Что такое ЧПУ станок — системы ЧПУ на станках ⭐ АО КоСПАС
Содержание:
- Системы ЧПУ для станков: просто о сложном
- Немного истории
- NC — это не Norton Commander
- Классификация современных систем ЧПУ
- Его величество компьютер нуждается в программе
- «G»« и «M» коды в программах для станков с ЧПУ
- Методы создания и структура управляющих программ
- Системы ЧПУ всемирно признаннных лидеров отрасли
Системы ЧПУ для станков: просто о сложном
Многое из того, что мы видим в окружающем нас материальном мире, изготовлено при помощи станков с числовым программным управлением (ЧПУ). Использование возможностей электроники и вычислительной техники для эффективного и оптимального управления промышленным оборудованием позволило повысить производительность труда и качество выпускаемой продукции. А при массовом производстве — значительно снизить затраты на ее изготовление.
О том, как избавиться от однообразной и монотонной работы, и поручить ее каким-либо «умным» механизмам, человечество задумалось давно. Задолго до появления кибернетики и электронно-вычислительных машин. Еще в начале XVIII века прообраз станка с ЧПУ создал изобретательный француз Жозеф Жаккар. Изготовленный им механизм ткацкого станка управлялся куском картона, в котором в нужных местах были сделаны отверстия. Чем не перфокарта с программой?
Немного истории
Однако современный этап истории станков с ЧПУ начался лишь спустя полтора столетия после изобретения Жаккара, в Соединенных Штатах Америки. После окончания второй мировой войны, в конце 40-х годов, Джон Пэрсонс — сын владельца компании Parsons Incorporated, попытался управлять станком при помощи специальной программы, которая вводилась с перфокарт. Какого-либо положительного результата Пэрсонс не достиг, поэтому обратился за помощью к специалистам в Массачусетский технологический институт.
Улучшать представленную их вниманию конструкцию сотрудники институтской лаборатории сервомеханики не стали, и про Пэрсонса быстро забыли.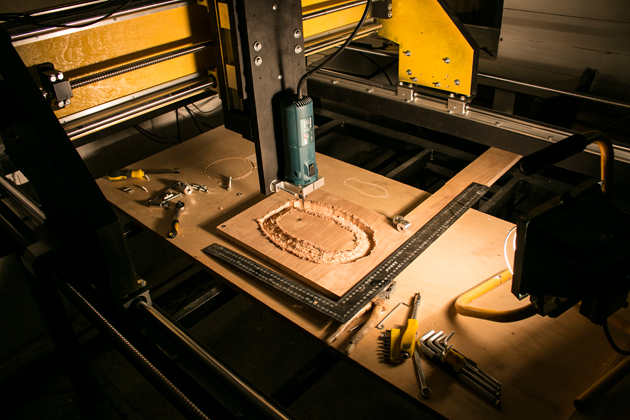 А про его идеи – нет. Создав собственную конструкцию, они инициировали покупку институтом компании, которая выпускала фрезерные станки. После чего руководство Массачусетского технологического института заключило контракт с Военно-воздушными силами США. В контракте шла речь о создании высокопроизводительных станков нового типа для обработки пропеллеров фрезерованием.
А про его идеи – нет. Создав собственную конструкцию, они инициировали покупку институтом компании, которая выпускала фрезерные станки. После чего руководство Массачусетского технологического института заключило контракт с Военно-воздушными силами США. В контракте шла речь о создании высокопроизводительных станков нового типа для обработки пропеллеров фрезерованием.
Управление работой фрезерного станка, который собрали сотрудники лаборатории в 1952 году, производилось по программе, считываемой с перфоленты. Эта конструкция оказалась слишком сложной, и желаемый результат достигнут не был. Однако история получила огласку, сведения о новой разработке попали в печать и вызвали большой интерес конкурентов. Свои разработки в данном направлении одновременно начали несколько известных фирм.
Наибольшего успеха добились конструкторы компании BendixCorporation. Выпущенное компанией Bendix NC-устройство c 1955 года пошло в серию и уже реально применялось для управления работой фрезерных станков. Новинка приживалась трудно, но благодаря заинтересованности и финансовой помощи военного ведомства, за два года было выпущено более 120 станков ЧПУ, которые существенно повысили производительность труда и точность выполнения станочных работ.
Новинка приживалась трудно, но благодаря заинтересованности и финансовой помощи военного ведомства, за два года было выпущено более 120 станков ЧПУ, которые существенно повысили производительность труда и точность выполнения станочных работ.
Уже тогда были отмечены бесспорные преимущества NC-системы числового управления станками: существенный прирост производительности труда и значительно более высокая точность обработки поверхностей. Но по-настоящему революционные изменения в области станков с ЧПУ состоялись, когда в качестве «умного» модуля, управляющего работой станков, были использованы специально разработанные микропроцессоры и микроконтроллеры. Технический термин «CNC», которым стали обозначать эти системы за рубежом, является аббревиатурой английских слов ComputerNumericalControl.
NC – это не Norton Commander
Изучая историю совершенствования «умных» ЧПУ станков, которые за рубежом когда-то обозначались аббревиатурой латинских букв «NC», студенты прошлых лет часто путали это понятие с популярной в те годы компьютерной программой-оболочкой.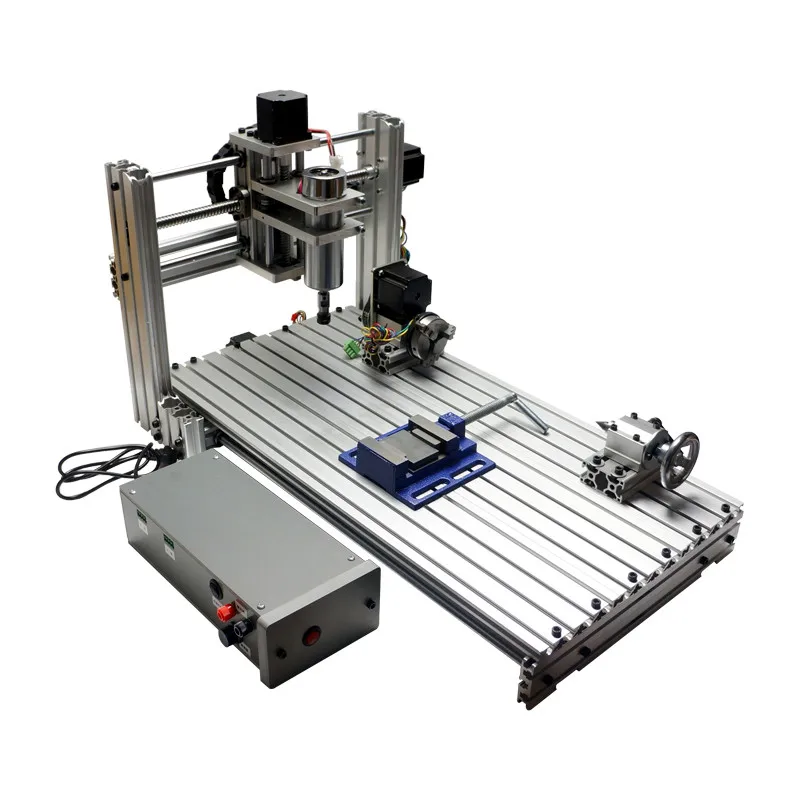 На самом деле сокращение NC произошло от английских слов NumericControl. Числовое управление было тогда весьма примитивным, и программа действий станка могла выглядеть как множество специальных штекеров, расположенных на контактном наборном поле.
