргоном (так называемая TIG сварка). Мы рекомендуем немного нагреть деталь перед сваркой с помощью газовой горелки. Установите небольшое значение сварочного тока. Сварка должна быть прерывистой, по 3 сантиметра. После сварки нужно постепенно охладить деталь и следить за температурой, чтобы не допустить переохлаждения и образования трещин.
Сварка чугуна аргоном применяется нечасто, поскольку требуется не только электрод, но еще и баллон с газом, предварительный прогрев детали и аккуратное охлаждение, а это все отнимает много времени. Также сварка чугуна полуавтоматом стоит дороже других методов, но когда у вас нет другой возможности, можно сварить и этим способом.
Газовая сварка чугуна
Газовая сварка чугуна — довольно популярный способ, поскольку для работы необходим лишь горючий газ, кислород, проволока сварочная из чугуна и флюс. При этом качество швы очень достойное. Сварочная проволока по чугуну, используемая в работе, должна содержать в своем составе кремень. Это очень важно, поскольку кремний способствует образованию графита в чугуне, не отбеливает металл. Вы также можете использовать проволоку из низколегированного чугуна для лучшего качества шва.
Применением флюсов при газовой сварке чугуна просто обязательно, особенно, если предстоит сварка стали с чугуном. Чугун и сталь вообще очень разные металлы, поэтому на поверхности в большом количестве образуется окисная пленка.
Техника безопасности
Недостаточно просто знать, каким способом можно сваривать чугун, чтобы сразу приступить к работе. Дополнительно не помешает изучить технику безопасности, особенно это касается сварщиков, занимающихся своим ремеслом в домашних условиях. Прежде всего, в помещении должна быть более-менее нормальная вентиляция (хотя бы открытое окно) и при этом отсутствие сквозняков. Освещение должно быть ярким, вы должны четко видеть все ваши детали и швы.
Используйте средства заземления, чтобы избежать неприятностей. Не подвергайте поверхность чугуна воздействию влаги. И самое главное: используйте индивидуальные средства защиты, такие как перчатки, маска, специальный костюм и так далее. Не пренебрегайте техникой безопасности, ведь в критические моменты она может спасти вашу жизнь.
Вместо заключения
Сварка чугуна электродом в домашних условиях требует от мастера соблюдения технологии и учета всех нюансов самого металла. Не спешите в процессе работы, используйте качественные комплектующие и практикуйтесь как можно больше. Так вы сможете наработать опыт. Оставляйте свои комментарии, делитесь этой статьей в социальных сетях. Желаем удачи!
svarkaed.ru
Сварка чугуна со сталью
Чугун и сталь очень схожие металлы, единственное, что их различает, это содержание углерода. В чугуне его больше. И именно этот химический элемент усложняет процесс сваривания чугуна. Но самое главное, что углерод в его составе может быть небольшими гранулами или крупными. Так вот первый вариант еще можно сваривать, а второй практически невозможно. Даже при кажущейся качественно проведенной сварной операции результат будет все равно плохим. И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, необходимо понимать, что схожие металлы все равно являются разнородными. И в этом вся сложность.

Приварить сталь к чугуну можно электродуговой сваркой, используя различные электроды. К примеру, отечественными марками ЦЧ-4, ОЗЧ-2 или ОЗЛ-25. Совершенно разные электроды, поэтому их используют, если сварочный шов будет в дальнейшем обрабатываться или не будет. Если сварка производится с дальнейшей обработкой, то применяется электрод ОЗЛ-25 или ОЗЧ-2, в другом случае ЦЧ-4. Первый электрод образует в сварочном шве металл гомогенного типа с высокой проницаемостью и неоднородностью. Последнее значение дает возможность металлу не лопнуть в процессе обработки, потому что с его помощью снимается напряжение внутри сварочного шва.
Технология сварки стали и чугуна плавящимся электродом
Как и во всех сварочных процессах, в первую очередь необходимо подготовить два металла. Их обязательно зачищают до металлического блеска в зоне сваривания. Так как чугун является металлом пористым, то масла и жиры легко проникают в его тело глубоко. Так вот надо обязательно зачистить участки с масляными пятнами до полного их удаления.
Что касается режима сварки чугуна и стали, то все будет зависеть от сварочного оборудования.
- Если напряжение холостого хода сварочного аппарата не превышает 54 вольта, что является стандартной величиной для многих видов сварочного оборудования, то процесс сваривания производится постоянным током обратной полярности.
