Заточка дисковых пил
Конструкция дисковой пилы с зубьями твердосплавного типа состоит из диска-полотна, в производстве которого обычно исопльзуется сталь 9ХФ, 65Г, 50ХФА и пр., и твердосплавных пластин, которые являются резцами. Продукт отечественного производства для пластин использует сплавы вольфрама и кобальтова марки ВК (ВК6, ВК15 и что важно цифра это показатель % содержание кобальта, отсюда показаетли твердости у ВК6 — 88,5 HRA, у ВК15 — 86 HRA). Зарубежные компании используют свои сплавы. На свойства сплава влияет не только его хим. состав, но и размеры зерна. Поэтому зерно меньшего размера обеспечивает повышенную твердость и прочность сплава.
В процессе производства пластины закреплются на диске при помощи высокотемпературной пайкой. Припои на серебре (ПСр-40, ПСр-45) применяются в процессе пайки, но можно встретить и менее качесвтенный вариант из медно-цинкового припоя (Л-63, МНМЦ-68-4-2).
Форма твердосплавных зубьев
Зуб состоит из 4-х плоскостей — передняя , задняя и еещ две в качестве дополнительных боковых. Перексечение всех вышеуказанных сторон создает режущие кромки — основную и две дополнительные. Основные моменты по поводу граней и кромок зубьев рассматриваются в ГОСТ 9769-79 (чуть ниже статьи есть ссылка на его закачку).
Перексечение всех вышеуказанных сторон создает режущие кромки — основную и две дополнительные. Основные моменты по поводу граней и кромок зубьев рассматриваются в ГОСТ 9769-79 (чуть ниже статьи есть ссылка на его закачку).
Существующие формы зубьев:
- Прямой зуб применяется там где качество не играет особой роли, но требуется выполнить работы быстро.
- Косой зуб чередует угол накола задней плоскости в лево и в право, поэтому их называют попеременноскошенными. Такой тип наиболее популярен и распространен. Величина угла заточки влияет на то с ками материалом Вы будете работать: попеременноскошенные применяются для широког оспектра метериалов (дерево, ДСП, пластмасс и т.д.) — как в продольном, так и поперечном направлении. Больший угол наклона у заднего основания применяется для подрезки плит с двухсторонним ламинированием, что устраняет вероятность скола в процессе работы, но делает зуб более хрупким. Помимо этого зубья могут иметь наклон и передней плоскости тоже.

- Трапециевидный — это тип зубьев с повышенной устойчивостью к затуплению. Обычно он чередуется с прямым зубом и выстыпает слегка дальше. Такой зуб применяется для чернового распила, а следующий за ним прямой для чистового.
- Конический зуб у пилы применяется когда требуется, вспомогательные чистовые работы. У такой пилы основная грань зуба плоской формы, но встречаются и вонутый вариант.

Углы заточки зубьев
Из вышесказанног оследует, что имеют четыре угла: передний, задний, угол скоса первых двух и угол заострения (задается передним и задним углами = 90°-передний-задний).
В зависмости от назначения пилы определяется угол заточки (какой материал, направление резания). Продольные пилы имеют достаточно большой угол в 15°-25°. Поперечные 5-10°. Универслаьный вариант равен среднему значению обоих в 15°. Также с повышением твердости распиливаемого материала, уменьшаются передние и задние углы т.е. меньше заострение.
меньше заострение.
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Основные принципы заточки
Следует учитывать, что основнй износ у зубьев идет на верхнюю режущую кромку. Среди граней быстрее всего выходит из строя боковые.
Сильное затупление пилы сильно сказывается на производительности и к томуже процесс заточки такой пилы отнимет больше времени, в отличии от нормального затупления. Округление режущей кромеки не должно быть больше 0,1-0,2 мм. Внешний вид зубьев и качество пропила лучше всего скажут о степени затупления.
Качественная заточка — это совокупность остроты режущего элемента и обеспечение масимально возможного количества заточек (25-30 оптимлаьный показатель). Поэтому для достижение наилучшего эффекта зуб следует затачивать по передней основной плоскости и задней. Конечно же можно точить только переднее основание, но тогда снизится количество заточек раза так в два. Поэтому после следует обработать заднюю плоскость зуба (снимаем металл примерно 0,05-0,15 мм).