На самом деле сокращение NC произошло от английских слов NumericControl. Числовое управление было тогда весьма примитивным, и программа действий станка могла выглядеть как множество специальных штекеров, расположенных на контактном наборном поле.
Кстати, одна из первых советских транзисторных вычислительных машин для инженерных расчетов «Проминь», появившаяся в начале 60-х годов прошлого века, программировалась подобным образом. В то время управляющий модуль ЧПУ станка не мог должным образом реагировать на отклонения процесса обработки от расчетного, если такая ситуация происходила. Управляющие адаптивные микропроцессорные системы появились значительно позднее.
Со временем, по мере того, как совершенствовались электроника и вычислительная техника, в помощь новому поколению станков были приданы «думающие» управляющие модули на микропроцессорах и микроконтроллерах. Вот они-то и смогли обеспечить гибкое многовариантное управление процессом резания. И не только это. Такие системы получили более звучный титул «CNC», что по-английски звучит как ComputerNumericalControl. Наш термин ЧПУ оказался более универсальным, и его менять не пришлось.
Наш термин ЧПУ оказался более универсальным, и его менять не пришлось.
Классификация современных систем ЧПУ
Системы управления и станки с числовым программным обеспечением настолько сложны, что их невозможно классифицировать по какому-то одному признаку. Основные характеристики систем ЧПУ позволяют систематизировать их следующим образом:
1.В зависимости от способа управления исполнительными механизмами станка:
● Позиционные. Здесь инструмент в соответствии с программой ЧПУ движется от одной точки, в которой производится необходимая операция с заготовкой, к другой, где также выполняется обработка, Во время перемещения инструмента никакие другие операции не выполняются.
● Контурные, в которых обработка может производиться по всей траектории движения инструмента.
● Универсальные – системы ЧПУ, в которых могут применяться оба принципа управления.
2.По возможностям и способу позиционирования:
● Абсолютный отсчет – местоположение подвижного механизма станка ЧПУ всегда определяется по расстоянию от начала координат.
● Относительный отсчет при позиционировании осуществляется приращением дополнительного пути к координатам предыдущей точки, которая временно принимается за начало координат. Затем началом координат считается следующая достигнутая точка.
3. По наличию или отсутствию обратной связи в контуре управления ЧПУ:
● Разомкнутые – («открытого» типа). Перемещение исполнительных элементов производится по командам, содержащимся в программе. Информация о фактически достигнутых координатах отсутствует.
● Замкнутого типа (закрытые). В системах ЧПУ этого типа координаты положения исполнительных механизмов постоянно контролируется.
● Самонастраивающиеся («закрытые» повышенной точности). Более совершенная система, которая запоминает поступающие сведения о расхождении заданных и фактических координат исполнительного элемента, отрабатывает их, и корректирует новые команды с учетом изменившихся условий.
4.Поколение. В зависимости от технического уровня используемых микропроцессоров, микроконтроллеров или управляющих ПК, различают системы ЧПУ 1-го, 2-го и 3-го поколения.
5. Количество координатных осей. Различные станки, оборудованные ЧПУ, могут поддерживать режимы работы с различным количеством координатных осей – от двух до пяти. Например, если при движении заготовки на фрезерном станке (3 координаты – X,Y,Z), она одновременно может поворачиваться вокруг своей оси, такой станок называют 4-координатным. Простейшие сверлильные и односуппортные токарные станки имеют две координатные оси.
Его величество компьютер нуждается в программе
В отличие от стандартного персонального компьютера, который является универсальным устройством для обработки информации и способен работать с любыми данными, представленными в цифровом виде, микропроцессор, используемый в конструкции многих станков с ЧПУ, — устройство специализированное. Он не содержит ничего лишнего, и весь набор его функций предназначен для выполнения главной задачи – контроля состояния всех исполнительных органов станка и управления их работой по специальной программе. Чтобы управлять особо сложными современными станками, применяют более производительные и многозадачные устройства – промышленные компьютеры.
Он не содержит ничего лишнего, и весь набор его функций предназначен для выполнения главной задачи – контроля состояния всех исполнительных органов станка и управления их работой по специальной программе. Чтобы управлять особо сложными современными станками, применяют более производительные и многозадачные устройства – промышленные компьютеры.
Одной из самых важных характеристик, которая позволяет судить о производительности и технических возможностях станка и управляющей его работой системы, является количество «осей». Иначе говоря, — каналов взаимодействия с объектом, управляемых параметров. Однако в любом случает, независимо от того, микропроцессор какого уровня сложности и архитектуры установлен в данном управляющем контроллере, для его работы нужна предварительно подготовленная программа. В которой должны быть точно и последовательно описаны все действия механизмов станка ЧПУ, необходимые для изготовления или обработки требуемой детали.
При работе станков с ЧПУ используется два вида программ:
● Системные (служебные) программы, которые хранятся в ПЗУ (постоянном запоминающем устройстве системы). Они обеспечивают начальный этап работы контроллера после включения, отвечают за настройку станка и всей системы ЧПУ, ее способность понимать команды оператора и взаимодействовать с внешними устройствами.
Они обеспечивают начальный этап работы контроллера после включения, отвечают за настройку станка и всей системы ЧПУ, ее способность понимать команды оператора и взаимодействовать с внешними устройствами.