- Если напряжение холостого хода выше 54 вольт, то используется для сварки переменный ток.
В обоих случаях необходимо обе заготовки нагреть до температуры +600С. Это делается с одной единственной целью – не допустить большого расширения заготовок в зоне сваривания. Ведь есть и обратный процесс. То есть, чем больше расширение, тем больше сужение при охлаждении металлов. А это может привести к растрескиванию сварного шва. Если учесть все вышеописанные рекомендации, то в конечном результате будет получен высококачественный шов. При этом его можно получить всего лишь за один проход электродом.
Если в состав стали и чугуна входят легированные добавки, или сами заготовки – это толстостенные детали, то варить чугун со сталью надо будет по другой технологии.
- Во-первых, не используется предварительный подогрев.
- Во-вторых, приваривать два металла друг к другу надо маленькими валиками длиною не больше 2,5 мм.
- В-третьих, последующий валик формируется только после того, как предыдущий будет хорошо охлажден.
Именно две последние позиции будут влиять на герметичность шва. То есть, сваривая сталь и чугун с помощью этой технологии, говорить о герметичности шва не приходиться. Потому что последующий валик накладывается на охлажденный предыдущий. К тому же, сам сварной шов будет обладать повышенной хрупкостью.
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла. А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью. Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
- Для сварки двух металлов лучше всего использовать присадки на никелевой основе, которые специально были изобретены для сварки чугунных изделий. Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
- Нельзя варить чугун со сталью широкой ванной и большими тепловложениями.
- Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. То есть, образовать так называемый переходный слой.
- Приваривать чугун к стали можно без предварительного нагрева или с таковым. Первый вариант выбирается лишь в том случае, если в процессе эксплуатации сваренной детали она не будет подвергаться большому нагреву, не больше +300С. Если такие требований нет, то придется производить нагрев. Мелкие заготовки нагреваются полностью, большие только в зоне сваривания.
- Чугун – это металл с низкой пластичность и очень низким линейным расширением в сравнении со сталью. Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
Что можно предпринять по последней позиции. Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Есть другой вариант повысить эффект. Для этого придется сварку проводить присадочной проволокой большого диаметра. Сам шов необходимо делать валиками длиною по 4-5 см каждый. При этом электрическая дуга должна быть направлена в сторону предыдущего валика. Варить надо ровно вдоль стыка без колебательных движений.
Электроды
Об электродах уже выше говорилось, но необходимо обозначить некоторые серьезные позиции, от которых зависит качество конечного результата.
- ЦЧ-4 могут быть использованы как для холодной, так и для горячей сварки чугуна и стали. С их помощью также производится наплавка, напайка и ремонт дефектов литья. Кроме стали с чугуном этой маркой электрода можно варить и заготовки из высокопрочного ковкого чугуна. Варить такими электродами можно только в нижнем положении постоянным током обратной полярности.
- ОЗЧ-2 применяется в точно таких же позициях, как и предыдущий расходник. Но специалисты рекомендуют сваривать им тонкостенные заготовки. Кроме нижнего положения электрод хорошо варит и в вертикальном.
Кстати, сварка двух металлов (чугуна и стали) считается более качественной, когда используется ручная электросварка. Но, как уже было сказано выше, если процесс будет произведен с предварительным подогревом. Остывание сваренных стальных и чугунных деталей надо проводить медленно. Поэтому после окончания работ сварную конструкцию надо накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вместе с ней.
Вот такие технологии сегодня используются для того, чтобы соединить между собой стальные и чугунные заготовки. Как показала практика, все они неплохо с этим справляются, главное правильно выбрать расходные материалы и режимы сварки.
Поделись с друзьями
1
0
0
1
svarkalegko.com
Сварка чугуна: технологии и особенности металла
Оглавление:
- Виды чугуна
- Характеристика сплава
- Способы сварки
- Правильная подготовка чугуна к сварке
- Как сваривать электросваркой
- Сварка полуавтоматом
- Сварка аргоном
- Газовая сварка
- Сварка инвертором
- Интересное видео
Чугун является прочным металлическим сплавом, который состоит из двух видов металла — железа и углерода. Сплав используется практически во всех сферах жизни, из него делают батареи, сантехнические устройства, посуду, а также оградительные конструкции, детали для автомобилей и станочного оборудования.