Поэтому после следует обработать заднюю плоскость зуба (снимаем металл примерно 0,05-0,15 мм).
Перед началом работ убедитесь в том что пила свободна от загрязнений, а также узнайте чему равны углы заточки (иногда они написаны на самом диске).
Что необходимо для заточки пильных дисков?
Для заточки бытсрорежущей стали используются эльборовые круги (CBN), а для работы с резцов из твердых сплавов алмазные круги (PCD) и круги из зеленого карбида кремния. При этом в процессе применения абразивных кругов рекомендуется использовать охлаждение.
Использование чистой воды без примесей со временем приведет Ваш станок в негодность из-за ржавчины. Для того что бы избежать этого применяются добавки мыла, соды и различных электролитлв (нитрит натрия, кальцинированная сода, углекислый натрий, тринатрийфосфат, силикат натрия и др.) к воде для создания защитнйо пленки. Для стандартной шлифовки применимы мыльные и содовые смеси, а для чистового варианта — эмульсиии с низкой концентрацией.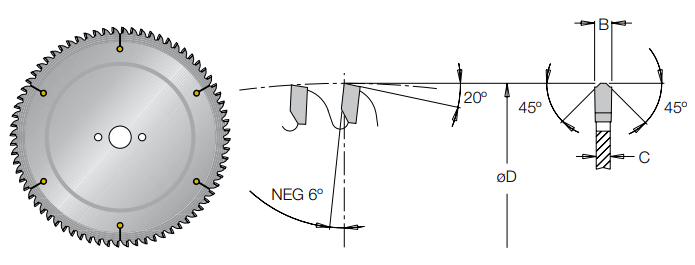
Заточка в домашних условиях не так требовательна к охлаждения. Хотя в большинстве случаев им даже не пользуются.
Для того чтобы уменьшить износ и получить чистое основание обрабатываемого зуба, используется абразивные круги повышенной зернистости.
Основание зуба должно быть гладким т.к. при наличии зазубрин в процессе работы они будут крошиться и пила очень быстро снова станет тупой. Для того чтобы этого не случилось рекомендуется придерживаться скорости круга от 10 до 18 м/с. Соотвественно чем более хрупкий сплав Вы затчиваете, тем меньше должна быть скорость. Жесткие режимы при заточке твердых спавов приводят к появлению трещин и напряжений (помимо этого сам круг подвергается интенсивному износу).
Процесс заточки пильных дисков
Заточка зубьев из твердых сплавов
- Установите пилу на оправку и зафиксируйте при помощи втулки и гайки, далее следует выставить ее строго горизонтально примення механизм станка (3)( это обеспечивает угол скоса переднего основания в 0°). При отсуствии у станка угловой шкалы используйте обычный угломер(не забудьте установить горизонтальность станка).
- Винта (4) при вращении меняет горизонтальное положение круга с оправкой, что необходимо для создания нужного переднего угла заточки.
- Запускайте станок и начинайте заточку передней плоскости, посредством движения наза и вперед, одновременно прижимая суб к кругу. Закончив заточку переходите к следующему зубу и так до момента пока маркер не сделает полный круг.
- Основное отличие при заточке скошенного зуба — это установка пилы под углом, который подходит под угол скоса.
- При помощи маятникового угломера проставляется наклон пилы (вначале положительный, на примере был взят +8°).
- Далее идет заточка зубьев, а точнее каждого второго.
- По окнчанию угол наклона полотна пилы становится с +8° на -8°.
- А затем опять подвергается заточке каждый второй зуб.
- Работа с задним основанием зубьев требует установку диска, которое даст положение при котором заднее основание зуба присутствует в одной плоскости с рабочим основанием круга.
 При отсуствии у станка угловой шкалы используйте обычный угломер(не забудьте установить горизонтальность станка).
При отсуствии у станка угловой шкалы используйте обычный угломер(не забудьте установить горизонтальность станка).
Что делать если станка нет?
Элементарным устройством для ручной заточки пилы будет подставка, позволяющая устанавливать одинаковый уровень между своей осью и осью круга для заточки. Зубья диска, лежащего на ней, будут перпендикулярны задней и передней поверхностью к полотну пилы. Добавление подвижности позволит регулировать угол.