● Управляющие – внешние программы. Содержат набор команд и инструкций для исполнительных органов станка. Управляющие программы (УП) в контроллер может пошагово вводить оператор, возможен ввод с внешних носителей информации, а в современных системах программы могут поступать прямо с компьютеров разработчиков ПО через компьютерную сеть предприятия.
Заменив человека, который до наступления эры станков с ЧПУ сам успешно справлялся с изготовлением нужных деталей, программируемый блок управления, он же – контроллер, должен обеспечить требуемый результат, пошагово включая и выключая механизмы передвижения стола, заготовки и инструментального магазина, меняя режимы вращения или скорость поступательного движения заготовки. В результате выполнения программы должна быть получена деталь, полностью соответствующая заданию по размерам и чистоте обработки поверхностей.
Компании, которые стояли у истоков разработки и производства систем CNC, на первом этапе программировали свои станки при помощи собственных, специально разработанных команд. Если бы при таком подходе на производство попали станки с ЧПУ от разных производителей, подготовка программ для их работы была бы трудно выполнимой задачей. Чтобы попытаться обеспечить программную и техническую совместимость оборудования различных брендов, язык создания программ для станков с ЧПУ был унифицирован.
Базовым управляющим кодом для подготовки программ стал набор команд, разработанный специалистами компании Electronic Industries Alliance в 60-е годы прошлого столетия. Это так называемый язык «G» и «M» кодов, который чаще называют просто G-кодом (G-code). Принятые в этом языке обозначения подготовительных и основных функций начинаются с латинской буквы «G», а обозначение дополнительных – технологических команд – с буквы «M».
«G»« и «M» коды в программах для станков с ЧПУ
По стандарту все команды, код которых начинается с буквы «G», предназначены для линейного или кругового передвижения рабочих органов станка ЧПУ, выполнения определенных последовательностей действий, функций управления инструментами, сменой параметров координат и базовой плоскости. Синтаксис команды обычно состоит из наименования G-кода, координат или адресов перемещений (X, Y, Z) и заданной скорости движения рабочего органа, обозначаемой буквой «F».
Синтаксис команды обычно состоит из наименования G-кода, координат или адресов перемещений (X, Y, Z) и заданной скорости движения рабочего органа, обозначаемой буквой «F».
В команду ЧПУ может быть включен параметр, описывающий продолжительность паузы, так называемую выдержку – «P», указание о параметрах вращения шпинделя – «S», значение радиуса – «R», функцию коррекции инструмента – «D», а также параметры дуги «I», «J» и «K».
Например: G01 X0 Y0 Z110 F180; G02 X20 Y20 R5 F200; G04 P1000.
В первом примере код G01 обозначает «линейную интерполяцию» — прямолинейное перемещение с указанной скоростью (F) к заданной точке с координатами (X,Y,Z). Во втором примере указан код G02, который описывает дугообразное перемещение (круговая интерполяция). При этом код G02 соответствует перемещению в направлении вращения часовой стрелки, а его антипод G03 — против. В третьем примере содержится код команды, описывающий время задержки в миллисекундах.
В третьем примере содержится код команды, описывающий время задержки в миллисекундах.
Технологические команды, обозначаемые буквой «M», отвечают за включение или отключение определенных систем станка ЧПУ, смену инструмента, начало или окончание какой-либо специальной подпрограммы, другие вспомогательные действия.
Например: M3 S2000; M98 P101; M4 S2000 M8.
Здесь в первом примере указана команда о начале вращения шпинделя со скоростью «S». Во втором – распоряжение о вызове указанной подпрограммы «P». Третий пример описывает команду о включении основного охлаждения (M8) при вращении шпинделя со скоростью (S) в направлении против часовой стрелки (M4).
Методы создания и структура управляющих программ
Современное оборудование позволяет создавать программы для работы станков с ЧПУ несколькими способами:
● Написание программы вручную или в текстовом редакторе ПК. Необходимый этап в подготовке специалистов для работы на станках с ЧПУ. Подходит также как основной способ программирования на производствах, где в течение длительного времени выпускают несколько простых деталей, не прибегая к перестройке оборудования.
Необходимый этап в подготовке специалистов для работы на станках с ЧПУ. Подходит также как основной способ программирования на производствах, где в течение длительного времени выпускают несколько простых деталей, не прибегая к перестройке оборудования.
● Составление и ввод программы на стойке ЧПУ. Пульт управления большинства современных систем управления содержит клавиатуру и дисплей, что позволяет программировать и просматривать виртуальную имитацию процесса обработки непосредственно на рабочем месте. Многие системы позволяют производить ввод программ в «фоновом» режиме, когда станок занят обработкой заданной детали.
● Использование возможностей CAD-CAM систем компьютеризированной подготовки производства. Специальное программное обеспечение позволяет создать трехмерную модель детали, рассчитать и подготовить программу для ее производства. А также виртуально «изготовить» требуемую деталь, используя реальные данные о кинематике конкретного станка ЧПУ. Этот метод позволяет создавать управляющие программы быстро и точно, практически исключить ошибки программирования и связанную с этим порчу заготовок. Особенно высока эффективность данного способа при создании УП для изготовления особо сложных деталей.
Этот метод позволяет создавать управляющие программы быстро и точно, практически исключить ошибки программирования и связанную с этим порчу заготовок. Особенно высока эффективность данного способа при создании УП для изготовления особо сложных деталей.
Структурно программа в G-кодах состоит из кадров. Так называют группы команд, которые предназначены для совершения какого-либо завершенного действия. Кадры могут состоять и из одной команды. Об окончании каждого «кадра» сообщает знак перевода строки (ПС/LF). Каждая программа начинается с пустого «кадра», который состоит их знака «%», а заканчивается кодами М02 или М30, обозначающими соответственно финиш программы ЧПУ или окончание имевшегося в памяти информационного блока.
Указанная структура и язык подготовки программ для оборудования с ЧПУ закреплены в международных стандартах RS2740, ISO-6983-1.82, а также ГОСТ СССР 20999-83. Отечественные профильные специалисты часто используют обозначение «ИСО-7 бит», которое закрепилось за программами в G-кодах еще со времен СССР. Программисты компаний, которые разрабатывают и производят станки с ЧПУ, при подготовке программного обеспечения обязаны придерживаться требований мировых стандартов.