Но при изготовлении различных конструкций, требуется знать, как выполняется сварка чугуна, потому что именно от соблюдений важных принципов будет зависеть прочность и износостойкость готового изделия. Данный процесс имеет некоторые трудности и сложности, которых можно избежать только при условии, если будет изучена правильная технология сварки.

Виды чугуна
Перед тем как проводить сварку чугуна в домашних условиях, стоит внимательно рассмотреть разновидности сплава. Виды могут отличаться по степени прочности, тугоплавкости, по степени свариваемости.

Ниже в таблице описаны основные разновидности чугуна.
| Вид | Особенности |
| Белый | В составе белого чугуна весь имеющийся углерод присутствует в форме цементита. Расцветка излома светлая. Этот вид сплава обладает высокой прочностью, по этой причине он подвергается обрабатыванию режущими инструментами. Он используется в виде полупродукта при изготовлении ковкого чугуна. |
| Серый | Весь углерод или его часть присутствует в составе сплава в виде графита. При изломе обычно можно увидеть серый цвет. За счет того что серый чугун обладает высокими литейными качествами его применяют в качестве основного материала для литья. В отличие от белого чугуна достаточно хорошо поддается ковке. |
| Ковкий | Эту разновидность получают при отливке и последующей обработке белого чугуна с образованием графита с хлопьевидной структурой. Данная разновидность сплава в основном используется для изготовления автомобилей, сельскохозяйственных машин, тракторов. |
| Половинчатый или отбеленный | В составе данного вида чугуна углерод может присутствовать в двух формах — в виде графита или цементита. Его применяют в качестве функционального материала для работы в условиях сухого трения, а также для производства деталей с высокой износостойкостью. |
| Высокопрочный | В данном виде сплава имеется шаровидный графит, которые образуется в процессе кристаллизации. Обычно его применяют для изготовления элементов с высокой ответственностью в машиностроении, а также для производства труб с высокой прочностью для водоснабжения, нефте- и газопроводов. |
Характеристика сплава
Процесс сварки чугунных деталей напрямую зависит от особенностей и свойств сплава. По сути, данный металл состоит из двух металлов — железа и углерода. Но если его сравнивать со сталью, то железа в нем выше практически на 2,14 %.
Как было указано выше в соответствии со составом чугун может быть разного вида — белый, серый, половинчатый, высокопрочный. Свойства каждого вида определяются составляющими компонентами.
Сварка по чугуну имеет некоторые сложности. Во время нее достаточно тяжело добиться высокой прочности сварного шва. Это происходит из-за наличия проблем из списка:
- из-за того, что чугун имеет неоднородную структуру, при сваривании шов может сильно растрескаться. Это происходит из-за влияния на него повышенной температуры дуги. В результате этого происходит отбеливание, изменение состава в области сваривания металла;
- сварочные работы по чугуну с применением высокотемпературного влияния электрической дуги вызывают выгорание части углерода из состава сплава. Все это может вызвать образование пор в составе сварного шва. В результате этого сильно снижается прочность сварного шва, ухудшаются характеристики качества;
- при расплавлении чугун приобретает сильно текучую структуру, что вызывает сложности при формировании нормального шва. Чем больше содержание в составе углерода, тем выше степень текучести сплава;
- во время сварки чугуна со сталью может появляться окись в шве, которая вызывает снижение прочности.
Вышеперечисленные особенности металла значительно осложняют процесс сварки по чугуну. Основная сложность состоит в том, что итог может быть не таким, какой его ожидают. Зачастую на поверхности сварного шва появляются поры и трещины при остывании сплава.
Для сварки не стоит применять чугун темно-серого или черного оттенка (в нем имеется высокое содержание графита). Данные разновидности сплавов не стоит варить дома, зачастую это вызывает растрескивание соединения и самой детали.
Способы сварки
Способы сварки чугуна могут выполняться по-разному. Все зависит от того, как будет подготовлен металл к самому процессу. В целом выделяют всего два способа сваривания — холодный и горячий.
Особенности холодной сварки
Технология сварки чугуна холодным способом достаточно легкая. Она не имеет сложностей и особых проблем, главное предварительно изучить ее важные особенности. Также нужно знать, чем сваривают чугун.

Сварка чугуна и стали обычно выполняется с использованием электродов, которые специально предназначены для этого вида сварочного процесса. Если будут использоваться простые стальные электроды без нагревания, то в области сварного шва появляется металл в форме высокоуглеродистой стали с дополнительными компонентами, которые входят в состав чугуна — фосфор, сера, марганец.