Основные моменты контроля качества
Обработанные зубы должны быть без трещин, каких-либо сколов и прочих образований от шлифовального круга. 0,015 мм — это радиус скругления рабочей кромки. Внешне это определяется по отсутствию бликов на режущей кромке. ГОСТ 9769-79 отвечает за основные характеристики заточки.
Возможные несовпадения углов заточки не должно быть выше данных показателей:
- передний угол — ±1°30′;
- задний и угол скоса передней и задней плоскостей — ±2°;
Скачать ГОСТ 9769-79
Заточка дисковых пил в Челябинске по низкой цене
Главная>Заточка инструментов>
Рабочим инструментом циркулярной пилы является пильный диск разных размеров. По краю располагаются зубья различной формы: прямые, скошенные, трапециевидные, в виде конуса. Такой инструмент необходим при больших объёмах работы. Работает он с древесиной любой плотности, с другими материалами, например, фанера, ДСП.
По краю располагаются зубья различной формы: прямые, скошенные, трапециевидные, в виде конуса. Такой инструмент необходим при больших объёмах работы. Работает он с древесиной любой плотности, с другими материалами, например, фанера, ДСП.
Заточка дисковых пил по дереву – обязательное условие их долгой службы и продуктивной, качественной работы. Если этого регулярно не делать, инструмент быстро выйдет из строя.
Когда говорят о заточке твёрдосплавных дисковых пил, имеют в виду пильные диски с твёрдосплавными напайками. Они необходимы для того, чтобы зубья дольше не меняли форму.
Как понять, что пила затупилась?
- зубцы деформировались или отлетели;
- прилагаются большие усилия для распиловки;
- изменился привычный звук инструмента во время работы.
Некоторые проверяют остроту зубца, проводя по нему пальцем. Это не безопасно.
При первых признаках изменения рабочей поверхности лезвий, необходима срочная заточка. Работать, как это ни парадоксально звучит, с тупой пилой опаснее, чем с острой. К нормальному инструменту прикладываются точно рассчитанные движения, а с дефектным трудно рассчитать усилия. Возрастает вероятность получения травмы.
К нормальному инструменту прикладываются точно рассчитанные движения, а с дефектным трудно рассчитать усилия. Возрастает вероятность получения травмы.
Некоторые пользователи инструмента приспособились затачивать пильные диски в домашних условиях. Неудобно, опасно, случайно можно пропустить зубцы, главное страдает качество заточки.
Проще, результативнее и удобнее заточить диск на специальном станке.
Этапы процесса работы на заточном оборудовании:
- диск моют от осмола
- диск помещают на станок;
- отмечается первый зубец для заточки;
- включают станок;
- обрабатывается каждый второй зубец, начиная с отмеченного;
- при прохождении следующего цикла обтачивается каждый второй зубец из оставшихся;
- работа заканчивается, когда вся кромка будет заточена.
Время полной обточки зависит от количества зубцов, от мощности и скорости точильного станка.
Фирма «Профкомплект» в Челябинске предлагает заточку дисковых пил. Работа производится опытными мастерами на автоматическом заточном станке с алмазным кругом по переднему и заднему углу, по двум сторонам. Кроме заточки дисковых пил, производим напайку зубьев.
Работа производится опытными мастерами на автоматическом заточном станке с алмазным кругом по переднему и заднему углу, по двум сторонам. Кроме заточки дисковых пил, производим напайку зубьев.
Стоимость заточки дисковых пил в Челябинске
| Услуги по дисковым пилам | Цена | |
|---|---|---|
| Заточка дисковой пилы d 80-499 мм (мин 150р)по передней грани | 4,50р. | зуб |
| Заточка дисковой пилы d 80-499 мм (мин 150р) по всем граням | 5,50р. | зуб |
| Заточка пилы купленной в ООО Профкомплект d 80-499 мм (мин 140р)по передней грани | 4,00р. | зуб |
| Заточка пилы купленной в ООО Профкомпект d 80-499 мм (мин 140р) по всем граням | 5,00р. |
зуб |
| Заточка дисковой пилы d 500-799 (минимально 300р) | 8,00р. | зуб |
| Заточка пилы купленой в ООО Профкомплект d 500-799 (минимально 270р) | 7,00р. | зуб |
| Заточка дисковой пилы d 800 и выше (минимально 4000р) | 10,00р. | зуб |
Держите твердосплавные пилы острыми – Новости Матери-Земли
За последние 30 лет твердосплавные пилы почти полностью заменили обычные стальные пилы для деревообработки, потому что твердосплавные пилы служат намного дольше между заточками. В данном случае термин «карбид» относится к сверхтвердому сплаву, который используется для формирования режущих зубьев, расположенных по окружности лезвия. Твердосплавные зубья обычно припаиваются к основному корпусу лезвия, и именно невероятно твердый характер карбида делает эти зубья такими долгими, а также представляет собой проблему, когда дело доходит до заточки.