Программисты компаний, которые разрабатывают и производят станки с ЧПУ, при подготовке программного обеспечения обязаны придерживаться требований мировых стандартов.
В некоторых случаях, когда разработчики наделяют свои системы дополнительными возможностями и некоторыми специальными функциями, могут иметь место определенные отклонения программного обеспечения от стандарта создания программ в G и M кодах. В таких случаях следует внимательно изучить документацию, которая должна быть предоставлена производителем оборудования.
Системы ЧПУ всемирно признанных лидеров отрасли
Программное обеспечение для цифровой управляющей системы SINUMERIK, которую выпускает всемирно известная корпорация SIEMENS AG, также базируется на G и M кодах, но содержит и некоторые дополнительные команды, не включенные в стандарт. Современные полностью цифровые системы ЧПУ на базе платформы Sinumerik 840D используются на самых сложных процессах металлообработки, требующих высокой точности и быстродействия.
Многовариантность и гибкость программирования в G и M кодах учтена создателями программных станций и передовых систем ЧПУ HEIDENHAIN. Эта немецкая компания успешно работает в направлении модернизации устаревших станков NC за счет установки новых управляющих систем. Универсальные программные станции от компании Heidenhaih позволяют не только создавать необходимые программы обработки на персональных компьютерах, но и тестировать ПО, подготовленное при помощи CAD-CAM систем.
Системы управления ЧПУ, которые производит японская компания FANUC, известны во всем мире и используются на многих предприятиях. Очень популярны стойки ЧПУ от FANUK LTD и в России. Специалисты этой корпорации одними из первых адаптировали работу своих систем под программы в G и M кодах, и сумели организовать работу самых сложных систем строго в рамках стандарта программирования. Распространенные стойки FANUK серии 0i рассчитаны на работу с 6-8 управляемыми осями (одновременное управление – 4 оси). Стойки серий 30i-35i позволяют производить высокоточную обработку на наивысших скоростях, и являются пока недостижимым ориентиром для многих конкурентов.
Стойки серий 30i-35i позволяют производить высокоточную обработку на наивысших скоростях, и являются пока недостижимым ориентиром для многих конкурентов.
Успешно работает в России и странах СНГ испанская компания FAGOR AUTOMATION. Ее последние разработки, к которым относится ЧПУ FAGOR CNC 8070, полностью совместимы с
персональным компьютером, имеют феноменальные возможности и могут управлять самыми сложными станками. Возможно управление по 28 (!) интерполируемым осям (4 канала одновременно), может поддерживать по 4 шпинделя и инструментальных магазина. Создатели системы гарантируют скоростную обработку, нанометрическую точность и высочайшую чистоту обработки поверхности.
Приятно отметить, что наряду с иностранными компаниями на рынке разработки и производства систем управления для станков с ЧПУ с 1998 года успешно работает российская компания «БАЛТ-СИСТЕМ». Специалисты считают, что при модернизации устаревшего оборудования выгоднее всего устанавливать системы от «Балт-Систем», так как они в несколько раз дешевле импортных, вполне надежны и функциональны. На российских предприятиях успешно работают и отлично себя зарекомендовали устройства ЧПУ NC-210, NC-220, NC-230. Самые сложные обрабатывающие центры и высокоскоростные многосуппортные станки могут работать под управлением стойки NC-110, которая на сегодня является лучшей в соотношении цена-качество.
На российских предприятиях успешно работают и отлично себя зарекомендовали устройства ЧПУ NC-210, NC-220, NC-230. Самые сложные обрабатывающие центры и высокоскоростные многосуппортные станки могут работать под управлением стойки NC-110, которая на сегодня является лучшей в соотношении цена-качество.
Станки с ЧПУ прочно вошли в нашу жизнь и стали незаменимыми помощниками человека в производственной деятельности. Без этих систем было бы невозможно изготавливать многие, успевшие стать привычными и обыденными вещи. Причем все необходимые детали станки под управлением ЧПУ обрабатывают быстро и качественно, с недостижимой ранее точностью, а при массовом производстве – невероятно низкой себестоимостью. Дальнейшее развитие систем ЧПУ идет по пути объединения отдельных станков в производственные комплексы, удешевления процесса подготовки производства и снижения стоимости управляющих систем. Пожелаем разработчикам успеха!
Автор статьи: зам. генерального директора АО «КоСПАС» по производству А. Ю. Парфенов
Ю. Парфенов
Что такое металлообработка ЧПУ. Преимущества станков с ЧПУ
Устройства с числовым программным управлением (ЧПУ) произвели настоящую революцию в сфере металлообработки. В последние годы предприятия и производства металлообрабатывающей промышленности стали массово переходить на станки с ЧПУ для обработки металла. И в данной статье мы рассмотрим несколько вопросов, касающихся металлообработки ЧПУ:
1. Что такое металлообработка ЧПУ?
2. В чем ее основные преимущества?
3. Принципы и особенности работы станков с ЧПУ?
Если коротко, то ЧПУ обработка металла – это полностью автоматизированный процесс, в котором всю работу выполняет компьютерная программа по заданной оператором схеме. Электронный командный блок числового программного управления (ЧПУ), установленный на металлообрабатывающее оборудование, контролирует все этапы металлообработки и создает изделие на основе заданных параметров.
- Классический станок – механическая система, позволяющая перемещать инструмент относительно обрабатываемой поверхности в ручном режиме.
 Работы по изготовлению металлоизделия проводятся мастером-станочником.
Работы по изготовлению металлоизделия проводятся мастером-станочником.Под контролем системы программного управления находится множество механических, пневматических и гидравлических узлов и элементов. Система ЧПУ обеспечивает их точное передвижение в пространстве и взаимодействие без переналадки. Выполняя командные импульсы блока управления резец и обрабатываемая поверхность перемещаются относительно друг друга по 3-м координатным осям относительно заранее выбранной базовой точки с координатами (0, 0, 0).
Преимущества ЧПУ обработки металла
Разница между результатами на полностью автоматизированном оборудовании и классическим способом очевидна. В первом случае человеческий фактор сводится, практически, к «нулю». Отсюда вытекает не только повышенная точность выполняемых работ, но и более высокая производительность. Быстродействие электронного «мозга» при отдаче рутинных, запрограммированных команд на несколько порядков выше человеческого, а отсутствие посторонних мыслей и отвлекающих факторов позволяет блоку ЧПУ выполнить последовательность операций только правильно и никак иначе.