Холодная сварка чугуна с металлом имеет несколько важных особенностей, на которые стоит обратить внимание:
- она проводится электродами с небольшим размером диаметра, также весь процесс осуществляется на малом токе;
- холодная сварка чугуна электродом может проводиться в домашних условиях при маленьком объеме работ, а также если нет возможности для выполнения подогрева деталей;
- холодная сварка может быть проведена стальными электродами при условии, если на швы не будет оказываться нагрузка на растяжение. Идеально подходят медно-никелевые электроды, а также с содержанием в составе меди и железа.
После сваривания нельзя проводить зачистку шва, это связано с его высоким растрескиванием. Слишком быстрое остывание может привести к появлению белого чугуна в области рядом со сварным швом. В результате этого основа металла станет достаточно твердой, но сильно хрупкой.
Особенности горячей сварки
Горячая сварка чугуна является наиболее подходящим методом сваривания в домашних условиях. Во время подогрева сварной шов получается с хорошим качеством, потому что во время этого процесса не возникает отбеливаний металла, а также его закалки.
Горячая сварка стали с чугуном может разделяться на два подвида — местная (частичное прогревание) и общая (полный прогрев всей детали). Для прогревания обычно применяется специальная печь, в которой деталь прогревается равномерно со всех сторон.
Помимо этого выделяют несколько вариантов степени прогрева, которые зависят от показателя температуры:
- горячее прогревание, при котором прогрев происходит под температурой от 500 до 600 градусов Цельсия;
- полугорячее прогревание при температуре от 300 до 400 градусов Цельсия;
- теплое прогревание от 150 до 200 градусов Цельсия.
Технология горячей сварки состоит в нагревании детали до требуемой температуры, которое производится перед началом сваривания, а затем производится медленное охлаждение после завершения процесса.

При нагревании температура не должна быть выше 600-650 градусов Цельсия, в противном случае это может привести к изменению структуры чугуна. Он может стать хрупким, в сварном шве могут образоваться трещины, поры. Обязательно должен соблюдаться неспешный прогрев с выдерживанием скорости до 150 градусов в час.
Процесс охлаждения также должен производиться не слишком быстро. Лучшим вариантом будет деталь оставить в печи, в которой и осуществлялось нагревание. В ней будет медленно происходить остывание.
Правильная подготовка чугуна к сварке
Подготовка чугуна к сварке должна проводиться в обязательном порядке, именно от нее зависит качество готового шва, его прочность, износостойкость. Если этот процесс будет выполнен правильно, то он предотвратить хрупкость и пористость структуры материала, а также устранить возможные дефекты.
Подготовка должна состоять из следующих действий:
- распиливание трещин. Зачастую трещины в чугуне обладают тонкой и глубокой структурой. Если размер толщины обрабатываемой детали составляет 4 мм, то накладываемый сверху шов не сильно заплавит поверхность трещины. В результате этого останется разрозненная структура внутри основы сплава. При этом степень сопротивления на разрыв и излом будет слабая. Для того чтобы в этих местах было хорошее заваривание, требуется выполнять распиливание трещины «болгаркой» с использованием тонкого диска. При этом, чем больше толщина материала, том глубже должно быть запиливание;
- просверливание краев. При визуальном осмотре детали из чугуна невозможно увидеть точное окончание глубины трещин. По этой причине прежде чем начать сваривание трещины, стоит по ее краям просверлить небольшие отверстия. Отступать от видимого конца разлома требуется на расстояние 5 мм. Если выполнить просверливание краев, то это обеспечит хорошее заполнение металлом внутреннее пространство, а также защитить от продолжения раскола;
- выполнение разделки кромок. Степень свариваемости чугуна может отличаться перекалкой в области соединительного шва, что может привести к повышению хрупкости данного участка. Чтобы предотвратить данный процесс требуется провести равномерное прогревание на всю длину соединения. Область соединительного шва разбавляется металлом, для этого и используется правильная разделка кромок. Во время соединения толстых пластин проводятся скосы краев под углом 45 градусов, при этом у основания должно оставляться небольшое притупление в 3-4 мм. Данное разделение обеспечит хорошее заполнение области разделения, а также она повысит прочность и износостойкость данного участка;
- проведение подформовки. При сваривании тонкого изделия из чугунного сплава повышается вероятность протекания жидкого металла. По этой причине в этих случаях под изделие требуется подкладывать подкладку из графита, это позволит поддержать прогретую область и сохранит первоначальную форму элемента.