Недорогие твердосплавные пильные полотна, используемые в ручных циркулярных пилах, предназначены для использования с последующей переработкой, в то время как более дорогие твердосплавные полотна для настольных и разделочных пил рассчитаны на 4-5 повторную заточку. Даже в профессиональном магазине эти лезвия служат годами.
Существует два способа заточки зубьев твердосплавных дисков. Вы можете отправить лезвие в специализированный магазин для заточки или инвестировать в оборудование, чтобы выполнить работу самостоятельно. У меня в мастерской по дереву почти дюжина твердосплавных пил, и пара со мной уже почти 20 лет. Я всегда отдавал свои лезвия на заточку. Затраты обычно составляют от 10 до 15 долларов за лезвие диаметром 10 или 12 дюймов, и результаты всегда были превосходными. Производительность после новой заточки, по крайней мере, так же хороша, как когда лезвие было новым. Я не живу рядом с заточной мастерской, поэтому я жду, пока у меня не будет 3 или 4 тупых лезвия, чтобы упаковать и отправить по почте.
Существует несколько небольших станков, предназначенных для самостоятельной заточки твердосплавных пильных полотен, и один, о котором я знаю, изготовлен компанией Viel (www.vieltools.com). Лично я никогда не пользовался этим станком, но мой друг с сварочный цех только что купил один. Через несколько месяцев я лучше узнаю, как это работает. Помимо наличия необходимого оборудования для заточки, требуется навык, чтобы восстановить рабочие характеристики твердосплавного пильного полотна. Некоторые конструкции лезвий легче затачивать, чем другие, но в любом случае вы должны потратить некоторое время на обучение, чтобы добиться хороших результатов.
Зачем кому-то со сварочным цехом затачивать твердосплавные пилы? За последние несколько лет твердосплавная металлургия достигла такого уровня, что стала достаточно прочной для обработки тяжелых черных металлов. Имеются так называемые твердосплавные полотна для «сухой резки» для резки всех видов стали, как сплошных, так и полых. Производительность довольно удивительная и намного лучше, чем у традиционных абразивных кругов. Твердосплавные лезвия режут быстрее, они производят гораздо меньше искр, они очень точны и не оставляют заусенцев. Поверхность среза также прохладная на ощупь. Чтобы увидеть твердосплавный пильный диск в действии, посмотрите мое видео на странице http://www.SteveMaxwell.ca/metal-cutting-blades
Твердосплавные лезвия режут быстрее, они производят гораздо меньше искр, они очень точны и не оставляют заусенцев. Поверхность среза также прохладная на ощупь. Чтобы увидеть твердосплавный пильный диск в действии, посмотрите мое видео на странице http://www.SteveMaxwell.ca/metal-cutting-blades
Ответственный редактор Стив Максвелл уже более двух десятилетий помогает людям ремонтировать, строить и обслуживать свои дома. «Самый ловкий человек Канады» — отмеченный наградами орган по благоустройству дома и эксперт по деревообработке. Свяжитесь с ним, посетив его веб-сайт и блог Maxwell’s House. Вы также можете подписаться на него в Twitter , поставить лайк на Facebook и найти его в Google+ .
Заточка лезвий с твердосплавными напайками | Куинн Пила
- Диаметр 4″-32″ (100–810 мм)
- Твердые и мягкие породы дерева, молдинги, шпон и ламинированные материалы
- Экструдированные и твердые пластмассы
- Цветные металлы, алюминий, медь и латунь
- Черные металлы, стальные трубы, конструкции и прутки
Быстрая обработка.
 Каждый раз.