Обработка металла на станках с ЧПУ по сравнению с ручным управлением имеет неоспоримые преимущества:
- использование комплекса из двух обрабатывающих головок, что позволяет вести механообработку сразу в двух плоскостях одновременно;
- отсутствие необходимости частой переустановки обрабатываемой заготовки;
- быстрая замена инструмента;
- регулируемая электроникой воздушно-капельная система охлаждения режущей кромки;
- высокая производительность в серийном производстве;
- изготовление штучных изделий сложной конфигурации;
- выполнение станочных работ с точностью и чистотой поверхности до седьмого квалитета;
- возможность обрабатывать резаньем не только плоскости, но и криволинейной поверхности.
Принцип работы автоматизированного комплекса
Последовательность действий при металлообработке на станке с ЧПУ включает несколько шагов:
- Оператор выставляет заготовку на рабочий стол (зажимает в кулачковый патрон) и выверяет ее с осями координат.

- Выставляет индикатор в базовую точку с координатами (0, 0, 0) и обнуляет систему координат.
- Выбирает на пульте управления соответствующую программу или запрограммированную последовательность отдельных операций.
- Встроенный декодер преобразует программные последовательности в командные сигналы для исполнительных механизмов.
- Роботизированный комплекс устанавливает в шпиндели (резцедержатели) режущий инструмент из соответствующей ячейки передвижного штабелёра.
- Автоматическая система устанавливает запрограммированные режимы скоростей вращения шпинделя и подачи режущего инструмента.
- При поступлении команды о начале работы автоматически включается система воздушно-капельного охлаждения.
- После окончания работы все узлы перемещаются в нулевое положение.

Станки для обработки металла с ЧПУ
Металлообрабатывающие автоматизированные комплексы делятся на две группы:
- Токарная.
- Фрезерная.

Станочный парк токарной группы
К этой группе относится оборудование, предназначенное для обработки элементов, имеющих в основе своей геометрии тела вращения: прямые и многоступенчатые валы, конические и цилиндрические втулки, шкивы, шаровые опоры и т.п.
Принцип работы таких механизмов следующий: заготовка зажимается в вертикальный или горизонтальный патрон, установленный на шпинделе; резцы крепятся в поворотный резцедержатель; за счет вращения патрона и перемещения режущей кромки инструмента в двух осях (третья зафиксирована по центру токарного патрона) происходит снятие слоя металла с заданной программой поверхности.
Станки для обработки металла с ЧПУ токарной группы могут быть следующих видов:
- Токарно-винторезные (шпиндель вращается в горизонтальной плоскости, режущий инструмент перемещается по осям X и Y). Применяются для производства тел вращения небольшого диаметра, а также при механообработке деталей, длина которых значительно превосходит наружный диаметр.
- Токарно-карусельные (вращение шпинделя происходит в вертикальной плоскости, перемещение инструмента по осям Y и Z). На таком оборудовании обрабатываются литые заготовки или сварные узлы, имеющие значительные диаметры от 500 мм до нескольких метров.

Станочный парк фрезерной группы
Станки этой категории используются для фрезеровки поверхностей различной конфигурации: шпоночные и направляющие пазы, шлицы, зубья и канавки, взаимно перпендикулярные, параллельные или наклонные поверхности и т.п.
Резец в этом случае зажимается в шпинделе, который имеет заданное число оборотов и перемещается вместе с фрезерной головкой по осям X, Y и Z. Обрабатываемая деталь жестко крепится на поворотный стол с возможностью поворота на 360 градусов.
Станки для обработки металла с ЧПУ фрезерной группы включают в себя:
- Многофункциональные фрезерные центры. Оборудование предназначено для фрезеровки в трёх плоскостях небольших по своим габаритам деталей и узлов.
- Координатно-расточные станки. Такой вид оборудования используются для расточки внутренних отверстий большого диаметра, сверловки отверстий по заданным координатам, фрезеровки в трёх плоскостях средних деталей и узлов.
- Портальные фрезерные центры. Режущие многошпиндельные головки на агрегатах такого типа перемещаются относительно детали с помощью портальной установки, что позволяет производить механообработку узлов с линейными размерами в любой оси до нескольких метров.
Наличие блока числового программного управления позволяет в разы увеличить производительность, особенно в случае изготовления сложных криволинейных поверхностей. И вместе с тем сохранить точность изготовления на стабильно высоком уровне. Эксплуатация металлообрабатывающего оборудования с ЧПУ наиболее эффективна в массовом, серийном производстве. Но они также нашли широкое применение при изготовлении индивидуальных заказов.
Компания ОДО «Магилаз» имеет собственный парк металлообрабатывающих станков ЧПУ и принимает заказы на изготовление деталей по чертежам заказчика или образцу.
13 Детали станка с ЧПУ – Блок-схема ЧПУ
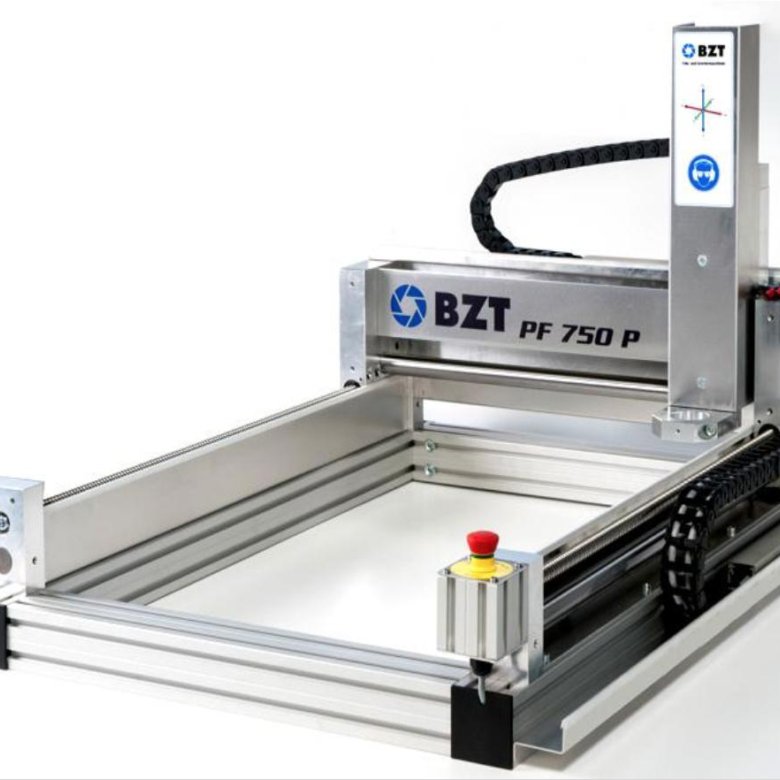
Станки с ЧПУ (ЧПУ) представляют собой сложное оборудование, предназначенное для автоматического изготовления деталей из широкого спектра материалов, включая металл, пластик и дерево. Станки с ЧПУ бывают разных конфигураций, но наиболее распространенными являются фрезерные станки с ЧПУ и токарные станки с ЧПУ. Токарные станки с ЧПУ лучше подходят для обработки цилиндрических деталей, тогда как фрезерные станки можно использовать для обработки плоских, изогнутых или угловых деталей.