Как сваривать электросваркой
Перед тем как начать сваривание с использованием электродов обязательно нужно внимательно изучить особенности сварки чугуна данного вида. В первую очередь требуется подобрать правильные электроды и специальное оборудование. Главная особенность данного метода состоит в том, что в области сварного шва повышается степень хрупкости металла.
Повышение хрупкости связано с тем, что в период проведения сварочных работ сплав на сплав из чугуна оказывается высокая закалка. По этой причине сварка электродами котла чугунного и других деталей в промышленных условиях имеет существенные отличия по сравнению с обычной обработкой других изделий. Во время нее требуется проводить нагревание материала до температуры почти 600-650 градусов Цельсия.

Обычно при электросварке используются два вида электродов:
- ОЗЧ-2. Электроды данный модели имеют стержень из медного металла, который покрыт специальным составом с содержанием графита;
- МНЧ-2. Для стержня электродов данного вида применяются разные виды металлов — никель, медь, марганец и железо. Данная модель является самым подходящим вариантом для электросварки чугуна, но она имеет высокую стоимость.
Особенности сварки чугунных деталей с использованием электродов:
- во время электросварки холодным методом необходимо соблюдать определенный темп наложения швов;
- требуется контролирование проведения процесса сваривания, это поможет избежать перегревания поверхности выше установленных показателей;
- сварщик должен производить работы «вразброс», небольшими частями. При этом обязательно должна выполняться проковка и делаться перерывы;
- в связи с тем, что главная особенность чугуна состоит в том, что он достаточно медленно остывает, поэтому чтобы заварить деталь из чугуна может потребоваться некоторый период времени;
- если восстанавливаются дефекты небольшого размера, то дополнительно может потребоваться подложка из графита, это предотвратит вытекание металла.
Сварка полуавтоматом
Сварка чугуна полуавтоматом выполняется достаточно просто, главное внимательно изучить все действия. Обязательным условием для процесса является подготовка детали из чугуна, именно от подготовки будет зависеть показатель прочности сварного шва. Также потребуется специальная проволока для сварки полуавтоматом чугуна.

Чтобы правильно выполнить сварку чугуна полуавтоматом, нужно рассмотреть правильную технологию. Обычно данный метод производиться при помощи трех способов сварки:
- холодная сварка чугуна с использованием сварочной проволоки по чугуну ПП АНЧ-1. Она подходит для небольших коротких швов, заделки трещин, для работы с тонкими деталями из чугуна. Никакого подготовительного этапа не потребуется, достаточно только лишь провести кончиком проволоки по области сварки. Схватывание дуги происходит практически сразу, потребуется удержать ее в течение нескольких секунда, а в это время нужно провести проволокой по месту шва;
- полугорячая сварка чугуна полуавтоматом обычной проволокой применяется для сваривания более сложных участков. К примеру, ее используют при установке заплатки на канализационных трубах. Уровень температуры нагревания составляет около 350 градусов Цельсия. Для полугорячей сварки подходит проволока для сварки чугуна ПП АНЧ-2. Для нагревания может применяться паяльная лампа. После сваривания производится плавное охлаждение;
- горячая сварка применяется для изготовления сварных швов с высокой прочностью, которые обладают повышенными качествами на изгиб и излом. Во время него применяется проволока сварочная для чугуна ПП АНЧ-3. Нагревание производится в печи или при помощи газовой горелки. Нагревание производится до температуры 600 градусов Цельсия. А вот процесс графитизации выполняется естественным путем.
Сварка аргоном
Сварку чугуна аргоном используют многие начинающие сварщики по совету опытных товарищей, часто прибегают к свариванию полуавтоматом в аргоновой среде. Этот метод не оправдывает себя для изделий из чугунных сплавов. Соединение получается как на воздухе с подогревом, но при этом сильно возрастают затраты.
Технология сварки чугуна и стали аргоном обычно предусматривает наличие нейтральной среды. Конечно, в атмосферной среде шов можно получить, но при этом сильно ухудшится его качество. При осуществлении сварки в данной среде в соединении могут образоваться микротрещины, а также будет наблюдаться неравномерная закалка.

Если дополнительно к сварке подать инертный газ аргон, то химический состав в сварочной ванне никак не поменяется. Если применяется аргон, совсем не имеет значения способ сварки. Качество сварных швов получается одинаково хорошее при любом соединении деталей — встык, внахлест, заплатка.