Каждый раз.Отправьте нам свой пильный диск с твердосплавными напайками.
Заказать сейчас
Пильные полотна с твердосплавными напайками проходят такую же строгую очистку и проверку, как и пильные полотна для холодной резки, с некоторыми ключевыми дополнениями. Во время второй проверки мы заменяем кончики сломанных или отсутствующих зубов и проверяем, чтобы лезвие было идеально прямым, прежде чем продолжить. Наш управляемый компьютером станок шлифует поверхность лезвия и верхнюю часть его зубьев с помощью специального алмазного шлифовального круга для получения более тонкой кромки. Наш процесс обеспечивает равномерную и качественную заточку, продлевая срок службы ваших лезвий.
« 2. >
1.
Первая проверка
Мы тщательно распаковываем и проверяем ваши лезвия, чтобы убедиться, что весь инвентарь прибыл в целости и сохранности. Затем каждое лезвие вводится в систему отслеживания нашего магазина.
2.
Очистка
Ультразвуковая ванна для очистки удаляет всю грязь и песок с лезвий.
3.
Вторая проверка
Мы проводим тщательную вторую проверку, чтобы убедиться в отсутствии трещин или отсутствующих зубьев, которые могут привести к повреждению лезвий в машине.
4.
Заточка
Ваши лезвия автоматически загружаются на один из наших роботизированных заточных станков с ЧПУ, который работает днем и ночью, обеспечивая эффективную обработку.
5.
Третий осмотр
Мы снимаем ваши заточенные лезвия со станка, и старший член бригады проводит третий осмотр.
6.
Окончательная очистка и проверка
Мы снова очищаем и проверяем ваши лезвия и смазываем их маслом для предотвращения ржавчины. Затем мы заворачиваем и плотно упаковываем их, чтобы они дошли до вашей двери в идеальном виде.
Сервисный центр VOLLMER
Сервисный центр VOLLMER — это полностью автоматизированный загрузочно-шлифовальный станок. Его система загрузки с пятью стеллажами автоматически захватывает лезвия, загружая и выгружая их из зоны заточки с двумя станками 24 часа в сутки, 7 дней в неделю.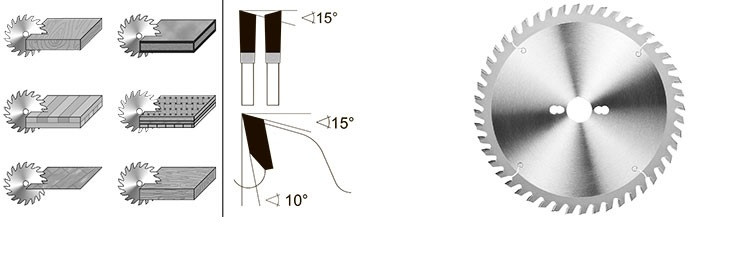 Основная шлифовальная машина центра VOLLMER затачивает поверхности лезвий и вершины их зубьев, а автоматизированная встроенная боковая шлифовальная машина позволяет нам легко ремонтировать лезвия, регулируя сменные наконечники в соответствии с остальными. Хотя в большинстве магазинов используются ручные боковые шлифовальные машины, мы вложили средства в эту технологию, чтобы повысить точность и скорость нашего процесса.
Основная шлифовальная машина центра VOLLMER затачивает поверхности лезвий и вершины их зубьев, а автоматизированная встроенная боковая шлифовальная машина позволяет нам легко ремонтировать лезвия, регулируя сменные наконечники в соответствии с остальными. Хотя в большинстве магазинов используются ручные боковые шлифовальные машины, мы вложили средства в эту технологию, чтобы повысить точность и скорость нашего процесса.
Система фильтрации Transor
Используя охлажденное масло, наши машины отводят все тепло от процесса шлифовки, сохраняя лезвие холодным. Система фильтрации Transor поддерживает чистоту этой охлаждающей жидкости, предотвращая рециркуляцию песка. Подобно масляному фильтру, обеспечивающему надежную работу двигателя вашего автомобиля, наша система обеспечивает эффективную и безопасную работу машин, обрабатывающих ваши лезвия.
Алмазные круги
Система VOLLMER поставляется в комплекте с алмазными кругами для обеспечения эффективного и холодного процесса заточки при создании более тонкой кромки.