В этой статье будут описаны различные части станка с ЧПУ. Некоторые детали являются общими для токарных и фрезерных станков, например, блок управления, система привода и система обратной связи, в то время как другие относятся к определенному типу станков. Например, задние и передние бабки можно найти только на токарных станках с ЧПУ.
1. Устройство ввода
«Устройство ввода» для станка с ЧПУ — это средство, с помощью которого программы ЧПУ загружаются в станок. Этим устройством ввода может быть клавиатура (для непосредственного ввода команд G-кода), флэш-накопитель USB (для переноса завершенной программы с другого компьютера) или беспроводная связь (если программа должна быть загружена с другого компьютера по локальной сети). ).
Этим устройством ввода может быть клавиатура (для непосредственного ввода команд G-кода), флэш-накопитель USB (для переноса завершенной программы с другого компьютера) или беспроводная связь (если программа должна быть загружена с другого компьютера по локальной сети). ).
2. Блок управления станком (MCU)
MCU (блок управления станком) представляет собой набор электронных аппаратных и программных средств, которые считывают G-код, предоставленный устройством ввода, и преобразуют его в инструкции, которые могут быть выполнены драйверы инструментов для выполнения желаемых операций обработки. Это один из важнейших компонентов станков с ЧПУ. MCU интерпретирует координаты G-кода в движениях, выполняемых серводвигателями вдоль различных осей станка. Он также интерпретирует информацию от датчиков обратной связи, чтобы гарантировать, что инструмент находится в ожидаемом положении после завершения движения. MCU также управляет устройством смены инструмента и включением охлаждающей жидкости, как указано в G-коде.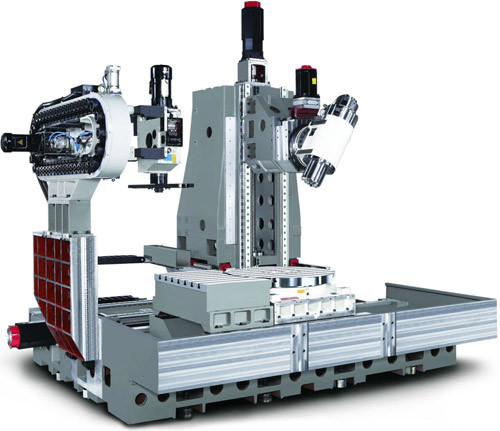 Типовой блок управления показан на рисунке 1 ниже:
Типовой блок управления показан на рисунке 1 ниже:
3. Станки
«Станки» — это общий термин, используемый для обозначения любого инструмента, который может выполнять обработку заготовки, обычно режущего инструмента. Станки принимают разные формы в зависимости от типа станка с ЧПУ. Токарные станки с ЧПУ используют стационарные инструменты и перемещают вращающееся сырье в инструмент для выполнения разрезов. Фрезерные станки с ЧПУ перемещают вращающиеся инструменты в неподвижный материал. Однако более сложные 5-осевые станки могут перемещать как инструмент, так и заготовку, что позволяет создавать более сложные элементы в готовой детали. Станки часто хранятся в «библиотеках инструментов», которые представляют собой стеллажи для хранения всех инструментов, которые могут потребоваться для обработки детали. Устройство смены инструмента автоматически снимает инструмент со шпинделя, помещает его в библиотеку инструментов и устанавливает следующий инструмент. Типичный фрезерный станок с ЧПУ показан на рисунке 2 ниже:
4.
 Система привода
Система приводаСистема привода относится к двигателям, которые перемещают инструмент вдоль различных осей станка. В случае стандартного фрезерного станка с ЧПУ станина перемещается горизонтально по осям x и y, а режущий инструмент перемещается вверх и вниз по оси z. В стандартном токарном станке с ЧПУ приводная система перемещает режущий инструмент параллельно оси вращения заготовки. Режущий инструмент перемещается по внешнему диаметру материала вдоль оси вращения заготовки, а не поперек оси вращения. Движение в станке с ЧПУ часто управляется серводвигателями, шарико-винтовыми парами и линейными направляющими. Сервоприводы могут точно перемещать гайку шарико-винтовой передачи для позиционирования различных механических компонентов, таких как станина и шпиндель. Линейные направляющие обеспечивают точное перемещение станины и шпинделя с минимальным люфтом.
5. Система обратной связи
Несмотря на точность приводной системы, все же может потребоваться система управления с обратной связью, чтобы после того, как машина перемещает механический компонент в определенное положение, это положение проверялось и, при необходимости корректируется. Положение можно измерить с помощью линейного энкодера или поворотного энкодера, прикрепленного к серводвигателю.
Положение можно измерить с помощью линейного энкодера или поворотного энкодера, прикрепленного к серводвигателю.
Специальные измерительные инструменты также используются не только для обнуления станка, но и для измерения фактической детали во время обработки, чтобы потенциально отрегулировать параметры обработки в соответствии с размерными требованиями. Типичный измерительный инструмент показан на рисунке 3 ниже:
6. Блок дисплея
Блок дисплея представляет собой экран, на котором отображается важная информация для оператора. Некоторые дисплеи имеют большие экраны с высоким разрешением, на которых отображается большое количество информации, в то время как другие имеют небольшие экраны с низким разрешением, на которых отображается только самая необходимая информация. отображается. Блок дисплея показывает, как оператор взаимодействует с различными функциями станка с ЧПУ, такими как ввод G-кода или изменение настроек станка. Блок дисплея также показывает текущее рабочее состояние машины.