TIG сварка чугуна с использованием аргона считается самым оптимальным вариантом, который позволяет сделать прочный шов. При помощи газа можно варить практически любые сочетания. Если же имеются некоторые сложности с приобретением аргона, то лучше оставить его для соединения чугуна и стали.
Газовая сварка
Газовая сварка чугуна в основном применяется в случаях, когда требуется получение высокопрочного сварного шва, но при условии соблюдения небольшого провара поверхности основного металла. При этом технология газовой сварки чугуна сопровождается применением нескольких режимов наложения шва, от которых будет зависеть качество итогового соединения.
На показатель качества сварного соединения оказывают влияние следующие составляющие:
- виды режимов подаваемого напряжения;
- вид техники накладываемого сварного соединения;
- показатель силы тока;
- скорость прохождения.
Как сварить чугун и сталь дуговой газовой сваркой, чтобы в итоге получить соединение с высокой прочностью без трещин, пор и других дефектов? Для этого требуется соблюдать некоторые требования во время рабочего процесса:
- показатель напряжения дуги должен быть от 18 до 21 В;
- сила тока — 100-120 А;
- скорость прохождения не больше 12 м в час;
- сварные работы должны выполняться с использованием специальных сварных проволок 09Г2СА или ПАНЧ 11 с размером диаметра 1 мм.
Сварка инвертором
Многие неопытные сварщики часто задаются вопросом можно ли сварить чугун и сталь инверторным сварочным аппаратом? Конечно можно, но предварительно следует провести подготовку. Процесс подготовки чугуна должен проводиться с учетом следующих рекомендаций:
- в первую очередь необходимая область зачищается болгаркой. Для зачистки рекомендуется применять лепестковый круг или другую наиболее подходящую насадку;
- после того как будет проведена зачистка верхнего слоя до не окисленного металла требуется выполнить обезжиривание. Данный процесс может выполняться при помощи бензина или любого другого растворителя;
- если требуется заделать трещину, то ее нужно расчистить до полного окончания. После этого в этом месте необходимо просверлить отверстие с размером диаметра 10 мм.
Сварка чугуна инвертором может осуществляться послойно и с использованием опорных элементов — шпилек. Они полностью состоят из стали. Применение данных опорных элементов должно сопровождаться с учетом важных требований:
- размеры данных элементов должны быть точными, их размер диаметра не должен быть больше 40 % от толщины чугуна;
- показатель выступа шпильки над металлом составляет не более 4-6 мм;
- расстояние между ними не должно превышать 6 мм;
- количество используемых шпилек должно зависеть от параметров соединения, но их не должно быть больше 25 % от площади излома.

Также могут применяться электроды, но они должны быть специальными. Проводить заваривание чугуна обычными электродами не рекомендуется. Для сплава этого вида подойдут электроды с добавлением никеля, меди, хрома и других лигатур, которые способствуют прочному наплавлению чугуна.
Как проводится
Как сваривать чугун при помощи инвертора, чтобы получить хороший и качественный сварной шов? Для этого потребуется изучить важные рекомендации:
- полярность подключения должна быть обратная;
- работа сварочного аппарата должна осуществляться на минимальной мощности, она должна соответствовать толщине чугунного элемента;
- размер длины одного непрерывного сварочного шва не должна быть больше 3-5 сантиметров;
- не должно быть перегревания металла, которое может возникнуть в результате частых перерывов;
- первый и последний слой при многослойном сваривании должен проковываться молотком с небольшим усилием.
Сам процесс сварки может быть многослойным или с использованием шпилек. После правильной установки шпилек проводится наваривание каждого слоя. Металл должен накладываться вокруг каждой шпильки, что в итоге получилась заплатка. В конце делается сварной шов, который соединяет наваренный металл между шпильками.
Многослойная сварка выполняется с использованием электродов. После наплавления первого слоя проводится ковка молотком, она должна делаться на горячую. Если есть доступ к обратной стороне изделия, то также накладывается слой на ней, а затем он проковывается. В конце накладывают следующие слои металла.
Прежде чем ответить на вопрос варится ли сваркой чугун, стоит рассмотреть главные особенности данного сплава. Именно от его вида и структуры зависит выбор определенного вида сварки. Для него могут применяться разные виды сварок — электросварка, полуавтоматом, газовая, аргоном, инвертором. Но чтобы процесс был успешным, требуется провести предварительную подготовку чугуна и стали.
Интересное видео
osvarka.com