7. Станина
На станине станка с ЧПУ размещается сырье. Для закрепления заготовки на месте используются различные зажимные приспособления. В станине часто есть Т-образные пазы или отверстия, к которым можно прикрепить приспособления. Обычные станки с ЧПУ перемещаются только по горизонтальным осям x и y, но более совершенные 5-осевые станки могут включать вращательные движения по осям x и y. На рис. 4 ниже показана деталь, прикрепленная к станине станка с ЧПУ:
В токарном станке с ЧПУ револьверная головка и задняя бабка крепятся к станине, а заготовка крепится к патрону.
8. Передняя бабка
Передняя бабка — это уникальная часть токарного станка, которая содержит главный привод, подшипники и шестерни, необходимые для вращения патрона с требуемой скоростью для обработки. Переднюю бабку можно найти с левой стороны токарного станка с ЧПУ. Передняя бабка обычно закрыта и доступна через съемные смотровые панели.
9. Задняя бабка
Задняя бабка представляет собой компонент токарного станка с ЧПУ, который используется для осевой поддержки длинных цилиндрических заготовок с одной стороны, в то время как патрон поддерживает другую сторону, а также вращает материал. Без задней бабки силы, создаваемые во время резки, заставят материал отклоняться от фрезы. Сырье центрируется на пиноли задней бабки, которая свободно вращается в задней бабке. Это особенно полезно для резки компонентов, таких как силовые винты или валы. Задняя бабка может перемещаться только вдоль оси z токарного станка, чтобы учесть разную длину исходного материала.
Без задней бабки силы, создаваемые во время резки, заставят материал отклоняться от фрезы. Сырье центрируется на пиноли задней бабки, которая свободно вращается в задней бабке. Это особенно полезно для резки компонентов, таких как силовые винты или валы. Задняя бабка может перемещаться только вдоль оси z токарного станка, чтобы учесть разную длину исходного материала.
10. Цилиндр задней бабки
Цилиндр задней бабки расположен в задней бабке, имеет конический конец, коллинеарный оси шпинделя и патрона. При обработке длинного вала в центре конца заготовки часто просверливают глухое отверстие, чтобы в него можно было поместить пиноль для поддержки. Перо имеет только ограниченный диапазон движения. Задняя бабка приближается к детали, затем пиноль приводится в действие пневматическим или гидравлическим давлением, чтобы зафиксировать сырье на месте.
11. Ножной переключатель или педаль
Ножные педали используются для включения и выключения патрона и пиноли задней бабки токарного станка с ЧПУ. Ножные педали помогают операторам загружать заготовки и выгружать готовые детали из станка. На станках с ЧПУ обычно нет педалей, поскольку детали уже закреплены на станине, и операторам не нужно, чтобы обе руки были свободны при загрузке и выгрузке сырья.
Ножные педали помогают операторам загружать заготовки и выгружать готовые детали из станка. На станках с ЧПУ обычно нет педалей, поскольку детали уже закреплены на станине, и операторам не нужно, чтобы обе руки были свободны при загрузке и выгрузке сырья.
12. Патрон
Патрон — это специальная деталь для токарного станка, которая используется для захвата сырья во время его обработки на токарном станке. Он вращается с высокой скоростью шпинделем. Патрон обычно имеет три или четыре захвата с пневматическим или гидравлическим приводом. Захваты трехкулачкового патрона самоцентрирующиеся. Все захваты двигаются радиально одновременно. Захваты четырехкулачковых патронов регулируются индивидуально и не являются самоцентрирующимися. Четырехкулачковые патроны более точны, чем трехкулачковые. Они допускают эксцентричную резку, поскольку их положение можно точно контролировать для учета любых изменений в исходном материале. На рис. 5 ниже показан типичный трехкулачковый патрон:
13.
 Панель управления
Панель управленияПанель управления содержит: устройство ввода, дисплей, клавиатуру и другие кнопки управления, помогающие операторам взаимодействовать со станком с ЧПУ. Панель управления часто крепится к станку с ЧПУ с помощью выдвижного рычага, который позволяет оператору расположить экран в удобном месте.
Что такое станок с ЧПУ?
Станок с числовым программным управлением (ЧПУ) — это управляемый компьютером автоматизированный инструмент, который можно использовать для придания формы различным материалам, таким как металл, пластик или дерево, на основе набора инструкций, генерируемых с помощью программного обеспечения CAM (автоматизированное производство). Есть два широко используемых станка с ЧПУ: токарные станки с ЧПУ и фрезерные станки с ЧПУ.
Каковы преимущества использования станка с ЧПУ?
Станки с ЧПУ широко используются в обрабатывающей промышленности благодаря их многочисленным преимуществам. Станки с ЧПУ могут работать без постоянного участия оператора. Теоретически они также могут работать круглосуточно и без выходных в сочетании с роботизированными системами для загрузки и разгрузки машин. Станки с ЧПУ имеют воспроизводимую точность, а это означает, что тысячи деталей могут быть изготовлены с минимальным отклонением размеров от детали к детали. Станки с ЧПУ также могут производить детали со сложными характеристиками, которые были бы невозможны на ручных станках.
Теоретически они также могут работать круглосуточно и без выходных в сочетании с роботизированными системами для загрузки и разгрузки машин. Станки с ЧПУ имеют воспроизводимую точность, а это означает, что тысячи деталей могут быть изготовлены с минимальным отклонением размеров от детали к детали. Станки с ЧПУ также могут производить детали со сложными характеристиками, которые были бы невозможны на ручных станках.
Каковы недостатки использования станка с ЧПУ?
Несмотря на широкое распространение, станки с ЧПУ имеют некоторые недостатки, которые необходимо учитывать. Станки с ЧПУ — дорогостоящие инструменты. Они стоят значительно дороже, чем ручные машины. Однако у них высокая производительность, а стоимость единицы продукции может быть распределена на достаточный объем продаж, чтобы в значительной степени (или полностью) окупить разницу в первоначальных инвестиционных затратах. Для работы на станках с ЧПУ также требуется дорогостоящая квалифицированная рабочая сила. При обработке небольших, одноразовых, простых деталей часто дешевле и быстрее использовать ручной станок, поскольку программирование и настройка станка с ЧПУ для нестандартных деталей может оказаться неэкономичным.
При обработке небольших, одноразовых, простых деталей часто дешевле и быстрее использовать ручной станок, поскольку программирование и настройка станка с ЧПУ для нестандартных деталей может оказаться неэкономичным.
Как работает станок с ЧПУ?
Станок с ЧПУ работает, автоматически разрезая сырье на основе набора инструкций, предоставляемых оператором, называемых G-кодом. Этот G-код содержит координаты конкретных элементов детали, требуемый инструмент, оптимальные скорости и подачи, а также команды для включения или выключения подачи СОЖ. MCU (блок управления станком) преобразует этот G-код в инструкции для различных серводвигателей и шпинделей, чтобы произвести нужную деталь.
Как модернизировать детали станков с ЧПУ
Коммерческие станки с ЧПУ часто не предназначены для модернизации их основной конструкции или механических компонентов. В связи с этим важно правильно определить станок с ЧПУ как для текущих, так и для будущих требований. Хотя механика станка с ЧПУ не может быть модернизирована, некоторые компоненты, которые можно модернизировать для повышения эффективности, перечислены ниже:
- Станки: Хотя это и не является непосредственным обновлением станка, переход на высококачественные инструменты может значительно улучшить обработку. эффективность.
- Датчик касания: Датчик касания можно использовать для обнуления станка, а также для выполнения некоторых измерений во время обработки, чтобы позволить станку исправить любые несоответствия.
- Библиотека инструментов: Библиотека инструментов — это автоматизированная система хранения, которая используется для хранения ряда инструментов на станке, чтобы их можно было автоматически заменять во время обработки.
- Автоматизация: Одним из наиболее важных усовершенствований станка с ЧПУ является включение систем автоматизации. Одним из распространенных примеров этого является роботизированная рука, которая используется для загрузки сырья в машину, а затем выгрузки готовой детали после завершения обработки. Это значительно повышает производительность машины.
 эффективность.
эффективность.Прибыльна ли обработка с ЧПУ?
Да, обработка с ЧПУ выгодна. Автоматический характер станка с ЧПУ означает, что многие детали могут быть изготовлены быстро и с меньшими затратами по сравнению с ручной обработкой, особенно при относительно больших объемах производства.
Резюме
В этой статье представлены части станка с ЧПУ, объяснено, что они из себя представляют, и рассмотрено назначение каждой из них и принцип их работы. Чтобы узнать больше о станках с ЧПУ, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Команда Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Все об обработке с ЧПУ: процесс, материалы, области применения и стоимость
Станки с ЧПУ используются для обработки широкого спектра материалов. Каждый материал имеет свой оптимальный набор параметров обработки (скорость и подача) для успешной обработки материала. Наиболее распространенные материалы:
1. Металл
Мука – наиболее часто используемый материал в станках с ЧПУ. Станки с ЧПУ могут резать практически любой тип металла, от легкообрабатываемой латуни до суперсплавов на основе никеля, таких как инконель. Металлообработка охватывает широкий спектр областей применения: от пресс-форм для литья под давлением до валов и шестерен.
Металлообработка охватывает широкий спектр областей применения: от пресс-форм для литья под давлением до валов и шестерен.
2. Пластмасса
Хотя подавляющее большинство пластиковых деталей изготавливается с помощью литья под давлением, для производства некоторых пластиковых компонентов может использоваться механическая обработка с ЧПУ. Типичные материалы могут включать ABS (акрилонитрилбутадиенстирол), нейлон и поликарбонат. Обработка пластика может включать корпуса клапанов, втулки и прототипы для литья под давлением, чтобы проверить общую функцию детали, прежде чем вкладывать средства в дорогостоящие инструменты для литья.
3. Дерево
Фрезерные станки с ЧПУ чаще всего используются для резки дерева и, как правило, дешевле, чем стандартные металлорежущие станки с ЧПУ. CNC-обработка древесины чаще всего выполняется в декоративных целях. Общие области применения включают мебель, оконные рамы и декоративные панели.
4. Пена
Полиуретановая пена (с закрытыми или открытыми порами) обычно используется в станках с ЧПУ. Блоки пенопласта можно разрезать на плотную упаковку для дорогостоящих продуктов с помощью фрезерного станка с ЧПУ. Одним из примеров является пена, используемая в ящиках для инструментов для обеспечения безопасности инструментов во время транспортировки.
Блоки пенопласта можно разрезать на плотную упаковку для дорогостоящих продуктов с помощью фрезерного станка с ЧПУ. Одним из примеров является пена, используемая в ящиках для инструментов для обеспечения безопасности инструментов во время транспортировки.
5. Композиты
Станки с ЧПУ регулярно используются при обработке композитных деталей. Композиты могут включать в себя что угодно, от арамида до стекловолокна и углеродного волокна. Эти материалы чрезвычайно абразивны по отношению к режущим инструментам. Аэрокосмические и морские композитные компоненты обрабатываются для добавления отверстий для крепежа и для общей обрезки после процесса формования.
Каковы области применения станков с ЧПУ?
Список потенциальных применений станков с ЧПУ практически бесконечен. Тем не менее, ниже перечислены некоторые примеры того, что возможно при обработке с ЧПУ:
1. Деревообрабатывающая промышленность
Деревянная мебель часто обрабатывается на станках с ЧПУ для экономии времени и снижения затрат. Ручная резьба по дереву очень трудоемка и затратна. Станки с ЧПУ можно использовать для создания мебели со сложной геометрией, для создания которой в противном случае потребовался бы мастер-столяр.
Ручная резьба по дереву очень трудоемка и затратна. Станки с ЧПУ можно использовать для создания мебели со сложной геометрией, для создания которой в противном случае потребовался бы мастер-столяр.
2. Системы нанесения надписей и гравировки
В некоторых случаях не требуется интенсивное удаление материала, а вместо этого используется гравировальный инструмент для нанесения рисунка или текста на поверхность детали. Это приложение может быть сделано для художественных приложений или серийных деталей.
3. Электротехническая промышленность
Спрос на детали, изготовленные на станках с ЧПУ, для электронной промышленности охватывает широкий спектр областей применения. Обработка монтажных отверстий для компонентов в печатных платах и обработка алюминиевого или медного радиатора для тепловыделяющих электрических компонентов — вот некоторые примеры использования станков с ЧПУ в электронной промышленности.
4. Фармацевтическая промышленность
Станки с ЧПУ используются для производства точного оборудования для производства фармацевтической продукции.